

شفة أنبوب الرقبة الملحومة (WNRF)
أبريل 9, 2026
أول 852 أنبوب رشاش النار
قد 17, 2026
الشفاه الانزلاقية (لذا): دليل المواصفات الهندسية
المورد النهائي لفلنجات الأنابيب سهلة الارتداء: مصفوفات الأبعاد, الامتثال للمواد (أستم/دين), وتقييمات درجة حرارة الضغط لأنظمة الأنابيب الصناعية.
1. نظرة عامة وظيفية على الشفاه سهلة الارتداء
ال الانزلاق على شفة (شفة جدا) هو أحد مكونات الأنابيب الأساسية المصممة في المقام الأول لتطبيقات الضغط المنخفض ودرجة الحرارة المعتدلة. ويتميز بتجويف مركزي أكبر قليلاً من القطر الخارجي (التطوير التنظيمي) من الأنبوب, السماح للأنبوب بالانزلاق عبر الحافة قبل أن يتم تأمينه عبر اللحامات فيليه على الجانبين الداخلي والخارجي.
بسبب عدم وجود شطبة اللحام, توفر الشفاه سهلة الارتداء مرونة كبيرة في المجال, مما يسمح للمهندسين بضبط طول الأنبوب بدقة بالنسبة لوجه الحافة قبل اللحام النهائي.
المزايا الأساسية & تطبيقات:
- سهولة المحاذاة: أسهل في التثبيت من حواف اللحام ذات الرقبة.
- فعالة من حيث التكلفة: انخفاض تكاليف التصنيع بسبب انخفاض حجم المواد.
- فائدة تتحمل كبيرة: مثالية لفوهات خزان التخزين ذات القطر الكبير.
