

Tubo in acciaio saldato JCOE | JCOE UOE LSAW
novembre 26, 2023
DIN 17175 Tubo in acciaio senza saldatura resistente al calore
novembre 29, 2023
Tecnologia dei tubi in acciaio LSAW
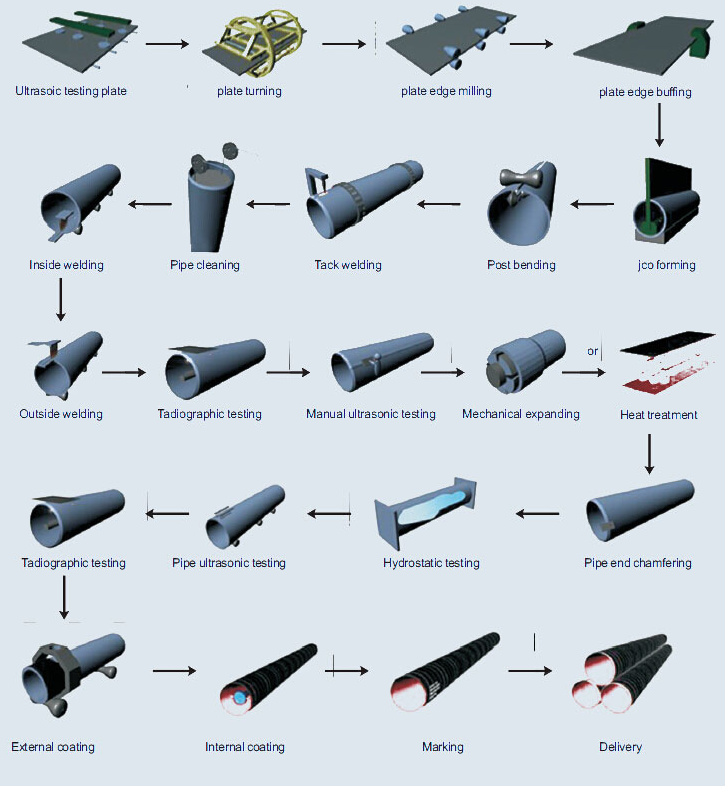
LSAW (Saldatura ad arco sommerso longitudinalmente) La tecnologia Steel Pipe prevede la saldatura di tubi in acciaio utilizzando un'unica piastra come materia prima. Il processo viene condotto modellando la piastra in una forma tubolare e successivamente saldando la cucitura utilizzando un saldatore ad arco sommerso. Ecco il processo generale passo dopo passo:
1. Ispezione ultrasonica della piastra
Le materie prime sono sottoposte a ispezione ad ultrasuoni per valutarne e garantirne la qualità prima dell'inizio della produzione.
2. Fresatura dei bordi
I bordi delle piastre in acciaio sono fresati per ottenere un angolo di smussatura specifico, che è un passaggio cruciale per il processo di saldatura.
3. Crimpatura del bordo della piastra
I bordi delle piastre di acciaio vengono poi aggraffati per facilitare il processo di formatura.

4. Formatura
La piastra d'acciaio ondulata viene modellata in una forma tubolare piegando la piastra. La piegatura può essere effettuata utilizzando la UOE (IO, Oing, Espansione) metodo o il JCOE (J-ing, C-ing, O-ing, Espansione) Metodo..
- Saldatura longitudinale ad arco sommerso (LSAW) i tubi sono comunemente usati nell'industria del petrolio e del gas per la loro capacità di resistere all'alta pressione. Sono realizzati in acciaio mediante specifiche tecniche di saldatura. Due tecniche comunemente utilizzate nella produzione di tubi LSAW sono UOE (Formazione di Uing e Oing) e JCOE (J-ing, C-ing e O-ing) processi.
Processo UOE
Il processo di produzione dei tubi UOE è il seguente:
- Fresatura dei bordi: La piastra in acciaio viene prima fresata su entrambi i lati per ottenere la larghezza richiesta.
- Pre-piegatura: I bordi della lamiera fresata vengono poi piegati in a “U” modellare utilizzando una pressa a U.
- Formatura: Il “U” la piastra sagomata viene quindi formata in un “O” modellare utilizzando una O-press.
- Saldatura: Il “O” il tubo sagomato viene quindi saldato. Ci sono due fasi di saldatura, saldatura interna e saldatura esterna, per garantire la resistenza e la durata del tubo.
- Calibrazione e test: Il tubo saldato viene ispezionato, calibrato, e testato per garantire che soddisfi gli standard richiesti.
Processo JCOE
Il Tubo JCOE manufacturing process is as follows:
- Fresatura dei bordi: Simile al processo UOE, la piastra in acciaio viene prima fresata su entrambi i lati.
- Pre-piegatura: I bordi della lamiera fresata vengono piegati a “J” modellare utilizzando una pressa a J.
