

EN 10216-1 P195 Seamless Steel Pipe
April 4, 2026
Hot Dipped Galvanized ERW Steel Pipe
Hot-dipped galvanized (HDG) Electric Resistance Welded (ERW) steel pipes represent the standard for corrosion-resistant fluid transport and structural scaffolding in modern construction. By combining the high-frequency welding efficiency of ERW technology with a comprehensive metallurgical zinc bond, these pipes achieve a service life exceeding 50 years in diverse atmospheric conditions.
As a premier industrial component, Hot Dipped Galvanized ERW Steel Pipe is manufactured in accordance with global standards including ASTM A53, BS 1387, and EN 39, offering a zinc coating density of up to $600g/m^2$. This guide serves as the definitive technical reference for procurement officers, structural engineers, and project managers.
1. Technical Specifications & Supply Scope
The production of HDG ERW pipes involves a dual-stage quality gate: first, the precision welding of the base carbon steel coil, and second, the immersion in a $450^{\circ}C$ molten zinc bath. Below is the master technical summary.
| Parameter | Technical Detail / Capability |
|---|---|
| Outer Diameter (OD) | 1/2″ – 12″ (21.3mm to 323.9mm) |
| Wall Thickness (WT) | 0.8mm – 10.0mm (Up to 17.5mm for custom series) |
| Zinc Coating Weight | Average $200g/m^2$ to $600g/m^2$ ($30\mu m$ to $70\mu m$) |
| Material Grades | Q235, Q345, S235GT, S355, STK400, STK500 |
| Standard Compliance | ASTM A53, API 5L, EN39, BS1139, JIS3444, GB/T3091 |
| Pipe Length | 1.0m – 12.0m (Fixed or Random lengths) |
| Productivity | 5,000 Metric Tons per Day |
2. Production Capacity & Product Classification
To ensure consistent supply for Tier-1 infrastructure projects, our facility operates 18 dedicated hot-dip galvanizing lines with an annual capacity exceeding 1.5 million tons. This scale allows for the simultaneous production of various geometries including round, square, and rectangular sections.
| Main Product Line | Size Range (mm) | WT (mm) | Line Count | Capacity (Tons/Year) |
|---|---|---|---|---|
| Black ERW Pipe | 21.3 – 219.1 | 1.5 – 10.0 | 13 | 1,000,000 |
| Hot-Dipped Galv. Pipe | 21.3 – 219.1 | 1.5 – 10.0 | 18 | 1,500,000 |
| SSAW Steel Pipe | 219 – 2020 | 5.0 – 28.0 | 5 | 150,000 |
| Square/Rect Tube | 20×20 – 400×600 | 1.3 – 20.0 | 10 | 800,000 |
| HDG Square Tube | 20×20 – 250×150 | 1.5 – 7.5 | 3 | 250,000 |
| Steel-Plastic Complex | 1/2″ – 12″ | 1.5 – 10.0 | 9 | 100,000 |
3. Master Dimensions & Wall Thickness Matrix
The following table provides the standardized dimensions for Galvanized Round Pipe. These metrics are critical for calculating fluid flow rates and structural bearing loads in scaffolding applications.
| Inch (in) | Nominal Diameter (mm) | WT Range (mm) | Standard Length (m) |
|---|---|---|---|
| 1/2″ | 21.3 | 0.5 – 2.75 | 5.8m / 6.0m |
| 3/4″ | 26.9 | 0.5 – 2.75 | 5.8m / 6.0m |
| 1″ | 33.7 | 0.5 – 3.75 | 5.8m / 6.0m |
| 1-1/4″ | 42.4 | 0.5 – 5.0 | 1.0m – 12.0m |
| 1-1/2″ | 48.3 | 0.5 – 5.0 | 1.0m – 12.0m |
| 2″ | 60.3 | 0.5 – 5.0+ | 1.0m – 12.0m |
| 2-1/2″ | 76.1 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 3″ | 88.9 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 4″ | 114.3 | 0.8 – 4.0 | 5.8m / 6.0m |
| 6″ | 168.3 | 1.1 – 6.0+ | 6.0m / 12.0m |
| 8″ | 219.1 | 1.2 – 6.5+ | 6.0m / 12.0m |
| 10″ | 273.0 | 2.75 – 5.0+ | 6.0m / 12.0m |
| 12″ | 323.9 | 3.0 – 10.0 | 6.0m / 12.0m |
Note: All wall thicknesses listed above include the base ERW pipe substrate. The added zinc coating typically contributes an additional $30\mu m$ to $70\mu m$ per side, depending on the specified coating mass ($g/m^2$).
