

Flangia del tubo con collo saldato (WNRF)
aprile 9, 2026
Ul 852 Pipe di sprinkler di fuoco
Maggio 17, 2026
Flange slip-on (COSÌ): Guida alle specifiche tecniche
La risorsa definitiva per le flange per tubi Slip-On: Matrici dimensionali, Conformità dei materiali (ASTM/DIN), e valori di pressione-temperatura per sistemi di tubazioni industriali.
1. Panoramica funzionale delle flange Slip-On
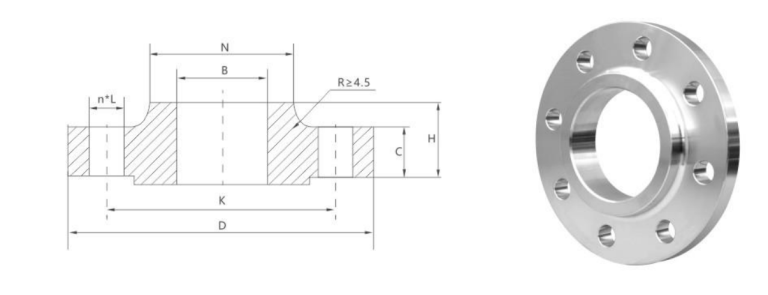
Il Flangia slip-on (COSÌ Flangia) è un componente essenziale per tubazioni progettato principalmente per applicazioni a bassa pressione e temperatura moderata. Presenta un foro centrale leggermente più grande del diametro esterno (OD) del tubo, permettendo al tubo di scivolare attraverso la flangia prima di essere fissato tramite saldature d'angolo sia sul lato interno che su quello esterno.
A causa dell'assenza di uno smusso di saldatura, Le flange Slip-On offrono una notevole flessibilità sul campo, consentendo agli ingegneri di regolare con precisione la lunghezza del tubo rispetto alla faccia della flangia prima della saldatura finale.
Vantaggi fondamentali & applicazioni:
- Facilità di allineamento: Più semplice da installare rispetto alle flange Weld Neck.
- Conveniente: Costi di produzione inferiori grazie al volume ridotto del materiale.