- تحسين المساحة: متوفر بدون محور “نمط الخاتم” للمنشآت الضيقة.
2. معايير التصنيع & الامتثال للمواد
نحن نوفر فلنجات سهلة الارتداء متوافقة مع المعايير الدولية الصارمة لضمان قابلية التبادل عبر مشاريع البنية التحتية العالمية.
الطاولة 1: مصفوفة المعايير الحاكمة
| ASME / ANSI | الدين / الأوروبي | صينى (جيجابايت/زئبق) | JIS / اليابانية |
|---|---|---|---|
| B16.5, ب16.47 | الدين 2576, أون 1092-1 | جيجابايت/T9119, زئبق/T20592 | ب2220 |
الطاولة 2: اختيار درجة المواد (غير القابل للصدأ & دوبلكس)
| فئة | مواصفات الصف |
|---|---|
| الفولاذ المقاوم للصدأ 304 | F304, S30408, S30408II, S30400, 06crooky10 |
| الفولاذ المقاوم للصدأ 316L | F316L, 31603, S31603, 022Cr17Ni12Mo2 |
| دوبلكس ستيل | 2205 (F51), 2507 (F53), S22053 |
| سبائك ذات درجة حرارة عالية | TP310S (06Cr25Ni20), TP321 (06Cr18Ni11) |
3. الانزلاق على بيانات الأبعاد شفة (الفئة 150 – 600)
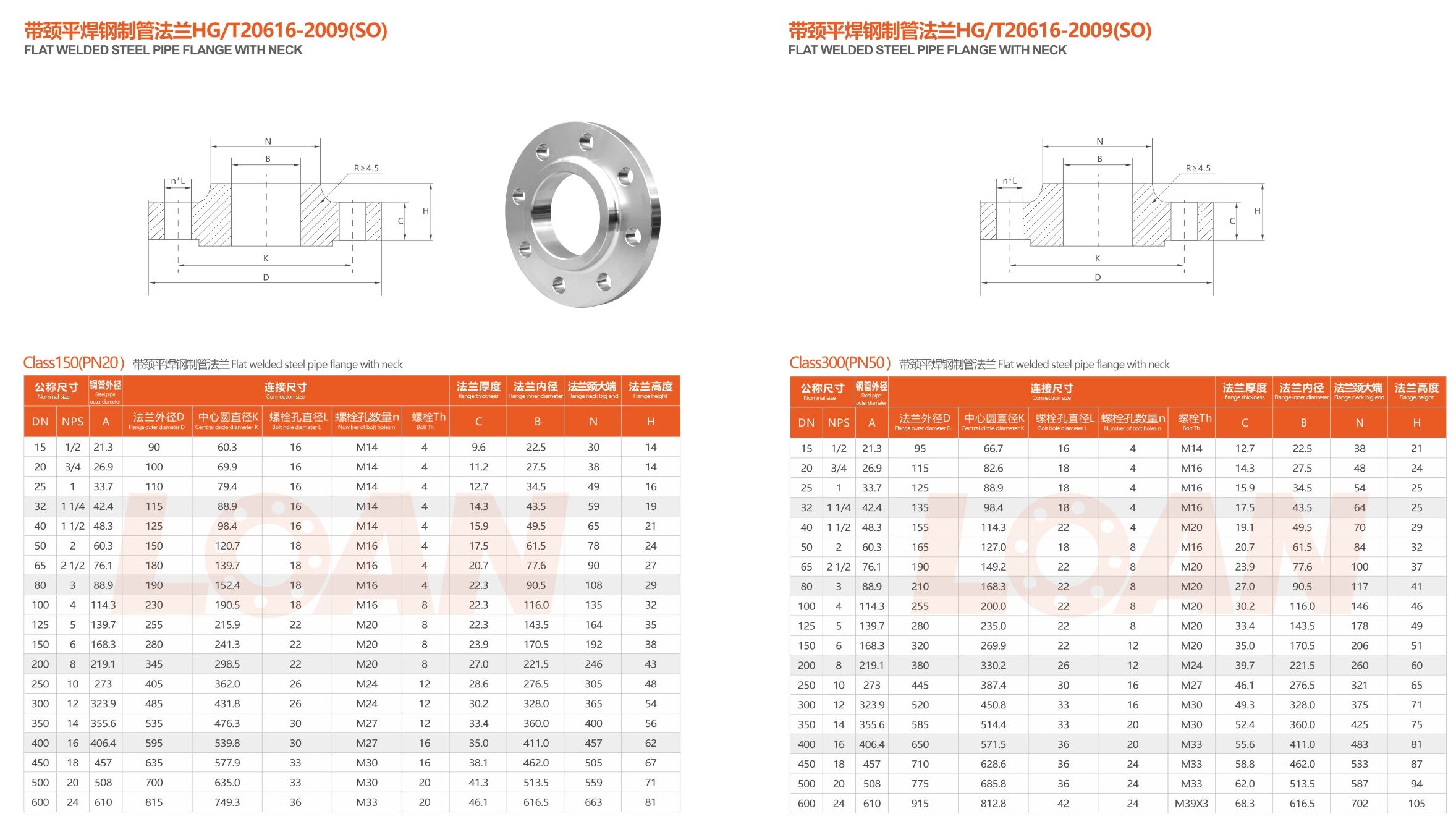
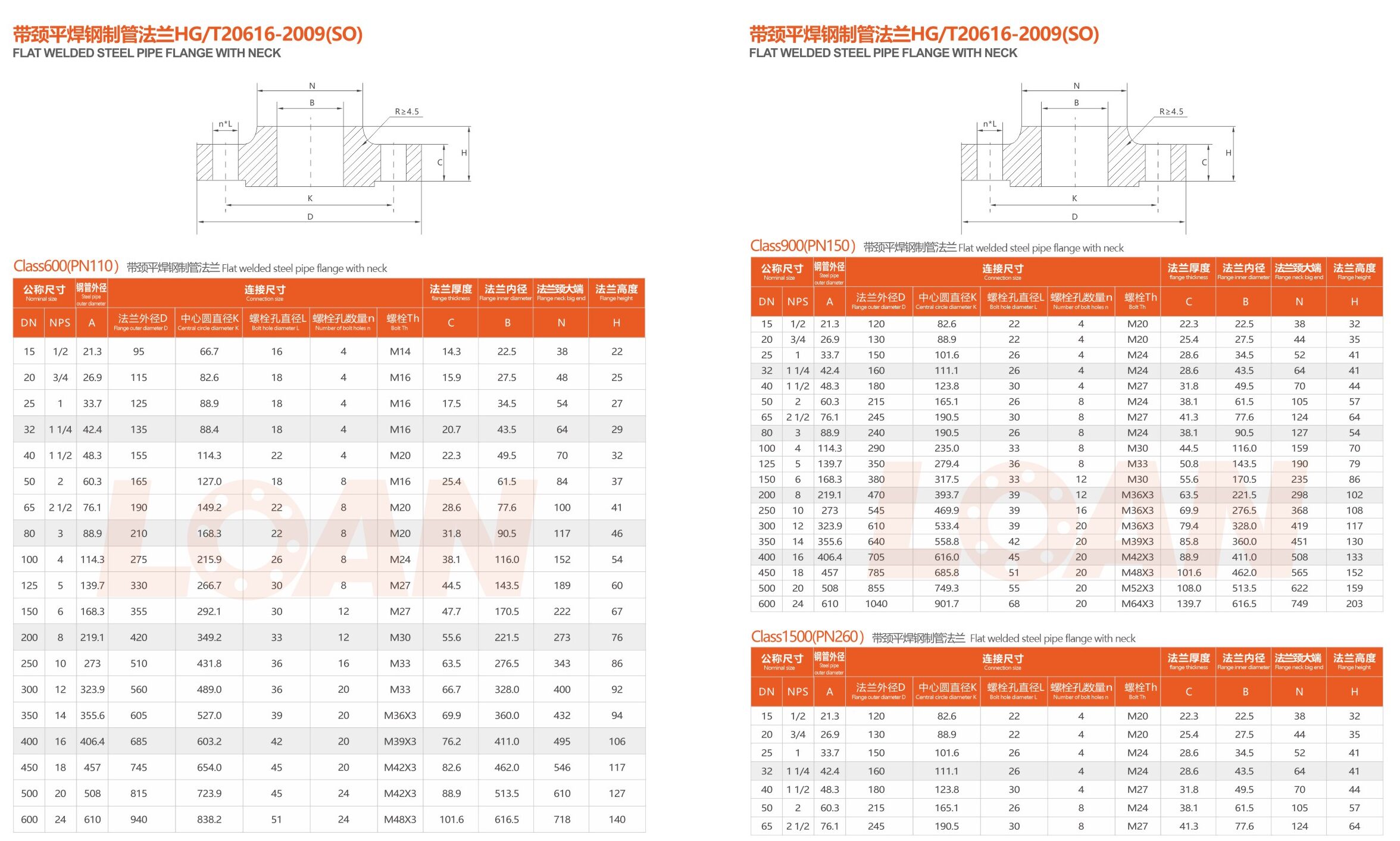
توفر الجداول التالية الأبعاد الحرجة للفلنجات سهلة الارتداء وفقًا لـ ASME B16.5 / معايير HG/T20616. جميع القياسات بالملليمتر (مم) ما لم يذكر خلاف ذلك.