“
4. Chemical Composition & Material Grade Standards
The performance of a galvanized pipe is determined by its substrate chemistry. For ERW Galvanized Steel Pipes, the steel must possess excellent weldability and low silicon content to ensure a smooth, uniform zinc finish. We utilize premium carbon steel grades that meet or exceed international standards for construction and pressure delivery.
Table 3: Chemical Component Limits (%)
| Steel Grade | C (max) | Si (max) | Mn (max) | P (max) | S (max) |
|---|---|---|---|---|---|
| Q235 (GB/T 3091) | 0.22 | 0.35 | 1.40 | 0.045 | 0.045 |
| S235GT (EN 10219) | 0.20 | – | 1.40 | 0.040 | 0.040 |
| ASTM A53 Grade B | 0.30 | – | 1.20 | 0.050 | 0.045 |
| STK400 (JIS G3444) | 0.25 | – | – | 0.040 | 0.040 |
Mechanical Property Requirements
| Metric | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (min %) |
|---|---|---|---|
| Q235 / S235 Series | 370 – 500 | ≥ 235 | ≥ 26 |
| Q345 / S355 Series | 470 – 630 | ≥ 345 | ≥ 20 |
| ASTM A53 Gr. B | ≥ 415 | ≥ 240 | Standard Formula |
5. The ERW Hot-Dip Galvanizing Production Chain
The durability of our pipes is a result of a 16-stage manufacturing cycle. Every ERW Galvanized Steel Pipe undergoes rigorous cleaning (pickling and alkali washing) before entering the zinc kettle to ensure the metallurgical bond is flawless.
Unlike pre-galvanized pipes (where the strip is galvanized before welding), our Hot-Dip Galvanized process occurs after the pipe is formed. This ensures the weld seam is fully protected by the same thickness of zinc as the rest of the pipe body, preventing premature seam corrosion.
6. High-Quality Zinc Coating Verification
At our facility, “Quality First” is not just a slogan. Every batch of Hot Dipped Galvanized Scaffolding Steel Pipe is subjected to three primary verification tests to ensure global compliance.
Surface Integrity
Visual inspection for consistency of internal and external surfaces. Elimination of zinc spikes, blisters, and “black spots.”
Dimensional Accuracy
Precise measurement of OD and WT using calibrated micrometers before and after the galvanizing process.
Zinc Layer Uniformity
Sample pipes must withstand five consecutive dips in a copper sulfate solution without showing metallic red (The Preece Test).
7. Customized Processing & Structural Modification
To provide a “Ready-to-Install” solution for complex engineering projects, our Hot Dipped Galvanized ERW Steel Pipe facility offers a full suite of secondary processing services. These modifications are performed post-galvanization using cold-work techniques to preserve the integrity of the zinc-iron alloy layer.
| Processing Type | Technical Specification | Industrial Application |
|---|---|---|
| Stamping & Embossing | Permanent Heat Number / Grade Marking | Traceability for High-Pressure Systems |
| Threaded & Coupled | NPT, BSP, or ISO 7-1 Standard Threads | Gas Lines, Low-Pressure Plumbing |
| Grooved Ends | Standard Roll Groove for Mechanical Joints | Fire Fighting & Sprinkler Systems |
| Bending & Arched | Cold Arched (Min. 3D Radius) | Greenhouse Frames & Structural Arches |
| End Capping | Plastic/Internal Dust-Proof Plugs | Maritime Export Protection |
8. Primary Industrial Applications
The versatility of ERW Hot-Dip Galvanized Steel Pipes allows for deployment in environments where mechanical stress and atmospheric moisture are high. Our pipes are primarily utilized in the following three sectors:
A. Construction Scaffolding
Compliant with EN 39 and BS 1139, our scaffolding pipes ($48.3mm$ OD) provide the essential rigidity for high-rise shoring and access towers. The zinc coating prevents the structural weakening caused by “pitting corrosion” in humid coastal climates.
B. Fire Sprinkler Systems
Certified under ASTM A795, these pipes are designed to resist internal clogging from rust flakes. The hot-dip process ensures that both the internal and external surfaces of the ERW seam are immune to oxygen-induced oxidation.
Additional applications include Greenhouse Piping (resistance to fertilizers), Highway Guardrails (impact resistance), and Oil Casing Pipes (API 5L compliance) for medium-pressure energy transport.

9. Global Export Logistics & Protective Packaging
As a leading Chinese exporter with a 5,000-ton daily productivity, Steel manages complex logistics for the Middle East, Africa, Southeast Asia, and Australia. Preventing “White Rust” (wet storage stain) during sea transit is our top priority.