- Utilità di grande diametro: Ideale per ugelli per serbatoi di stoccaggio di grande diametro.
- Ottimizzazione dello spazio: Disponibile senza hub “Stile dell'anello” per installazioni strette.
2. Standard di produzione & Conformità dei materiali
Forniamo flange Slip-On conformi a rigorosi standard internazionali per garantire l'intercambiabilità tra i progetti infrastrutturali globali.
tavolo 1: Matrice degli standard governativi
| ASME / ANSI | DIN / europeo | Cinese (GB/HG) | IT / giapponese |
|---|---|---|---|
| B16.5, B16.47 | DIN 2576, IT 1092-1 | GB/T9119, HG/T20592 | B2220 |
tavolo 2: Selezione del grado del materiale (Inossidabile & Duplex)
| Categoria | Specifica del grado |
|---|---|
| In acciaio inox 304 | F304, S30408, S30408II, S30400, 06Crooky10 |
| Acciaio inossidabile 316L | F316L, 31603, S31603, 022Cr17Ni12Mo2 |
| Acciaio duplex | 2205 (F51), 2507 (F53), S22053 |
| Leghe ad alta temperatura | TP310S (06Cr25Ni20), TP321 (06Cr18Ni11) |
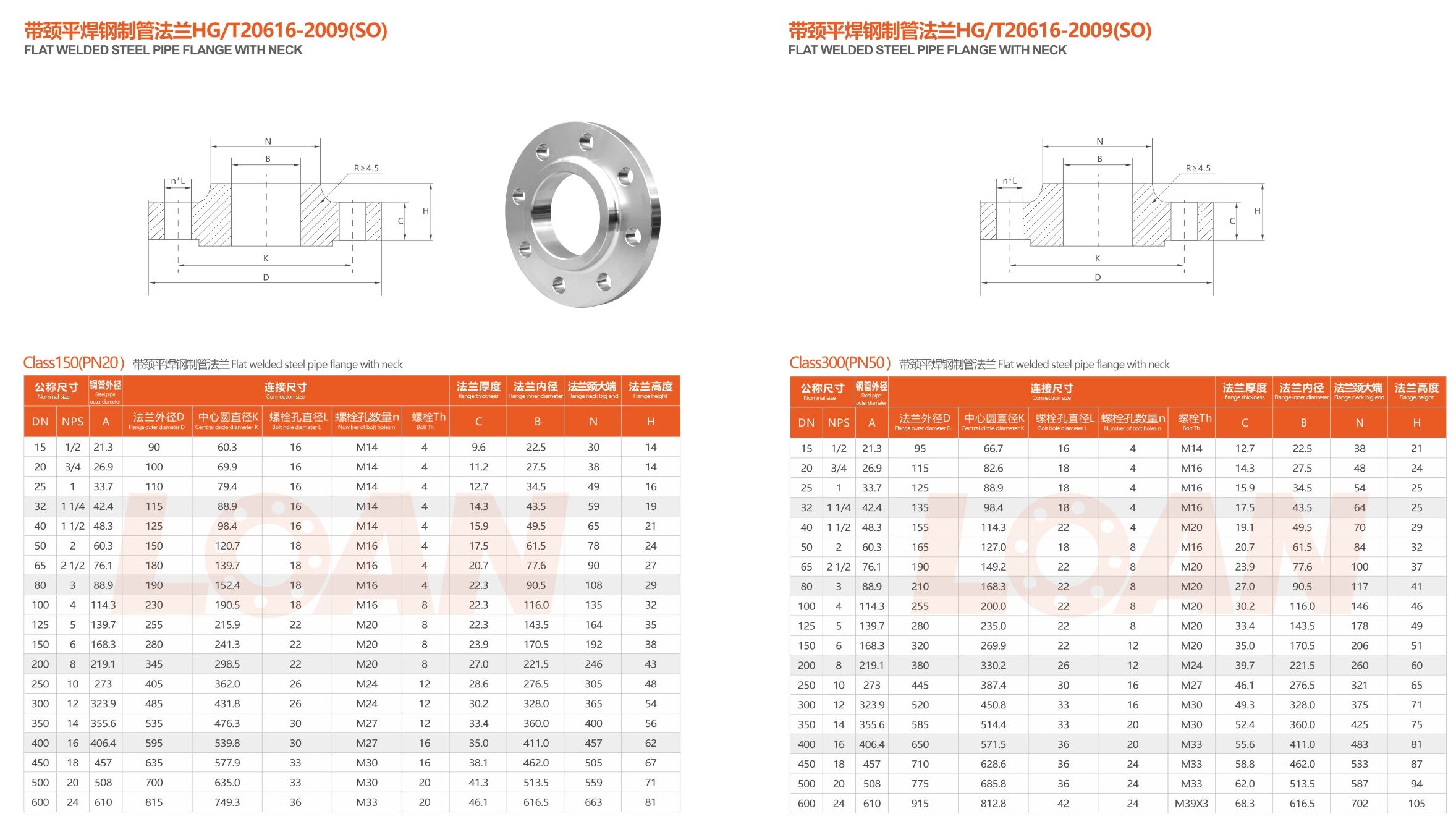
3. Dati dimensionali della flangia slip-on (Classe 150 – 600)
Le seguenti tabelle forniscono le dimensioni critiche per le flange Slip-On secondo ASME B16.5 / Norme HG/T20616. Tutte le misure sono in millimetri (mm) se non diversamente specificato.
