

Ống thép hàn JCOE | JCOE UOE LSAW
Tháng mười một 26, 2023
TỪ 17175 Ống thép liền mạch chịu nhiệt
Tháng mười một 29, 2023
Công nghệ ống thép LSAW
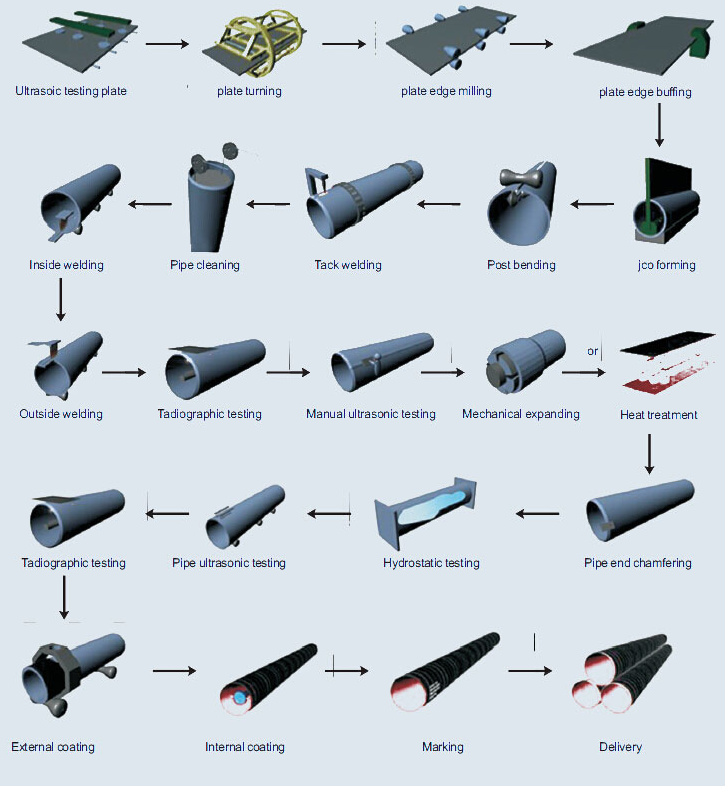
LSAW (Hàn hồ quang chìm theo chiều dọc) Công nghệ ống thép liên quan đến việc hàn các ống thép sử dụng một tấm duy nhất làm nguyên liệu thô. Quá trình này được thực hiện bằng cách đúc tấm thành hình ống và sau đó hàn đường nối bằng máy hàn hồ quang chìm.. Đây là quy trình chung từng bước:
1. Kiểm tra siêu âm tấm
Nguyên liệu thô được kiểm tra siêu âm để đánh giá và đảm bảo chất lượng trước khi bắt đầu sản xuất.
2. Phay cạnh
Các cạnh của tấm thép được phay để đạt được góc vát cụ thể, Đây là bước quan trọng trong quá trình hàn.
3. Uốn mép tấm
Các cạnh của tấm thép sau đó được uốn cong để tạo thuận lợi cho quá trình tạo hình.

4. Hình thành
Tấm thép uốn được tạo thành hình ống bằng cách uốn tấm. Việc uốn có thể được thực hiện bằng cách sử dụng UOE (TÔI, Oing, Mở rộng) phương pháp hoặc JCOE (J-ing, C-ing, O-ing, Mở rộng) phương pháp.
- Hàn hồ quang chìm theo chiều dọc (LSAW) Ống được sử dụng phổ biến trong ngành dầu khí vì khả năng chịu được áp suất cao. Chúng được làm từ thép bằng cách sử dụng kỹ thuật hàn cụ thể. Hai kỹ thuật thường được sử dụng trong sản xuất ống LSAW là UOE (Uing và Oing hình thành) và JCOE (J-ing, C-ing và O-ing) quy trình.
Quy trình UOE
Quy trình sản xuất ống UOE như sau:
- Phay cạnh: Tấm thép đầu tiên được phay cả hai mặt để đạt được chiều rộng yêu cầu.
- Uốn trước: Các cạnh của tấm nghiền sau đó được uốn thành hình “các” tạo hình bằng cách sử dụng máy ép chữ U.