Export Packaging Standards
| Packaging Element | abter Steel Professional Standard |
|---|---|
| Bundling | Hexagonal bundles secured with 8-10 points of steel strapping for stability. |
| Small OD Protection | Packed in bundles; Large OD pipes shipped in bulk. |
| Woven Protection | Waterproof woven cloth with 7 slats to prevent friction and salt spray ingress. |
| Internal Coating | Threaded ends fitted with plastic caps; bare ends oiled upon request. |
Strategic Commercial Terms
- Trade Terms: FOB, CFR, CIF, DDP, EXW
- Payment Methods: T/T (Telegraphic Transfer), Irrevocable L/C
- Minimum Order: 2 Metric Tons
- Lead Time: Prompt shipment on or before 20 days
Your Trusted Partner for Hot Dipped Galvanized Steel
Whether you require ASTM A53 fire protection pipes or BS 1139 scaffolding solutions, our 18 production lines are ready to meet your technical demands with precision and speed.
Key Keywords: Hot Dipped Galvanized ERW Pipe, Scaffolding Steel Tube, Zinc Coating $600g/m^2$, ASTM A53 Grade B, BS 1387 Steel Pipe, Youfa Steel Pipe, abter Steel China.
10. Hydrostatic Testing & Nondestructive Electric Verification
To guarantee the structural integrity of Hot Dipped Galvanized ERW Steel Pipes under high-pressure conditions, each unit must undergo rigorous safety testing. According to the ASTM A53 standard, hydrostatic tests ensure there are no leaks or structural failures in the weld seam or pipe body.
ASTM A53 Hydrostatic Test Protocols:
- Test Duration: Grade B pipes must maintain the specified pressure for a minimum of 5 seconds.
- Pressure Thresholds:
- For NPS 3 (DN 80) and smaller, the minimum hydrostatic pressure shall not exceed 2500 psi [17,200 kPa].
- For NPS 3 (DN 80) and larger, the pressure shall not exceed 2800 psi [19,300 kPa].
Nondestructive Electrical Testing (NDE)
For Type E (ERW) steel pipes, NDE is a mandatory substitute or supplement for hydraulic testing. The weld seam of Grade A and B pipes is inspected in its entirety using eddy current (E213, E273) or ultrasonic (E309, E570) methods to detect sub-surface flaws that visual inspection might miss.

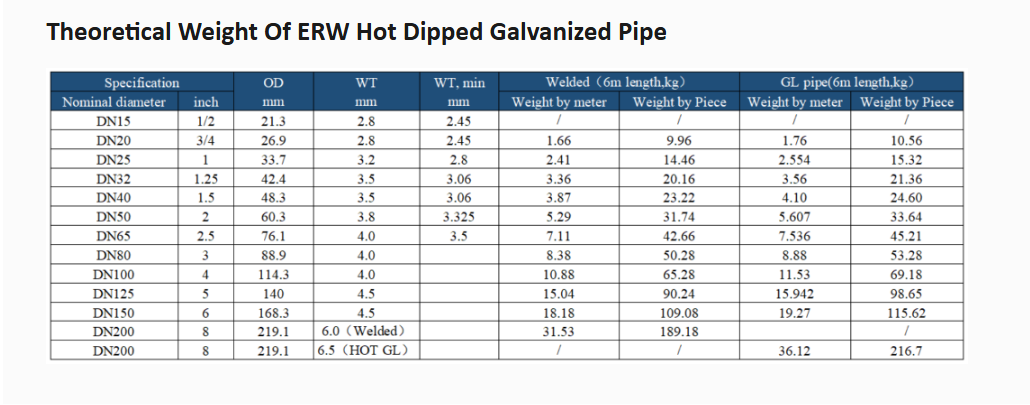
11. Extended Theoretical Weight Comparison: Welded vs. Galvanized
Understanding the weight increase post-galvanization is essential for logistics and structural load-bearing calculations. The table below, derived from industrial batch data, compares the standard 6m length weight of black welded pipes against Hot Dipped Galvanized (GL) pipes.
