

Vorschweißrohrflansch (WNRF)
April 9, 2026
Ul 852 Feuersprinklerrohr
Kann 17, 2026
Aufsteckflansche (ALSO): Leitfaden für technische Spezifikationen
Die ultimative Ressource für Slip-On-Rohrflansche: Dimensionsmatrizen, Materialkonformität (ASTM/DIN), und Druck-Temperatur-Bewertungen für industrielle Rohrleitungssysteme.
1. Funktionsübersicht der Aufsteckflansche
Das Aufsteckflansch (SO-Flansch) ist eine wesentliche Rohrleitungskomponente, die hauptsächlich für Anwendungen mit niedrigerem Druck und mittlerer Temperatur entwickelt wurde. Es verfügt über eine zentrale Bohrung, die etwas größer als der Außendurchmesser ist (OD) des Rohres, Dadurch kann das Rohr durch den Flansch gleiten, bevor es befestigt wird Kehlnähte sowohl auf der inneren als auch auf der äußeren Seite.
Aufgrund der fehlenden Schweißnaht, Slip-On-Flansche bieten erhebliche Flexibilität vor Ort, So können Ingenieure die Rohrlänge vor dem endgültigen Schweißen relativ zur Flanschfläche präzise anpassen.
Kernvorteile & Anwendungen:
- Einfache Ausrichtung: Einfacher zu installieren als Schweißhalsflansche.
- Kosteneffizient: Geringere Herstellungskosten durch reduziertes Materialvolumen.
- Großkaliber-Dienstprogramm: Ideal für Tankstutzen mit großem Durchmesser.
- Raumoptimierung: Erhältlich ohne Nabe “Ringstil” für enge Installationen.
2. Herstellungsstandards & Materialkonformität
Wir liefern Slip-On-Flansche, die den strengen internationalen Standards entsprechen, um die Austauschbarkeit bei globalen Infrastrukturprojekten sicherzustellen.
Tabelle 1: Matrix der geltenden Standards
| ASME / ANSI | AUS / Europäische | Chinesisch (GB/HG) | JIS / Japanisch |
|---|---|---|---|
| B16.5, B16.47 | AUS 2576, EN 1092-1 | GB/T9119, HG/T20592 | B2220 |
Tabelle 2: Auswahl der Materialqualität (rostfrei & Duplex)
| Kategorie | Sortenspezifikation |
|---|---|
| Edelstahl 304 | F304, S30408, S30408II, S30400, 06Crooky10 |
| Edelstahl 316L | F316L, 31603, S31603, 022Cr17Ni12Mo2 |
| Duplexstahl | 2205 (F51), 2507 (F53), S22053 |
| Hochtemperaturlegierungen | TP310S (06Cr25Ni20), TP321 (06Cr18Ni11) |
3. Abmessungsdaten für Slip-On-Flansche (Klasse 150 – 600)
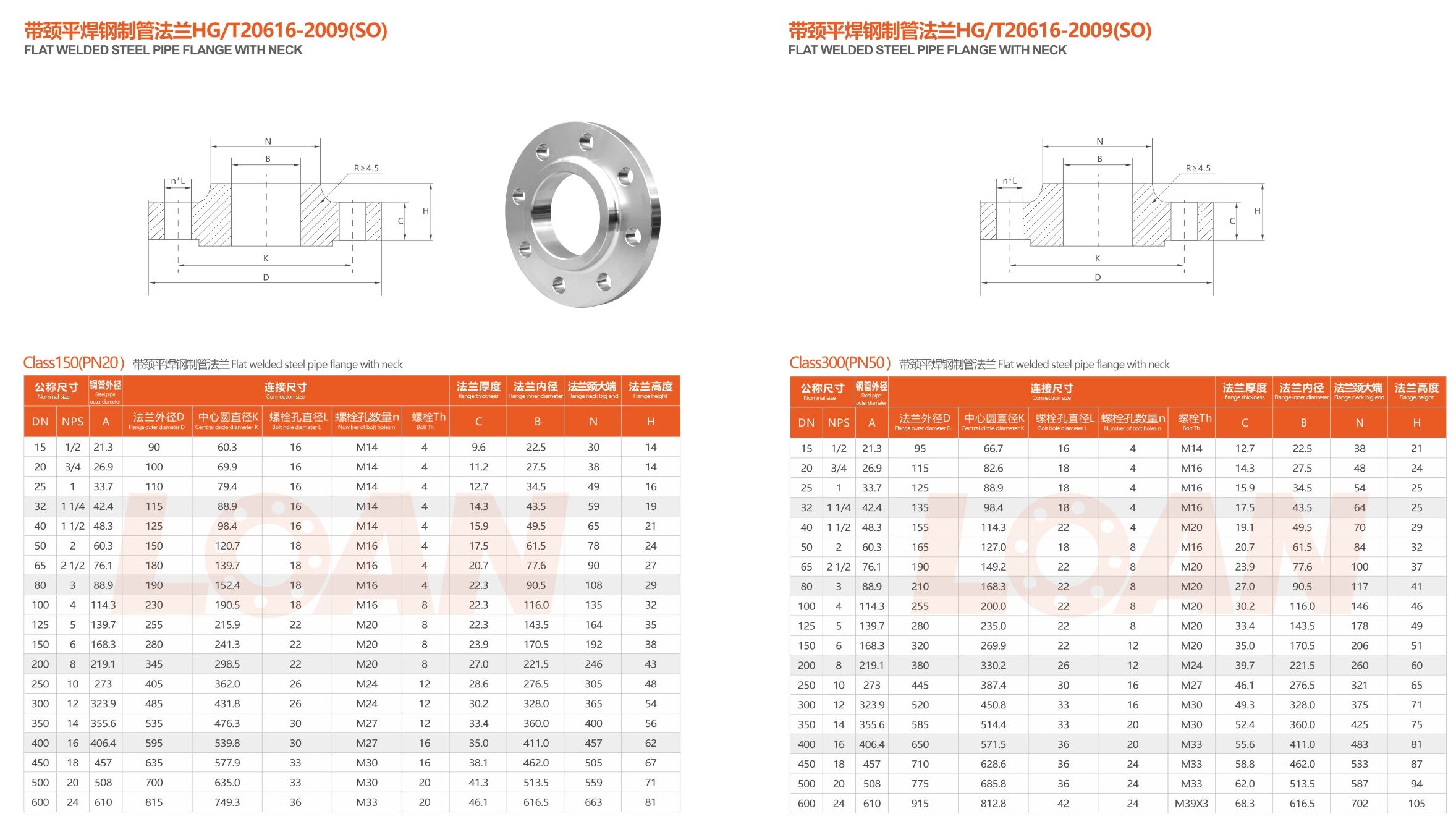
Die folgenden Tabellen enthalten kritische Abmessungen für Slip-On-Flansche gemäß ASME B16.5 / HG/T20616-Standards. Alle Maße sind in Millimetern angegeben (mm) sofern nicht anders angegeben.