- Formatura: Il “J” la piastra sagomata viene quindi formata in a “C” modellare utilizzando una pressa a C, e infine in un “O” modellare utilizzando una O-press.
- Saldatura: Il tubo formato viene quindi saldato, sia all'interno che all'esterno.
- Calibrazione e test: Il tubo saldato viene ispezionato, calibrato, e testato.
5. Pre-saldatura
Questa fase prevede la puntatura del tubo formato per mantenerne la forma durante il processo di saldatura finale.
6. Saldatura interna
L'interno del tubo viene saldato utilizzando la tecnica della saldatura ad arco sommerso.
7. Saldatura esterna
Anche la parte esterna del tubo viene saldata utilizzando la tecnica della saldatura ad arco sommerso. La saldatura interna ed esterna garantisce un tubo resistente e durevole.
8. Ispezione ad ultrasuoni
Il tubo finito viene ispezionato mediante test ad ultrasuoni per rilevare eventuali difetti o imperfezioni nelle saldature.
9. Ispezione a raggi X
L'ispezione a raggi X viene utilizzata per valutare ulteriormente le saldature e garantirne la qualità.
10. Lavorazione dell'estremità del tubo
Le estremità del tubo sono lavorate per ottenere le specifiche richieste.
11. La prova idrostatica
Il tubo finito viene sottoposto a test idrostatici per testarne la capacità di resistere alla pressione.
12. Ispezione finale e rivestimento
da ultimo, the pipe undergoes a final inspection before it is coated for corrosion protection and prepared for shipping.
Questa tecnologia consente la realizzazione di tubazioni di grande diametro adatte ad ambienti ad alta pressione, rendendo i tubi LSAW la scelta ideale per la trasmissione di petrolio e gas, progetti di ingegneria, e progetti offshore.
Confronto
Entrambi i metodi danno un prodotto finale simile. tuttavia, il processo JCOE consente una gamma più ampia di diametri e spessori di parete, poiché è più flessibile nella gestione delle variazioni nelle proprietà e nelle dimensioni dei materiali. Il processo UOE, D'altro canto, è più comune ed è tipicamente utilizzato per tubi con diametri maggiori.
Entrambi i processi UOE e JCOE sono metodi efficienti e affidabili per realizzare tubi LSAW. La scelta tra i due dipende spesso dalle esigenze specifiche del tubo, come ad esempio il suo diametro, spessore della parete, e il materiale utilizzato.
Specifiche di prodotto: Tubo d'acciaio di LSAW, Tubo in acciaio SAWL
Dimensioni
- Diametro esterno: 355.6mm-2320 mm
- Spessore della parete: 7-50mm
- Lunghezza: 5.8m / 6m / 11.8m / 12m / 18m / 32m
Standard
- API 5L PSL1 / PSL2 Gr.A, Gr. b, X42, X46, X52, X56, X60, X65, X70
- ASTM A53 / A252 / A500 / A672 / A691 / A139
- EN10025 / EN10210 / EN10219 / EN10217 / EN10208 / EN10297
- AS1163 / JIS G3457 / HE G3101
- DIN 17100
Ends
- Estremità nere
- Estremità smussate
- estremità plain
Trattamento di superficie
- Nude
- Pittura nera
- Verniciato
- Zincato
- Rivestimento anti-corrosione
Applicazione
Il LSAW(Saldatura ad arco sommerso longitudinalmente) Il tubo è adatto per l'uso nella trasmissione di petrolio e gas, progetti di ingegneria, e progetti offshore.
Caratteristiche del tubo in acciaio LSAW
- Grande diametro
- Muro spesso
- Resistenza all'alta pressione
Tubo UOE LSAW
- Diametro esterno:Φ508mm – 1118mm (20″- 44″)
- Spessore della parete: 6.0 – 25.4mm 1/4″-1″
- Standard di qualità: API、DNV、ISO、DEP、IT、ASMA、DIN、BS、IT、GB、CSA
- Lunghezza: 9 – 12.3m (30′- 40′)
- Gradi: API 5L A-X_90, GB/T9711 L190-L625
Tubo JCOE LSAW
- Diametro esterno:Φ406mm – 1626mm (16″ – 64″ )
Diametro esterno:Φ406mm – 1626mm (16″ – 64″ ) - Spessore della parete:6.0 – 75mm (1/4″ – 3″ )
- Standard di qualità:API、DNV、ISO、DEP、IT、ASMA、DIN、BS、IT、GB、CSA
- Lunghezza:3 – 12.5m ( 10′- 41′ )
- Gradi:API 5L A-X_100, GB/T9711 L190-L690