| Nominal Diameter | OD (mm) | WT (mm) | Welded Pipe (6m/kg) | GL (Galvanized) Pipe (6m/kg) | ||
|---|---|---|---|---|---|---|
| Weight/Meter | Weight/Piece | Weight/Meter | Weight/Piece | |||
| DN20 (3/4″) | 26.9 | 2.8 | 1.66 | 9.96 | 1.76 | 10.56 |
| DN25 (1″) | 33.7 | 3.2 | 2.41 | 14.46 | 2.554 | 15.32 |
| DN32 (1.25″) | 42.4 | 3.5 | 3.36 | 20.16 | 3.56 | 21.36 |
| DN40 (1.5″) | 48.3 | 3.5 | 3.87 | 23.22 | 4.10 | 24.60 |
| DN50 (2″) | 60.3 | 3.8 | 5.29 | 31.74 | 5.607 | 33.64 |
| DN100 (4″) | 114.3 | 4.0 | 10.88 | 65.28 | 11.53 | 69.18 |
| DN150 (6″) | 168.3 | 4.5 | 18.18 | 109.08 | 19.27 | 115.62 |
| DN200 (8″) | 219.1 | 6.5 | / | / | 36.12 | 216.7 |
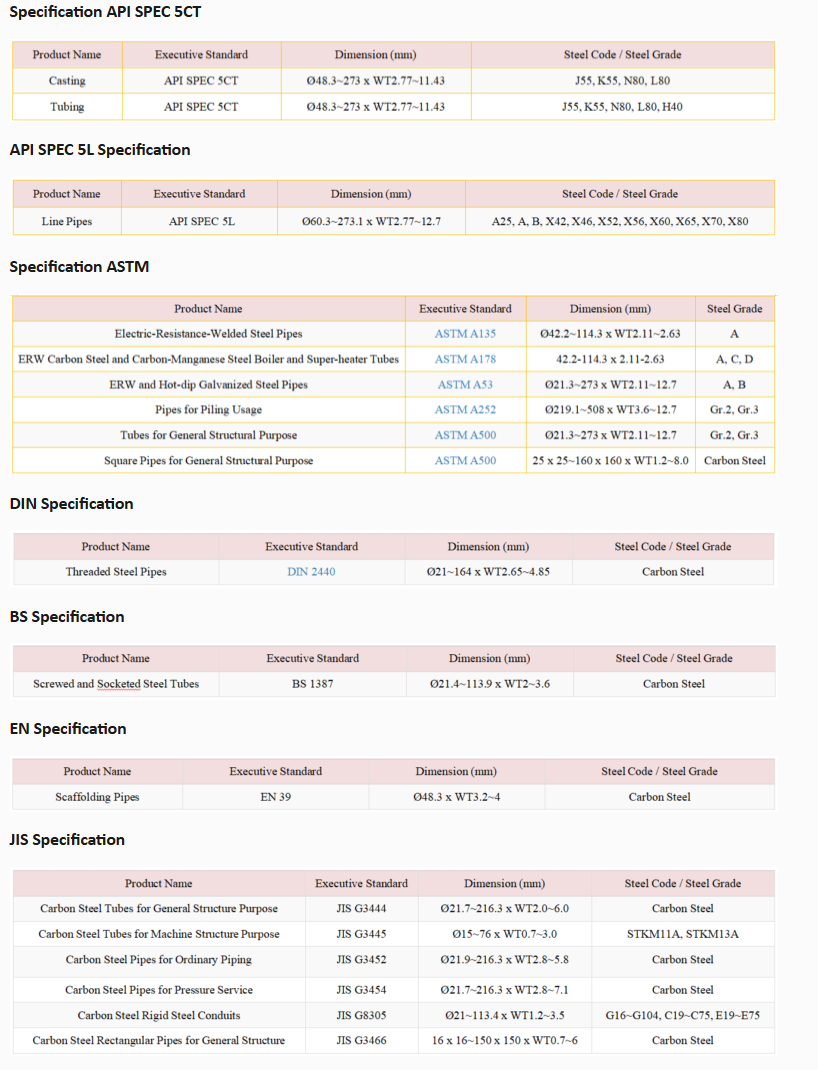
12. Global Specification Cross-Reference
Procurement teams often need to navigate multiple international standards. The Hot Dipped Galvanized ERW Steel Pipe is manufactured to meet the specific delivery conditions of EN, ASTM, JIS, and GB standards.
| Region/Standard | Executive Standard | Steel Grade / Code | Typical Dimensions (mm) |
|---|---|---|---|
| API (Line Pipe) | API SPEC 5L | A25, B, X42-X80 | $\varnothing 60.3 – 273.1$ |
| ASTM (General) | ASTM A53 | Gr. A, Gr. B | $\varnothing 21.3 – 273$ |
| BS (Screwed) | BS 1387 | Carbon Steel | $\varnothing 21.4 – 113.9$ |
| EN (Scaffolding) | EN 39 | Carbon Steel | $\varnothing 48.3 \times WT 3.2-4$ |
| JIS (Structure) | JIS G3444 | STK400, STK500 | $\varnothing 21.7 – 216.3$ |
13. Dimensional Tolerances & Mechanical Testing
Beyond chemical and pressure tests, physical deformation tests ensure the pipe’s ductility and weld strength.