Matrix A: ASME-Klasse 150 (PN20) Aufsteckflansch
| NPS (Zoll) | Rohr-Außendurchmesser (A) | Flansch-Außendurchmesser (D) | PCD (K) | Schraubenlöcher (n) | Dick (C) | Sein Inneres (B) | Kontaktieren Sie ihn (n) | Höhe (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 90 | 60.3 | 4 | 9.6 | 22.5 | 30 | 14 |
| 3/4″ | 26.9 | 100 | 69.9 | 4 | 11.2 | 27.5 | 38 | 14 |
| 1″ | 33.7 | 110 | 79.4 | 4 | 12.7 | 34.5 | 49 | 16 |
| 2″ | 60.3 | 150 | 120.7 | 4 | 17.5 | 61.5 | 78 | 24 |
| 4″ | 114.3 | 230 | 190.5 | 8 | 22.3 | 116.0 | 135 | 32 |
| 8″ | 219.1 | 345 | 298.5 | 8 | 27.0 | 221.5 | 246 | 43 |
| 12″ | 323.9 | 485 | 431.8 | 12 | 30.2 | 328.0 | 365 | 54 |
Matrix B: ASME-Klasse 300 (PN50) Aufsteckflansch
| NPS (Zoll) | Rohr-Außendurchmesser (A) | Flansch-Außendurchmesser (D) | PCD (K) | Schraubenlöcher (n) | Dick (C) | Sein Inneres (B) | Kontaktieren Sie ihn (n) | Höhe (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 12.7 | 22.5 | 38 | 21 |
| 1″ | 33.7 | 125 | 88.9 | 4 | 15.9 | 34.5 | 54 | 25 |
| 3″ | 88.9 | 210 | 168.3 | 8 | 27.0 | 90.5 | 117 | 41 |
| 6″ | 168.3 | 320 | 269.9 | 12 | 35.0 | 170.5 | 206 | 51 |
| 10″ | 273.0 | 445 | 387.4 | 16 | 46.1 | 276.5 | 321 | 65 |
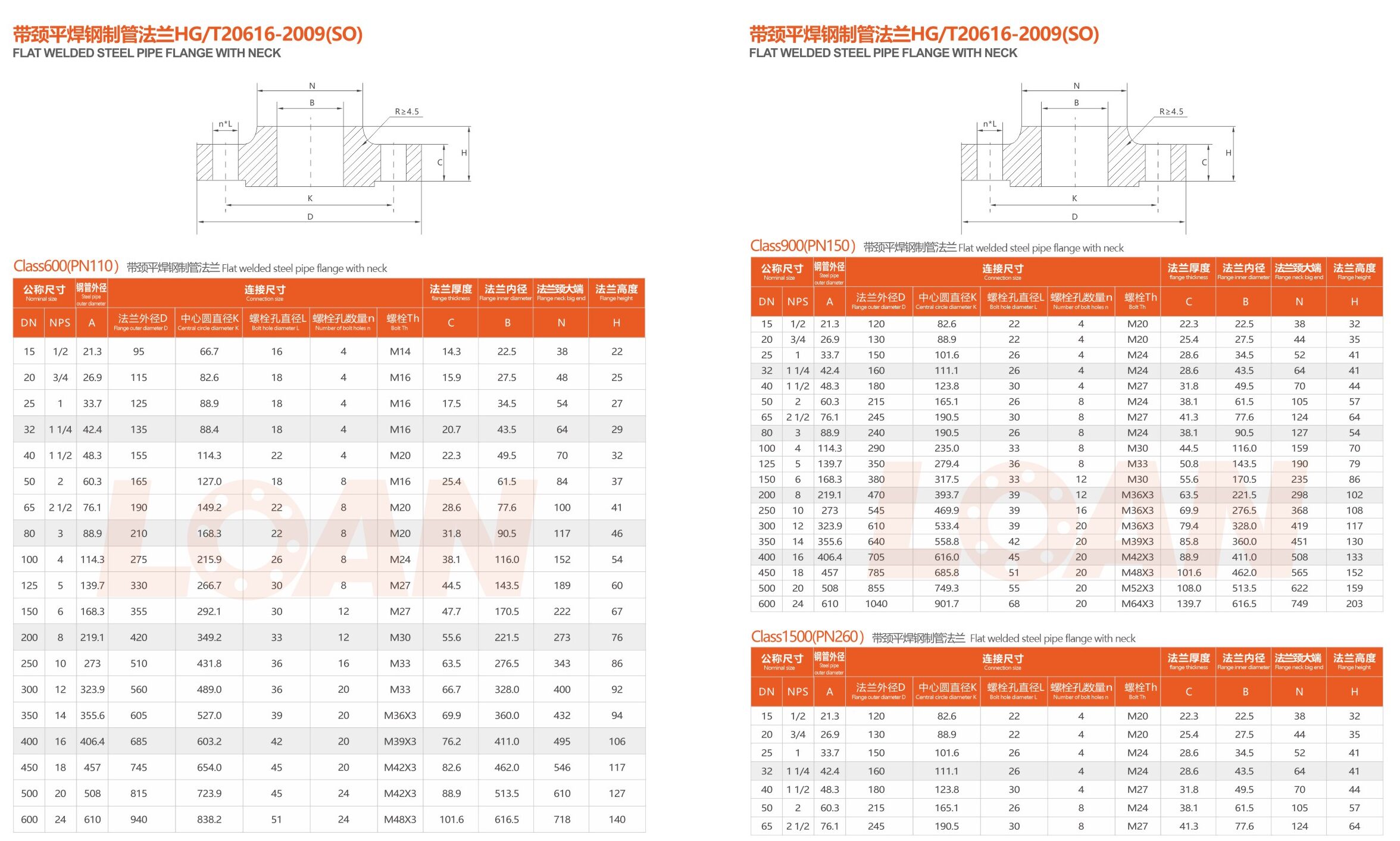
Matrix C: ASME-Klasse 600 (PN110) Aufsteckflansch
| NPS (Zoll) | Rohr-Außendurchmesser (A) | Flansch-Außendurchmesser (D) | PCD (K) | Schraubenlöcher (n) | Dick (C) | Sein Inneres (B) | Kontaktieren Sie ihn (n) | Höhe (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 14.3 | 22.5 | 38 | 22 |
| 2″ | 60.3 | 165 | 127.0 | 8 | 25.4 | 61.5 | 84 | 37 |
| 4″ | 114.3 | 275 | 215.9 | 8 | 38.1 | 116.0 | 152 | 54 |
| 8″ | 219.1 | 420 | 349.2 | 12 | 55.6 | 221.5 | 273 | 76 |
| 12″ | 323.9 | 560 | 489.0 | 20 | 66.7 | 328.0 | 400 | 92 |
weitere Datentabellen
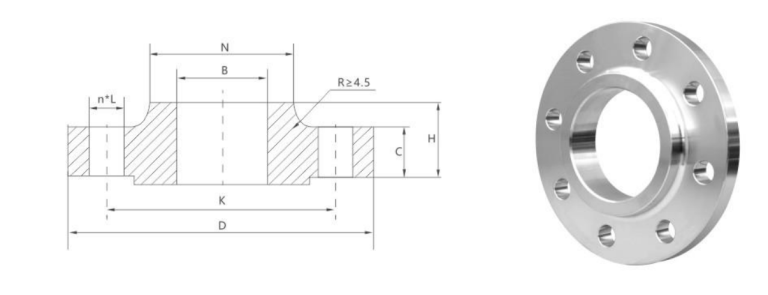
4. Richtige Installations- und Schweißverfahren
Die Zuverlässigkeit einer Slip-On-Flanschverbindung hängt vollständig von der Qualität der Kehlnähte ab. In der Standardpraxis sind zwei Schweißnähte erforderlich:
Externe Kehlnaht
Wird an der Verbindungsstelle angebracht, an der das Rohr aus der Flanschnabe austritt. Diese Schweißnaht sorgt für die primäre strukturelle Festigkeit und widersteht mechanischen Vibrationen.
Interne Kehlnaht
Wird in der Flanschbohrung dort angebracht, wo das Rohrende auf die Stirnfläche trifft. Diese Schweißnaht verhindert, dass Medien in den Spalt zwischen Rohr und Flanschbohrung gelangen, mildernd Spaltkorrosion.
5. Industrielle Anwendungen & Branchentauglichkeit
