

Bride de tuyau à col à souder (WNRF)
avril 9, 2026
Ul 852 Tuyau d'arracheur d'incendie
Peut 17, 2026
Brides à enfiler (DONC): Guide des spécifications techniques
La ressource définitive pour les brides de tuyaux à enfiler: Matrices dimensionnelles, Conformité matérielle (ASTM/DIN), et valeurs nominales de pression et de température pour les systèmes de tuyauterie industrielle.
1. Aperçu fonctionnel des brides à enfiler
le Bride à enfiler (SO Bride) est un composant de tuyauterie essentiel conçu principalement pour les applications à basse pression et à température modérée. Il présente un alésage central légèrement plus grand que le diamètre extérieur (DE) du tuyau, permettant au tuyau de glisser à travers la bride avant d'être fixé via soudures d'angle sur les côtés interne et externe.
En raison de l'absence de biseau de soudure, Les brides Slip-On offrent une flexibilité significative sur le terrain, permettant aux ingénieurs d'ajuster la longueur du tuyau avec précision par rapport à la face de la bride avant le soudage final.
Avantages principaux & Applications:
- Facilité d'alignement: Plus simple à installer que les brides Weld Neck.
- Rentable: Coûts de fabrication réduits grâce à la réduction du volume de matériaux.
- Utilitaire de gros calibre: Idéal pour les buses de réservoirs de stockage de grand diamètre.
- Optimisation de l'espace: Disponible en version sans hub “Style de bague” pour les installations étroites.
2. Normes de fabrication & Conformité matérielle
Nous fournissons des brides Slip-On conformes aux normes internationales rigoureuses pour garantir l'interchangeabilité dans les projets d'infrastructure mondiaux..
Table 1: Matrice des normes régissant
| ASME / ANSI | DIN / Européenne | Chinois (GB/HG) | JIS / Japonais |
|---|---|---|---|
| B16.5, B16.47 | DIN 2576, FR 1092-1 | GB/T9119, HG/T20592 | B2220 |
Table 2: Sélection de la qualité du matériau (Inoxydable & Duplex)
| Catégorie | Spécification de qualité |
|---|---|
| En acier inoxydable 304 | F304, S30408, S30408II, S30400, 06Crooky10 |
| Acier inoxydable 316L | F316L, 31603, S31603, 022Cr17Ni12Mo2 |
| Acier duplex | 2205 (F51), 2507 (F53), S22053 |
| Alliages haute température | TP310S (06Cr25Ni20), TP321 (06Cr18Ni11) |
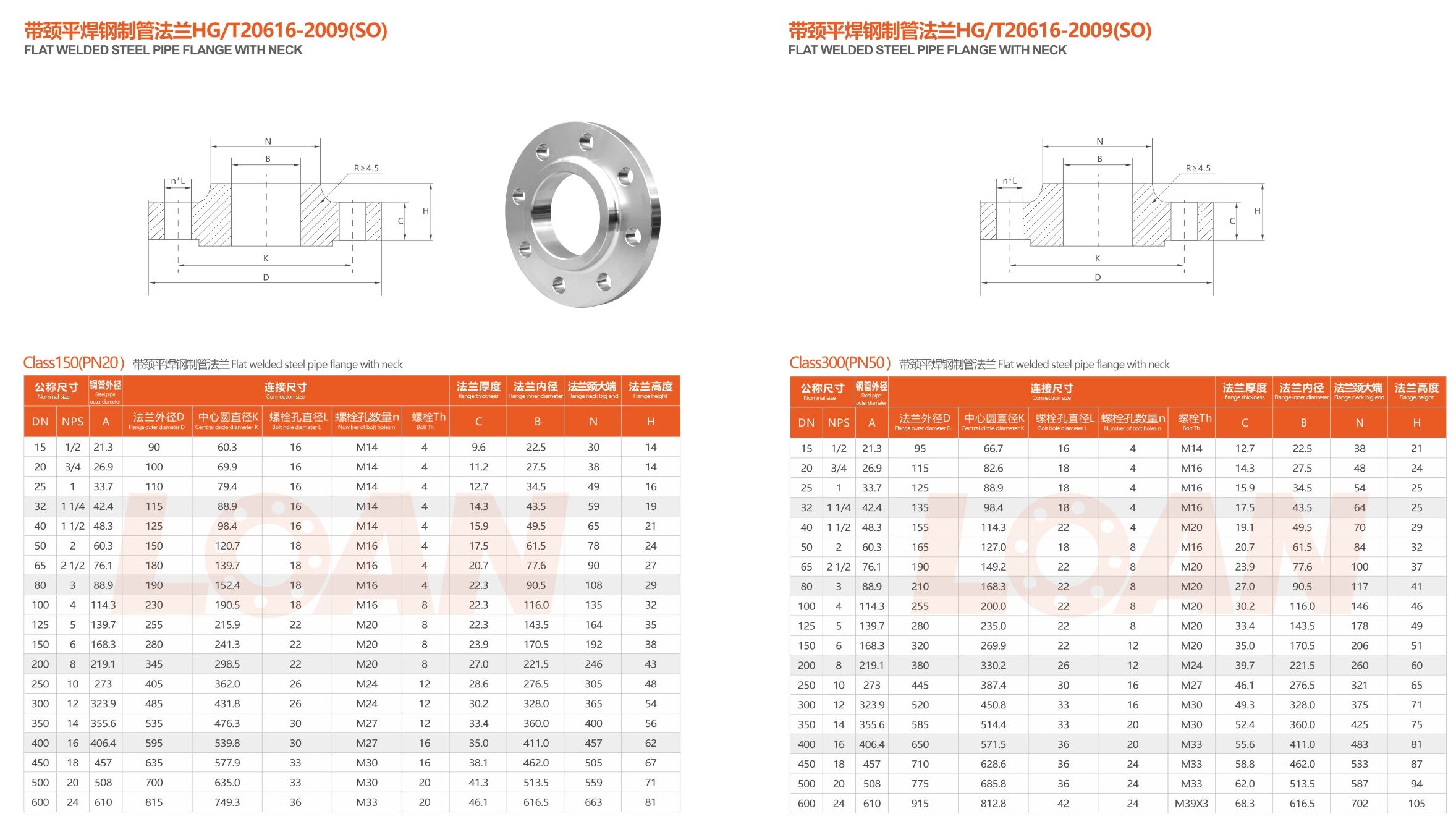
3. Données dimensionnelles des brides à enfiler (Classe 150 – 600)
Les tableaux suivants fournissent les dimensions critiques pour les brides Slip-On selon ASME B16.5 / Normes HG/T20616. Toutes les mesures sont en millimètres (mm) sauf indication contraire.
