

JCOE geschweißtes Stahlrohr | JCOE UOE LSAW
November 26, 2023
AUS 17175 Hitzebeständiges nahtloses Stahlrohr
November 29, 2023
LSAW-Stahlrohrtechnologie
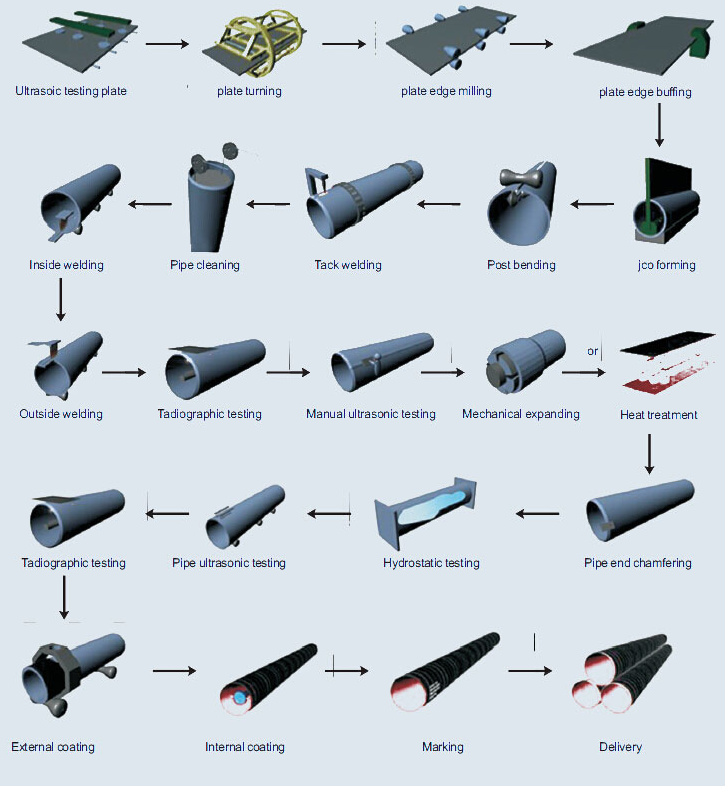
LSAW (Unterpulverschweißen in Längsrichtung) Bei der Stahlrohrtechnologie werden Stahlrohre aus einer einzigen Platte als Rohmaterial geschweißt. Der Prozess erfolgt durch Formen der Platte in eine röhrenförmige Form und anschließendes Schweißen der Naht mit einem Unterpulverschweißgerät. Hier ist der allgemeine Schritt-für-Schritt-Prozess:
1. Platten-Ultraschallprüfung
Vor Beginn der Produktion werden die Rohstoffe einer Ultraschallprüfung unterzogen, um ihre Qualität zu bewerten und sicherzustellen.
2. Kantenfräsen
Die Kanten der Stahlplatten werden gefräst, um einen bestimmten Fasenwinkel zu erreichen, Dies ist ein entscheidender Schritt für den Schweißprozess.
3. Crimpen der Plattenkanten
Anschließend werden die Kanten der Stahlplatten umgebördelt, um den Umformvorgang zu erleichtern.

4. Bildung
Die gewellte Stahlplatte wird durch Biegen der Platte in eine röhrenförmige Form gebracht. Das Biegen kann wahlweise mit dem UOE erfolgen (ICH, Oing, Der Ausbau) Methode oder dem JCOE (J-ing, C-ing, O-ing, Der Ausbau) Methode.
- Unterpulvergeschweißt in Längsrichtung (LSAW) Rohre werden aufgrund ihrer Fähigkeit, hohem Druck standzuhalten, häufig in der Öl- und Gasindustrie eingesetzt. Sie werden mithilfe spezieller Schweißtechniken aus Stahl hergestellt. Zwei Techniken, die bei der Herstellung von LSAW-Rohren häufig verwendet werden, sind UOE (Uing und Oing bilden sich) und JCOE (J-ing, C-ing und O-ing) Prozesse.
UOE-Prozess
Der Herstellungsprozess für UOE-Rohre ist wie folgt:
- Kantenfräsen: Die Stahlplatte wird zunächst beidseitig gefräst, um die erforderliche Breite zu erreichen.