مصفوفة أ: فئة ASME 150 (PN20) الانزلاق على شفة
| مصادر القدرة النووية (بوصة) | الأنابيب التطوير التنظيمي (ا) | شفة التطوير التنظيمي (د) | PCD (ك) | ثقوب الترباس (ن) | سميك (ج) | له الداخلي (ب) | اتصل به (N) | ارتفاع (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 90 | 60.3 | 4 | 9.6 | 22.5 | 30 | 14 |
| 3/4″ | 26.9 | 100 | 69.9 | 4 | 11.2 | 27.5 | 38 | 14 |
| 1″ | 33.7 | 110 | 79.4 | 4 | 12.7 | 34.5 | 49 | 16 |
| 2″ | 60.3 | 150 | 120.7 | 4 | 17.5 | 61.5 | 78 | 24 |
| 4″ | 114.3 | 230 | 190.5 | 8 | 22.3 | 116.0 | 135 | 32 |
| 8″ | 219.1 | 345 | 298.5 | 8 | 27.0 | 221.5 | 246 | 43 |
| 12″ | 323.9 | 485 | 431.8 | 12 | 30.2 | 328.0 | 365 | 54 |
مصفوفة ب: فئة ASME 300 (PN50) الانزلاق على شفة
| مصادر القدرة النووية (بوصة) | الأنابيب التطوير التنظيمي (ا) | شفة التطوير التنظيمي (د) | PCD (ك) | ثقوب الترباس (ن) | سميك (ج) | له الداخلي (ب) | اتصل به (N) | ارتفاع (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 12.7 | 22.5 | 38 | 21 |
| 1″ | 33.7 | 125 | 88.9 | 4 | 15.9 | 34.5 | 54 | 25 |
| 3″ | 88.9 | 210 | 168.3 | 8 | 27.0 | 90.5 | 117 | 41 |
| 6″ | 168.3 | 320 | 269.9 | 12 | 35.0 | 170.5 | 206 | 51 |
| 10″ | 273.0 | 445 | 387.4 | 16 | 46.1 | 276.5 | 321 | 65 |
مصفوفة ج: فئة ASME 600 (PN110) الانزلاق على شفة
| مصادر القدرة النووية (بوصة) | الأنابيب التطوير التنظيمي (ا) | شفة التطوير التنظيمي (د) | PCD (ك) | ثقوب الترباس (ن) | سميك (ج) | له الداخلي (ب) | اتصل به (N) | ارتفاع (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 14.3 | 22.5 | 38 | 22 |
| 2″ | 60.3 | 165 | 127.0 | 8 | 25.4 | 61.5 | 84 | 37 |
| 4″ | 114.3 | 275 | 215.9 | 8 | 38.1 | 116.0 | 152 | 54 |
| 8″ | 219.1 | 420 | 349.2 | 12 | 55.6 | 221.5 | 273 | 76 |
| 12″ | 323.9 | 560 | 489.0 | 20 | 66.7 | 328.0 | 400 | 92 |
المزيد من جداول البيانات
4. إجراءات التثبيت واللحام المناسبة
تعتمد موثوقية وصلة الفلنجة سهلة الارتداء كليًا على جودة شرائح اللحام. الممارسة القياسية تتطلب لحامين:
لحام فيليه خارجي
يتم تطبيقه عند التقاطع حيث يخرج الأنبوب من محور الحافة. يوفر هذا اللحام القوة الهيكلية الأساسية ويقاوم الاهتزازات الميكانيكية.
لحام فيليه داخلي
يتم تطبيقه داخل تجويف الحافة حيث تلتقي نهاية الأنبوب بالوجه. يمنع هذا اللحام الوسائط من دخول الفجوة بين الأنبوب وتجويف الفلنجة, التخفيف شق التآكل.
5. تطبيقات صناعية & ملاءمة القطاع
تُفضل الفلنجات سهلة الارتداء في الصناعات التي يتم فيها إعطاء الأولوية للبناء السريع والتكلفة الأولية المنخفضة على مقاومة التعب المطلقة.
| قطاع | تفاصيل التطبيق |
|---|---|
| معالجة المياه | خطوط إمدادات المياه البلدية وأنظمة التبريد ذات الضغط المنخفض. |
| البتروكيماويات | وصلات فوهة خزان التخزين وخطوط المعالجة غير الحرجة. |
| التكييف & المرافق | أنظمة الهواء المضغوط, مكثف البخار, وبناء الحماية من الحرائق. |
| تصنيع الخزان | وصلات كبيرة التجويف لأوعية التخزين الجوي. |
تصنيع شفة سهلة الارتداء يمكن الاعتماد عليها
متوفر بمقاسات NPS 1/2″ إلى 24″ (وأكبر) في جميع فئات الضغط. ISO 9001:2015 إنتاج معتمد.
الكلمات الدالة: الانزلاق على شفة, أبعاد شفة SO, الفئة 150 الانزلاق على شفة, شفة سهلة الارتداء من الفولاذ المقاوم للصدأ, شفة HG/T20592 SO, أبعاد ASME B16.5.
6. مصفوفات الأبعاد ذات الضغط العالي (الفئة 900 – 1500)
الشفاه الانزلاقية في فئات الضغط العالي (الفئة 900 و 1500) تم تصميمها بسماكات متزايدة بشكل كبير وأنماط مسامير أكبر للحفاظ على سلامة الختم تحت الضغط الميكانيكي الشديد.
مصفوفة د: فئة ASME 900 (بي ان 150) الانزلاق على شفة
| مصادر القدرة النووية (بوصة) | الأنابيب التطوير التنظيمي (ا) | شفة التطوير التنظيمي (د) | PCD (ك) | ثقوب الترباس (ن) | سميك (ج) | له الداخلي (ب) | اتصل به (N) | ارتفاع (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 2″ | 60.3 | 215 | 165.1 | 8 | 38.1 | 61.5 | 105 | 57 |
| 4″ | 114.3 | 290 | 235.0 | 8 | 44.5 | 116.0 | 159 | 70 |
| 8″ | 219.1 | 470 | 393.7 | 12 | 63.5 | 221.5 | 298 | 102 |
| 12″ | 323.9 | 610 | 533.4 | 20 | 79.4 | 328.0 | 419 | 117 |
| 24″ | 610.0 | 1040 | 901.7 | 20 | 139.7 | 616.5 | 749 | 203 |
مصفوفة إي: فئة ASME 1500 (PN250) الانزلاق على شفة
| مصادر القدرة النووية (بوصة) | الأنابيب التطوير التنظيمي (ا) | شفة التطوير التنظيمي (د) | PCD (ك) | ثقوب الترباس (ن) | سميك (ج) | له الداخلي (ب) | اتصل به (N) | ارتفاع (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 3/4″ | 26.9 | 130 | 88.9 | 4 | 25.4 | 27.5 | 44 | 35 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 1 1/2″ | 48.3 | 180 | 123.8 | 4 | 31.8 | 49.5 | 70 | 44 |
| 2 1/2″ | 76.1 | 245 | 190.5 | 8 | 41.3 | 77.6 | 124 | 64 |
7. الانزلاق على مقابل. رقبة اللحام: الصفقات الهندسية
عند الاختيار بين أ انزلق (لذا) و رقبة اللحام (WN) شفة, يجب على الفرق الهندسية تقييم عمر الكلال المحدد وتكاليف التركيب للمشروع.