Matrice A: Classe ASME 150 (PN20) Bride à enfiler
| NPS (Pouces) | Diamètre extérieur du tuyau (A) | Diamètre extérieur de la bride (D) | PCD (Chiffre) | Trous de boulons (n) | Épais (C) | Intérieur en Lui (B) | Contactez-le (N) | Hauteur (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 90 | 60.3 | 4 | 9.6 | 22.5 | 30 | 14 |
| 3/4″ | 26.9 | 100 | 69.9 | 4 | 11.2 | 27.5 | 38 | 14 |
| 1″ | 33.7 | 110 | 79.4 | 4 | 12.7 | 34.5 | 49 | 16 |
| 2″ | 60.3 | 150 | 120.7 | 4 | 17.5 | 61.5 | 78 | 24 |
| 4″ | 114.3 | 230 | 190.5 | 8 | 22.3 | 116.0 | 135 | 32 |
| 8″ | 219.1 | 345 | 298.5 | 8 | 27.0 | 221.5 | 246 | 43 |
| 12″ | 323.9 | 485 | 431.8 | 12 | 30.2 | 328.0 | 365 | 54 |
Matrice B: Classe ASME 300 (PN50) Bride à enfiler
| NPS (Pouces) | Diamètre extérieur du tuyau (A) | Diamètre extérieur de la bride (D) | PCD (Chiffre) | Trous de boulons (n) | Épais (C) | Intérieur en Lui (B) | Contactez-le (N) | Hauteur (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 12.7 | 22.5 | 38 | 21 |
| 1″ | 33.7 | 125 | 88.9 | 4 | 15.9 | 34.5 | 54 | 25 |
| 3″ | 88.9 | 210 | 168.3 | 8 | 27.0 | 90.5 | 117 | 41 |
| 6″ | 168.3 | 320 | 269.9 | 12 | 35.0 | 170.5 | 206 | 51 |
| 10″ | 273.0 | 445 | 387.4 | 16 | 46.1 | 276.5 | 321 | 65 |
Matrice C: Classe ASME 600 (PN110) Bride à enfiler
| NPS (Pouces) | Diamètre extérieur du tuyau (A) | Diamètre extérieur de la bride (D) | PCD (Chiffre) | Trous de boulons (n) | Épais (C) | Intérieur en Lui (B) | Contactez-le (N) | Hauteur (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 14.3 | 22.5 | 38 | 22 |
| 2″ | 60.3 | 165 | 127.0 | 8 | 25.4 | 61.5 | 84 | 37 |
| 4″ | 114.3 | 275 | 215.9 | 8 | 38.1 | 116.0 | 152 | 54 |
| 8″ | 219.1 | 420 | 349.2 | 12 | 55.6 | 221.5 | 273 | 76 |
| 12″ | 323.9 | 560 | 489.0 | 20 | 66.7 | 328.0 | 400 | 92 |
plus de tableaux de données
4. Procédures d'installation et de soudage appropriées
La fiabilité d'un joint à bride Slip-On dépend entièrement de la qualité des soudures d'angle. La pratique standard nécessite deux soudures:
Soudure d'angle externe
Appliqué à la jonction où le tuyau sort du moyeu à bride. Cette soudure fournit la résistance structurelle principale et résiste aux vibrations mécaniques.
Soudure d'angle interne
Appliqué à l'intérieur de l'alésage de la bride, là où l'extrémité du tuyau rencontre la face. Cette soudure empêche les fluides de pénétrer dans l'espace entre le tuyau et l'alésage de la bride., atténuer corrosion caverneuse.
5. Applications industrielles & Adéquation du secteur
Les brides Slip-On sont préférées dans les industries où une construction rapide et un faible coût initial sont prioritaires par rapport à la résistance absolue à la fatigue..
| Secteur | Détails de l'application |
|---|---|
| Traitement de l'eau | Conduites d'approvisionnement en eau municipales et systèmes de refroidissement à basse pression. |
| Pétrochimique | Raccords de buses de réservoir de stockage et conduites de processus non critiques. |
| CVC & Utilitaires | Systèmes d'air comprimé, condensat de vapeur, et protection incendie des bâtiments. |
| Fabrication de réservoirs | Raccords de gros calibre pour réservoirs de stockage atmosphérique. |
Fabrication fiable de brides à enfiler
Disponible en tailles NPS 1/2″ à 24″ (et plus) dans toutes les classes de pression. ISO 9001:2015 Production certifiée.
Mots clés: Bride à enfiler, Dimensions de la bride SO, Classe 150 Bride à enfiler, Bride à enfiler en acier inoxydable, Bride HG/T20592 SO, Dimensions ASME B16.5.