Slip-On-Flansche werden in Branchen bevorzugt, in denen eine schnelle Konstruktion und niedrige Anschaffungskosten Vorrang vor absoluter Ermüdungsbeständigkeit haben.
| Sektor | Anwendungsdetails |
|---|---|
| Wasserversorgung | Kommunale Wasserversorgungsleitungen und Niederdruckkühlsysteme. |
| Petrochemie | Stutzenanschlüsse für Lagertanks und unkritische Prozessleitungen. |
| HVAC & Dienstprogramme | Druckluftsysteme, Dampfkondensat, und Gebäudebrandschutz. |
| Tankherstellung | Anschlüsse mit großem Durchmesser für atmosphärische Lagerbehälter. |
Zuverlässige Herstellung von Aufsteckflanschen
Erhältlich in den Größen NPS 1/2″ bis 24″ (und größer) über alle Druckklassen hinweg. ISO 9001:2015 Zertifizierte Produktion.
Fordern Sie ein technisches Datenblatt an
Schlüsselwörter: Aufsteckflansch, SO-Flanschabmessungen, Klasse 150 Aufsteckflansch, Aufsteckflansch aus Edelstahl, HG/T20592 SO-Flansch, ASME B16.5 Abmessungen.
6. Hochdruckdimensionale Matrizen (Klasse 900 – 1500)
Aufsteckflansche in höheren Druckklassen (Klasse 900 und 1500) sind mit deutlich größeren Dicken und größeren Verschraubungsmustern konstruiert, um die Dichtungsintegrität auch unter extremer mechanischer Belastung aufrechtzuerhalten.
Matrix D: ASME-Klasse 900 (PN150) Aufsteckflansch
| NPS (Zoll) | Rohr-Außendurchmesser (A) | Flansch-Außendurchmesser (D) | PCD (K) | Schraubenlöcher (n) | Dick (C) | Sein Inneres (B) | Kontaktieren Sie ihn (n) | Höhe (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 2″ | 60.3 | 215 | 165.1 | 8 | 38.1 | 61.5 | 105 | 57 |
| 4″ | 114.3 | 290 | 235.0 | 8 | 44.5 | 116.0 | 159 | 70 |
| 8″ | 219.1 | 470 | 393.7 | 12 | 63.5 | 221.5 | 298 | 102 |
| 12″ | 323.9 | 610 | 533.4 | 20 | 79.4 | 328.0 | 419 | 117 |
| 24″ | 610.0 | 1040 | 901.7 | 20 | 139.7 | 616.5 | 749 | 203 |
Matrix E: ASME-Klasse 1500 (PN250) Aufsteckflansch
| NPS (Zoll) | Rohr-Außendurchmesser (A) | Flansch-Außendurchmesser (D) | PCD (K) | Schraubenlöcher (n) | Dick (C) | Sein Inneres (B) | Kontaktieren Sie ihn (n) | Höhe (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 3/4″ | 26.9 | 130 | 88.9 | 4 | 25.4 | 27.5 | 44 | 35 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 1 1/2″ | 48.3 | 180 | 123.8 | 4 | 31.8 | 49.5 | 70 | 44 |
| 2 1/2″ | 76.1 | 245 | 190.5 | 8 | 41.3 | 77.6 | 124 | 64 |
7. Slip-On vs. Schweißnahe: Technische Kompromisse
Bei der Auswahl zwischen a Ausrutscher (ALSO) und a Schweißnahe (WN) Flansch, Ingenieurteams müssen die spezifische Ermüdungslebensdauer und die Installationskosten des Projekts bewerten.
