

Steel Pipe Schedule Lookup
March 5, 2026
Pipe Reducer – Concentric and Eccentric Reducer: The Fitter’s Bible You Didn’t Know You Needed
Look, I’ve been in this game for thirty-two years. Started as a shop floor helper in a fab shop outside Houston, wiping grease off threaded fittings. Now I’m the guy they fly in when a 48-inch stainless reducer cracks on a Monday morning and the whole chemical plant is losing twenty grand an hour. I don’t write marketing brochures. I write field failure reports. But my boss says the new customers “need to understand what they’re actually buying,” not just the pretty catalog specs. So, here I am.
We’re talking about reducers. Concentric and eccentric. Sounds simple, right? It’s a funnel. Big end, little end. But let me tell you, I’ve seen more downtime caused by a bad reducer than by a faulty control valve. You save fifty bucks buying the wrong one, and you lose fifty thousand in cleanup and replacement. This article is going to cover what the textbooks don’t: the real-world physics, the installation headaches, and the procurement pitfalls.
The Basics: What Your Draughtsman Probably Didn’t Tell You
A reducer is a pipe fitting used to connect two pipes of different diameters. That’s the dictionary definition. In reality, it’s a stress point. It’s where fluid velocity changes, where turbulence starts, and where, if you’re unlucky, cavitation eats your pipe wall from the inside out.
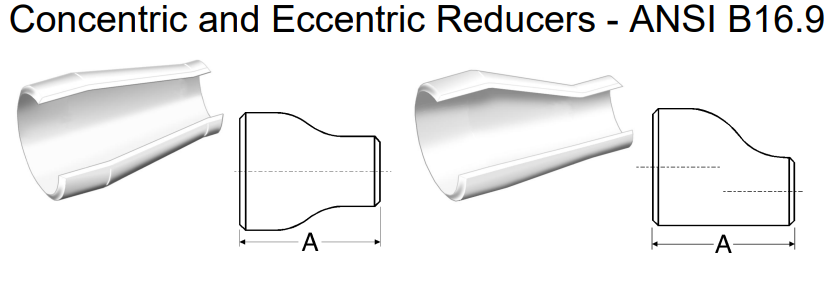
We’ve got two main types: Concentric and Eccentric. The names refer to the centerline alignment.
Concentric Reducers look like a cone. The centerline runs straight through the middle. The reduction is symmetrical.
Eccentric Reducers have one edge that remains straight (the “flat side”) while the other side tapers. The centerline is offset.
Why the distinction? It’s not just about looking neat. It’s about physics and, more importantly, about drainage and air pockets.
If you’re running a horizontal line with liquid, and you slap a concentric reducer on it, the top of the pipe at the big end is higher than the top of the pipe at the small end. That high point? That’s where air collects. Air pocket forms. You get turbulence, you get flow reduction, and in a steam line, you get a water hammer that can blow a gasket right off its seat. I saw it happen in a dairy in Wisconsin in ’98. Took out a whole pasteurization run. Thousands of gallons down the drain because someone used a concentric reducer on a horizontal line.
That’s where the eccentric comes in. You install it with the flat side up to vent gas, or flat side down to drain sediment. Simple rule, but you’d be amazed how many “experienced” fitters get it wrong.
The Manufacturing Reality: It Ain’t Just a Funnel
How we make these things matters. You can’t just take a hunk of pipe and squeeze it. Well, you can, but it’ll wrinkle like an old man’s sock.
The Seamless Route (The Expensive, Strong Route)
For smaller sizes—let’s say up to 24 inches—we start with a seamless pipe. We heat it up and use a process called cold forming or hot forming, depending on the wall thickness and material.
-
The Cold Forming/Pressing Method: We take the pipe, put it in a die, and push a tapered plug into it (expanding) or squeeze the end down (necking). For a severe reduction, you might have to do it in stages. Push it a little, anneal it, push it again. This maintains grain structure. It’s like forging a sword, not casting a pot. The grain flows with the shape.
