

JCOE أنابيب الصلب الملحومة | JCOE UOE LSAW
يوليو 26, 2023
الدين 17175 أنابيب الصلب غير الملحومة المقاومة للحرارة
يوليو 29, 2023
تكنولوجيا أنابيب الصلب LSAW
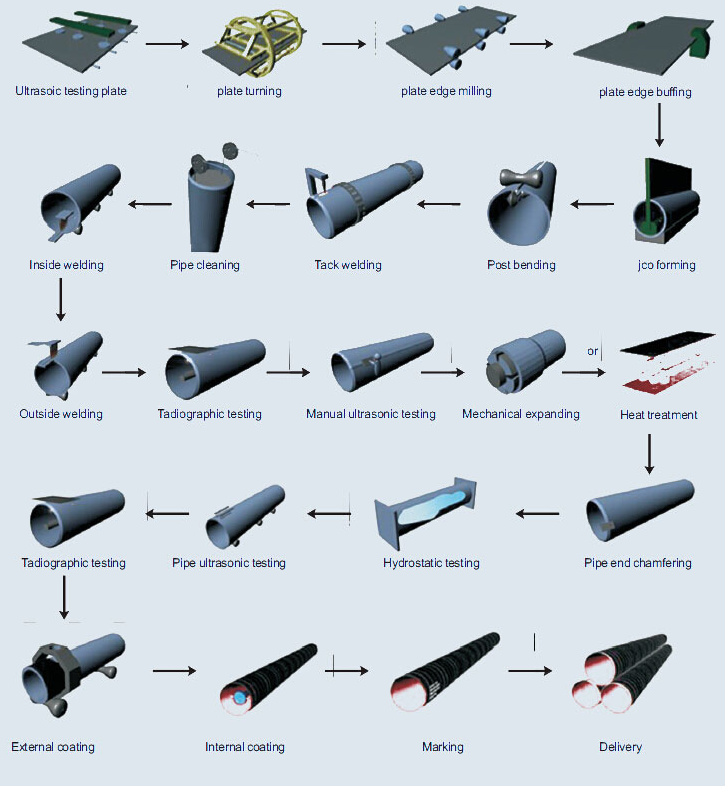
لساو (اللحام بالقوس المغمور طوليا) تتضمن تكنولوجيا الأنابيب الفولاذية لحام الأنابيب الفولاذية باستخدام لوحة واحدة كمواد خام. تتم العملية عن طريق قولبة اللوحة في شكل أنبوبي ثم لحام خط التماس باستخدام ماكينة لحام القوس المغمور. هنا هي العملية العامة خطوة بخطوة:
1. لوحة التفتيش بالموجات فوق الصوتية
تخضع المواد الخام للفحص بالموجات فوق الصوتية لتقييمها والتأكد من جودتها قبل بدء الإنتاج.
2. طحن الحافة
يتم طحن حواف الألواح الفولاذية لتحقيق زاوية مائلة محددة, وهي خطوة حاسمة لعملية اللحام.
3. لوحة حافة العقص
يتم بعد ذلك تجعيد حواف الصفائح الفولاذية لتسهيل عملية التشكيل.

4. تشكيل
يتم تشكيل اللوحة الفولاذية المجعدة على شكل أنبوبي عن طريق ثني اللوحة. يمكن إجراء الانحناء باستخدام إما UOE (أنا, أوينج, توسيع) طريقة أو JCOE (جي جي, ج-جي, يا جي, توسيع) الأسلوب.
- ملحومة بالقوس المغمور طولياً (لساو) تُستخدم الأنابيب بشكل شائع في صناعة النفط والغاز نظرًا لقدرتها على تحمل الضغط العالي. إنها مصنوعة من الفولاذ باستخدام تقنيات لحام محددة. هناك طريقتان شائعتان الاستخدام في إنتاج أنابيب LSAW هما UOE (تشكيل Uing وOing) و JCOE (جي جي, C-ing وO-ing) العمليات.
عملية UOE
عملية تصنيع الأنابيب UOE هي كما يلي:
- طحن الحافة: يتم أولاً طحن اللوحة الفولاذية على كلا الجانبين لتحقيق العرض المطلوب.
- ما قبل الانحناء: يتم بعد ذلك ثني حواف اللوحة المطحونة إلى شكل “ال” الشكل باستخدام الضغط على شكل حرف U.
- تشكيل: ال “ال” ثم يتم تشكيل لوحة على شكل “س” الشكل باستخدام الضغط O.