| Kriterien | Ausrutscher (ALSO) | Schweißnahe (WN) |
|---|---|---|
| Anfängliche Kosten | Untere (ca.. 1/3 weniger Material/Schmiedeaufwand) | Höhere (aufgrund der Komplexität des Hubs) |
| Installation | Einfachere Ausrichtung; erfordert 2 Kehlnähte | Präzise Ausrichtung erforderlich; erfordert 1 Stumpfschweißung |
| Ermüdungsleben | Calculated at ~1/3 of a Weld Neck flange | Überlegene Widerstandsfähigkeit gegen Vibrationen und Stress |
| Strömungsmuster | Aufgrund der internen Stufe kann es zu Turbulenzen kommen | Glatter Übergang passend zur Rohrbohrung |
8. Isolierrohr & Metrologiestandards
Um sicherzustellen 100% Einhaltung der ASME/DIN-Spezifikationen, Jeder Slip-On-Flansch durchläuft ein mehrstufiges Prüfprotokoll:
- Maßkontrolle: Überprüfung der Bohrung (B), Nabendurchmesser (n), und Flanschdicke (C) mit kalibrierten digitalen Messschiebern.
- Messtechnik für Oberflächengüte: Visuelle und mechanische Überprüfung der erhabenen Fläche (Rf) beenden, typischerweise auf einen AARH von 125–250 Mikrozoll ausgerichtet.
- Chemie-PMI: Positive Materialidentifizierung mittels Röntgenfluoreszenz (XRF) zur Bestätigung von Legierungsqualitäten wie F316L oder F51.
- Zerstörungsfreie Prüfung (NDT): Farbeindringprüfung oder Ultraschallprüfung auf Anfrage zur Identifizierung von Einschlüssen unter der Oberfläche in stark beanspruchten Nabenbereichen.
Technische Beratung verfügbar
Für spezielle Anforderungen, einschließlich kundenspezifischer Bohrungsgrößen, nicht standardmäßige Verkleidung, oder hochlegierte Anforderungen (Inconel, Monel, Hastelloy), Unsere technische Abteilung bietet umfassende Designunterstützung.
9. Chemische Zusammensetzung & Metallurgische Anforderungen
Die Zuverlässigkeit eines Slip-On-Flansches in korrosiven Umgebungen wird durch seine Legierungselemente bestimmt. Die folgenden Daten stellen die maximalen Gewichtsprozentsätze für standardmäßige Edelstahl- und Kohlenstoffstahlsorten dar, die beim Schmieden von SO-Flanschen verwendet werden.
Tabelle 3: Chemische Analyse gängiger Flanschmaterialien
| Klasse (ASTM) | C (Max) | MN (Max) | CR | NI | Mo |
|---|---|---|---|---|---|
| A105 (Kohlenstoff) | 0.35 | 1.05 | – | – | – |
| F304 (SS) | 0.08 | 2.00 | 18.0-20.0 | 8.0-10.5 | – |
| F316L (SS) | 0.03 | 2.00 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 |
| F51 (Duplex) | 0.03 | 2.00 | 21.0-23.0 | 4.5-6.5 | 2.5-3.5 |
10. Mechanische Leistungsspezifikationen
Aufsteckflansche müssen bestimmte Zug- und Streckgrenzen aufweisen, um den inneren hydrostatischen Drücken und äußeren Schraubenlasten eines Rohrleitungsnetzes standzuhalten.
Tabelle 4: Mindestanforderungen an die mechanischen Eigenschaften
| Eigentum | ASTM A105 | ASTM A182 F304 | ASTM A182 F316L |
|---|---|---|---|
| Zerreißfestigkeit (MPa) | 485 mir | 515 mir | 485 mir |
| Streckgrenze (MPa) | 250 mir | 205 mir | 170 mir |
| Dehnung (%) | 22 mir | 30 mir | 30 mir |
| Härte (HBW) | ≤ 187 | ≤ 201 | ≤ 201 |
11. Gewichtsreferenztabelle für die Logistik
Die folgenden Gewichte sind theoretische Schätzungen für ASME B16.5 Slip-On-Flansche mit erhabenem Gesicht (Rf). Diese Werte sind für die Berechnung der Frachtkosten und des strukturellen Unterstützungsbedarfs von wesentlicher Bedeutung.