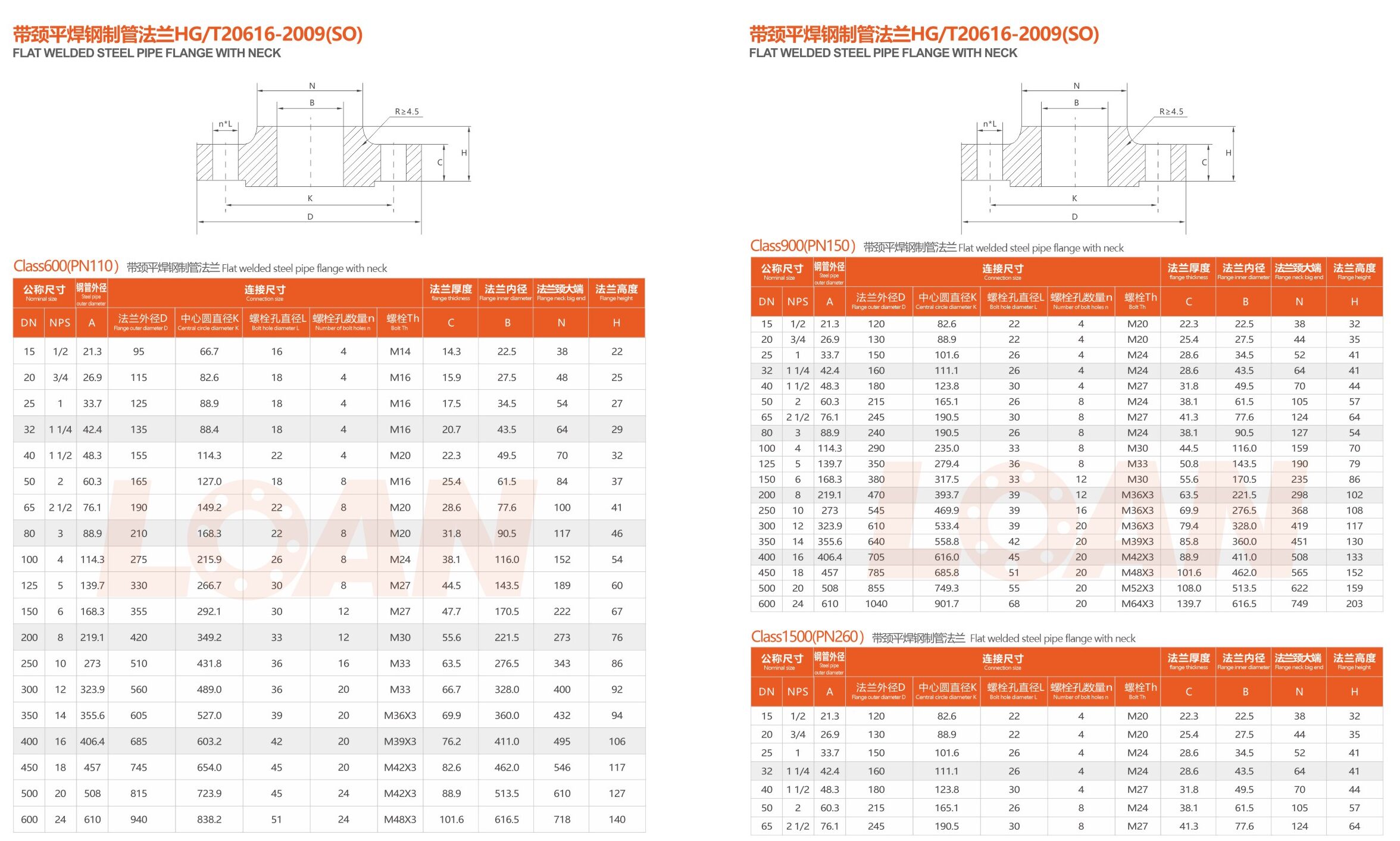
6. Matrices dimensionnelles haute pression (Classe 900 – 1500)
Brides Slip-On dans les classes de pression supérieures (Classe 900 et 1500) sont conçus avec des épaisseurs considérablement accrues et des schémas de boulonnage plus grands pour maintenir l'intégrité du joint sous des contraintes mécaniques extrêmes.
Matrice D: Classe ASME 900 (PN150) Bride à enfiler
| NPS (Pouces) | Diamètre extérieur du tuyau (A) | Diamètre extérieur de la bride (D) | PCD (Chiffre) | Trous de boulons (n) | Épais (C) | Intérieur en Lui (B) | Contactez-le (N) | Hauteur (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 2″ | 60.3 | 215 | 165.1 | 8 | 38.1 | 61.5 | 105 | 57 |
| 4″ | 114.3 | 290 | 235.0 | 8 | 44.5 | 116.0 | 159 | 70 |
| 8″ | 219.1 | 470 | 393.7 | 12 | 63.5 | 221.5 | 298 | 102 |
| 12″ | 323.9 | 610 | 533.4 | 20 | 79.4 | 328.0 | 419 | 117 |
| 24″ | 610.0 | 1040 | 901.7 | 20 | 139.7 | 616.5 | 749 | 203 |
Matrice E: Classe ASME 1500 (PN250) Bride à enfiler
| NPS (Pouces) | Diamètre extérieur du tuyau (A) | Diamètre extérieur de la bride (D) | PCD (Chiffre) | Trous de boulons (n) | Épais (C) | Intérieur en Lui (B) | Contactez-le (N) | Hauteur (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 3/4″ | 26.9 | 130 | 88.9 | 4 | 25.4 | 27.5 | 44 | 35 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 1 1/2″ | 48.3 | 180 | 123.8 | 4 | 31.8 | 49.5 | 70 | 44 |
| 2 1/2″ | 76.1 | 245 | 190.5 | 8 | 41.3 | 77.6 | 124 | 64 |
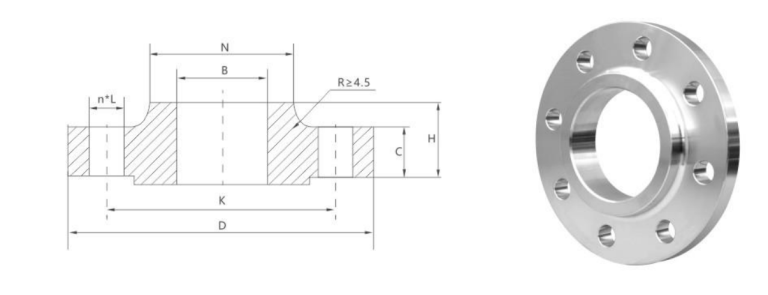
7. À enfiler contre. Couche: Compromis d’ingénierie
Lors de la sélection entre un Slip-on (DONC) et un Couche (WN) bride, les équipes d'ingénierie doivent évaluer la durée de vie spécifique en fatigue et les coûts d'installation du projet.