| المعايير | انزلق (لذا) | رقبة اللحام (WN) |
|---|---|---|
| التكلفة الأولية | أدنى (تقريبا. 1/3 مواد / تزوير أقل) | أعلى (بسبب تعقيد المحور) |
| التركيب | محاذاة أسهل; يتطلب 2 اللحامات فيليه | هناك حاجة إلى محاذاة دقيقة; يتطلب 1 بعقب اللحام |
| حياة التعب | تم حسابه عند ~1/3 من شفة عنق اللحام | مقاومة فائقة للاهتزاز والإجهاد |
| نمط التدفق | قد يخلق اضطرابا بسبب الخطوة الداخلية | الانتقال السلس المطابق لتجويف الأنابيب |
8. أنبوب عازل & معايير المترولوجيا
لضمان 100% الامتثال لمواصفات ASME/DIN, تخضع كل فلنجة سهلة الارتداء لبروتوكول فحص متعدد المراحل:
- التفتيش الأبعاد: التحقق من تتحمل (ب), قطر المحور (N), وسمك شفة (ج) باستخدام الفرجار الرقمي معايرة.
- قياس السطح النهائي: التحقق البصري والميكانيكي للوجه المرتفع (الترددات اللاسلكية) ينهي, يستهدف عادةً ما بين 125-250 ميكرو بوصة AARH.
- مؤشر مديري المشتريات الكيميائي: تحديد المواد الإيجابية عن طريق مضان الأشعة السينية (XRF) لتأكيد درجات السبائك مثل F316L أو F51.
- اختبار غير مدمر (الاختبار الإتلافي): اختبار اختراق الصبغة أو الموجات فوق الصوتية عند الطلب لتحديد الشوائب تحت السطح في المناطق المحورية عالية الضغط.
الاستشارات الهندسية متاحة
للمتطلبات المتخصصة بما في ذلك أحجام التجويف المخصصة, مواجهة غير قياسية, أو متطلبات سبائك عالية (إنكونيل, المونل, هاستيلوي), يقدم قسمنا الفني الدعم الكامل للتصميم.
9. التركيبة الكيميائية & المتطلبات المعدنية
يتم تحديد موثوقية الفلنجة سهلة الارتداء في البيئات المسببة للتآكل من خلال عناصر السبائك الخاصة بها. تمثل البيانات التالية الحد الأقصى لنسب الوزن للدرجات القياسية من الفولاذ المقاوم للصدأ والفولاذ الكربوني المستخدمة في تزوير شفة SO.
الطاولة 3: التحليل الكيميائي للمواد الشائعة
| درجة (أزمة) | ج (ماكس) | يغطي الأسود الملحوم وغير الملحوم والساخن (ماكس) | الجمهورية التشيكية | ني | مو |
|---|---|---|---|---|---|
| أ105 (T11) | 0.35 | 1.05 | – | – | – |
| F304 (SS) | 0.08 | 2.00 | 18.0-20.0 | 8.0-10.5 | – |
| F316L (SS) | 0.03 | 2.00 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 |
| F51 (دوبلكس) | 0.03 | 2.00 | 21.0-23.0 | 4.5-6.5 | 2.5-3.5 |
10. مواصفات الأداء الميكانيكي
يجب أن تظهر الفلنجات المنزلقة قوة شد وإنتاج محددة لتحمل الضغوط الهيدروستاتية الداخلية وأحمال التثبيت الخارجية لشبكة الأنابيب.
الطاولة 4: الحد الأدنى للخصائص الميكانيكية
| خاصية | ASTM A105 | أستم A182 F304 | أستم A182 F316L |
|---|---|---|---|
| مقاومة الشد (الآلام والكروب الذهنية) | 485 أنا | 515 أنا | 485 أنا |
| مقاومة الخضوع (الآلام والكروب الذهنية) | 250 أنا | 205 أنا | 170 أنا |
| استطالة (%) | 22 أنا | 30 أنا | 30 أنا |
| صلابة (HBW) | أو أقل. 187 | أو أقل. 201 | أو أقل. 201 |
11. الرسم البياني المرجعي للوزن للخدمات اللوجستية
الأوزان التالية هي تقديرات نظرية ل ASME B16.5 الشفاه الانزلاقية مع وجه مرفوع (الترددات اللاسلكية). هذه القيم ضرورية لحساب تكاليف الشحن ومتطلبات الدعم الهيكلي.
