

Paip Keluli Dikimpal JCOE | JCOE UOE LSAW
November 26, 2023
DARIPADA 17175 Tahan haba paip keluli lancar
November 29, 2023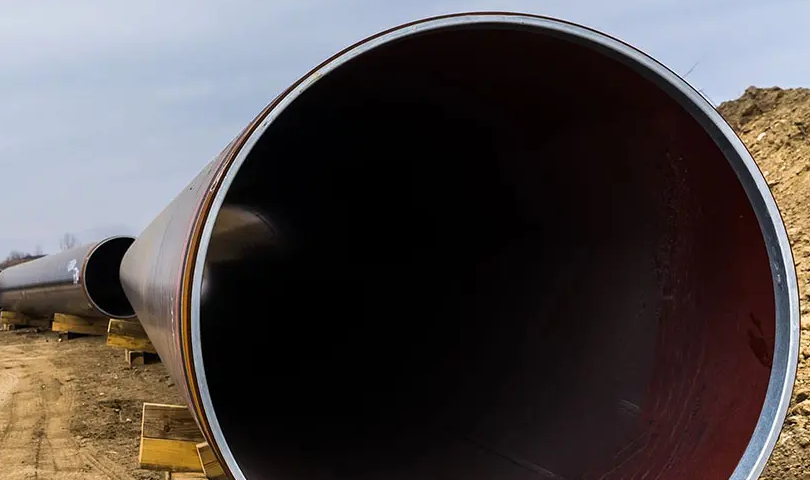
Teknologi Paip Keluli LSAW
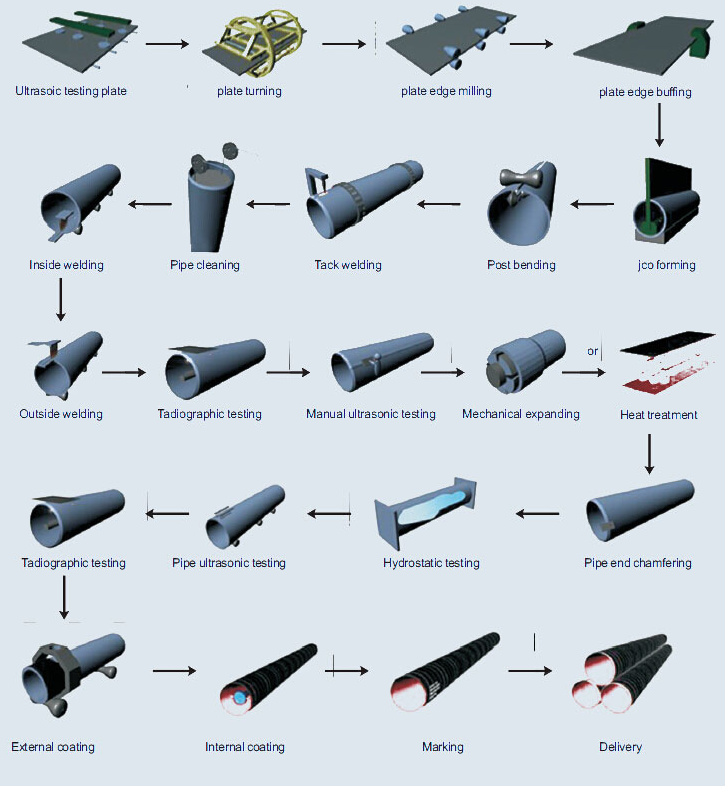
LSAW (Kimpalan arka yang tenggelam secara membujur) Teknologi Paip Keluli melibatkan pengimpalan paip keluli menggunakan satu plat sebagai bahan mentah. Proses ini dijalankan dengan membentuk plat menjadi bentuk tiub dan seterusnya mengimpal jahitan menggunakan pengimpal arka tenggelam.. Berikut ialah proses langkah demi langkah umum:
1. Pemeriksaan Ultrasonik Plat
Bahan mentah tertakluk kepada pemeriksaan ultrasonik untuk menilai dan memastikan kualitinya sebelum pengeluaran bermula.
2. Pengilangan Tepi
Tepi plat keluli dikisar untuk mencapai sudut serong tertentu, yang merupakan langkah penting untuk proses kimpalan.
3. Kelim Tepi Plat
Tepi plat keluli kemudiannya dikelim untuk memudahkan proses pembentukan.