Tabelle 5: Geschätzte Gewichte (kg) pro Druckklasse
| NPS (Größe) | Klasse 150 | Klasse 300 | Klasse 600 | Klasse 1500 |
|---|---|---|---|---|
| 1/2″ | 0.5 | 0.9 | 1.1 | 3.5 |
| 1″ | 1.1 | 1.6 | 2.6 | 4.5 |
| 2″ | 2.5 | 3.4 | 5.1 | 12.5 |
| 4″ | 6.4 | 10.5 | 19.5 | 35.5 |
| 6″ | 9.5 | 18.0 | 35.0 | 75.0 |
| 12″ | 40.0 | 55.0 | 110.0 | 305.0 |
12. Erforderliche Beschaffungsspezifikationen
Um eine schnelle und genaue Erfüllung sicherzustellen, Bitte geben Sie in Ihrer Angebotsanfrage die folgenden Parameter an:
- Nominale Rohrgröße (NPS)
- Druckrate (Klasse)
- Gesichtstyp (Rf, FF, RTJ)
- Materialspezifikation (ASTM/ASME)
- Bohrplan (z.B., Sch 40S)
- Menge & Oberflächenbeschichtung
###KLASSE 150###
| Die Härte nach dem Anlassen beträgt im Allgemeinen HRC35-50 | Außendurchmesser des Stahlrohrs | Verbindungsgröße | Flanschdicke | Flanschinnendurchmesser | Flanschhals großes Ende | Flanschhöhe | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanschaußendurchmesser D | Zentralkreisdurchmesser K | Bolzenlochdurchmesser L | Anzahl Bolzenlöcher n | Bolt Th | C | B | n | H |
| 15 | 1/2 | 21.3 | 90 | 60.3 | 16 | 4 | M14 | 9.6 | 22.5 | 30 | 14 |
| 20 | 3/4 | 26.9 | 100 | 69.9 | 16 | 4 | M14 | 11.2 | 27.5 | 38 | 14 |
| 25 | 1 | 33.7 | 110 | 79.4 | 16 | 4 | M14 | 12.7 | 34.5 | 49 | 16 |
| 32 | 1 1/4 | 42.4 | 115 | 88.9 | 16 | 4 | M14 | 14.3 | 43.5 | 59 | 19 |
| 40 | 1 1/2 | 48.3 | 125 | 98.4 | 16 | 4 | M14 | 15.9 | 49.5 | 65 | 21 |
| 50 | 2 | 60.3 | 150 | 120.7 | 18 | 4 | M16 | 17.5 | 61.5 | 78 | 24 |
| 65 | 2 1/2 | 76.1 | 180 | 139.7 | 18 | 4 | M16 | 20.7 | 77.6 | 90 | 27 |
| 80 | 3 | 88.9 | 190 | 152.4 | 18 | 4 | M16 | 22.3 | 90.5 | 108 | 29 |
| 100 | 4 | 114.3 | 230 | 190.5 | 18 | 8 | M16 | 22.3 | 116.0 | 135 | 32 |
| 125 | 5 | 139.7 | 255 | 215.9 | 22 | 8 | M20 | 22.3 | 143.5 | 164 | 35 |
| 150 | 6 | 168.3 | 280 | 241.3 | 22 | 8 | M20 | 23.9 | 170.5 | 192 | 38 |
| 200 | 8 | 219.1 | 345 | 298.5 | 22 | 8 | M20 | 27.0 | 221.5 | 246 | 43 |
| 250 | 10 | 273.0 | 405 | 362 | 26 | 12 | M24 | 28.6 | 276.5 | 305 | 48 |
| 300 | 12 | 323.9 | 485 | 431.8 | 26 | 12 | M24 | 30.2 | 328.0 | 365 | 54 |
| 350 | 14 | 355.6 | 535 | 476.3 | 30 | 12 | M27 | 33.4 | 360.0 | 400 | 56 |
| 400 | 16 | 406.4 | 595 | 539.8 | 30 | 16 | M27 | 35.0 | 411.0 | 457 | 62 |
| 450 | 18 | 457 | 635 | 577.9 | 33 | 16 | M30 | 38.1 | 462.0 | 505 | 67 |
| 500 | 20 | 508 | 700 | 635 | 33 | 20 | M30 | 41.3 | 513.5 | 559 | 71 |
| 600 | 24 | 610 | 815 | 749.3 | 36 | 20 | M33 | 46.1 | 616.5 | 663 | 81 |
###KLASSE 300###
| Die Härte nach dem Anlassen beträgt im Allgemeinen HRC35-50 | Außendurchmesser des Stahlrohrs | Verbindungsgröße | Flanschdicke | Flanschinnendurchmesser | Flanschhals großes Ende | Flanschhöhe | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanschaußendurchmesser D | Zentralkreisdurchmesser K | Bolzenlochdurchmesser L | Anzahl Bolzenlöcher n | Bolt Th | C | B | n | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 12.7 | 22.5 | 38 | 21 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 14.3 | 27.5 | 48 | 24 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 15.9 | 34.5 | 54 | 25 |
| 32 | 1 1/4 | 42.4 | 135 | 98.4 | 18 | 4 | M16 | 17.5 | 43.5 | 64 | 25 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 19.1 | 49.5 | 70 | 29 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 20.7 | 61.5 | 84 | 32 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 23.9 | 77.6 | 100 | 37 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 27 | 90.5 | 117 | 41 |
| 100 | 4 | 114.3 | 255 | 200 | 22 | 8 | M20 | 30.2 | 116 | 146 | 46 |
| 125 | 5 | 139.7 | 280 | 235 | 22 | 8 | M20 | 33.4 | 143.5 | 178 | 49 |
| 150 | 6 | 168.3 | 320 | 269.9 | 22 | 12 | M20 | 35 | 170.5 | 206 | 51 |
| 200 | 8 | 219.1 | 380 | 330.2 | 26 | 12 | M24 | 39.7 | 221.5 | 260 | 60 |
| 250 | 10 | 273 | 445 | 387.4 | 30 | 16 | M27 | 46.1 | 276.5 | 321 | 65 |
| 300 | 12 | 323.9 | 520 | 450.8 | 33 | 16 | M30 | 49.3 | 328 | 375 | 71 |
| 350 | 14 | 355.6 | 585 | 514.4 | 33 | 20 | M30 | 52.4 | 360 | 425 | 75 |
| 400 | 16 | 406.4 | 650 | 571.5 | 36 | 20 | M33 | 55.6 | 411 | 483 | 81 |
| 450 | 18 | 457 | 710 | 628.6 | 36 | 24 | M33 | 58.8 | 462 | 533 | 87 |
| 500 | 20 | 508 | 775 | 685.8 | 36 | 24 | M33 | 62 | 513.5 | 587 | 94 |
| 600 | 24 | 610 | 915 | 812.8 | 42 | 24 | M39X3 | 68.3 | 616.5 | 702 | 105 |
###KLASSE 600###