- لحام: ال “س” ثم يتم لحام الأنابيب على شكل. هناك مرحلتان للحام, اللحام الداخلي واللحام الخارجي, لضمان قوة الأنابيب ومتانتها.
- المعايرة والاختبار: يتم فحص الأنابيب الملحومة, معايرة, واختبارها للتأكد من أنها تلبي المعايير المطلوبة.
عملية JCOE
ال أنبوب JCOE manufacturing process is as follows:
- طحن الحافة: على غرار عملية UOE, يتم طحن اللوحة الفولاذية أولاً على كلا الجانبين.
- ما قبل الانحناء: يتم ثني حواف اللوحة المطحونة في شكل أ “ي” الشكل باستخدام J-press.
- تشكيل: ال “ي” ثم يتم تشكيل لوحة على شكل أ “ج” الشكل باستخدام الضغط C, وأخيرا إلى “س” الشكل باستخدام الضغط O.
- لحام: ثم يتم لحام الأنبوب المشكل, سواء في الداخل أو الخارج.
- المعايرة والاختبار: يتم فحص الأنابيب الملحومة, معايرة, واختبارها.
5. ما قبل اللحام
تتضمن هذه الخطوة لحام الأنبوب المُشكل للحفاظ على شكله أثناء عملية اللحام النهائية.
6. اللحام الداخلي
يتم لحام الجزء الداخلي من الأنبوب باستخدام تقنية اللحام بالقوس المغمور.
7. اللحام الخارجي
كما يتم لحام الجزء الخارجي من الأنبوب باستخدام تقنية اللحام بالقوس المغمور. يضمن اللحام الداخلي والخارجي أنبوبًا قويًا ومتينًا.
8. التفتيش بالموجات فوق الصوتية
يتم فحص الأنبوب النهائي باستخدام اختبار الموجات فوق الصوتية للكشف عن أي عيوب أو عيوب في اللحامات.
9. X-راي التفتيش
يتم استخدام الفحص بالأشعة السينية لمزيد من تقييم اللحامات والتأكد من جودتها.
10. تصنيع نهاية الأنابيب
يتم تشكيل أطراف الأنبوب لتحقيق المواصفات المطلوبة.
11. اختبار الهيدروليكي
يخضع الأنبوب النهائي للاختبار الهيدروستاتيكي لاختبار قدرته على تحمل الضغط.
12. التفتيش النهائي والطلاء
أخيرا, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
تسمح هذه التقنية بإنشاء أنابيب ذات قطر كبير مناسبة لبيئات الضغط العالي, مما يجعل أنابيب LSAW خيارًا مثاليًا لنقل النفط والغاز, المشاريع الهندسية, والمشاريع البحرية.
مقارنة
كلا الطريقتين تعطي منتج نهائي مماثل. ومع ذلك, تسمح عملية JCOE بنطاق أوسع من الأقطار وسمك الجدار, لأنه أكثر مرونة في التعامل مع الاختلافات في خصائص المواد وأبعادها. عملية UOE, من ناحية أخرى, هو أكثر شيوعًا ويستخدم عادةً للأنابيب ذات الأقطار الأكبر.
تعد كل من عمليات UOE وJCOE من الطرق الفعالة والموثوقة لصنع أنابيب LSAW. غالبًا ما يعتمد الاختيار بين الاثنين على المتطلبات المحددة للأنبوب, مثل قطرها, سمك الجدار, والمواد المستخدمة.
مواصفات المنتج: أنابيب من الصلب لساو, سول للأنابيب الفولاذية
الحجم
- القطر الخارجي: 355.6ملم-2320 ملم
- سمك الجدار: 7-50مم
- طول: 5.8م / 6م / 11.8م / 12م / 18م / 32م
القياسية
- API ل 5 PSL1 / PSL2 غرام, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / أ691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / سعادة G3101
- الدين 17100
ينتهي
- نهايات سوداء
- نهايات مشطوفة
- النهايات المستوية
المعالجة السطحية
- باري
- اللوحة السوداء
- ملمع
- حفزت
- طلاء مكافحة التآكل
التطبيق
إلساو(اللحام بالقوس المغمور طوليا) الأنابيب مناسبة للاستخدام في نقل النفط والغاز, المشاريع الهندسية, والمشاريع البحرية.