- Hình thành: Các “các” tấm hình sau đó được tạo thành một “O” tạo hình bằng máy ép chữ O.
- sự hàn: Các “O” ống hình sau đó được hàn. Có hai giai đoạn hàn, hàn bên trong và hàn bên ngoài, để đảm bảo độ bền và độ bền của đường ống.
- Hiệu chuẩn và kiểm tra: Ống hàn được kiểm tra, đã hiệu chuẩn, và được kiểm tra để đảm bảo nó đáp ứng các tiêu chuẩn bắt buộc.
Quy trình JCOE
Các ống JCOE quá trình sản xuất như sau:
- Phay cạnh: Tương tự như quy trình UOE, tấm thép đầu tiên được xay ở cả hai mặt.
- Uốn trước: Các cạnh của tấm nghiền được uốn thành hình “J” tạo hình bằng máy J-press.
- Hình thành: Các “J” tấm hình sau đó được tạo thành một “C” tạo hình bằng cách sử dụng máy ép C, và cuối cùng thành một “O” tạo hình bằng máy ép chữ O.
- sự hàn: Ống hình thành sau đó được hàn, cả bên trong và bên ngoài.
- Hiệu chuẩn và kiểm tra: Ống hàn được kiểm tra, đã hiệu chuẩn, và thử nghiệm.
5. Hàn trước
Bước này liên quan đến việc hàn cố định ống đã định hình để duy trì hình dạng của nó trong quá trình hàn cuối cùng..
6. hàn bên trong
Mặt trong của ống được hàn bằng kỹ thuật hàn hồ quang chìm.
7. Hàn bên ngoài
Mặt ngoài ống cũng được hàn bằng kỹ thuật hàn hồ quang chìm. Việc hàn bên trong và bên ngoài đảm bảo đường ống chắc chắn và bền bỉ.
8. Kiểm tra siêu âm
Ống thành phẩm được kiểm tra bằng siêu âm để phát hiện bất kỳ khuyết tật hoặc khuyết tật nào trong mối hàn.
9. X-Ray kiểm tra
Kiểm tra bằng tia X được sử dụng để đánh giá thêm các mối hàn và đảm bảo chất lượng của chúng.
10. Gia công đầu ống
Các đầu ống được gia công đạt các thông số kỹ thuật yêu cầu.
11. Kiểm tra thủy tĩnh
Ống thành phẩm trải qua thử nghiệm thủy tĩnh để kiểm tra khả năng chịu áp lực.
12. Kiểm tra và sơn phủ lần cuối
Cuối cùng, ống được kiểm tra lần cuối trước khi được phủ lớp chống ăn mòn và chuẩn bị vận chuyển.
Công nghệ này cho phép tạo ra các đường ống có đường kính lớn phù hợp với môi trường áp suất cao, làm cho ống LSAW trở thành sự lựa chọn lý tưởng cho việc truyền tải dầu và khí đốt, dự án kỹ thuật, và các dự án ngoài khơi.
So sánh
Cả hai phương pháp đều cho ra sản phẩm cuối cùng giống nhau. Tuy nhiên, quy trình JCOE cho phép phạm vi đường kính và độ dày thành rộng hơn, vì nó linh hoạt hơn trong việc xử lý các biến thể về đặc tính và kích thước vật liệu. Quá trình UOE, Mặt khác, phổ biến hơn và thường được sử dụng cho các đường ống có đường kính lớn hơn.
Cả hai quy trình UOE và JCOE đều là những phương pháp hiệu quả và đáng tin cậy để chế tạo ống LSAW. Sự lựa chọn giữa hai thường phụ thuộc vào yêu cầu cụ thể của đường ống, chẳng hạn như đường kính của nó, bức tường dày, và vật liệu được sử dụng.