| Die Härte nach dem Anlassen beträgt im Allgemeinen HRC35-50 | Außendurchmesser des Stahlrohrs | Verbindungsgröße | Flanschdicke | Flanschinnendurchmesser | Flanschhals großes Ende | Flanschhöhe | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanschaußendurchmesser D | Zentralkreisdurchmesser K | Bolzenlochdurchmesser L | Anzahl Bolzenlöcher n | Bolt Th | C | B | n | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 14.3 | 22.5 | 38 | 22 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 15.9 | 27.5 | 48 | 25 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 17.5 | 34.5 | 54 | 27 |
| 32 | 1 1/4 | 42.4 | 135 | 88.4 | 18 | 4 | M16 | 20.7 | 43.5 | 64 | 29 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 22.3 | 49.5 | 70 | 32 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 25.4 | 61.5 | 84 | 37 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 28.6 | 77.6 | 100 | 41 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 31.8 | 90.5 | 117 | 46 |
| 100 | 4 | 114.3 | 275 | 215.9 | 26 | 8 | M24 | 38.1 | 116 | 152 | 54 |
| 125 | 5 | 139.7 | 330 | 266.7 | 30 | 8 | M27 | 44.5 | 143.5 | 189 | 60 |
| 150 | 6 | 168.3 | 355 | 292.1 | 30 | 12 | M27 | 47.7 | 170.5 | 222 | 67 |
| 200 | 8 | 219.1 | 420 | 349.2 | 33 | 12 | M30 | 55.6 | 221.5 | 273 | 76 |
| 250 | 10 | 273 | 510 | 431.8 | 36 | 16 | M33 | 63.5 | 276.5 | 343 | 86 |
| 300 | 12 | 323.9 | 560 | 489 | 36 | 20 | M33 | 66.7 | 328 | 400 | 92 |
| 350 | 14 | 355.6 | 605 | 527 | 39 | 20 | M36X3 | 69.9 | 360 | 432 | 94 |
| 400 | 16 | 406.4 | 685 | 603.2 | 42 | 20 | M39X3 | 76.2 | 411 | 495 | 106 |
| 450 | 18 | 457 | 745 | 654 | 45 | 20 | M42X3 | 82.6 | 462 | 546 | 117 |
| 500 | 20 | 508 | 815 | 723.9 | 45 | 24 | M42X3 | 88.9 | 513.5 | 610 | 127 |
| 600 | 24 | 610 | 940 | 838.2 | 51 | 24 | M48X3 | 101.6 | 616.5 | 718 | 140 |
###KLASSE 900###
| Die Härte nach dem Anlassen beträgt im Allgemeinen HRC35-50 | Außendurchmesser des Stahlrohrs | Verbindungsgröße | Flanschdicke | Flanschinnendurchmesser | Flanschhals großes Ende | Flanschhöhe | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanschaußendurchmesser D | Zentralkreisdurchmesser K | Bolzenlochdurchmesser L | Anzahl Bolzenlöcher n | Bolt Th | C | B | n | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
| 80 | 3 | 88.9 | 240 | 190.5 | 26 | 8 | M24 | 38.1 | 90.5 | 127 | 54 |
| 100 | 4 | 114.3 | 290 | 235 | 33 | 8 | M30 | 44.5 | 116 | 159 | 70 |
| 125 | 5 | 139.7 | 350 | 279.4 | 36 | 8 | M33 | 50.8 | 143.5 | 190 | 79 |
| 150 | 6 | 168.3 | 380 | 317.5 | 33 | 12 | M30 | 55.6 | 170.5 | 235 | 86 |
| 200 | 8 | 219.1 | 470 | 393.7 | 39 | 12 | M36X3 | 63.5 | 221.5 | 298 | 102 |
| 250 | 10 | 273 | 545 | 469.9 | 39 | 16 | M36X3 | 69.9 | 276.5 | 368 | 108 |
| 300 | 12 | 323.9 | 610 | 533.4 | 39 | 20 | M36X3 | 79.4 | 328 | 419 | 117 |
| 350 | 14 | 355.6 | 640 | 558.8 | 42 | 20 | M39X3 | 85.8 | 360 | 451 | 130 |
| 400 | 16 | 406.4 | 705 | 616 | 45 | 20 | M42X3 | 88.9 | 411 | 508 | 133 |
| 450 | 18 | 457 | 785 | 685.8 | 51 | 20 | M48X3 | 101.6 | 462 | 565 | 152 |
| 500 | 20 | 508 | 855 | 749.3 | 55 | 20 | M52X3 | 108 | 513.5 | 622 | 159 |
| 600 | 24 | 610 | 1040 | 901.7 | 68 | 20 | M64X3 | 139.7 | 616.5 | 749 | 203 |
###KLASSE 1500###
| Die Härte nach dem Anlassen beträgt im Allgemeinen HRC35-50 | Außendurchmesser des Stahlrohrs | Verbindungsgröße | Flanschdicke | Flanschinnendurchmesser | Flanschhals großes Ende | Flanschhöhe | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Flanschaußendurchmesser D | Zentralkreisdurchmesser K | Bolzenlochdurchmesser L | Anzahl Bolzenlöcher n | Bolt Th | C | B | n | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
🔧 Aufsteckflansche
Häufige Probleme & Lösungen
1. Anhaltende Undichtigkeit an der Dichtung nach dem Anziehen der Schraube – warum leckt sie immer noch??
Hochfrequenz
📌 Grundursache: Aufsteckflansche erfordern doppelseitige Kehlnähte (innere + äußere). Schweißverzug, Eine zu hohe Schweißnahthöhe führt zu einer Verformung der Dichtfläche, oder eine unzureichende Rohreinstecktiefe verhindert eine gleichmäßige Dichtungskomprimierung. Auch eine ungleichmäßige Schraubenvorspannung und eine falsche Dichtungsauswahl tragen dazu bei.
✅ Professionelle Gegenmaßnahmen:
- ✔ Stellen Sie sicher, dass die Rohreinstecktiefe den Standards entspricht (typischerweise ⅔ der Flanschdicke, Schraubenlöcher nicht versperren) Es bleibt Platz für Kehlnähte ohne Verformung der Dichtfläche.
- ✔ Einsatz gestaffelt / Backstep-Schweißsequenz; Kontrollieren Sie den Wärmeeintrag und prüfen Sie die Ebenheit nach dem Schweißen (≤0,25 mm/m).