Matrice A: Classe ASME 150 (PN20) Flangia slip-on
| NPS (Pollici) | Diametro esterno del tubo (A) | Diametro esterno flangia (D) | PCD (K) | Fori dei bulloni (n) | Spesso (C) | Lui interiore (B) | Contattalo (N) | Altezza (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 90 | 60.3 | 4 | 9.6 | 22.5 | 30 | 14 |
| 3/4″ | 26.9 | 100 | 69.9 | 4 | 11.2 | 27.5 | 38 | 14 |
| 1″ | 33.7 | 110 | 79.4 | 4 | 12.7 | 34.5 | 49 | 16 |
| 2″ | 60.3 | 150 | 120.7 | 4 | 17.5 | 61.5 | 78 | 24 |
| 4″ | 114.3 | 230 | 190.5 | 8 | 22.3 | 116.0 | 135 | 32 |
| 8″ | 219.1 | 345 | 298.5 | 8 | 27.0 | 221.5 | 246 | 43 |
| 12″ | 323.9 | 485 | 431.8 | 12 | 30.2 | 328.0 | 365 | 54 |
Matrice B: Classe ASME 300 (PN50) Flangia slip-on
| NPS (Pollici) | Diametro esterno del tubo (A) | Diametro esterno flangia (D) | PCD (K) | Fori dei bulloni (n) | Spesso (C) | Lui interiore (B) | Contattalo (N) | Altezza (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 12.7 | 22.5 | 38 | 21 |
| 1″ | 33.7 | 125 | 88.9 | 4 | 15.9 | 34.5 | 54 | 25 |
| 3″ | 88.9 | 210 | 168.3 | 8 | 27.0 | 90.5 | 117 | 41 |
| 6″ | 168.3 | 320 | 269.9 | 12 | 35.0 | 170.5 | 206 | 51 |
| 10″ | 273.0 | 445 | 387.4 | 16 | 46.1 | 276.5 | 321 | 65 |
Matrice C: Classe ASME 600 (PN110) Flangia slip-on
| NPS (Pollici) | Diametro esterno del tubo (A) | Diametro esterno flangia (D) | PCD (K) | Fori dei bulloni (n) | Spesso (C) | Lui interiore (B) | Contattalo (N) | Altezza (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 95 | 66.7 | 4 | 14.3 | 22.5 | 38 | 22 |
| 2″ | 60.3 | 165 | 127.0 | 8 | 25.4 | 61.5 | 84 | 37 |
| 4″ | 114.3 | 275 | 215.9 | 8 | 38.1 | 116.0 | 152 | 54 |
| 8″ | 219.1 | 420 | 349.2 | 12 | 55.6 | 221.5 | 273 | 76 |
| 12″ | 323.9 | 560 | 489.0 | 20 | 66.7 | 328.0 | 400 | 92 |
più tabelle di dati
4. Procedure corrette di installazione e saldatura
L'affidabilità di un giunto flangiato Slip-On dipende interamente dalla qualità delle saldature d'angolo. La pratica standard richiede due saldature:
Saldatura d'angolo esterna
Applicato alla giunzione dove il tubo esce dal mozzo flangiato. Questa saldatura fornisce la resistenza strutturale primaria e resiste alle vibrazioni meccaniche.
Saldatura d'angolo interna
Applicato all'interno del foro della flangia nel punto in cui l'estremità del tubo incontra la faccia. Questa saldatura impedisce ai fluidi di entrare nello spazio tra il tubo e il foro della flangia, mitigante crevice.
5. Applicazioni industriali & Idoneità al settore
Le flange Slip-On sono preferite nei settori in cui la rapidità di costruzione e il basso costo iniziale hanno la priorità rispetto all'assoluta resistenza alla fatica.
| Settore | Dettagli dell'applicazione |
|---|---|
| Trattamento delle acque | Condutture idriche comunali e sistemi di raffreddamento a bassa pressione. |
| Petrolchimico | Collegamenti degli ugelli del serbatoio di stoccaggio e linee di processo non critiche. |
| HVAC & Utilità | Sistemi di aria compressa, condensa di vapore, e protezione antincendio degli edifici. |
| Fabbricazione di serbatoi | Collegamenti di grande diametro per serbatoi di stoccaggio atmosferico. |
Produzione affidabile di flange Slip-On
Disponibile nelle misure NPS 1/2″ a 24″ (e più grandi) in tutte le classi di pressione. ISO 9001:2015 Produzione certificata.
parole: Flangia slip-on, Dimensioni della flangia SO, Classe 150 Flangia slip-on, Flangia slip-on in acciaio inossidabile, HG/T20592 SO Flangia, ASME B16.5 Dimensioni.
