

JCOE Сварная стальная труба | JCOE UOE LSAW
ноябрь 26, 2023
DIN 17175 Термостойкая бесшовная стальная труба
ноябрь 29, 2023
Технология стальных труб LSAW
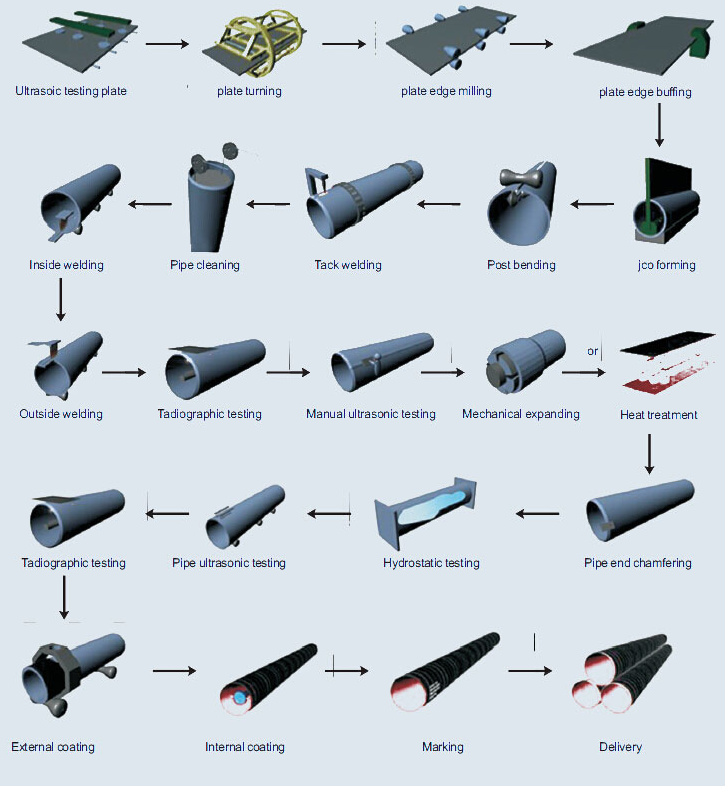
ПРОДОЛЬНОШОВНЫЕ (Продольная дуговая сварка под флюсом) Технология стальных труб предполагает сварку стальных труб с использованием одной пластины в качестве сырья.. Процесс осуществляется путем придания пластине трубчатой формы с последующей сваркой шва с помощью аппарата для дуговой сварки под флюсом.. Вот общий пошаговый процесс:
1. Ультразвуковой контроль пластин
Сырье подвергается ультразвуковому контролю для оценки и обеспечения его качества до начала производства..
2. Краевое фрезерование
Края стальных пластин фрезерованы для достижения определенного угла скоса., что является решающим этапом процесса сварки.
3. Обжим края пластины
Края стальных пластин затем обжимаются, чтобы облегчить процесс формования..