- Vorbiegen: Anschließend werden die Kanten der gefrästen Platte zu einem gebogen “U” Mit einer U-Presse in Form bringen.
- Bildung: Das “U” Die geformte Platte wird dann zu einer geformt “O” Mit einer O-Presse in Form bringen.
- Schweißen: Das “O” Anschließend wird das geformte Rohr verschweißt. Es gibt zwei Schweißstufen, Innenschweißen und Außenschweißen, um die Festigkeit und Haltbarkeit des Rohrs zu gewährleisten.
- Kalibrierung und Prüfung: Das geschweißte Rohr wird geprüft, kalibriert, und getestet, um sicherzustellen, dass es den erforderlichen Standards entspricht.
JCOE-Prozess
Das JCOE-Rohr manufacturing process is as follows:
- Kantenfräsen: Ähnlich dem UOE-Prozess, Die Stahlplatte wird zunächst beidseitig gefräst.
- Vorbiegen: Die Kanten der gefrästen Platte werden zu einem gebogen “J” Mit einer J-Presse in Form bringen.
- Bildung: Das “J” Die geformte Platte wird dann zu einer geformt “C” Mit einer C-Presse in Form bringen, und schließlich in eine “O” Mit einer O-Presse in Form bringen.
- Schweißen: Anschließend wird das geformte Rohr verschweißt, sowohl im Innen- als auch im Außenbereich.
- Kalibrierung und Prüfung: Das geschweißte Rohr wird geprüft, kalibriert, und getestet.
5. Vorschweißen
Dieser Schritt umfasst das Heftschweißen des geformten Rohrs, um seine Form während des abschließenden Schweißvorgangs beizubehalten.
6. Innenschweißen
Die Innenseite des Rohres wird im Unterpulverschweißverfahren verschweißt.
7. Außenschweißen
Die Außenseite des Rohres wird ebenfalls im Unterpulverschweißverfahren verschweißt. Die Innen- und Außenschweißung sorgt für ein starkes und langlebiges Rohr.
8. Ultraschallprüfung
Das fertige Rohr wird mittels Ultraschallprüfung geprüft, um etwaige Mängel oder Unvollkommenheiten in den Schweißnähten festzustellen.
9. Röntgeninspektion
Um die Schweißnähte weiter zu bewerten und deren Qualität sicherzustellen, wird eine Röntgeninspektion eingesetzt.
10. Rohrendenbearbeitung
Die Rohrenden werden bearbeitet, um die erforderlichen Spezifikationen zu erreichen.
11. Hydrostatische Tests
Das fertige Rohr wird einem hydrostatischen Test unterzogen, um seine Druckfestigkeit zu testen.
12. Endkontrolle und Beschichtung
zuletzt, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
Diese Technologie ermöglicht die Herstellung von Rohren mit großem Durchmesser, die für Hochdruckumgebungen geeignet sind, Dies macht LSAW-Rohre zur idealen Wahl für die Öl- und Gasübertragung, Ingenieurprojekte, und Offshore-Projekte.
Vergleich
Beide Methoden ergeben ein ähnliches Endprodukt. Jedoch, Das JCOE-Verfahren ermöglicht einen größeren Bereich an Durchmessern und Wandstärken, da es flexibler mit Schwankungen der Materialeigenschaften und -abmessungen umgehen kann. Der UOE-Prozess, Andererseits, kommt häufiger vor und wird typischerweise für Rohre mit größeren Durchmessern verwendet.
Sowohl das UOE- als auch das JCOE-Verfahren sind effiziente und zuverlässige Methoden zur Herstellung von LSAW-Rohren. Die Wahl zwischen beiden hängt oft von den spezifischen Anforderungen des Rohrs ab, wie zum Beispiel sein Durchmesser, Wandstärke, und das verwendete Material.