-
The Dished Head Method (Stamping): For bigger stuff, or weird alloys, we might cut a circle out of a plate, heat it up, and stamp it in a die to form one half. Then weld two halves together. That’s a “segmented” reducer. It has a longitudinal seam weld. It’s cheaper, but that weld is a potential failure point. You have to X-ray it, dye-penetrant test it. If a supplier doesn’t mention the weld seam on a large-diameter reducer, ask. They might be hiding it.
The Math of the Taper
We don’t guess the angles. It’s all about the included angle. For standard butt-weld fittings (ASME B16.9), the taper isn’t aggressively steep. But for custom stuff? You gotta calculate the pressure drop.
Here’s a simplified version of the Bernoulli loss coefficient for a gradual contraction:
Where:
-
= Resistance coefficient
-
= Included angle of the taper (the narrow angle)
-
= Diameter ratio (small diameter / large diameter)
If
is too big,
spikes. That means you’re wasting pump energy, and you risk cavitation. I always tell the design guys: keep the taper gentle. A 15-degree included angle is nice. A 30-degree is pushing it. Anything over 45 degrees on a high-velocity line, and you’re asking for trouble.
Material Selection: Don’t Be a Hero
I see specs all the time that say “Stainless Steel.” That’s like saying “Car.” What kind? Where’s it going?
Carbon Steel (ASTM A234 WPB)
This is your workhorse. Water, steam, oil, gas. Up to about 800°F. But here’s the kicker: it rusts. If you’re in a humid environment like the Gulf Coast or Southeast Asia, and you store these fittings outside without a coating, they flash rust overnight. I opened a crate in Jakarta once, and the reducers looked like they’d been dredged from the harbor. Surface rust isn’t usually a structural issue, but it looks bad, and it pits. That pitting can be a starting point for corrosion under insulation (CUI). Spec a shop primer if they’re going to sit in a warehouse for six months.
Stainless Steel (ASTM A403 WP304/316)
304 is for general corrosive resistance. 316 adds molybdenum, which fights chlorides. If you’re near a coast, or in a chemical plant with bleach, go 316.
But stainless has a dirty secret: chloride stress corrosion cracking. If you put a 304 reducer in a hot, chloride-rich environment (like insulation that gets wet from seawater), it will crack. It’s like watching a pane of glass shatter in slow motion. You need to look at the operating temp. If it’s above 140°F and there are chlorides, you either go up to a high-nickel alloy (like 6% Mo or Inconel), or you make sure that insulation jacket is sealed tighter than a submarine.
Alloy Steel (ASTM A234 WP11, WP22, WP91)
This is for high temperature. Power plants, refineries. WP91 is a beast. It’s strong, but it’s finicky. You have to heat treat it just right. If a WP91 reducer cracks, it’s usually because the manufacturer didn’t do the post-weld heat treatment (PWHT) correctly. The grain structure gets messed up. It’s brittle. I’ve hammered a WP91 fitting that was improperly treated, and it shattered like cast iron. Scary stuff.