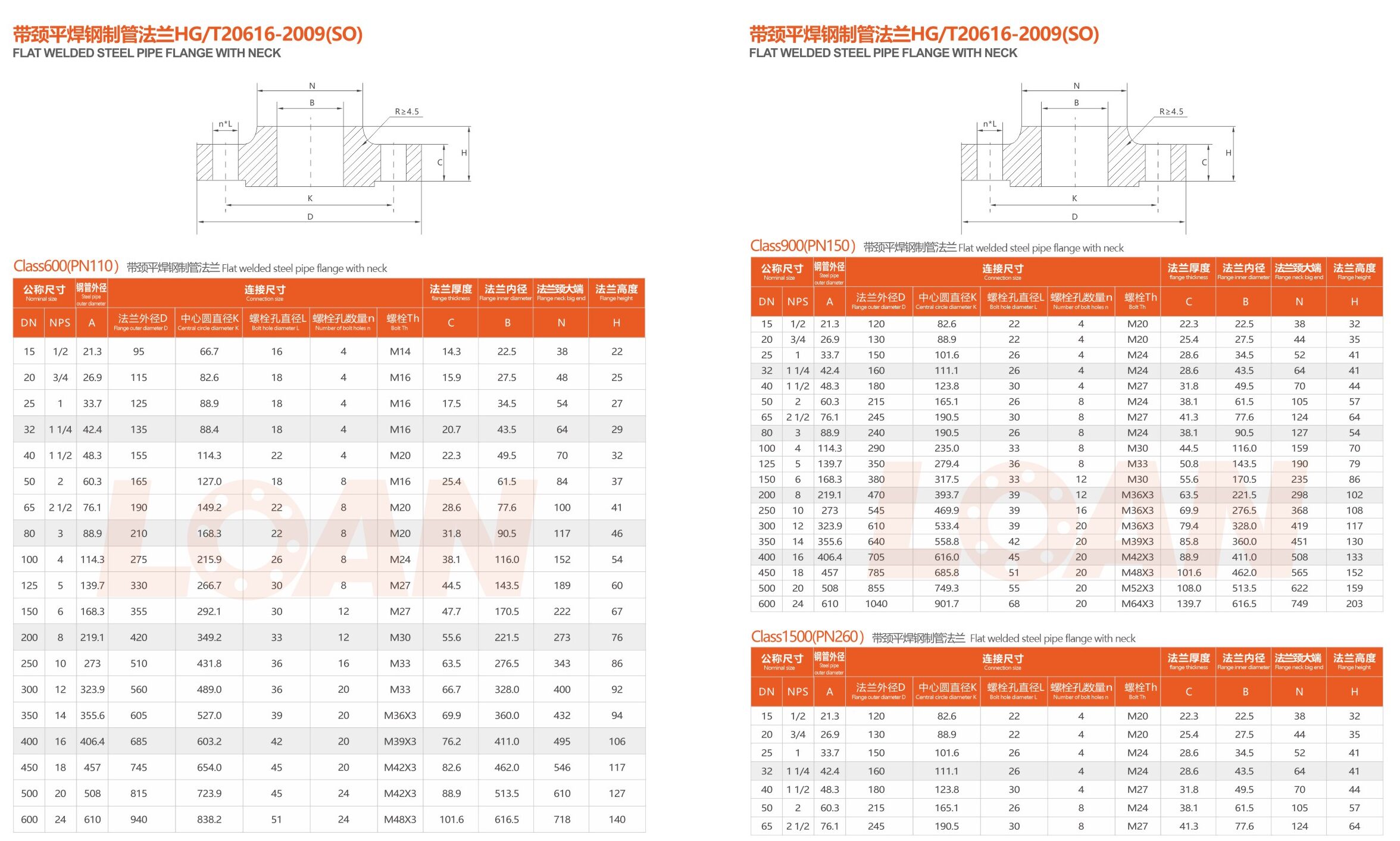
6. Matrici dimensionali ad alta pressione (Classe 900 – 1500)
Flange Slip-On in classi di pressione più elevate (Classe 900 e 1500) sono progettati con spessori significativamente maggiori e schemi di bullonatura più ampi per mantenere l'integrità della tenuta in condizioni di stress meccanico estremo.
Matrice D: Classe ASME 900 (PN150) Flangia slip-on
| NPS (Pollici) | Diametro esterno del tubo (A) | Diametro esterno flangia (D) | PCD (K) | Fori dei bulloni (n) | Spesso (C) | Lui interiore (B) | Contattalo (N) | Altezza (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 2″ | 60.3 | 215 | 165.1 | 8 | 38.1 | 61.5 | 105 | 57 |
| 4″ | 114.3 | 290 | 235.0 | 8 | 44.5 | 116.0 | 159 | 70 |
| 8″ | 219.1 | 470 | 393.7 | 12 | 63.5 | 221.5 | 298 | 102 |
| 12″ | 323.9 | 610 | 533.4 | 20 | 79.4 | 328.0 | 419 | 117 |
| 24″ | 610.0 | 1040 | 901.7 | 20 | 139.7 | 616.5 | 749 | 203 |
Matrice E: Classe ASME 1500 (PN250) Flangia slip-on
| NPS (Pollici) | Diametro esterno del tubo (A) | Diametro esterno flangia (D) | PCD (K) | Fori dei bulloni (n) | Spesso (C) | Lui interiore (B) | Contattalo (N) | Altezza (H) |
|---|---|---|---|---|---|---|---|---|
| 1/2″ | 21.3 | 120 | 82.6 | 4 | 22.3 | 22.5 | 38 | 32 |
| 3/4″ | 26.9 | 130 | 88.9 | 4 | 25.4 | 27.5 | 44 | 35 |
| 1″ | 33.7 | 150 | 101.6 | 4 | 28.6 | 34.5 | 52 | 41 |
| 1 1/2″ | 48.3 | 180 | 123.8 | 4 | 31.8 | 49.5 | 70 | 44 |
| 2 1/2″ | 76.1 | 245 | 190.5 | 8 | 41.3 | 77.6 | 124 | 64 |
7. Slip-On vs. Collo di saldatura: Compromessi ingegneristici
Quando si seleziona tra a Slip-on (COSÌ) e a Collo di saldatura (WN) flangia, i team di ingegneri devono valutare la durata a fatica specifica e i costi di installazione del progetto.