- ✔ Wählen Sie eine geeignete Dichtung (z.B., spiralförmig gewickelt, flexibler Graphitverbundstoff). Befolgen Sie die Drehmomentfolge (3~4 Schritte Kreuzmuster).
- ✔ Für leichtes Weinen, Warmdrehen durchführen (wenn anwendbar) oder Schraubenlast neu kalibrieren; Dichtflächen auf Kratzer prüfen.
2. Nach längerer Betriebszeit treten an den Kehlnähten zwischen Flansch und Rohr Risse auf (Vibration/Zyklus)?
📌 Fehlerhintergrund: Slip-On-Flansche basieren auf Kehlnähten (äußere + innen optional) die schwächer sind als WN-Flansche. Unter hohem Biegemoment, Vibration oder Temperaturwechsel, Spannungskonzentrationen an der Schweißnahtwurzel können zu Ermüdungsrissen führen. Außerdem, Eine unzureichende Schweißnahtgröße oder mangelnde Verschmelzung beschleunigen den Ausfall.
✅ Systematische Lösungen:
- 🔹 Gemäß ASME B31.3, Die äußere Kehlnaht muss mindestens der Dicke der Rohrwand oder der Flanschnabe entsprechen. Für kritische Dienste, Tragen Sie eine Vollschweißung oder eine innere Dichtungsschweißung auf.
- 🔹 Fügen Sie Stützen/Dämpfer für stark vibrierende Leitungen hinzu (Kolbenkompressoren, Pumpe entlädt) um zyklischen Stress zu reduzieren.
- 🔹 Verwenden Sie passenden Zusatzwerkstoff; für korrosive Medien, Führen Sie PT/MT an Schweißnähten durch und berücksichtigen Sie korrosionsbeständige Legierungen.
- 🔹 Wenn Risse auftreten, Überprüfen Sie die Reparaturschweißung oder ersetzen Sie sie durch einen Schweißhalsflansch, um die Zuverlässigkeit zu gewährleisten.
📐 Designempfehlung: Für Auslegungsdrücke jenseits der Klasse 300 oder schwere thermische Transienten, Bevorzugen Sie immer Schweißhalsflansche. Slip-On-Flansche eignen sich am besten für Umgebungstemperaturen / niedriger Druck (≤ PN40 / Klasse 150~300) unkritische Systeme.
3. Spaltkorrosion / Lochfraß aufgrund stagnierender Flüssigkeit zwischen Flanschbohrung und Rohraußendurchmesser?
📌 Mechanismus: Der kleine Abstand (1~3mm) Zwischen der Bohrung des Slip-On-Flansches und dem Außendurchmesser des Rohrs können sich Feuchtigkeit oder Prozessflüssigkeiten ansammeln, Dadurch entsteht eine aggressive Spaltkorrosionsumgebung. Edelstahl und Kohlenstoffstahl sind anfällig, insbesondere in Chloriden oder sauren Medien. Wenn die Innenseite nicht durchgehend dicht verschweißt ist, Flüssigkeitsansammlungen beschleunigen die Lochfraßbildung.
✅ Verhütung & Wartungspraktiken:
- 🛡️ Für kritisch / korrosive Dienstleistungen, sich bewerben durchgehende Innenkehlnaht oder Siegelnaht um Spaltenwege zu beseitigen.
- 🛡️ Upgrade-Material (316L, Duplex, oder ausgekleidete Flansche). Für Kohlenstoffstahl, Verwenden Sie eine hochwertige Beschichtung oder Feuerverzinkung.
- 🛡️ Vor dem Service, Füllen Sie den Flanschspielraum mit Hochtemperatur-Flanschdichtmittel (z.B., Loctite 567) Respekt vor der Temperatur & Prozessgrenzen.
- 🛡️ Regelmäßige Überwachung der UT-Dicke und Überprüfung des Chlorid-/Wassergehalts in Prozessmedien.
4. Die Flanschfläche neigt sich oder öffnet sich nach dem Anziehen der Schraube, was zu einer Fehlausrichtung führt?
📌 Häufige Ursachen: Slip-On-Flansche sind relativ dünn und verfügen nicht über die verstärkende lange Nabe von WN-Flanschen. Eine übermäßige Vorspannung der Schrauben oder das Quetschen der Dichtung führt zu einer Verformung des Flansches (Belleville-Deformation). Figur, wenn das Rohrende nicht senkrecht zur Flanschfläche steht oder die Einstecktiefe variiert, es kommt zu einer ungleichmäßigen Neigung.
✅ Präzisionsausrichtungsmethoden:
- 🎯 Verwendung Drehmomentschlüssel + hydraulischer Spanner mit Kreuzmuster in Stufen. Siehe ASME PCC-1 Drehmomentwerte.
- 🎯 Vor dem Zusammenbau die Parallelität der Flanschflächen prüfen; Mit Dichtungsausgleich anpassen oder Rohrschräge nacharbeiten, um die Rechtwinkligkeit sicherzustellen.
- 🎯 Für dünne Flansche mit großem Durchmesser, Ziehen Sie konische Unterlegscheiben oder Lastverteilungsscheiben in Betracht, und fügen Sie eine Stütze hinzu, um das Biegemoment zu reduzieren.
- 🎯 Wenn die Verformung die konstruktiven Grenzen überschreitet, Druckklasse upgraden oder auf Weld Neck umstellen / Überlappungsflansche.
⚠️ Faustregel: Das Schraubendrehmoment für Slip-On-Flansche sollte nicht überschritten werden 75% der Materialstreckgrenze; Flexible Graphitdichtungen helfen, Einbautoleranzen auszugleichen.
5. Bei hohen Temperaturen falsch angewendet / Hochdruckdampfleitungen, was zu einem Bruchrisiko führt?
📌 Bewusstseinslücke: Viele Ingenieure gehen fälschlicherweise davon aus, dass Slip-On-Flansche unter allen Bedingungen verwendet werden können, solange die Klasseneinstufung übereinstimmt. Jedoch, ASME B16.5 besagt: Aufsteckflansche werden nicht für schwere zyklische oder extreme Hochtemperaturanwendungen empfohlen (Kohlenstoffstahl über 400 °C erfährt eine erhebliche Festigkeitsreduzierung). Spannungskonzentration an der Wurzel der Kehlnaht und eine geringe Ermüdungslebensdauer führen zu einem Versagen bei thermischen Schocks.