Table: Common Reducer Materials & Applications
| Material Grade | Standard | Typical Application | Max Temp (Rough) | Corrosion Risk |
|---|---|---|---|---|
| Carbon Steel | ASTM A234 WPB | Water, Steam, Oil, Gas | 800°F (425°C) | General Rust, CUI |
| Carbon Steel | ASTM A420 WPL6 | Low Temp (Cryogenic) | -50°F (-45°C) | Impact Toughness needed |
| Stainless 304/304L | ASTM A403 WP304 | Food, Water, Mild Chem | 1500°F (800°C) | Chloride Stress Cracking |
| Stainless 316/316L | ASTM A403 WP316 | Marine, Harsh Chem | 1500°F (800°C) | Better Chloride resistance |
| Alloy Steel | ASTM A234 WP11 | Refinery, High Temp | 1100°F (595°C) | Oxidation |
| Alloy Steel | ASTM A234 WP91 | Power Gen, Ultra High Temp | 1200°F (650°C) | Type IV Cracking in HAZ |
ANSI B16.9 Concentric and Eccentric Reducers Dimensions
Based on ASME/ANSI B16.9 Standard | 40S/STD Schedule
| Nominal Pipe Size | Large End OD (in) | Large End OD (mm) | Small End OD (in) | Small End OD (mm) | End to End Dimension (in) | End to End Dimension (mm) | Weight (kg/piece) |
|---|---|---|---|---|---|---|---|
| 3/4×1/2 | 1.05 | 27 | 0.84 | 21 | 1.50 | 38 | 0.06 |
| 3/4×3/8 | 1.05 | 27 | 0.68 | 17 | 1.50 | 38 | |
| 1×3/4 | 1.32 | 33 | 1.05 | 27 | 2.00 | 51 | 0.12 |
| 1×1/2 | 1.32 | 32 | 0.84 | 21 | 2.00 | 51 | 0.11 |
| 11/4×1 | 1.66 | 42 | 1.32 | 33 | 2.00 | 51 | 0.16 |
| 11/4×3/4 | 1.66 | 42 | 1.05 | 27 | 2.00 | 51 | 0.14 |
| 11/4×1/2 | 1.66 | 42 | 0.84 | 21 | 2.00 | 51 | 0.13 |
| 11/2×11/4 | 1.90 | 48 | 1.66 | 42 | 2.50 | 64 | 0.24 |
| 11/2×1 | 1.90 | 48 | 1.32 | 33 | 2.50 | 64 | 0.22 |
| 11/2×3/4 | 1.90 | 48 | 1.05 | 27 | 2.50 | 64 | 0.20 |
| 11/2×1/2 | 1.90 | 48 | 0.84 | 21 | 2.50 | 64 | 0.18 |
| 2×11/2 | 2.38 | 60 | 1.90 | 48 | 3.00 | 76 | 0.37 |
| 2×11/4 | 2.38 | 60 | 1.66 | 42 | 3.00 | 76 | 0.35 |
| 2×1 | 2.38 | 60 | 1.32 | 33 | 3.00 | 76 | 0.32 |
| 2×3/4 | 2.38 | 60 | 1.05 | 27 | 3.00 | 76 | 0.30 |
| 21/2×2 | 2.88 | 73 | 2.38 | 60 | 3.50 | 89 | 0.72 |
| 21/2×11/2 | 2.88 | 73 | 1.90 | 48 | 3.50 | 89 | 0.66 |
| 21/2×11/4 | 2.88 | 73 | 1.66 | 42 | 3.50 | 89 | 0.63 |
| 21/2×1 | 2.88 | 73 | 1.32 | 33 | 3.50 | 89 | |
| 3×21/2 | 3.50 | 89 | 2.88 | 73 | 3.50 | 89 | 0.93 |
| 3×2 | 3.50 | 89 | 2.38 | 60 | 3.50 | 89 | 0.85 |
| 3×11/2 | 3.50 | 89 | 1.90 | 48 | 3.50 | 89 | 0.78 |
| 3×11/4 | 3.50 | 89 | 1.66 | 42 | 3.50 | 89 | 0.75 |
| 31/2×3 | 4.00 | 102 | 3.50 | 89 | 4.00 | 102 | |
| 31/2×21/2 | 4.00 | 102 | 2.88 | 73 | 4.00 | 102 | |
| 31/2×2 | 4.00 | 102 | 2.38 | 60 | 4.00 | 102 | |
| 31/2×11/2 | 4.00 | 102 | 1.90 | 48 | 4.00 | 102 | |
| 4×31/2 | 4.50 | 114 | 4.00 | 102 | 4.00 | 102 | |
| 4×3 | 4.50 | 114 | 3.50 | 89 | 4.00 | 102 | 1.45 |
| 4×21/2 | 4.50 | 114 | 2.88 | 73 | 4.00 | 102 | 1.37 |
| 4×2 | 4.50 | 114 | 2.38 | 60 | 4.00 | 102 | 1.27 |
| 4×11/2 | 4.50 | 114 | 1.90 | 48 | 4.00 | 102 | 1.18 |