| criteri | Slip-on (COSÌ) | Collo di saldatura (WN) |
|---|---|---|
| Costo iniziale | Inferiore (ca.. 1/3 meno materiale/forgiatura) | Superiore (a causa della complessità dell'hub) |
| Installazione | Allineamento più semplice; richiede 2 saldature d'angolo | È necessario un allineamento preciso; richiede 1 saldatura di testa |
| Vita affaticata | Calculated at ~1/3 of a Weld Neck flange | Resistenza superiore alle vibrazioni e alle sollecitazioni |
| Modello di flusso | Potrebbe creare turbolenze a causa del gradino interno | Transizione graduale adattata al foro del tubo |
8. Controllo di qualità & Standard metrologici
Per garantire 100% conformità alle specifiche ASME/DIN, ogni flangia Slip-On è sottoposta ad un protocollo di ispezione multifase:
- Controllo dimensionale: Verifica del foro (B), Diametro del mozzo (N), e spessore della flangia (C) utilizzando calibri digitali calibrati.
- Metrologia della finitura superficiale: Verifica visiva e meccanica del Volto Rialzato (RF) fine, tipicamente mirato tra 125 e 250 micropollici AARH.
- PMI chimica: Identificazione positiva del materiale tramite fluorescenza a raggi X (XRF) per confermare gradi di lega come F316L o F51.
- Controlli non distruttivi (NDT): Test con liquidi penetranti o ultrasuoni su richiesta per identificare inclusioni nel sottosuolo nelle regioni dei centri ad alto stress.
Consultazione di ingegneria disponibile
Per requisiti specializzati, comprese dimensioni dei fori personalizzate, rivestimento non standard, o requisiti di alta lega (Inconel, Monel, Hastelloy), il nostro ufficio tecnico fornisce supporto completo alla progettazione.
9. Composizione chimica & Requisiti metallurgici
L'affidabilità di una flangia Slip-On in ambienti corrosivi è dettata dai suoi elementi di lega. I seguenti dati rappresentano le percentuali di peso massime per i gradi standard di acciaio inossidabile e al carbonio utilizzati nella forgiatura di flange SO.
tavolo 3: Analisi chimica dei materiali comuni delle flange
| Grado (ASMA) | C (Max) | MN (Max) | CR | NI | Mo |
|---|---|---|---|---|---|
| A105 (Carbonio) | 0.35 | 1.05 | – | – | – |
| F304 (SS) | 0.08 | 2.00 | 18.0-20.0 | 8.0-10.5 | – |
| F316L (SS) | 0.03 | 2.00 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 |
| F51 (Duplex) | 0.03 | 2.00 | 21.0-23.0 | 4.5-6.5 | 2.5-3.5 |
10. Specifiche delle prestazioni meccaniche
Le flange Slip-On devono presentare resistenze di trazione e snervamento specifiche per resistere alle pressioni idrostatiche interne e ai carichi di bullonatura esterni di una rete di tubazioni.
tavolo 4: Minimi delle proprietà meccaniche
| Proprietà | ASTM A105 | ASTM A182 F304 | ASTM A182 F316L |
|---|---|---|---|
| Resistenza alla trazione (MPa) | 485 min | 515 min | 485 min |
| Resistenza allo snervamento (MPa) | 250 min | 205 min | 170 min |
| Allungamento (%) | 22 min | 30 min | 30 min |
| Durezza (HBW) | ≤ 187 | ≤ 201 | ≤ 201 |
11. Grafico di riferimento del peso per la logistica
I seguenti pesi sono stime teoriche per Flange slip-on ASME B16.5 con la faccia sollevata (RF). Questi valori sono essenziali per calcolare i costi di trasporto e i requisiti di supporto strutturale.