4. Membentuk
Plat keluli berkelim dibentuk menjadi bentuk tiub dengan membengkokkan plat. Lenturan boleh dilakukan menggunakan sama ada UOE (saya, Oing, berkembang) kaedah atau JCOE (J-ing, C-ing, O-ing, berkembang) kaedah.
- Arka Terendam Membujur Dikimpal (LSAW) paip biasanya digunakan dalam industri minyak dan gas kerana keupayaannya untuk menahan tekanan tinggi. Ia diperbuat daripada keluli dengan menggunakan teknik kimpalan tertentu. Dua teknik yang biasa digunakan dalam penghasilan paip LSAW ialah UOE (Uing dan Oing membentuk) dan JCOE (J-ing, C-ing dan O-ing) proses.
Proses UOE
Proses pembuatan paip UOE adalah seperti berikut:
- Pengilangan Tepi: Plat keluli mula-mula dikisar pada kedua-dua belah untuk mencapai lebar yang diperlukan.
- Pra-Lenturan: Tepi-tepi plat giling kemudian dibengkokkan menjadi a “U” bentuk menggunakan U-press.
- Membentuk: yang “U” plat berbentuk kemudiannya dibentuk menjadi sebuah “O” bentuk menggunakan O-press.
- Welding: yang “O” paip berbentuk kemudiannya dikimpal. Terdapat dua peringkat kimpalan, kimpalan dalam dan kimpalan luar, untuk memastikan kekuatan dan ketahanan paip.
- Penentukuran dan Pengujian: Paip yang dikimpal diperiksa, ditentukur, dan diuji untuk memastikan ia memenuhi piawaian yang diperlukan.
Proses JCOE
yang paip JCOE manufacturing process is as follows:
- Pengilangan Tepi: Sama seperti proses UOE, plat keluli mula-mula digiling pada kedua-dua belah.
- Pra-Lenturan: Tepi pinggan giling dibengkokkan menjadi a “J” bentuk menggunakan J-press.
- Membentuk: yang “J” plat berbentuk kemudiannya dibentuk menjadi a “C” bentuk menggunakan C-press, dan akhirnya menjadi sebuah “O” bentuk menggunakan O-press.
- Welding: Paip yang terbentuk kemudiannya dikimpal, baik di dalam mahupun di luar.
- Penentukuran dan Pengujian: Paip yang dikimpal diperiksa, ditentukur, dan diuji.
5. Pra-Kimpalan
Langkah ini melibatkan kimpalan tack paip yang terbentuk untuk mengekalkan bentuknya semasa proses kimpalan akhir.
6. Kimpalan Dalam
Bahagian dalam paip dikimpal menggunakan teknik kimpalan arka tenggelam.
7. Kimpalan Luar
Bahagian luar paip juga dikimpal menggunakan teknik kimpalan arka tenggelam. Kimpalan dalam dan luar memastikan paip yang kuat dan tahan lama.
8. Pemeriksaan Ultrasonik
Paip siap diperiksa menggunakan ujian ultrasonik untuk mengesan sebarang kecacatan atau ketidaksempurnaan dalam kimpalan.
9. X-Ray Inspection
Pemeriksaan sinar-X digunakan untuk menilai lebih lanjut kimpalan dan memastikan kualitinya.
10. Pemesinan Akhir Paip
Hujung paip dimesin untuk mencapai spesifikasi yang diperlukan.
11. Ujian hidrostatik
Paip siap menjalani ujian hidrostatik untuk menguji keupayaannya untuk menahan tekanan.
12. Pemeriksaan Akhir dan Salutan
akhir sekali, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
Teknologi ini membolehkan penciptaan paip berdiameter besar yang sesuai untuk persekitaran tekanan tinggi, menjadikan paip LSAW sebagai pilihan ideal untuk penghantaran minyak dan gas, projek kejuruteraan, dan projek luar pesisir.
Perbandingan
Kedua-dua kaedah memberikan produk akhir yang serupa. Walau bagaimanapun, proses JCOE membolehkan julat diameter dan ketebalan dinding yang lebih luas, kerana ia lebih fleksibel dalam mengendalikan variasi dalam sifat dan dimensi bahan. Proses UOE, sebaliknya, adalah lebih biasa dan biasanya digunakan untuk paip dengan diameter yang lebih besar.