Đặc điểm kỹ thuật sản phẩm: LSAW thép ống, Ống thép SAWL
Kích thước
- Đường kính ngoài: 355.6mm-2320mm
- Bức tường dày: 7-50mm
- Chiều dài: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Tiêu chuẩn
- API 5L PSL1 / PSL2 Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / HE G3101
- TỪ 17100
Kết thúc
- Đầu đen
- Đầu vát
- đầu Plain
Xử lý bề mặt
- Trần
- Sơn màu đen
- Đã đánh dấu
- Mạ kẽm
- Lớp phủ chống ăn mòn
Ứng dụng
LSAW(Hàn hồ quang chìm theo chiều dọc) Ống thích hợp sử dụng trong truyền dẫn dầu khí, dự án kỹ thuật, và các dự án ngoài khơi.
Đặc điểm của ống thép LSAW
- Đường kính lớn
- Tường dày
- Khả năng chịu áp lực cao
Ống UOE LSAW
- Đường kính ngoài:Φ508mm – 1118mm (20″- 44″)
- Bức tường dày: 6.0 – 25.4mm 1/4″-1″
- Tiêu chuẩn chất lượng: API、DNV、TIÊU CHUẨN ISO、DEP、EN、ASTM、TỪ、BS、JIS、GB、CSA
- Chiều dài: 9 – 12.3m (30′- 40′)
- lớp: API 5L A-X_90, GB/T9711 L190-L625
Ống JCOE LSAW
- Đường kính ngoài:Φ406mm – 1626mm (16″ – 64″ )
Đường kính ngoài:Φ406mm – 1626mm (16″ – 64″ ) - Bức tường dày:6.0 – 75mm (1/4″ – 3″ )
- Tiêu chuẩn chất lượng:API、DNV、TIÊU CHUẨN ISO、DEP、EN、ASTM、TỪ、BS、JIS、GB、CSA
- Chiều dài:3 – 12.5m ( 10′- 41′ )
- lớp:API 5L A-X_100, GB/T9711 L190-L690
THIẾT BỊ SẢN XUẤT
 Máy uốn trước
Máy uốn trước
 Máy tạo hình JCOE
Máy tạo hình JCOE
 Máy may
Máy may
 Máy cắt plasma
Máy cắt plasma
 Máy hàn bên trong và bên ngoài
Máy hàn bên trong và bên ngoài
 Máy ép thủy lực
Máy ép thủy lực
 Máy phay cạnh
Máy phay cạnh
 Máy làm thẳng
Máy làm thẳng
 Máy đối mặt với ống
Máy đối mặt với ống
Đặc điểm kỹ thuật
| O.D. | W.T. | Chiều dài(m) | |||||||
| Inch | mm | Sức mạnh năng suất tối thiểu(Mpa) | |||||||
| Inch | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Tiêu chuẩn
Dung sai của đường kính ngoài và độ dày thành của LSAW thép ống
| Các loại | Tiêu chuẩn | |||||
| SY / T5040-2000 | T5037-SỸ NĂM 2000 | SY / T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Độ lệch OD đầu ống | ±0,5%D | ±0,5%D | -0.79mm~+2.38mm | <±0,1% Tấn | <±0,1% Tấn | ±1,6mm |
| Bức tường dày | ±10.0% T | D<508mm, ±12,5% T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10.0% T | T≥15.0mm, ±1,5mm | |||||
Thành phần hóa học và tính chất cơ học của ống thép LSAW
| Tiêu chuẩn | Lớp | Thành phần hóa học(tối đa)% | Tính chất cơ học(tôi) | |||||
| C | Mn | Si | S | P | Mang lại sức mạnh(Mpa) | Độ bền kéo(Mpa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| BS EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| TỪ 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| HE G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Quá trình
Ba bước tạo hình chính của quy trình tạo hình ống UOE LSAW bao gồm: thép tấm uốn trước, Hình thành chữ U và hình chữ O. Mỗi quy trình sử dụng một máy ép tạo hình đặc biệt để hoàn thành ba quy trình uốn trước tấm thép, hình chữ U, và O hình thành theo trình tự, để tấm thép bị biến dạng thành một ống tròn.

Sau vài bước dập trên máy tạo hình JCO, nửa đầu của tấm thép được ép thành một “J” hình dáng, sau đó nửa tấm thép còn lại được ép thành hình “J” hình dạng để tạo thành một “C” hình dáng, và cuối cùng là mở “O” được hình thành bằng cách nhấn từ giữa Loại ống trống.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}