مميزات الأنابيب الفولاذية LSAW
- قطر كبير
- جدار سميك
- مقاومة الضغط العالي
UOE LSAW الأنابيب
- القطر الخارجي:Φ508mm – 1118مم (20″- 44″)
- سمك الجدار: 6.0 – 25.4مم 1/4″-1″
- معايير الجودة: API、DNV、ISO、DEP、أون、أزمة、الدين、بكالوريوس、JIS、غيغا بايت、وكالة الفضاء الكندية
- طول: 9 – 12.3م (30′- 40′)
- درجات: API ل 5 A-X_90, GB/T9711 L190-L625
JCOE LSAW الأنابيب
- القطر الخارجي:Φ406mm – 1626مم (16″ – 64″ )
القطر الخارجي:Φ406mm – 1626مم (16″ – 64″ ) - سمك الجدار:6.0 – 75مم (1/4″ – 3″ )
- معايير الجودة:API、DNV、ISO、DEP、أون、أزمة、الدين、بكالوريوس、JIS、غيغا بايت、وكالة الفضاء الكندية
- طول:3 – 12.5م ( 10′- 41′ )
- درجات:API ل 5 A-X_100, GB/T9711 L190-L690
معدات الإنتاج
 آلة ما قبل الانحناء
آلة ما قبل الانحناء
 آلة تشكيل JCOE
آلة تشكيل JCOE
 ماكينة الخياطة
ماكينة الخياطة
 ماكينة قطع البلازما
ماكينة قطع البلازما
 ماكينة لحام داخلي وخارجي
ماكينة لحام داخلي وخارجي
 ماكينة الضغط الهيدروليكي
ماكينة الضغط الهيدروليكي
 آلة طحن الحافة
آلة طحن الحافة
 آلة استقامة
آلة استقامة
 آلة مواجهة نهاية الأنبوب
آلة مواجهة نهاية الأنبوب
مواصفات
| O.D. | و. | طول(م) | |||||||
| بوصة | مم | الحد الأدنى لقوة العائد(مبا) | |||||||
| بوصة | مم | 245(ب) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
القياسية
التسامح مع القطر الخارجي وسمك الجدار أنابيب من الصلب لساو
| أنواع | القياسية | |||||
| SY/T5040-2000 | سي/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API ل 5 PSL1 | |
| انحراف OD نهاية الأنبوب | ±0.5٪ د | ±0.5٪ د | -0.79مم~+2.38 مم | <±0.1٪ طن | <±0.1٪ طن | ± 1.6 ملم |
| سمك الجدار | ±10.0٪ طن | د<508مم, ±12.5٪ طن | -8%T~+19.5%T | <-12.5%T | -8%T~+19.5%T | 5.0مم<t<15.0مم, ±0.11<=”” ع =””></t<15.0مم,> |
| د>508مم, ±10.0٪ طن | T≥15.0 ملم, ±1.5 ملم | |||||
التركيب الكيميائي والخواص الميكانيكية لأنابيب الصلب LSAW
| القياسية | درجة | التركيبة الكيميائية(ماكس)% | الخصائص الميكانيكية(أنا) | |||||
| ج | يغطي الأسود الملحوم وغير الملحوم والساخن | الاشتراكية الدولية | S | ص | مقاومة الخضوع(مبا) | مقاومة الشد(مبا) | ||
| جيجابايت/T700-2006 | ا | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| ب | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| ج | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| د | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| جيجابايت/T1591-2009 | ا | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| ب | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| ج | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| بكالوريوس EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| الدين 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| سعادة G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API ل 5 PSL1 | ا | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| ب | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
عملية
تتضمن خطوات التشكيل الرئيسية الثلاث لعملية تشكيل الأنابيب UOE LSAW: لوحة الصلب قبل الانحناء, تشكيل U وتشكيل O. تستخدم كل عملية مكبس تشكيل خاص لإكمال العمليات الثلاث للثني المسبق للصفائح الفولاذية, U تشكيل, و يا تشكيل بالتسلسل, بحيث يتم تشويه اللوحة الفولاذية إلى أنبوب دائري.

بعد عدة خطوات من الختم على آلة التشكيل JCO, يتم ضغط النصف الأول من اللوحة الفولاذية في “ي” شكل, ثم يتم ضغط النصف الآخر من اللوحة الفولاذية في أ “ي” شكل لتشكيل أ “ج” شكل, وأخيرا مفتوحة “س” يتم تشكيلها بالضغط من أنبوب النوع الأوسط الفارغ.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}