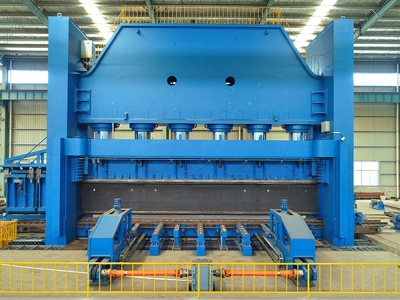
ATTREZZATURE PER LA PRODUZIONE
 Macchina pre-piegatrice
Macchina pre-piegatrice
 Macchina per la formatura JCOE
Macchina per la formatura JCOE
 Macchina da cucire
Macchina da cucire
 Macchina da taglio al plasma
Macchina da taglio al plasma
 Saldatrice interna ed esterna
Saldatrice interna ed esterna
 Pressa idraulica
Pressa idraulica
 Fresatrice per bordi
Fresatrice per bordi
 Raddrizzare macchina
Raddrizzare macchina
 Macchina per il rivestimento delle estremità dei tubi
Macchina per il rivestimento delle estremità dei tubi
Specifica:
| O.D. | W. T. | Lunghezza(m) | |||||||
| Pollici | mm | Limite di snervamento minimo(MPa) | |||||||
| Pollici | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
Standard
Tolleranza del diametro esterno e dello spessore della parete di Tubo d'acciaio di LSAW
| Tipi | Standard | |||||
| SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 | |
| Deviazione del diametro esterno dell'estremità del tubo | ±0,5%D | ±0,5%D | -0.79mm~+2,38 mm | <±0,1%T | <±0,1%T | ±1,6 mm |
| Spessore della parete | ±10,0%T | D<508mm, ±12,5%T | -8%T~+19,5%T | <-12.5%T | -8%T~+19,5%T | 5.0mm<t<15.0mm, ±0,11<=”” p=””></t<15.0mm,> |
| D>508mm, ±10,0%T | T≥15,0 mm, ±1,5 mm | |||||
Composizione chimica e proprietà meccaniche dei tubi in acciaio LSAW
| Standard | Grado | Composizione chimica(Max)% | Proprietà meccaniche(min) | |||||
| C | MN | Si | S | P | Resistenza allo snervamento(MPa) | Resistenza alla trazione(MPa) | ||
| GB/T700-2006 | A | 0.22 | 1.4 | 0.35 | 0.050 | 0.045 | 235 | 370 |
| B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 | |
| C | 0.17 | 1.4 | 0.35 | 0.040 | 0.040 | 235 | 370 | |
| D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 | |
| GB/T1591-2009 | A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
| B | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| C | 0.2 | 1.7 | 0.5 | 0.030 | 0.030 | 345 | 470 | |
| Norma EN10025 | S235JR | 0.17 | 1.4 | – | 0.035 | 0.035 | 235 | 360 |
| S275JR | 0.21 | 1.5 | – | 0.035 | 0.035 | 275 | 410 | |
| S355JR | 0.24 | 1.6 | – | 0.035 | 0.035 | 355 | 470 | |
| DIN 17100 | ST37-2 | 0.2 | – | – | 0.050 | 0.050 | 225 | 340 |
| ST44-2 | 0.21 | – | – | 0.050 | 0.050 | 265 | 410 | |
| ST52-3 | 0.2 | 1.6 | 0.55 | 0.040 | 0.040 | 345 | 490 | |
| HE G3101 | SS400 | – | – | – | 0.050 | 0.050 | 235 | 400 |
| sono formati da bobine e poi passati attraverso una serie di filiere | – | – | – | 0.050 | 0.050 | 275 | 490 | |
| API 5L PSL1 | A | 0.22 | 0.9 | – | 0.03 | 0.03 | 210 | 335 |
| B | 0.26 | 1.2 | – | 0.03 | 0.03 | 245 | 415 | |
| X42 | 0.26 | 1.3 | – | 0.03 | 0.03 | 290 | 415 | |
| X46 | 0.26 | 1.4 | – | 0.03 | 0.03 | 320 | 435 | |
| X52 | 0.26 | 1.4 | – | 0.03 | 0.03 | 360 | 460 | |
| X56 | 0.26 | 1.1 | – | 0.03 | 0.03 | 390 | 490 | |
| X60 | 0.26 | 1.4 | – | 0.03 | 0.03 | 415 | 520 | |
| X65 | 0.26 | 1.45 | – | 0.03 | 0.03 | 450 | 535 | |
| X70 | 0.26 | 1.65 | – | 0.03 | 0.03 | 585 | 570 | |
Processo
Le tre fasi principali di formatura del processo di formatura dei tubi UOE LSAW includono: prepiegatura lamiera d'acciaio, Formatura a U e formazione a O. Ciascun processo utilizza una speciale pressa di formatura per completare i tre processi di pre-piegatura della lamiera d'acciaio, Formazione di U, e O che si formano in sequenza, in modo che la piastra d'acciaio venga deformata in un tubo tondo.

Dopo diverse fasi di stampaggio sulla macchina formatrice JCO, la prima metà della piastra in acciaio viene pressata in a “J” forma, e poi l'altra metà della piastra d'acciaio viene pressata in a “J” modellare per formare a “C” forma, e infine un aperto “O” si forma premendo dal centro Tipo tubo grezzo.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}