الطاولة 5: الأوزان المقدرة (كلغ) لكل فئة الضغط
| مصادر القدرة النووية (الحجم) | الفئة 150 | الفئة 300 | الفئة 600 | الفئة 1500 |
|---|---|---|---|---|
| 1/2″ | 0.5 | 0.9 | 1.1 | 3.5 |
| 1″ | 1.1 | 1.6 | 2.6 | 4.5 |
| 2″ | 2.5 | 3.4 | 5.1 | 12.5 |
| 4″ | 6.4 | 10.5 | 19.5 | 35.5 |
| 6″ | 9.5 | 18.0 | 35.0 | 75.0 |
| 12″ | 40.0 | 55.0 | 110.0 | 305.0 |
12. مواصفات المشتريات المطلوبة
لضمان التنفيذ السريع والدقيق, يرجى تضمين المعلمات التالية في طلب عرض الأسعار الخاص بك:
- الاسمي حجم الأنابيب (مصادر القدرة النووية)
- تصنيف الضغط (الفئة)
- نوع الوجه (الترددات اللاسلكية, FF, RTJ)
- مواصفات المواد (ASTM / ASME)
- تتحمل الجدول الزمني (على سبيل المثال, ش 40S)
- الكمية & طلاء السطح
###صف دراسي 150###
| الصلابة بعد التقسية بشكل عام HRC35-50 | القطر الخارجي لأنابيب الصلب | حجم الاتصال | سمك شفة | شفة القطر الداخلي | شفة الرقبة نهاية كبيرة | ارتفاع شفة | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | مصادر القدرة النووية | ا | شفة القطر الخارجي د | قطر الدائرة المركزية K | قطر ثقب الترباس L | عدد فتحات الترباس ن | بولت ث | ج | ب | N | H |
| 15 | 1/2 | 21.3 | 90 | 60.3 | 16 | 4 | م14 | 9.6 | 22.5 | 30 | 14 |
| 20 | 3/4 | 26.9 | 100 | 69.9 | 16 | 4 | م14 | 11.2 | 27.5 | 38 | 14 |
| 25 | 1 | 33.7 | 110 | 79.4 | 16 | 4 | م14 | 12.7 | 34.5 | 49 | 16 |
| 32 | 1 1/4 | 42.4 | 115 | 88.9 | 16 | 4 | م14 | 14.3 | 43.5 | 59 | 19 |
| 40 | 1 1/2 | 48.3 | 125 | 98.4 | 16 | 4 | م14 | 15.9 | 49.5 | 65 | 21 |
| 50 | 2 | 60.3 | 150 | 120.7 | 18 | 4 | م16 | 17.5 | 61.5 | 78 | 24 |
| 65 | 2 1/2 | 76.1 | 180 | 139.7 | 18 | 4 | م16 | 20.7 | 77.6 | 90 | 27 |
| 80 | 3 | 88.9 | 190 | 152.4 | 18 | 4 | م16 | 22.3 | 90.5 | 108 | 29 |
| 100 | 4 | 114.3 | 230 | 190.5 | 18 | 8 | م16 | 22.3 | 116.0 | 135 | 32 |
| 125 | 5 | 139.7 | 255 | 215.9 | 22 | 8 | م20 | 22.3 | 143.5 | 164 | 35 |
| 150 | 6 | 168.3 | 280 | 241.3 | 22 | 8 | م20 | 23.9 | 170.5 | 192 | 38 |
| 200 | 8 | 219.1 | 345 | 298.5 | 22 | 8 | م20 | 27.0 | 221.5 | 246 | 43 |
| 250 | 10 | 273.0 | 405 | 362 | 26 | 12 | م24 | 28.6 | 276.5 | 305 | 48 |
| 300 | 12 | 323.9 | 485 | 431.8 | 26 | 12 | م24 | 30.2 | 328.0 | 365 | 54 |
| 350 | 14 | 355.6 | 535 | 476.3 | 30 | 12 | M27 | 33.4 | 360.0 | 400 | 56 |
| 400 | 16 | 406.4 | 595 | 539.8 | 30 | 16 | M27 | 35.0 | 411.0 | 457 | 62 |
| 450 | 18 | 457 | 635 | 577.9 | 33 | 16 | M30 | 38.1 | 462.0 | 505 | 67 |
| 500 | 20 | 508 | 700 | 635 | 33 | 20 | M30 | 41.3 | 513.5 | 559 | 71 |
| 600 | 24 | 610 | 815 | 749.3 | 36 | 20 | M33 | 46.1 | 616.5 | 663 | 81 |
###صف دراسي 300###
| الصلابة بعد التقسية بشكل عام HRC35-50 | القطر الخارجي لأنابيب الصلب | حجم الاتصال | سمك شفة | شفة القطر الداخلي | شفة الرقبة نهاية كبيرة | ارتفاع شفة | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | مصادر القدرة النووية | ا | شفة القطر الخارجي د | قطر الدائرة المركزية K | قطر ثقب الترباس L | عدد فتحات الترباس ن | بولت ث | ج | ب | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | م14 | 12.7 | 22.5 | 38 | 21 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | م16 | 14.3 | 27.5 | 48 | 24 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | م16 | 15.9 | 34.5 | 54 | 25 |
| 32 | 1 1/4 | 42.4 | 135 | 98.4 | 18 | 4 | م16 | 17.5 | 43.5 | 64 | 25 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | م20 | 19.1 | 49.5 | 70 | 29 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | م16 | 20.7 | 61.5 | 84 | 32 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | م20 | 23.9 | 77.6 | 100 | 37 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | م20 | 27 | 90.5 | 117 | 41 |
| 100 | 4 | 114.3 | 255 | 200 | 22 | 8 | م20 | 30.2 | 116 | 146 | 46 |
| 125 | 5 | 139.7 | 280 | 235 | 22 | 8 | م20 | 33.4 | 143.5 | 178 | 49 |
| 150 | 6 | 168.3 | 320 | 269.9 | 22 | 12 | م20 | 35 | 170.5 | 206 | 51 |
| 200 | 8 | 219.1 | 380 | 330.2 | 26 | 12 | م24 | 39.7 | 221.5 | 260 | 60 |
| 250 | 10 | 273 | 445 | 387.4 | 30 | 16 | M27 | 46.1 | 276.5 | 321 | 65 |
| 300 | 12 | 323.9 | 520 | 450.8 | 33 | 16 | M30 | 49.3 | 328 | 375 | 71 |
| 350 | 14 | 355.6 | 585 | 514.4 | 33 | 20 | M30 | 52.4 | 360 | 425 | 75 |
| 400 | 16 | 406.4 | 650 | 571.5 | 36 | 20 | M33 | 55.6 | 411 | 483 | 81 |
| 450 | 18 | 457 | 710 | 628.6 | 36 | 24 | M33 | 58.8 | 462 | 533 | 87 |
| 500 | 20 | 508 | 775 | 685.8 | 36 | 24 | M33 | 62 | 513.5 | 587 | 94 |
| 600 | 24 | 610 | 915 | 812.8 | 42 | 24 | M39X3 | 68.3 | 616.5 | 702 | 105 |
###صف دراسي 600###