4. Формирование
Извитой стальной пластине придают трубчатую форму путем изгиба пластины.. Гибка может осуществляться с помощью UOE (я, Оинг, расширяющийся) метод или JCOE (J-ing, C-ing, О-инг, расширяющийся) метод.
- Продольная дуговая сварка под флюсом (ПРОДОЛЬНОШОВНЫЕ) Трубы широко используются в нефтегазовой промышленности из-за их способности выдерживать высокое давление.. Они изготавливаются из стали с использованием специальных методов сварки.. При производстве труб LSAW обычно используются две технологии: UOE. (Формирование Уинг и Оинг) и JCOE (J-ing, C-ing и O-ing) процессы.
Процесс УОЭ
Процесс изготовления труб УОЭ выглядит следующим образом.:
- Краевое фрезерование: Стальная пластина сначала фрезеруется с обеих сторон для достижения необходимой ширины..
- Предварительная гибка: Края фрезерованной пластины затем загибаются в “U” придать форму с помощью U-пресса.
- Формирование: The “U” фигурную пластину затем формируют в “O” придать форму с помощью О-пресса.
- сварка: The “O” фасонную трубу затем приваривают. Есть два этапа сварки., внутренняя сварка и наружная сварка, для обеспечения прочности и долговечности трубы.
- Калибровка и тестирование: Сварная труба проверяется, калиброванный, и протестирован на предмет соответствия требуемым стандартам.
Процесс JCOE
The труба JCOE manufacturing process is as follows:
- Краевое фрезерование: Аналогично процессу UOE, стальная пластина сначала фрезеруется с обеих сторон.
- Предварительная гибка: Края фрезерованной пластины загибаются в “J” придать форму с помощью J-пресса.
- Формирование: The “J” фигурную пластину затем формируют в “С” придать форму с помощью C-press, и, наконец, в “O” придать форму с помощью О-пресса.
- сварка: Сформированную трубу затем сваривают., как внутри, так и снаружи.
- Калибровка и тестирование: Сварная труба проверяется, калиброванный, и протестировано.
5. Предварительная сварка
Этот этап включает прихватку сформированной трубы для сохранения ее формы во время окончательного процесса сварки..
6. Внутренняя сварка
Внутренняя часть трубы сварена методом сварки под флюсом..
7. Наружная сварка
Наружную часть трубы также сваривают методом сварки под флюсом.. Внутренняя и внешняя сварка обеспечивает прочность и долговечность трубы..
8. Ультразвуковой контроль
Готовая труба проверяется с помощью ультразвукового контроля для выявления любых дефектов или дефектов сварных швов..
9. X-Ray инспекции
Рентгеновский контроль используется для дальнейшей оценки сварных швов и обеспечения их качества..
10. Обработка концов труб
Концы труб обрабатываются для достижения требуемых характеристик..
11. Гидростатическое тестирование
Готовая труба проходит гидростатические испытания на способность выдерживать давление..
12. Окончательная проверка и нанесение покрытия
Наконец, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
Эта технология позволяет создавать трубы большого диаметра, подходящие для сред высокого давления., что делает трубы LSAW идеальным выбором для транспортировки нефти и газа., инженерные проекты, и шельфовые проекты.
Сравнение
Оба метода дают одинаковый конечный продукт.. тем не мение, процесс JCOE позволяет использовать более широкий диапазон диаметров и толщин стенок, поскольку он более гибок в обработке изменений свойств и размеров материала.. Процесс УОЭ, С другой стороны, более распространен и обычно используется для труб большего диаметра..
Процессы UOE и JCOE являются эффективными и надежными методами изготовления труб LSAW.. Выбор между ними часто зависит от конкретных требований к трубе., например, его диаметр, Толщина стенки, и используемый материал.
Спецификации продукта: Продольношовные стальные трубы, Стальная труба SAWL
Размер
- Наружный диаметр: 355.6мм-2320мм
- Толщина стенки: 7-50мм
- Длина: 5.8м / 6м / 11.8м / 12м / 18м / 32м
стандарт
- API 5L PSL1 / ПСЛ2 Гр.А, Gr.B, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / А252 / A500 / A672 / А691 / А139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- АС1163 / JIS G3457 / ОН G3101
- DIN 17100
Концы
- Черные концы
- Скошенные концы
- Простые концы
Обработка поверхности
- Голые
- Черные картины
- лакированный
- Оцинкованный
- Антикоррозийное покрытие
Применение
ЛСАВ(Продольная дуговая сварка под флюсом) Труба пригодна для использования при транспортировке нефти и газа., инженерные проекты, и шельфовые проекты.
Особенности стальных труб LSAW
- Большой диаметр
- Толстая стена
- Устойчивость к высокому давлению
UOE LSAW Труба
- Наружный диаметр:Φ508mm – 1118мм (20″- 44″)
- Толщина стенки: 6.0 – 25.4мм 1/4″-1″
- Стандарты качества: API、DNV、ISO、DEP、EN、В качестве таких、DIN、BS、JIS、ГБ、CSA
- Длина: 9 – 12.3м (30′- 40′)
- Сорта: API 5L A-X_90, GB/T9711 L190-L625
JCOE LSAW Труба
- Наружный диаметр:Φ406mm – 1626мм (16″ – 64″ )
Наружный диаметр:Φ406mm – 1626мм (16″ – 64″ ) - Толщина стенки:6.0 – 75мм (1/4″ – 3″ )
- Стандарты качества:API、DNV、ISO、DEP、EN、В качестве таких、DIN、BS、JIS、ГБ、CSA
- Длина:3 – 12.5м ( 10′- 41′ )
- Сорта:API 5L A-X_100, GB/T9711 L190-L690
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
 Предварительная гибочная машина
Предварительная гибочная машина
 JCOE формовочная машина
JCOE формовочная машина
 Швейная машина
Швейная машина
 Машина плазменной резки
Машина плазменной резки
 Внутренний и внешний сварочный аппарат
Внутренний и внешний сварочный аппарат
 Гидравлический пресс
Гидравлический пресс
 Краевой фрезерный станок
Краевой фрезерный станок
 Правильные машины
Правильные машины
 Машина для торцевой обработки концов труб
Машина для торцевой обработки концов труб
Спецификация
| О.Д. | W.T. | Длина(м) | |||||||
| Дюйм | мм | Мин. предел текучести(Мпа) | |||||||
| Дюйм | мм | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
стандарт
Допуск наружного диаметра и толщины стенки Продольношовные стальные трубы
| Типы | стандарт | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Отклонение наружного диаметра конца трубки | ±0,5%D | ±0,5%D | -0.79мм~+2,38 мм | <±0,1%Т | <±0,1%Т | ±1,6 мм |
| толщина стенки | ±10,0%Т | D<508мм, ±12,5%Т | -8%Т~+19,5%Т | <-12.5%T | -8%Т~+19,5%Т | 5.0мм<t<15.0мм, ±0,11<=”” р=””></t<15.0мм,> |
| D>508мм, ±10,0%Т | Т≥15,0 мм, ±1,5 мм | |||||
Химический состав и механические свойства стальных труб LSAW
| стандарт | Класс | Химический состав(Макс.)% | Механические свойства(мин.) | |||||
| С | MN | Si | S | P | Предел текучести(Мпа) | Прочность на растяжение(Мпа) | ||
| ГБ/Т700-2006 | А | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| С | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| ГБ/Т1591-2009 | А | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| С | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| БС ЭН10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| СТ44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| СТ52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| ОН G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| SS490 | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | А | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Процесс
Три основных этапа процесса формования труб UOE LSAW включают в себя:: стальная пластина, предварительная гибка, U-формирование и O-формирование. В каждом процессе используется специальный формовочный пресс для завершения трех процессов предварительной гибки стальной пластины., U образует, и O образуются последовательно, так что стальная пластина деформируется в круглую трубку.

После нескольких этапов штамповки на формовочной машине JCO., первая половина стальной пластины прессуется в “J” форма, а затем другая половина стальной пластины прессуется в “J” форму, чтобы сформировать “С” форма, и, наконец, открытое “O” формируется прессованием из трубчатой заготовки среднего типа.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}