| 5×4 | 5.56 | 141 | 4.50 | 114 | 5.00 | 127 | 2.50 |
| 5×3 | 5.56 | 141 | 3.50 | 89 | 5.00 | 127 | 2.27 |
| 32×26 | 32.00 | 813 | 26.00 | 660 | 24.00 | 610 | |
| 32×24 | 32.00 | 813 | 24.00 | 610 | 24.00 | 610 | |
| 34×32 | 34.00 | 864 | 32.00 | 813 | 24.00 | 610 | |
| 34×30 | 34.00 | 864 | 30.00 | 762 | 24.00 | 610 | |
| 34×26 | 34.00 | 864 | 26.00 | 660 | 24.00 | 610 | |
| 34×24 | 34.00 | 864 | 24.00 | 610 | 24.00 | 610 | |
| 36×34 | 36.00 | 914 | 34.00 | 864 | 24.00 | 610 | |
| 36×32 | 36.00 | 914 | 32.00 | 813 | 24.00 | 610 | |
| 36×30 | 36.00 | 914 | 30.00 | 762 | 24.00 | 610 | |
| 36×26 | 36.00 | 914 | 26.00 | 660 | 24.00 | 610 | |
| 36×24 | 36.00 | 914 | 24.00 | 610 | 24.00 | 610 | |
| 38×36 | 38.00 | 965 | 36.00 | 914 | 24.00 | 610 | |
| 38×34 | 38.00 | 965 | 34.00 | 864 | 24.00 | 610 | |
| 38×32 | 38.00 | 965 | 32.00 | 813 | 24.00 | 610 | |
| 38×30 | 38.00 | 965 | 30.00 | 762 | 24.00 | 610 | |
| 38×28 | 38.00 | 965 | 28.00 | 711 | 24.00 | 610 | |
| 38×26 | 38.00 | 965 | 26.00 | 660 | 24.00 | 610 | |
| 40×38 | 40.00 | 1016 | 38.00 | 965 | 24.00 | 610 | |
| 40×36 | 40.00 | 1016 | 36.00 | 914 | 24.00 | 610 | |
| 40×34 | 40.00 | 1016 | 34.00 | 864 | 24.00 | 610 | |
| 40×32 | 40.00 | 1016 | 32.00 | 813 | 24.00 | 610 | |
| 40×30 | 40.00 | 1016 | 30.00 | 762 | 24.00 | 610 | |
| 42×40 | 42.00 | 1067 | 40.00 | 1016 | 24.00 | 610 | |
| 42×38 | 42.00 | 1067 | 38.00 | 965 | 24.00 | 610 | |
| 42×36 | 42.00 | 1067 | 36.00 | 914 | 24.00 | 610 | |
| 42×34 | 42.00 | 1067 | 34.00 | 864 | 24.00 | 610 | |
| 42×32 | 42.00 | 1067 | 32.00 | 813 | 24.00 | 610 | |
| 42×30 | 42.00 | 1067 | 30.00 | 762 | 24.00 | 610 | |
| 44×42 | 44.00 | 1118 | 42.00 | 1067 | 24.00 | 610 | |
| 44×40 | 44.00 | 1118 | 40.00 | 1016 | 24.00 | 610 | |
| 44×38 | 44.00 | 1118 | 38.00 | 965 | 24.00 | 610 | |
| 44×36 | 44.00 | 1118 | 36.00 | 914 | 24.00 | 610 | |
| 46×44 | 46.00 | 1168 | 44.00 | 1118 | 28.00 | 711 | |
| 46×42 | 46.00 | 1168 | 42.00 | 1067 | 28.00 | 711 | |
| 46×40 | 46.00 | 1168 | 40.00 | 1016 | 28.00 | 711 | |
| 46×38 | 46.00 | 1168 | 38.00 | 965 | 28.00 | 711 | |
| 48×46 | 48.00 | 1219 | 46.00 | 1168 | 28.00 | 711 | |
| 48×44 | 48.00 | 1219 | 44.00 | 1118 | 28.00 | 711 | |
| 48×42 | 48.00 | 1219 | 42.00 | 1067 | 28.00 | 711 | |
| 48×40 | 48.00 | 1219 | 40.00 | 1016 | 28.00 | 711 | |
| 5×21/2 | 5.56 | 141 | 2.88 | 73 | 5.00 | 127 | 2.16 |
| 6×5 | 6.62 | 168 | 5.56 | 141 | 5.50 | 140 | 3.57 |
| 6×4 | 6.62 | 168 | 4.50 | 114 | 5.50 | 140 | 3.30 |
| 6×3 | 6.62 | 168 | 3.50 | 89 | 5.50 | 140 | 3.04 |
| 8×6 | 8.62 | 219 | 6.62 | 168 | 6.00 | 152 | 5.71 |
| 8×5 | 8.62 | 219 | 5.56 | 141 | 6.00 | 152 | 5.40 |
| 8×4 | 8.62 | 219 | 4.50 | 114 | 6.00 | 152 | 5.10 |
| 10×8 | 10.75 | 273 | 8.62 | 219 | 7.00 | 178 | 9.58 |
| 10×6 | 10.75 | 273 | 6.62 | 168 | 7.00 | 178 | 8.78 |