✅ Sichere Anwendungsgrenzen & Alternativen:
- 🏭 Anwendbarer Umschlag: -29°C bis 200 °C (c-Stahl), Auslegungsdruck ≤ 2,0 MPa (Klasse 150) oder Klasse 300 bei nichtzyklischer Belastung.
- 🏭 Für Hochdruckdampf (≥1,6 MPa, Temperatur ≥250°C) oder thermische Ermüdungsbedingungen, Verwenden Sie Schweißhalsflansche um abrupte Spannungsübergänge zu vermeiden.
- 🏭 Wenn Platzbeschränkungen den Einsatz von Slip-On-Flanschen erfordern, Führen Sie eine FEA für Kriechermüdung durch und erhöhen Sie die NDT-Häufigkeit (wöchentliches PAUT/TOFD).
- 🏭 Halten Sie sich strikt an die Typenschilder der Rohrleitungsklasse und der Ausrüstung; Ersetzen Sie niemals ohne technische Genehmigung.
6. Warum ist eine unzureichende oder zu große Rohreinstecktiefe ein kritischer Fehler??
📌 Schwere: Die Bohrung des Slip-On-Flansches ist Slip-Fit. Eine unzureichende Einfügung verhindert das ordnungsgemäße Schweißen der inneren Dichtung oder verringert die Abdeckung der Kehlnaht, Schwächung des Gelenks. Zu viel Einschub blockiert die Schraubenlöcher oder ragt über die Sitzfläche der Dichtung hinaus, Dadurch wird die Abdichtung beeinträchtigt und es kommt zu Strömungsturbulenzen.
✅ Standardarbeitspraktiken:
- 📐 Gemäß ASME B31.1/B31.3, Das Rohr sollte bis zur Hälfte bis zwei Drittel der Flanschdicke eingeführt werden, Lassen Sie vom Rohrende bis zur Dichtfläche einen Abstand von 3 bis 5 mm (Vermeiden Sie Dichtungsinterferenzen).
- 📐 Markieren Sie vor dem Zusammenbau die Einstecktiefe am Rohr und verwenden Sie zur Überprüfung einen Tiefenmesser. Für DN ≥200, Heftschweißen und Ausrichtung erneut prüfen.
- 📐 Wenn der innere Schweißzugang blockiert ist, Rohr zu tief eingeführt; schneiden und nacharbeiten. Erzwingen Sie niemals die Ausrichtung durch übermäßiges Schweißen.
- 📐 Für korrosive Medien, Bündiges Rohrende mit Flanschinnenfläche und innerer Dichtungsschweißnaht zur Eliminierung von Totzonen.
🔔 Bewiesene Tatsache: Proper insertion plus double-sided fillet welding achieves 80~90% of the mechanical strength of a weld neck flange — essential for long service life.
7. Schrauben festgefressen, kann während der Wartung nicht zerlegt werden, was zu zerstörerischem Schneiden führt?
📌 Kommt häufig im Freien/in feuchten Umgebungen vor: In Schraubenlöchern und Mutternspalten sammeln sich Korrosionsprodukte an. Kombiniert mit dünner Flanschgeometrie, Übermäßige Kraft bei der Demontage kann den Flansch verformen. Da der Flansch mit dem Rohr verschweißt ist, Es ist unmöglich, den Flansch zu drehen, um Spannungen abzubauen.
✅ Wartung & Präventionsstrategien:
- 🛢️ Hochtemperatur-Anti-Seize auftragen (auf Nickel- oder Kupferbasis) auf Bolzengewinde bei der Erstmontage; Verwenden Sie für rostfreie Schrauben ein spezielles Mittel gegen Festfressen.
- 🛢️ Erwägen Sie, den Außendurchmesser des Flansches zu vergrößern oder schwere Sechskantmuttern mit verlängertem Gewinde zu verwenden, um ein Festfressen des Gewindes zu reduzieren.
- 🛢️ Vor der Demontage, Mit Kriechgleitmittel tränken, Verwenden Sie einen Schlagschrauber mit niedriger Einstellung; für schwere Anfälle, Nuss auf 350°C erhitzen (c-Stahl) und schnell herauskommen.
- 🛢️ Für eine verbesserte Wartbarkeit, Verwenden Sie rostfreie oder beschichtete Schrauben und planen Sie regelmäßige Überprüfungen der Schraubenspannung ein.
💡 Tipp: Wenn der Flansch festsitzt, muss er konserviert werden, Es können Gewindereparatureinsätze eingesetzt werden, aber es erfordert spezielle Werkzeuge. Halten Sie Ersatzflansche für Überlappungsverbindungen für kritische Leitungen bereit.






Induktionsbiegungen sind in Standard -Biegewinkeln erhältlich (z.B.. 45°, 90°, usw.) oder kann an bestimmten Biegerwinkeln maßgeschneidert werden. Zusammengesetzte Biegungen (außerhalb der Ebene) Biegungen in einer einzigen Rohrgelenk können auch erzeugt werden. Der Biegeradius wird als Funktion des Durchmessers angegeben. Beispielsweise, Gemeinsame Biegerradien für Induktionsbögen sind 3D, 5D und 7d, wobei D der Nominalrohrdurchmesser ist.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Duplex 2205 und Super Duplex 2507 Edelstahlflansche zeichnen sich durch ihre hohe Streckgrenze aus, Das ist das Doppelte der geglühten Streckgrenze typischer austenitischer Edelstähle, wie 304 und 316 Edelstahlflansche. Aus diesem Grund, Duplex 2205 und Super Duplex 2507 Stahl gehören zu den am häufigsten für Flansche mit Super Duplex verwendeten Duplexsorten 2507 Flansche sind die korrosionsbeständigere Sorte von beiden.