| Critères | Slip-on (DONC) | Couche (WN) |
|---|---|---|
| Coût initial | Inférieur (environ. 1/3 moins de matière/forgeage) | Plus élevé (en raison de la complexité du hub) |
| Installation | Alignement plus facile; nécessite 2 soudures d'angle | Un alignement précis est nécessaire; nécessite 1 soudure bout à bout |
| Vie en fatigue | Calculated at ~1/3 of a Weld Neck flange | Résistance supérieure aux vibrations et aux contraintes |
| Modèle de flux | Peut créer des turbulences en raison du pas interne | Transition douce adaptée à l'alésage du tuyau |
8. Contrôle de qualité & Normes de métrologie
Pour assurer 100% conformité aux spécifications ASME/DIN, chaque bride Slip-On est soumise à un protocole d'inspection en plusieurs phases:
- Contrôle dimensionnel: Vérification de l'alésage (B), Diamètre du moyeu (N), et épaisseur de bride (C) en utilisant des pieds à coulisse numériques calibrés.
- Métrologie de l'état de surface: Vérification visuelle et mécanique de la Face Surélevée (RF) finition, généralement ciblé entre 125 et 250 micro-pouces AARH.
- Indice PMI chimique: Identification positive des matériaux par fluorescence X (XRF) pour confirmer les nuances d'alliage comme F316L ou F51.
- Contrôle non destructif (ESSAI NON DESTRUCTIF): Tests par ressuage ou par ultrasons sur demande pour identifier les inclusions souterraines dans les régions centrales à fortes contraintes.
Consultation d'ingénierie disponible
Pour les exigences spécialisées, y compris les tailles d'alésage personnalisées, revêtement non standard, ou exigences en alliages élevés (Inconel, Monel, Hastelloy), notre service technique fournit une assistance complète à la conception.
9. Composition chimique & Exigences métallurgiques
La fiabilité d'une bride Slip-On dans des environnements corrosifs est dictée par ses éléments d'alliage. Les données suivantes représentent les pourcentages de poids maximum pour les nuances standard d'acier inoxydable et d'acier au carbone utilisées dans le forgeage des brides SO..
Table 3: Analyse chimique des matériaux de brides courants
| Noter (ASTM) | C (Max) | Mn (Max) | Cr | Ni | mois |
|---|---|---|---|---|---|
| A105 (Carbone) | 0.35 | 1.05 | – | – | – |
| F304 (SS) | 0.08 | 2.00 | 18.0-20.0 | 8.0-10.5 | – |
| F316L (SS) | 0.03 | 2.00 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 |
| F51 (Duplex) | 0.03 | 2.00 | 21.0-23.0 | 4.5-6.5 | 2.5-3.5 |
10. Spécifications de performances mécaniques
Les brides à enfiler doivent présenter des limites de traction et d'élasticité spécifiques pour résister aux pressions hydrostatiques internes et aux charges de boulonnage externes d'un réseau de canalisations..
Table 4: Propriétés mécaniques minimales
| Propriété | ASTM A105 | ASTM A182 F304 | ASTM A182 F316L |
|---|---|---|---|
| Résistance à la traction (MPa) | 485 moi | 515 moi | 485 moi |
| Limite d’élasticité (MPa) | 250 moi | 205 moi | 170 moi |
| Élongation (%) | 22 moi | 30 moi | 30 moi |
| Dureté (HBW) | ≤ 187 | ≤ 201 | ≤ 201 |
11. Tableau de référence de poids pour la logistique
Les poids suivants sont des estimations théoriques pour Brides à enfiler ASME B16.5 avec un visage surélevé (RF). Ces valeurs sont essentielles pour calculer les coûts de transport et les exigences de support structurel..