| 10×5 | 10.75 | 273 | 5.56 | 141 | 7.00 | 178 | 8.42 |
| 12×10 | 12.75 | 324 | 10.75 | 273 | 8.00 | 203 | 13.60 |
| 12×8 | 12.75 | 324 | 8.62 | 219 | 8.00 | 203 | 12.70 |
| 12×6 | 12.75 | 324 | 6.62 | 168 | 8.00 | 203 | 11.80 |
| 14×12 | 14.00 | 356 | 12.75 | 324 | 13.00 | 330 | 25.40 |
| 14×10 | 14.00 | 356 | 10.75 | 273 | 13.00 | 330 | 23.60 |
| 14×8 | 14.00 | 356 | 8.62 | 219 | 13.00 | 330 | 21.80 |
| 16×14 | 16.00 | 406 | 14.00 | 356 | 14.00 | 356 | 31.00 |
| 16×12 | 16.00 | 406 | 12.75 | 324 | 14.00 | 356 | 29.60 |
| 16×10 | 16.00 | 406 | 10.75 | 273 | 14.00 | 356 | 27.80 |
| 18×16 | 18.00 | 457 | 16.00 | 406 | 15.00 | 381 | 37.80 |
| 18×14 | 18.00 | 457 | 14.00 | 356 | 15.00 | 381 | 35.70 |
| 18×12 | 18.00 | 457 | 12.75 | 324 | 15.00 | 381 | 34.30 |
| 20×18 | 20.00 | 508 | 18.00 | 457 | 20.00 | 508 | 56.40 |
| 20×16 | 20.00 | 508 | 16.00 | 406 | 20.00 | 508 | 53.50 |
| 20×14 | 20.00 | 508 | 14.00 | 356 | 20.00 | 508 | 50.80 |
| 22×20 | 22.00 | 559 | 20.00 | 508 | 20.00 | 508 | 62.60 |
| 22×18 | 22.00 | 559 | 18.00 | 457 | 20.00 | 508 | 59.70 |
| 22×16 | 22.00 | 559 | 16.00 | 406 | 20.00 | 508 | 57.10 |
| 24×22 | 24.00 | 610 | 22.00 | 559 | 20.00 | 508 | 68.60 |
| 24×20 | 24.00 | 610 | 20.00 | 508 | 20.00 | 508 | 65.70 |
| 24×18 | 24.00 | 610 | 18.00 | 457 | 20.00 | 508 | 63.00 |
| 26×24 | 26.00 | 600 | 24.00 | 610 | 24.00 | 610 | |
| 26×22 | 26.00 | 600 | 22.00 | 559 | 24.00 | 610 | |
| 26×20 | 26.00 | 600 | 20.00 | 508 | 24.00 | 610 | |
| 26×18 | 26.00 | 600 | 18.00 | 457 | 24.00 | 610 | |
| 28×26 | 28.00 | 711 | 26.00 | 660 | 24.00 | 610 | |
| 28×24 | 28.00 | 711 | 24.00 | 610 | 24.00 | 610 | |
| 28×20 | 28.00 | 711 | 20.00 | 508 | 24.00 | 610 | |
| 28×18 | 28.00 | 711 | 18.00 | 457 | 24.00 | 610 | |
| 30×28 | 30.00 | 762 | 28.00 | 711 | 24.00 | 610 | |
| 30×26 | 30.00 | 762 | 26.00 | 660 | 24.00 | 610 | |
| 30×24 | 30.00 | 762 | 24.00 | 610 | 24.00 | 610 | |
| 30×20 | 30.00 | 762 | 20.00 | 508 | 24.00 | 610 | |
| 32×30 | 32.00 | 813 | 30.00 | 762 | 24.00 | 610 | |
| 32×28 | 32.00 | 813 | 28.00 | 711 | 24.00 | 610 |
Notes:
- Dimensions are based on ASME/ANSI B16.9 standard for buttweld fittings
- OD = Outside Diameter
- Weight values marked with empty are not available in the original standard
- All dimensions are in inches (in) and millimeters (mm) as specified
- Nominal Pipe Size format: Large Size x Small Size (e.g., 3/4×1/2)
The Procurement Dilemma: What Keeps Buyers Up at Night
I talk to procurement guys every week. They’re stressed. They’re not pipefitters; they’re bean counters with a purchase order form. And they’re terrified of three things.
1. The Wall Thickness Gamble
The spec says SCH 80. The supplier quotes SCH 80. You get the fitting, and it welds onto a SCH 80 pipe. But here’s the dirty little secret: the internal diameter might be wrong.