Bend Test (NPS 2 and Smaller)
Pipes shall be bent $90^{\circ}$ around a cylindrical mandrel (12x pipe diameter) without developing cracks.
Flattening Test (NPS 2 and Larger)
Applied to welded pipes to verify the weld’s ability to resist cracking under extreme transverse compression.
Dimensional Accuracy:
- Mass Tolerance: The specified weight must be within $\pm 10\%$ of the theoretical calculation.
- Diameter Tolerance: For DN 40 (NPS 1-1/2) or smaller, tolerance is within $\pm 1/64$ inch ($0.4mm$).
- Thickness Tolerance: The minimum wall thickness at any point shall not be less than 87.5% of the specified nominal thickness.
14. EN 10216-1 Preferred Dimensions & Wall Thickness (Series 1, 2, 3)
For high-precision engineering and pressure purposes, the EN 10216-1 standard defines a strict matrix of preferred dimensions. Unlike standard commercial pipes, these seamless and ERW tubes are categorized into three series to define the availability of standardized accessories.
Series Definitions:
- Series 1: Diameters for which all necessary construction accessories are fully standardized.
- Series 2: Diameters for which not all accessories are standardized.
- Series 3: Diameters for special applications with very few standardized accessories.
| Outside Diameter D (mm) | Wall Thickness T (mm) – Selected Range | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ser. 1 | Ser. 2 | Ser. 3 | 2.0 | 3.2 | 4.5 | 6.3 | 8.0 | 10.0 | 12.5 | 16.0 | 20.0 | 25.0 |
| 21.3 | – | – | X | X | – | – | – | – | – | – | – | – |
| 33.7 | – | – | X | X | X | – | – | – | – | – | – | – |
| 48.3 | – | – | X | X | X | X | – | – | – | – | – | – |
| 60.3 | – | – | – | X | X | X | X | – | – | – | – | – |
| 88.9 | – | – | – | – | X | X | X | X | – | – | – | – |
| 114.3 | – | – | – | – | – | X | X | X | X | – | – | – |
| 168.3 | – | – | – | – | – | – | X | X | X | X | – | – |
| 219.1 | – | – | – | – | – | – | – | X | X | X | X | – |
| – | – | 323.9 | – | – | – | – | – | – | X | X | X | X |
Note: “X” indicates the most common OD/WT combinations according to the EN 10216-1 preferred schedule.
15. Industrial End Finishes & Coupling Requirements
The connection method of a Hot Dipped Galvanized Steel Pipe is determined by its end finish. ASTM A53 defines three primary types of end preparations to accommodate different joining technologies.
| End Type | Size Range / Specification | Requirement Detail |
|---|---|---|
| Plain Ends | NPS 1-1/2 (DN 40) or Larger | Standard weight or extra-strong; beveled to $30^{\circ}$ to $35^{\circ}$ for welding. |
| Threaded Ends | NPS 1/2 to NPS 12 | Gaged in accordance with ANSI B1.20.1; protected by plastic caps. |
| Couplings | NPS 2-1/2 (DN 65) or Larger | Taper-tapped couplings manufactured to ASTM A865 standards. |
16. Hot-Dip Galvanized Coating Standards (ASTM A53)
The effectiveness of the corrosion barrier is measured by the weight of the zinc coating per unit area. Under ASTM A53, the hot-dip process must achieve a metallurgical bond on both the internal and external surfaces.
Coating Weight & Thickness
The average weight of the zinc coating shall be not less than $1.8 oz/ft^2$ ($0.55 kg/m^2$). This equates to a thickness of approximately $3.4 mils$ ($86 \mu m$).
Visual Quality Appearance
Finished pipes must be free of uncoated areas, flux deposits, or heavy dross. A “Spangle” pattern is normal but must not interfere with the pipe’s intended use.
17. ASTM A53 Global Equivalent Standards
In global procurement, project specifications may vary. The following materials are considered functionally equivalent to ASTM A53 Grade B for most structural and low-pressure applications.
| API Standard | ASTM Standard | EN Standard | JIS Standard |
|---|---|---|---|
| API 5L Grade B | ASTM A106 Grade B | EN 10219 S275J2H | JIS G 3452 SGP |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}