Table 5: Poids estimés (kg) par classe de pression
| NPS (Taille) | Classe 150 | Classe 300 | Classe 600 | Classe 1500 |
|---|---|---|---|---|
| 1/2″ | 0.5 | 0.9 | 1.1 | 3.5 |
| 1″ | 1.1 | 1.6 | 2.6 | 4.5 |
| 2″ | 2.5 | 3.4 | 5.1 | 12.5 |
| 4″ | 6.4 | 10.5 | 19.5 | 35.5 |
| 6″ | 9.5 | 18.0 | 35.0 | 75.0 |
| 12″ | 40.0 | 55.0 | 110.0 | 305.0 |
12. Spécifications d'approvisionnement requises
Pour garantir une exécution rapide et précise, veuillez inclure les paramètres suivants dans votre demande de prix:
- Nominal Pipe Size (NPS)
- Note de pression (Classe)
- Type de visage (RF, FF, RTJ)
- Spécification matérielle (ASTM/ASME)
- Calendrier d'alésage (par exemple., Sch 40S)
- Quantité & Revêtement de surface
###CLASSE 150###
| Taille nominale | Diamètre extérieur du tuyau en acier | Taille de connexion | épaisseur de la bride | diamètre intérieur de la bride | grosse extrémité du col à bride | hauteur de bride | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diamètre extérieur de la bride D | Diamètre du cercle central K | Diamètre du trou de boulon L | Nombre de trous de boulons n | Boulon Ép. | C | B | N | H |
| 15 | 1/2 | 21.3 | 90 | 60.3 | 16 | 4 | M14 | 9.6 | 22.5 | 30 | 14 |
| 20 | 3/4 | 26.9 | 100 | 69.9 | 16 | 4 | M14 | 11.2 | 27.5 | 38 | 14 |
| 25 | 1 | 33.7 | 110 | 79.4 | 16 | 4 | M14 | 12.7 | 34.5 | 49 | 16 |
| 32 | 1 1/4 | 42.4 | 115 | 88.9 | 16 | 4 | M14 | 14.3 | 43.5 | 59 | 19 |
| 40 | 1 1/2 | 48.3 | 125 | 98.4 | 16 | 4 | M14 | 15.9 | 49.5 | 65 | 21 |
| 50 | 2 | 60.3 | 150 | 120.7 | 18 | 4 | M16 | 17.5 | 61.5 | 78 | 24 |
| 65 | 2 1/2 | 76.1 | 180 | 139.7 | 18 | 4 | M16 | 20.7 | 77.6 | 90 | 27 |
| 80 | 3 | 88.9 | 190 | 152.4 | 18 | 4 | M16 | 22.3 | 90.5 | 108 | 29 |
| 100 | 4 | 114.3 | 230 | 190.5 | 18 | 8 | M16 | 22.3 | 116.0 | 135 | 32 |
| 125 | 5 | 139.7 | 255 | 215.9 | 22 | 8 | M20 | 22.3 | 143.5 | 164 | 35 |
| 150 | 6 | 168.3 | 280 | 241.3 | 22 | 8 | M20 | 23.9 | 170.5 | 192 | 38 |
| 200 | 8 | 219.1 | 345 | 298.5 | 22 | 8 | M20 | 27.0 | 221.5 | 246 | 43 |
| 250 | 10 | 273.0 | 405 | 362 | 26 | 12 | M24 | 28.6 | 276.5 | 305 | 48 |
| 300 | 12 | 323.9 | 485 | 431.8 | 26 | 12 | M24 | 30.2 | 328.0 | 365 | 54 |
| 350 | 14 | 355.6 | 535 | 476.3 | 30 | 12 | M27 | 33.4 | 360.0 | 400 | 56 |
| 400 | 16 | 406.4 | 595 | 539.8 | 30 | 16 | M27 | 35.0 | 411.0 | 457 | 62 |
| 450 | 18 | 457 | 635 | 577.9 | 33 | 16 | M30 | 38.1 | 462.0 | 505 | 67 |
| 500 | 20 | 508 | 700 | 635 | 33 | 20 | M30 | 41.3 | 513.5 | 559 | 71 |
| 600 | 24 | 610 | 815 | 749.3 | 36 | 20 | M33 | 46.1 | 616.5 | 663 | 81 |
###CLASSE 300###
| Taille nominale | Diamètre extérieur du tuyau en acier | Taille de connexion | épaisseur de la bride | diamètre intérieur de la bride | grosse extrémité du col à bride | hauteur de bride | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diamètre extérieur de la bride D | Diamètre du cercle central K | Diamètre du trou de boulon L | Nombre de trous de boulons n | Boulon Ép. | C | B | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 12.7 | 22.5 | 38 | 21 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 14.3 | 27.5 | 48 | 24 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 15.9 | 34.5 | 54 | 25 |
| 32 | 1 1/4 | 42.4 | 135 | 98.4 | 18 | 4 | M16 | 17.5 | 43.5 | 64 | 25 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 19.1 | 49.5 | 70 | 29 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 20.7 | 61.5 | 84 | 32 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 23.9 | 77.6 | 100 | 37 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 27 | 90.5 | 117 | 41 |
| 100 | 4 | 114.3 | 255 | 200 | 22 | 8 | M20 | 30.2 | 116 | 146 | 46 |
| 125 | 5 | 139.7 | 280 | 235 | 22 | 8 | M20 | 33.4 | 143.5 | 178 | 49 |
| 150 | 6 | 168.3 | 320 | 269.9 | 22 | 12 | M20 | 35 | 170.5 | 206 | 51 |
| 200 | 8 | 219.1 | 380 | 330.2 | 26 | 12 | M24 | 39.7 | 221.5 | 260 | 60 |
| 250 | 10 | 273 | 445 | 387.4 | 30 | 16 | M27 | 46.1 | 276.5 | 321 | 65 |
| 300 | 12 | 323.9 | 520 | 450.8 | 33 | 16 | M30 | 49.3 | 328 | 375 | 71 |
| 350 | 14 | 355.6 | 585 | 514.4 | 33 | 20 | M30 | 52.4 | 360 | 425 | 75 |
| 400 | 16 | 406.4 | 650 | 571.5 | 36 | 20 | M33 | 55.6 | 411 | 483 | 81 |
| 450 | 18 | 457 | 710 | 628.6 | 36 | 24 | M33 | 58.8 | 462 | 533 | 87 |
| 500 | 20 | 508 | 775 | 685.8 | 36 | 24 | M33 | 62 | 513.5 | 587 | 94 |