ASME B16.9, the standard for factory-made wrought butt-welding fittings, allows for some tolerance. The wall thickness at the weld bevel must match the pipe, but in the body of the reducer, it can be thinner. How much thinner? It can be as low as 87.5% of the nominal wall. So, if you ordered a SCH 80 fitting (0.500″ wall), the body might only be 0.4375″ thick. That’s fine for pressure, usually. But if you ordered it for a specific bore size, or if you’re planning to machine the inside, you’re screwed. You won’t have enough meat.
How to fix it: Don’t just order “SCH 80.” If you need full wall integrity, order “STD” wall with an “S” suffix, or specify “Full Wall” on your PO. Better yet, send a sketch with your minimum inside diameter requirement. Make them guarantee it.
2. The Eccentric Orientation Confusion
I got a call from a site in Alberta two winters ago. -40 degrees. They installed 20 eccentric reducers on a glycol line. They put them all flat-side-down. The line was supposed to drain through the pumps. Flat-side-down traps the fluid. The glycol froze. Cracked a pump casing. $200,000 mistake.
The drawing said “Ecc Red.” The fitter assumed flat side down because that’s how his last foreman taught him. But on a suction line for a pump, the flat side should be on top to prevent air from accumulating and causing cavitation. On a pipe rack, flat side down to keep the bottom of the pipe level for support.
How to fix it: When you write the PO or the spec, write it like this: “Eccentric Reducer, Flange-to-Flange, Flat Side Top, for Pump Suction.” Or “Eccentric Reducer, Flat Side Bottom, for Pipe Support.” If the supplier is worth their salt, they’ll stamp “TOP” on the flat side. If they don’t, you need to paint a big arrow on it. Never assume.
Installation Wisdom: The Field Fit
So you’ve got your shiny new reducer on site. Now what?
The Bevel Check
Butt-weld fittings have a bevel. That’s the angled edge for the weld. Before you even tack it up, check the bevel. Is it a standard 37.5 degrees? Is there a land (the flat part at the tip)? If the bevel is too steep or too shallow, your welder will either burn through or not get enough penetration. I carry a bevel gauge in my pocket. Use one.
The High-Low
When you fit a reducer to a pipe, you’re joining two different diameters. The back of the reducer (the large end) matches the big pipe. The front matches the small pipe. But if you’re using a fitting from one manufacturer and pipe from another, the OD tolerances stack up. You might get a “high-low” where one edge is proud of the other. You can’t just weld over that. You have to grind it smooth, or if it’s really bad, you build it up with weld and grind it back. That’s time. That’s money.