| الصلابة بعد التقسية بشكل عام HRC35-50 | القطر الخارجي لأنابيب الصلب | حجم الاتصال | سمك شفة | شفة القطر الداخلي | شفة الرقبة نهاية كبيرة | ارتفاع شفة | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | مصادر القدرة النووية | ا | شفة القطر الخارجي د | قطر الدائرة المركزية K | قطر ثقب الترباس L | عدد فتحات الترباس ن | بولت ث | ج | ب | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | م14 | 14.3 | 22.5 | 38 | 22 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | م16 | 15.9 | 27.5 | 48 | 25 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | م16 | 17.5 | 34.5 | 54 | 27 |
| 32 | 1 1/4 | 42.4 | 135 | 88.4 | 18 | 4 | م16 | 20.7 | 43.5 | 64 | 29 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | م20 | 22.3 | 49.5 | 70 | 32 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | م16 | 25.4 | 61.5 | 84 | 37 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | م20 | 28.6 | 77.6 | 100 | 41 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | م20 | 31.8 | 90.5 | 117 | 46 |
| 100 | 4 | 114.3 | 275 | 215.9 | 26 | 8 | م24 | 38.1 | 116 | 152 | 54 |
| 125 | 5 | 139.7 | 330 | 266.7 | 30 | 8 | M27 | 44.5 | 143.5 | 189 | 60 |
| 150 | 6 | 168.3 | 355 | 292.1 | 30 | 12 | M27 | 47.7 | 170.5 | 222 | 67 |
| 200 | 8 | 219.1 | 420 | 349.2 | 33 | 12 | M30 | 55.6 | 221.5 | 273 | 76 |
| 250 | 10 | 273 | 510 | 431.8 | 36 | 16 | M33 | 63.5 | 276.5 | 343 | 86 |
| 300 | 12 | 323.9 | 560 | 489 | 36 | 20 | M33 | 66.7 | 328 | 400 | 92 |
| 350 | 14 | 355.6 | 605 | 527 | 39 | 20 | M36X3 | 69.9 | 360 | 432 | 94 |
| 400 | 16 | 406.4 | 685 | 603.2 | 42 | 20 | M39X3 | 76.2 | 411 | 495 | 106 |
| 450 | 18 | 457 | 745 | 654 | 45 | 20 | M42X3 | 82.6 | 462 | 546 | 117 |
| 500 | 20 | 508 | 815 | 723.9 | 45 | 24 | M42X3 | 88.9 | 513.5 | 610 | 127 |
| 600 | 24 | 610 | 940 | 838.2 | 51 | 24 | M48X3 | 101.6 | 616.5 | 718 | 140 |
###صف دراسي 900###
| الصلابة بعد التقسية بشكل عام HRC35-50 | القطر الخارجي لأنابيب الصلب | حجم الاتصال | سمك شفة | شفة القطر الداخلي | شفة الرقبة نهاية كبيرة | ارتفاع شفة | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | مصادر القدرة النووية | ا | شفة القطر الخارجي د | قطر الدائرة المركزية K | قطر ثقب الترباس L | عدد فتحات الترباس ن | بولت ث | ج | ب | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | م20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | م20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | م24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | م24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | م24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
| 80 | 3 | 88.9 | 240 | 190.5 | 26 | 8 | م24 | 38.1 | 90.5 | 127 | 54 |
| 100 | 4 | 114.3 | 290 | 235 | 33 | 8 | M30 | 44.5 | 116 | 159 | 70 |
| 125 | 5 | 139.7 | 350 | 279.4 | 36 | 8 | M33 | 50.8 | 143.5 | 190 | 79 |
| 150 | 6 | 168.3 | 380 | 317.5 | 33 | 12 | M30 | 55.6 | 170.5 | 235 | 86 |
| 200 | 8 | 219.1 | 470 | 393.7 | 39 | 12 | M36X3 | 63.5 | 221.5 | 298 | 102 |
| 250 | 10 | 273 | 545 | 469.9 | 39 | 16 | M36X3 | 69.9 | 276.5 | 368 | 108 |
| 300 | 12 | 323.9 | 610 | 533.4 | 39 | 20 | M36X3 | 79.4 | 328 | 419 | 117 |
| 350 | 14 | 355.6 | 640 | 558.8 | 42 | 20 | M39X3 | 85.8 | 360 | 451 | 130 |
| 400 | 16 | 406.4 | 705 | 616 | 45 | 20 | M42X3 | 88.9 | 411 | 508 | 133 |
| 450 | 18 | 457 | 785 | 685.8 | 51 | 20 | M48X3 | 101.6 | 462 | 565 | 152 |
| 500 | 20 | 508 | 855 | 749.3 | 55 | 20 | M52X3 | 108 | 513.5 | 622 | 159 |
| 600 | 24 | 610 | 1040 | 901.7 | 68 | 20 | M64X3 | 139.7 | 616.5 | 749 | 203 |
###صف دراسي 1500###
| الصلابة بعد التقسية بشكل عام HRC35-50 | القطر الخارجي لأنابيب الصلب | حجم الاتصال | سمك شفة | شفة القطر الداخلي | شفة الرقبة نهاية كبيرة | ارتفاع شفة | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | مصادر القدرة النووية | ا | شفة القطر الخارجي د | قطر الدائرة المركزية K | قطر ثقب الترباس L | عدد فتحات الترباس ن | بولت ث | ج | ب | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | م20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | م20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | م24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | م24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | م24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
🔧 الشفاه الانزلاقية
القضايا المشتركة & الحلول
1. تسرب مستمر في الحشية بعد تشديد الترباس - لماذا لا يزال يتسرب?
تردد عالي
📌 السبب الجذري: تتطلب الشفاه سهلة الارتداء لحامات فيليه على الوجهين (داخلي + خارجي). تشويه اللحام, ارتفاع اللحام المفرط يسبب اعوجاج وجه الختم, أو أن عمق إدخال الأنبوب غير الكافي يمنع ضغط الحشية بشكل موحد. يساهم أيضًا التحميل المسبق غير المتساوي للمسمار واختيار الحشية بشكل غير صحيح.
✅ التدابير المضادة المهنية:
- ✔ تأكد من أن عمق إدخال الأنابيب يتوافق مع المعايير (عادة ⅔ سمك الشفة, لا تعيق فتحات الترباس) ترك مساحة للحام الشرائح دون منع تشوه الوجه.