| 600 | 24 | 610 | 915 | 812.8 | 42 | 24 | M39X3 | 68.3 | 616.5 | 702 | 105 |
###CLASSE 600###
| Taille nominale | Diamètre extérieur du tuyau en acier | Taille de connexion | épaisseur de la bride | diamètre intérieur de la bride | grosse extrémité du col à bride | hauteur de bride | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diamètre extérieur de la bride D | Diamètre du cercle central K | Diamètre du trou de boulon L | Nombre de trous de boulons n | Boulon Ép. | C | B | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 14.3 | 22.5 | 38 | 22 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 15.9 | 27.5 | 48 | 25 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 17.5 | 34.5 | 54 | 27 |
| 32 | 1 1/4 | 42.4 | 135 | 88.4 | 18 | 4 | M16 | 20.7 | 43.5 | 64 | 29 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 22.3 | 49.5 | 70 | 32 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 25.4 | 61.5 | 84 | 37 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 28.6 | 77.6 | 100 | 41 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 31.8 | 90.5 | 117 | 46 |
| 100 | 4 | 114.3 | 275 | 215.9 | 26 | 8 | M24 | 38.1 | 116 | 152 | 54 |
| 125 | 5 | 139.7 | 330 | 266.7 | 30 | 8 | M27 | 44.5 | 143.5 | 189 | 60 |
| 150 | 6 | 168.3 | 355 | 292.1 | 30 | 12 | M27 | 47.7 | 170.5 | 222 | 67 |
| 200 | 8 | 219.1 | 420 | 349.2 | 33 | 12 | M30 | 55.6 | 221.5 | 273 | 76 |
| 250 | 10 | 273 | 510 | 431.8 | 36 | 16 | M33 | 63.5 | 276.5 | 343 | 86 |
| 300 | 12 | 323.9 | 560 | 489 | 36 | 20 | M33 | 66.7 | 328 | 400 | 92 |
| 350 | 14 | 355.6 | 605 | 527 | 39 | 20 | M36X3 | 69.9 | 360 | 432 | 94 |
| 400 | 16 | 406.4 | 685 | 603.2 | 42 | 20 | M39X3 | 76.2 | 411 | 495 | 106 |
| 450 | 18 | 457 | 745 | 654 | 45 | 20 | M42X3 | 82.6 | 462 | 546 | 117 |
| 500 | 20 | 508 | 815 | 723.9 | 45 | 24 | M42X3 | 88.9 | 513.5 | 610 | 127 |
| 600 | 24 | 610 | 940 | 838.2 | 51 | 24 | M48X3 | 101.6 | 616.5 | 718 | 140 |
###CLASSE 900###
| Taille nominale | Diamètre extérieur du tuyau en acier | Taille de connexion | épaisseur de la bride | diamètre intérieur de la bride | grosse extrémité du col à bride | hauteur de bride | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diamètre extérieur de la bride D | Diamètre du cercle central K | Diamètre du trou de boulon L | Nombre de trous de boulons n | Boulon Ép. | C | B | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
| 80 | 3 | 88.9 | 240 | 190.5 | 26 | 8 | M24 | 38.1 | 90.5 | 127 | 54 |
| 100 | 4 | 114.3 | 290 | 235 | 33 | 8 | M30 | 44.5 | 116 | 159 | 70 |
| 125 | 5 | 139.7 | 350 | 279.4 | 36 | 8 | M33 | 50.8 | 143.5 | 190 | 79 |
| 150 | 6 | 168.3 | 380 | 317.5 | 33 | 12 | M30 | 55.6 | 170.5 | 235 | 86 |
| 200 | 8 | 219.1 | 470 | 393.7 | 39 | 12 | M36X3 | 63.5 | 221.5 | 298 | 102 |
| 250 | 10 | 273 | 545 | 469.9 | 39 | 16 | M36X3 | 69.9 | 276.5 | 368 | 108 |
| 300 | 12 | 323.9 | 610 | 533.4 | 39 | 20 | M36X3 | 79.4 | 328 | 419 | 117 |
| 350 | 14 | 355.6 | 640 | 558.8 | 42 | 20 | M39X3 | 85.8 | 360 | 451 | 130 |
| 400 | 16 | 406.4 | 705 | 616 | 45 | 20 | M42X3 | 88.9 | 411 | 508 | 133 |
| 450 | 18 | 457 | 785 | 685.8 | 51 | 20 | M48X3 | 101.6 | 462 | 565 | 152 |
| 500 | 20 | 508 | 855 | 749.3 | 55 | 20 | M52X3 | 108 | 513.5 | 622 | 159 |
| 600 | 24 | 610 | 1040 | 901.7 | 68 | 20 | M64X3 | 139.7 | 616.5 | 749 | 203 |
###CLASSE 1500###
| Taille nominale | Diamètre extérieur du tuyau en acier | Taille de connexion | épaisseur de la bride | diamètre intérieur de la bride | grosse extrémité du col à bride | hauteur de bride | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diamètre extérieur de la bride D | Diamètre du cercle central K | Diamètre du trou de boulon L | Nombre de trous de boulons n | Boulon Ép. | C | B | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
🔧 Brides à enfiler
Problèmes courants & Solutions
1. Fuite persistante au niveau du joint après le serrage des boulons - pourquoi y a-t-il encore une fuite?
haute fréquence
📌 Cause première: Les brides Slip-On nécessitent des soudures d'angle double face (intérieur + Pour réduire les erreurs possibles). Distorsion de soudure, hauteur de soudure excessive provoquant une déformation de la face d'étanchéité, ou une profondeur d'insertion insuffisante du tuyau empêche une compression uniforme du joint.. Une précharge inégale des boulons et une sélection incorrecte du joint contribuent également.