The “Tuna Can”
Never, ever lift a heavy reducer by chaining it through the bore. Especially on large-diameter, thin-wall stuff. You’ll ovalize it. It’ll look like a tuna can. Once it’s oval, you’ll never get a good fit-up on the weld joint. Use lifting lugs or strap it around the outside.
The Future: What’s Changing in the Reducer Game?
I’m seeing two big trends that affect how we buy and use reducers.
1. Additive Manufacturing (3D Printing) of Fittings
Forget welding. I saw a demo at a trade show in Düsseldorf last year. They’re printing reducers out of Inconel 625. The grain structure is perfect. No seams. The lead time was 3 weeks instead of 12. Right now, it’s expensive. But for critical, high-alloy jobs in nuclear or aerospace? It’s starting to make sense. The procurement guys love it because you can print the part with the weld bevels already optimized for the specific pipe it’s mating to. No tolerance stacking.
2. The IIoT and Predictive Maintenance
We’re starting to put sensors on reducers. Why? Because the reducer is a stress point. If you put an ultrasonic sensor on the wall of a reducer at a pump discharge, you can measure the exact wall thickness in real-time. When it starts to thin out due to erosion from cavitation, the system sends an alert. “Hey, your reducer is about to fail in 60 days.” That changes procurement from a reactive “oh crap, it broke” to a scheduled maintenance buy. You can order the part, have it on site, and swap it during a planned shutdown. No downtime.
Personal Anecdote: The Tale of the 10-Inch Concentric
I was working on a shutdown at a refinery in Louisiana. Big job. Replacing a bunch of piping in a crude unit. The采购 guy, a kid right out of college, ordered all the reducers. He ordered concentrics for everything. Horizontal lines, vertical lines, didn’t matter. “It’s what the MTO said,” he told me, pointing at the Material Take-Off from the engineering firm.
I pointed at a horizontal run of 12-inch to 8-inch. “That needs to be eccentric, flat side up,” I said.
He looked at me like I had three heads. “The drawing just says ‘Red.'”
We argued for an hour. I called his boss. His boss called the project engineer. The project engineer looked at the P&ID and said, “Huh. Yeah, that should be eccentric.”
We had 14 of those reducers already delivered. All concentric. All wrong. We had to air-freight the correct eccentrics from a supplier in Ohio. Cost the project an extra $40,000. And the kicker? The old concentrics are probably still sitting in their warehouse somewhere, rusting away.
The point is, the paperwork isn’t always right. The drawing isn’t always right. You have to think about how the pipe will actually sit, how the fluid will flow, and what happens when you shut the pump off.
Conclusion: The Reducer is a Canary in the Coal Mine
Don’t treat a reducer like a commodity. It’s not a bolt. It’s a precision component that manages the flow of energy and material. A bad reducer choice is a symptom of a bad engineering process. A cheap reducer is a bet against your own uptime.
When you’re writing that purchase order, think about the fitter in the ditch in July, trying to line up that weld. Think about the operator in the control room, watching the pump pressure fluctuate because of turbulence. Think about the maintenance guy in January, standing in the snow, cutting out a cracked fitting.
Related posts




Induction bends come in standard bend angles (e.g. 45°, 90°, etc.) or can be custom made to specific bend angles. Compound bends (out-of-plane) bends in a single joint of pipe can also be produced. The bend radius is specified as a function of the diameter. For example, common bend radii for induction bends are 3D, 5D and 7D, where D is the nominal pipe diameter.





Duplex 2205 and Super Duplex 2507 stainless steel flanges are characterized by their high yield strength, which is twice that of the annealed yield strength of typical austenitic stainless steels, like 304 and 316 stainless steel flanges. Because of this, Duplex 2205 and Super Duplex 2507 steel are some of the most common grades of duplex used for flanges with Super Duplex 2507 flanges being the more corrosion resistant grade of the two.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}