- ✔ استخدام متداخلة / تسلسل اللحام الخلفي; التحكم في مدخلات الحرارة والتحقق من التسطيح بعد اللحام (.250.25 مم/م).
- ✔ اختر الحشية المناسبة (على سبيل المثال, الجرح الحلزوني, مركب الجرافيت المرن). اتبع تسلسل عزم الدوران (3~ 4 خطوات عبر النمط).
- ✔ للبكاء البسيط, أداء عزم الدوران الساخن (إذا كان قابلا للتطبيق) أو إعادة معايرة حمل الترباس; فحص وجوه الختم للخدوش.
2. تظهر الشقوق في اللحامات من الحافة إلى الأنبوب بعد فترة الخدمة (الاهتزاز / ركوب الدراجات)?
📌 خلفية الفشل: تعتمد الشفاه سهلة الارتداء على لحام الشرائح (خارجي + الداخلية اختيارية) وهي أضعف من الشفاه WN. تحت لحظة الانحناء العالية, الاهتزاز أو الدراجات الحرارية, تركيز الإجهاد في جذر اللحام يمكن أن يسبب شقوق التعب. علاوة على ذلك, يؤدي عدم كفاية حجم ساق اللحام أو عدم الانصهار إلى تسريع الفشل.
✅ حلول منهجية:
- 🔹 لكل ASME B31.3, يجب أن تكون حلقة اللحام الخارجية مساوية على الأقل لسمك جدار الأنبوب أو سمك محور الحافة. للخدمات الحيوية, تطبيق لحام الاختراق الكامل أو لحام الختم الداخلي.
- 🔹 إضافة دعامات/مخمدات للخطوط عالية الاهتزاز (الضواغط الترددية, تصريفات المضخة) للحد من الإجهاد الدوري.
- 🔹 استخدم معدن الحشو المطابق; للوسائط المسببة للتآكل, إجراء PT/MT على اللحامات والنظر في السبائك المقاومة للتآكل.
- 🔹 إذا ظهرت الشقوق, evaluate repair welding or replace with Weld Neck flange for reliability.
📐 توصية التصميم: لضغوط التصميم خارج الطبقة 300 أو العابرة الحرارية الشديدة, تفضل دائمًا الشفاه الملحومة. الشفاه سهلة الارتداء هي الأفضل للبيئة المحيطة / ضغط منخفض (≥ بي إن 40 / فئة 150 ~ 300) الأنظمة غير الحرجة.
3. تآكل الشقوق / تأليب بسبب السائل الراكد بين تجويف الشفة والأنبوب OD?
📌 آلية: التخليص الصغير (1~3 ملم) بين تجويف الحافة الانزلاقية والقطر الخارجي للأنبوب يمكن أن يحبس الرطوبة أو يعالج السوائل, خلق بيئة تآكل شق عدوانية. الفولاذ المقاوم للصدأ والفولاذ الكربوني معرضان للخطر, خاصة في الكلوريدات أو الوسائط الحمضية. إذا لم يكن الجانب الداخلي ملحومًا بشكل مستمر, تراكم السائل يسرع التنقر.
✅ وقاية & ممارسات الصيانة:
- 🛡️ للنقد / الخدمات المسببة للتآكل, يتقدم اللحام الداخلي المستمر أو لحام الختم للقضاء على مسارات شق.
- 🛡️ ترقية المواد (316L, دوبلكس, أو الشفاه المبطنة). للصلب الكربوني, استخدام طلاء عالي الجودة أو الجلفنة بالغمس الساخن.
- 🛡️ قبل الخدمة, املأ خلوص الشفة بمادة مانعة للتسرب ذات درجة حرارة عالية (على سبيل المثال, لوكتايت 567) احترام درجة الحرارة & حدود العملية.
- 🛡️ المراقبة الدورية لسمك UT والتحقق من محتوى الكلوريد / الماء في وسائط المعالجة.
4. يميل وجه الحافة أو يفتح بعد شد الترباس, التسبب في سوء المحاذاة?
📌 الأسباب الشائعة: تكون الفلنجات سهلة الارتداء رفيعة نسبيًا وتفتقر إلى المحور الطويل المعزز لفلنجات WN. التحميل المسبق المفرط للمسمار أو سحق الحشية يؤدي إلى تزييف الحافة (تشوه بيلفيل). بالإضافة إلى, إذا لم تكن نهاية الأنبوب متعامدة مع وجه الحافة أو إذا كان عمق الإدخال يختلف, يحدث إمالة غير متساوية.
✅ طرق المحاذاة الدقيقة:
- 🎯 استخدام وجع عزم الدوران + الموتر الهيدروليكي مع نمط متقاطع في الخطوات. ارجع إلى قيم عزم الدوران ASME PCC-1.
- 🎯 تحقق من توازي وجوه الحافة قبل التجميع; اضبط مع تعويض الحشية أو إعادة صياغة الأنبوب المشطوف لضمان التعامد.
- 🎯 للفلنجات الرفيعة ذات القطر الكبير, ضع في اعتبارك غسالات مدببة أو غسالات توزيع الأحمال, وإضافة دعم الدعم لتقليل لحظة الانحناء.
- 🎯 إذا تجاوز التشوه الحدود في التصميم, ترقية فئة الضغط أو التغيير إلى Weld Neck / الشفاه المشتركة اللفة.
⚠️ القاعدة الأساسية: يجب ألا يتجاوز عزم دوران المسمار للفلنجات سهلة الارتداء 75% من قوة الخضوع للمواد; تساعد حشوات الجرافيت المرنة على امتصاص تفاوتات التثبيت.
5. يساء تطبيقه في درجات الحرارة العالية / خطوط البخار ذات الضغط العالي, مما يؤدي إلى خطر التمزق?
📌 فجوة الوعي: يفترض العديد من المهندسين بشكل غير صحيح أنه يمكن استخدام الفلنجات سهلة الارتداء في أي حالة طالما تطابق تصنيف الفئة. ومع ذلك, ينص ASME B16.5: لا يُنصح باستخدام الفلنجات سهلة الارتداء في الخدمات الدورية الشديدة أو شديدة الحرارة (يتعرض الفولاذ الكربوني الذي تزيد درجة حرارته عن 400 درجة مئوية إلى انخفاض كبير في القوة). يؤدي تركيز الإجهاد عند جذر اللحام وضعف عمر الكلال إلى حدوث فشل تحت الصدمات الحرارية.