✅ Contre-mesures professionnelles:
- ✔ Assurez-vous que la profondeur d’insertion des tuyaux respecte les normes (généralement ⅔ de l'épaisseur de la bride, n'obstrue pas les trous de boulons) laissant de l'espace pour les soudures d'angle sans déformation de la face d'étanchéité.
- ✔ Utilisation échelonnée / séquence de soudage en arrière-plan; contrôler l'apport de chaleur et vérifier la planéité après le soudage (≤0,25 mm/m).
- ✔ Choisissez le joint approprié (par exemple., blessure en spirale, composite de graphite flexible). Suivre la séquence de couple (3~ Motif croisé en 4 étapes).
- ✔ Pour les pleurs mineurs, effectuer un serrage à chaud (le cas échéant) ou recalibrer la charge des boulons; inspecter les faces d'étanchéité pour déceler les rayures.
2. Des fissures apparaissent au niveau des soudures d'angle entre la bride et le tuyau après une période de service (vibrations/cyclisme)?
📌 Contexte d'échec: Les brides Slip-On reposent sur des soudures d'angle (Pour réduire les erreurs possibles + intérieur en option) qui sont plus faibles que les brides WN. Sous moment de flexion élevé, vibrations ou cyclages thermiques, la concentration de contraintes au niveau de la racine de la soudure peut provoquer des fissures de fatigue. En outre, Une taille de branche de soudure inadéquate ou un manque de fusion accélère la défaillance.
✅ Solutions systématiques:
- 🔹 Selon ASME B31.3, la gorge extérieure de la soudure d'angle doit être au moins égale à l'épaisseur de la paroi du tuyau ou à l'épaisseur du moyeu de la bride. Pour les services critiques, appliquer une soudure à pénétration totale ou une soudure à joint intérieur.
- 🔹 Ajouter des supports/amortisseurs pour les lignes à fortes vibrations (compresseurs alternatifs, décharges de pompe) pour réduire le stress cyclique.
- 🔹 Utiliser du métal d'apport correspondant; pour fluides corrosifs, effectuer du PT/MT sur les soudures et envisager un alliage résistant à la corrosion.
- 🔹 Si des fissures apparaissent, evaluate repair welding or replace with Weld Neck flange for reliability.
📐 Recommandation de conception: Pour les pressions de conception au-delà de la classe 300 ou des transitoires thermiques sévères, préférez toujours les brides Weld Neck. Les brides Slip-On sont les meilleures pour l'environnement / basse pression (≤PN40 / Classe 150 ~ 300) systèmes non critiques.
3. Corrosion caverneuse / piqûres dues à un fluide stagnant entre l'alésage de la bride et le diamètre extérieur du tuyau?
📌 Mécanisme: Le petit dégagement (1~3mm) entre l'alésage de la bride Slip-On et le diamètre extérieur du tuyau peut retenir l'humidité ou les fluides de traitement, créant un environnement agressif de corrosion caverneuse. L'acier inoxydable et l'acier au carbone sont vulnérables, notamment dans les chlorures ou les milieux acides. Si le côté intérieur n’est pas soudé en permanence, l'accumulation de liquide accélère les piqûres.
✅ Prévention & pratiques d'entretien:
- 🛡️ Pour les critiques / services corrosifs, appliquer soudage d'angle intérieur continu ou soudure de scellement pour éliminer les chemins de fissures.
- 🛡️ Matériel de mise à niveau (316L, Duplex, ou brides doublées). Pour l'acier au carbone, utiliser un revêtement de haute qualité ou une galvanisation à chaud.
- 🛡️ Avant le service, remplir le jeu de la bride avec du produit d'étanchéité pour bride haute température (par exemple., Loctite 567) respecter la température & limites du processus.
- 🛡️ Surveillance périodique de l'épaisseur de l'UT et contrôle de la teneur en chlorure/eau dans les milieux de traitement.
4. La face de la bride s'incline ou s'ouvre après le serrage des boulons, provoquant un désalignement?
📌 Causes courantes: Les brides Slip-On sont relativement fines et n'ont pas le long moyeu de renforcement des brides WN.. Une précharge excessive des boulons ou un écrasement du joint entraîne une déformation de la bride. (Déformation de Belleville). en outre, si l'extrémité du tuyau n'est pas perpendiculaire à la face de la bride ou si la profondeur d'insertion varie, une inclinaison inégale se produit.
✅ Méthodes d'alignement de précision:
- 🎯 Utilisation clé dynamométrique + tendeur hydraulique avec motif entrecroisé en étapes. Reportez-vous aux valeurs de couple ASME PCC-1.
- 🎯 Vérifier le parallélisme des faces de bride avant l'assemblage; ajuster avec une compensation de joint ou retravailler le biseau du tuyau pour assurer la circularité.
- 🎯 Pour brides fines de grand diamètre, envisager des rondelles coniques ou des rondelles de répartition de charge, et ajoutez un support de support pour réduire le moment de flexion.
- 🎯 Si la déformation dépasse les limites de conception, mise à niveau de la classe de pression ou passage à Weld Neck / Brides à recouvrement.
⚠️ Règle générale: Le couple des boulons pour les brides Slip-On ne doit pas dépasser 75% de la limite d'élasticité du matériau; les joints flexibles en graphite aident à absorber les tolérances d'installation.