Produktspezifikation: LSAW Stahlrohr, SAWL-Stahlrohr
Größe
- Außendurchmesser: 355.6mm-2320mm
- Wandstärke: 7-50mm
- Länge: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Standard
- API 5L PSL1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / ER G3101
- AUS 17100
Endet
- Schwarz endet
- Abgeschrägte Enden
- Plain Ende
Oberflächenbehandlung
- Bare
- Schwarz malen
- Lackiert
- Verzinkt
- Anti-Korrosions-Beschichtung
Anwendung
Die LSAW(Unterpulverschweißen in Längsrichtung) Das Rohr ist für den Einsatz in der Öl- und Gasübertragung geeignet, Ingenieurprojekte, und Offshore-Projekte.
Merkmale von LSAW-Stahlrohren
- Großer Durchmesser
- Dicke Mauer
- Hohe Druckbeständigkeit
UOE LSAW-Rohr
- Außendurchmesser:Φ508mm – 1118mm (20″- 44″)
- Wandstärke: 6.0 – 25.4mm 1/4″-1″
- Qualitäts-Standards: API、DNV、ISO、DEP、EN、ASTM、AUS、BS、JIS、GB、CSA
- Länge: 9 – 12.3m (30′- 40′)
- Klasse: API 5L A-X_90, GB/T9711 L190-L625
JCOE LSAW-Rohr
- Außendurchmesser:Φ406mm – 1626mm (16″ – 64″ )
Außendurchmesser:Φ406mm – 1626mm (16″ – 64″ ) - Wandstärke:6.0 – 75mm (1/4″ – 3″ )
- Qualitäts-Standards:API、DNV、ISO、DEP、EN、ASTM、AUS、BS、JIS、GB、CSA
- Länge:3 – 12.5m ( 10′- 41′ )
- Klasse:API 5L A-X_100, GB/T9711 L190-L690
PRODUKTIONSANLAGEN
 Vorbiegemaschine
Vorbiegemaschine
 JCOE-Umformmaschine
JCOE-Umformmaschine
 Nähmaschine
Nähmaschine
 Plasmaschneidmaschine
Plasmaschneidmaschine
 Innen- und Außenschweißmaschine
Innen- und Außenschweißmaschine
 Hydraulische Pressmaschine
Hydraulische Pressmaschine
 Kantenfräsmaschine
Kantenfräsmaschine
 Richtmaschine
Richtmaschine
 Rohrendenbearbeitungsmaschine
Rohrendenbearbeitungsmaschine
Spezifikation
| O.D. | ERGEBNIS. | Länge(m) | |||||||
| Zoll | mm | Min. Streckgrenze(MPA) | |||||||
| Zoll | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Standard
Toleranz des Außendurchmessers und der Wandstärke von LSAW Stahlrohr
| Typen | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Abweichung des Rohrendes | ±0,5%D | ±0,5%D | -0.79mm ~ + 2,38 mm | <±0,1 % T | <±0,1 % T | ±1,6 mm |
| Wandstärke | ±10,0 %T | D<508mm, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10,0 %T | T≥15,0 mm, ±1,5 mm | |||||
Chemische Zusammensetzung und mechanische Eigenschaften von LSAW-Stahlrohren
| Standard | Klasse | Chemische Zusammensetzung(max)% | Mechanische Eigenschaften(mir) | |||||
| C | MN | Si | S | P | Streckgrenze(MPA) | Zerreißfestigkeit(MPA) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| AUS 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| ER G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Prozess
Zu den drei Hauptformschritten des UOE-LSAW-Rohrformprozesses gehören:: Vorbiegen von Stahlblechen, U-Bildung und O-Bildung. Bei jedem Prozess wird eine spezielle Umformpresse verwendet, um die drei Prozesse des Vorbiegens von Stahlblechen abzuschließen, U-Bildung, und O bilden sich nacheinander, so dass sich die Stahlplatte zu einem runden Rohr verformt.

Nach mehreren Stanzschritten auf der JCO-Umformmaschine, Die erste Hälfte der Stahlplatte wird in eine gepresst “J” gestalten, und dann wird die andere Hälfte der Stahlplatte in eine gepresst “J” formen, um ein zu bilden “C” gestalten, und schließlich eine offene “O” wird durch Pressen aus dem mittleren Rohrrohling geformt.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}