✅ حدود التطبيق الآمنة & البدائل:
- 🏭 المغلف القابل للتطبيق: -29درجة مئوية إلى 200 درجة مئوية (الكربون الصلب), ضغط التصميم ≥ 2.0MPa (الفئة 150) أو فئة 300 مع التحميل غير الدوري.
- 🏭 للبخار عالي الضغط (≥1.6MPa, درجة الحرارة ≥250 درجة مئوية) أو ظروف التعب الحراري, استخدام الشفاه اللحام الرقبة للقضاء على التحول المفاجئ للضغط.
- 🏭 إذا فرضت قيود المساحة استخدام الشفاه سهلة الارتداء, إجراء FEA للتعب الزحف وزيادة تردد NDT (PAUT/TOFD الأسبوعي).
- 🏭 التقيد الصارم بفئة الأنابيب ولوحات أسماء المعدات; لا تستبدل أبدًا بدون موافقة هندسية.
6. لماذا يعد عمق إدخال الأنابيب غير الكافي أو المفرط عيبًا خطيرًا?
📌 خطورة: تجويف الحافة سهل الارتداء مناسب للانزلاق. يمنع الإدخال غير الكافي لحام الختم الداخلي المناسب أو يقلل من تغطية لحام الشرائح, إضعاف المفصل. يؤدي الإدخال المفرط إلى حجب فتحات المسامير أو يبرز على سطح مقعد الحشية, المساس بالختم والتسبب في اضطراب التدفق.
✅ ممارسات العمل القياسية:
- 📐 لكل ASME B31.1/B31.3, يجب إدخال الأنبوب إلى نصف إلى ثلثي سمك الحافة, ترك 3 ~ 5 مم من نهاية الأنبوب إلى وجه الختم (تجنب تدخل الحشية).
- 📐 ضع علامة على عمق الإدخال على الأنبوب قبل التجميع واستخدم مقياس العمق للتحقق. للاسم المميز ≥200, لحام تك وإعادة التحقق من المحاذاة.
- 📐 إذا تم حظر الوصول إلى اللحام الداخلي, تم إدخال الأنبوب عميقًا جدًا; قطع وإعادة صياغة. لا تجبر أبدًا على المحاذاة عن طريق اللحام الزائد.
- 📐 للوسائط المسببة للتآكل, نهاية الأنبوب المتدفق مع وجه داخلي للشفة بالإضافة إلى لحام الختم الداخلي لإزالة المناطق الميتة.
🔔 حقيقة مثبتة: Proper insertion plus double-sided fillet welding achieves 80~90% of the mechanical strength of a weld neck flange — essential for long service life.
7. تم الاستيلاء على البراغي, لا يمكن تفكيكها أثناء الصيانة - مما يؤدي إلى قطع مدمر?
📌 متكرر في البيئات الخارجية/الرطبة: تتراكم منتجات التآكل في فتحات المسامير وخلوص الصواميل. جنبا إلى جنب مع هندسة شفة رقيقة, القوة المفرطة أثناء التفكيك قد تشوه الحافة. منذ أن يتم لحام الحافة بالأنبوب, من المستحيل تدوير الحافة لتخفيف الضغط.
✅ صيانة & استراتيجيات الوقاية:
- 🛢️ تطبيق مكافحة الاستيلاء على درجة الحرارة العالية (أساسها النيكل أو النحاس) على خيوط الترباس أثناء التجميع الأولي; بالنسبة للمسامير غير القابلة للصدأ، استخدم مركبًا مخصصًا مضادًا للغضب.
- 🛢️ ضع في اعتبارك زيادة القطر الخارجي للشفة أو استخدام صواميل سداسية ثقيلة ذات خيوط ممتدة لتقليل تشابك الخيوط.
- 🛢️ قبل التفكيك, نقع مع مواد التشحيم اختراق, استخدم مفتاح الربط على الإعداد المنخفض; للنوبات الشديدة, تسخين الجوز إلى 350 درجة مئوية (الكربون الصلب) وتخرج بسرعة.
- 🛢️ لتحسين قابلية الصيانة, استخدم البراغي غير القابلة للصدأ أو المطلية وقم بجدولة عمليات فحص دورية لشد البراغي.
💡 نصيحة: إذا كانت الشفة عالقة ويجب الحفاظ عليها, يمكن تطبيق إدراجات إصلاح الخيط, لكنه يتطلب أدوات متخصصة. احتفظ بحواف مفصل اللفة الاحتياطية للخطوط الحرجة.






الانحناءات الحثية تأتي في زوايا الانحناء القياسية (على سبيل المثال. 45°, 90°, إلخ) أو يمكن أن تكون مخصصة لزوايا ثني محددة. ينحني المركب (خارج الطائرة) يمكن أيضًا إنتاج الانحناءات في مفصل واحد من الأنابيب. يتم تحديد نصف قطر الانحناء كدالة للقطر. فمثلا, نصف قطر الانحناء المشترك لانحناءات الحث 3D, 5D و 7D, حيث D هو قطر الأنابيب الاسمية.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
دوبلكس 2205 والسوبر دوبلكس 2507 تتميز الفلنجات المصنوعة من الفولاذ المقاوم للصدأ بقوتها الإنتاجية العالية, وهو ضعف قوة الخضوع الملدن للفولاذ المقاوم للصدأ الأوستنيتي النموذجي, مثل 304 و 316 الشفاه الفولاذ المقاوم للصدأ. و لهذا, دوبلكس 2205 والسوبر دوبلكس 2507 يعد الفولاذ من أكثر درجات الطباعة المزدوجة شيوعًا المستخدمة في الفلنجات ذات الازدواج الفائق 2507 الشفاه هي الدرجة الأكثر مقاومة للتآكل بين الاثنين.