5. Mal appliqué à haute température / conduites de vapeur à haute pression, entraînant un risque de rupture?
📌 Lacune de sensibilisation: De nombreux ingénieurs supposent à tort que les brides Slip-On peuvent être utilisées dans n'importe quelle condition, à condition que la classe nominale corresponde.. toutefois, États ASME B16.5: Les brides Slip-On ne sont pas recommandées pour les services cycliques sévères ou à températures extrêmement élevées. (l'acier au carbone au-dessus de 400°C subit une réduction significative de sa résistance). La concentration de contraintes au niveau de la racine de la soudure d'angle et une faible durée de vie en fatigue provoquent une rupture sous l'effet des chocs thermiques..
✅ Limites d'application sécurisées & alternatives:
- 🏭 Enveloppe applicable: -29°C à 200°C (acier au carbone), pression de conception ≤ 2,0 MPa (Classe 150) ou classe 300 avec chargement non cyclique.
- 🏭 Pour vapeur haute pression (≥1,6MPa, température ≥250°C) ou conditions de fatigue thermique, utiliser des brides à souder pour éliminer les transitions brusques de stress.
- 🏭 Si les contraintes d'espace obligent à utiliser des brides Slip-On, effectuer une FEA pour la fatigue au fluage et augmenter la fréquence des CND (hebdomadaire PAUT/TOFD).
- 🏭 Respecter strictement les classes de tuyauterie et les plaques signalétiques des équipements; ne jamais remplacer sans l'approbation de l'ingénierie.
6. Pourquoi une profondeur d'insertion de tuyau insuffisante ou excessive constitue-t-elle un défaut critique?
📌 Gravité: L'alésage de la bride Slip-On est à ajustement coulissant. Une insertion insuffisante empêche le soudage correct du joint intérieur ou réduit la couverture des soudures d'angle., affaiblir l'articulation. Une insertion excessive bloque les trous de boulons ou dépasse sur la surface d'appui du joint., compromettant l'étanchéité et provoquant des turbulences d'écoulement.
✅ Pratiques de travail standard:
- 📐 Selon ASME B31.1/B31.3, le tuyau doit être inséré jusqu’à la moitié ou aux deux tiers de l’épaisseur de la bride, laissant 3 ~ 5 mm de l'extrémité du tuyau à la face d'étanchéité (éviter les interférences avec les joints).
- 📐 Marquez la profondeur d'insertion sur le tuyau avant l'assemblage et utilisez une jauge de profondeur pour la vérification.. Pour DN ≥200, pointer et revérifier l'alignement.
- 📐 Si l’accès à la soudure intérieure est bloqué, tuyau inséré trop profondément; couper et retravailler. Ne forcez jamais l’alignement en soudant trop.
- 📐 Pour fluides corrosifs, extrémité du tuyau de rinçage avec face intérieure de la bride et soudure du joint intérieur pour éliminer les zones mortes.
🔔 Fait prouvé: Une insertion correcte et un soudage d'angle double face permettent d'obtenir 80 à 90 % de la résistance mécanique d'une bride à col soudé - essentielle pour une longue durée de vie.
7. Boulons grippés, ne peut pas être démonté pendant la maintenance — forçant une coupe destructrice?
📌 Fréquent dans les environnements extérieurs/humides: Les produits de corrosion s'accumulent dans les trous de boulons et les jeux d'écrous. Combiné avec une géométrie de bride fine, une force excessive pendant le démontage peut déformer la bride. Puisque la bride est soudée au tuyau, il est impossible de faire tourner la bride pour soulager la contrainte.
✅ Entretien & stratégies de prévention:
- 🛢️ Appliquer un antigrippant haute température (à base de nickel ou de cuivre) sur les filetages des boulons lors du montage initial; pour les boulons en acier inoxydable, utilisez un composé anti-grippage dédié.
- 🛢️ Envisagez d'augmenter le diamètre extérieur de la bride ou d'utiliser des écrous hexagonaux lourds avec des filetages allongés pour réduire le grippage du filetage..
- 🛢️ Avant démontage, imbiber de lubrifiant pénétrant, utiliser une clé à chocs à réglage bas; pour une crise grave, chauffer la noix à 350°C (acier au carbone) et je sortirai vite.
- 🛢️ Pour une maintenabilité améliorée, utilisez des boulons en acier inoxydable ou revêtus et planifiez des contrôles périodiques de la tension des boulons.
💡 Conseil: Si la bride est coincée et doit être préservée, des inserts de réparation de filetage peuvent être appliqués, mais cela nécessite un outillage spécialisé. Conservez des brides de joint à recouvrement de rechange pour les conduites critiques..






Les virages d'induction sont disponibles sous des angles de virage standard (par exemple. 45°, 90°, etc.) ou peut être fabriqué sur mesure sur des angles de pliage spécifiques. Couronnes composées (hors du plan) Les virages dans un seul joint de tuyau peuvent également être produits. Le rayon de pliage est spécifié en fonction du diamètre. Par exemple, Les rayons de virage communs pour les virages d'induction sont 3D, 5D et 7D, où d est le diamètre du tuyau nominal.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Duplex 2205 et Super Duplex 2507 les brides en acier inoxydable se caractérisent par leur limite d'élasticité élevée, qui est le double de la limite d'élasticité recuite des aciers inoxydables austénitiques typiques, comme 304 et 316 brides en acier inoxydable. À cause de ça, Duplex 2205 et Super Duplex 2507 L'acier fait partie des qualités de duplex les plus couramment utilisées pour les brides avec Super Duplex. 2507 les brides étant la qualité la plus résistante à la corrosion des deux.