Kedua-dua proses UOE dan JCOE adalah kaedah yang cekap dan boleh dipercayai untuk membuat paip LSAW. Pilihan antara kedua-duanya sering bergantung pada keperluan khusus paip, seperti diameternya, ketebalan dinding, dan bahan yang digunakan.
Spesifikasi produk: LSAW paip keluli, Paip Keluli SAWL
Saiz
- Diameter luaran: 355.6mm-2320mm
- Ketebalan dinding: 7-50mm
- Panjang: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Standard
- API 5L PSL1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / HE G3101
- DARIPADA 17100
Ends
- Hujung hitam
- Berhujung serong
- hujung yang kosong
Rawatan permukaan
- Terdedah
- Lukisan hitam
- Bervarnis
- Galvanized
- Lapisan anti karat
Permohonan
LSAW(Kimpalan arka yang tenggelam secara membujur) Paip sesuai digunakan dalam penghantaran minyak dan gas, projek kejuruteraan, dan projek luar pesisir.
Ciri-ciri Paip Keluli LSAW
- Diameter besar
- dinding tebal
- Rintangan Tekanan Tinggi
Paip UOE LSAW
- Diameter luar:Φ508mm – 1118mm (20″- 44″)
- Ketebalan dinding: 6.0 – 25.4mm 1/4″-1″
- Standard kualiti: API、DNV、ISO、DEP、EN、ASTM、DARIPADA、BS、JIS、GB、CSA
- Panjang: 9 – 12.3m (30′- 40′)
- Gred: API 5L A-X_90, GB/T9711 L190-L625
Paip JCOE LSAW
- Diameter luar:Φ406mm – 1626mm (16″ – 64″ )
Diameter luaran:Φ406mm – 1626mm (16″ – 64″ ) - Ketebalan dinding:6.0 – 75mm (1/4″ – 3″ )
- Standard kualiti:API、DNV、ISO、DEP、EN、ASTM、DARIPADA、BS、JIS、GB、CSA
- Panjang:3 – 12.5m ( 10′- 41′ )
- Gred:API 5L A-X_100, GB/T9711 L190-L690
PERALATAN PENGELUARAN
 Mesin Pra Lentur
Mesin Pra Lentur
 Mesin Pembentuk JCOE
Mesin Pembentuk JCOE
 Mesin jahit
Mesin jahit
 Mesin Pemotong Plasma
Mesin Pemotong Plasma
 Mesin Kimpalan Dalaman dan Luaran
Mesin Kimpalan Dalaman dan Luaran
 Mesin Tekan Hidraulik
Mesin Tekan Hidraulik
 Mesin Pengilangan Tepi
Mesin Pengilangan Tepi
 meluruskan Mesin
meluruskan Mesin
 Mesin Menghadap Hujung Paip
Mesin Menghadap Hujung Paip
spesifikasi
| O.D. | W.T. | Panjang(m) | |||||||
| Inci | mm | Kekuatan Hasil Min(MPa) | |||||||
| Inci | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Standard
Toleransi Diameter Luar dan Ketebalan Dinding LSAW paip keluli
| Jenis-jenis | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Sisihan OD hujung tiub | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
| Ketebalan dinding | ±10.0%T | D<508mm, ±12.5%T | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0mm<t<15.0mm, ±0.11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm | |||||
Komposisi Kimia dan Sifat Mekanikal Paip Keluli LSAW
| Standard | gred | Komposisi kimia(maksimum)% | Sifat-sifat mekanikal(min) | |||||
| C | MN | Si | S | P | Kekuatan Hasil(MPa) | Kekuatan tegangan(MPa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DARIPADA 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| HE G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Proses
Tiga langkah pembentukan utama proses pembentukan paip UOE LSAW termasuk: pra-lentur plat keluli, membentuk U dan membentuk O. Setiap proses menggunakan penekan pembentuk khas untuk melengkapkan tiga proses pra-lentur plat keluli, U membentuk, dan O terbentuk mengikut turutan, supaya plat keluli berubah bentuk menjadi tiub bulat.

Selepas beberapa langkah mengecap pada mesin membentuk JCO, separuh pertama plat keluli ditekan ke dalam a “J” bentuk, dan kemudian separuh lagi plat keluli ditekan ke dalam a “J” bentuk untuk membentuk a “C” bentuk, dan akhirnya terbuka “O” dibentuk dengan menekan dari kosong tiub Jenis tengah.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}