tavolo 5: Pesi stimati (kg) per classe di pressione
| NPS (Dimensioni) | Classe 150 | Classe 300 | Classe 600 | Classe 1500 |
|---|---|---|---|---|
| 1/2″ | 0.5 | 0.9 | 1.1 | 3.5 |
| 1″ | 1.1 | 1.6 | 2.6 | 4.5 |
| 2″ | 2.5 | 3.4 | 5.1 | 12.5 |
| 4″ | 6.4 | 10.5 | 19.5 | 35.5 |
| 6″ | 9.5 | 18.0 | 35.0 | 75.0 |
| 12″ | 40.0 | 55.0 | 110.0 | 305.0 |
12. Specifiche di approvvigionamento richieste
Per garantire un adempimento tempestivo e accurato, si prega di includere i seguenti parametri nella richiesta di offerta:
- Dimensione nominale della tubazione (NPS)
- Valutazione della pressione (Classe)
- Tipo di viso (RF, FF, RTJ)
- Specifica dei materiali (ASTM/ASME)
- Programma dei fori (per esempio., Sch 40S)
- Quantità & Rivestimento superficiale
###CLASSE 150###
| Taglia nominale | Diametro esterno del tubo in acciaio | Dimensioni della connessione | spessore della flangia | diametro interno della flangia | estremità grande del collo flangiato | altezza della flangia | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diametro esterno flangia D | Diametro del cerchio centrale K | Diametro foro bullone L | Numero di fori per bulloni n | Bullone sp | C | B | N | H |
| 15 | 1/2 | 21.3 | 90 | 60.3 | 16 | 4 | M14 | 9.6 | 22.5 | 30 | 14 |
| 20 | 3/4 | 26.9 | 100 | 69.9 | 16 | 4 | M14 | 11.2 | 27.5 | 38 | 14 |
| 25 | 1 | 33.7 | 110 | 79.4 | 16 | 4 | M14 | 12.7 | 34.5 | 49 | 16 |
| 32 | 1 1/4 | 42.4 | 115 | 88.9 | 16 | 4 | M14 | 14.3 | 43.5 | 59 | 19 |
| 40 | 1 1/2 | 48.3 | 125 | 98.4 | 16 | 4 | M14 | 15.9 | 49.5 | 65 | 21 |
| 50 | 2 | 60.3 | 150 | 120.7 | 18 | 4 | M16 | 17.5 | 61.5 | 78 | 24 |
| 65 | 2 1/2 | 76.1 | 180 | 139.7 | 18 | 4 | M16 | 20.7 | 77.6 | 90 | 27 |
| 80 | 3 | 88.9 | 190 | 152.4 | 18 | 4 | M16 | 22.3 | 90.5 | 108 | 29 |
| 100 | 4 | 114.3 | 230 | 190.5 | 18 | 8 | M16 | 22.3 | 116.0 | 135 | 32 |
| 125 | 5 | 139.7 | 255 | 215.9 | 22 | 8 | M20 | 22.3 | 143.5 | 164 | 35 |
| 150 | 6 | 168.3 | 280 | 241.3 | 22 | 8 | M20 | 23.9 | 170.5 | 192 | 38 |
| 200 | 8 | 219.1 | 345 | 298.5 | 22 | 8 | M20 | 27.0 | 221.5 | 246 | 43 |
| 250 | 10 | 273.0 | 405 | 362 | 26 | 12 | M24 | 28.6 | 276.5 | 305 | 48 |
| 300 | 12 | 323.9 | 485 | 431.8 | 26 | 12 | M24 | 30.2 | 328.0 | 365 | 54 |
| 350 | 14 | 355.6 | 535 | 476.3 | 30 | 12 | M27 | 33.4 | 360.0 | 400 | 56 |
| 400 | 16 | 406.4 | 595 | 539.8 | 30 | 16 | M27 | 35.0 | 411.0 | 457 | 62 |
| 450 | 18 | 457 | 635 | 577.9 | 33 | 16 | M30 | 38.1 | 462.0 | 505 | 67 |
| 500 | 20 | 508 | 700 | 635 | 33 | 20 | M30 | 41.3 | 513.5 | 559 | 71 |
| 600 | 24 | 610 | 815 | 749.3 | 36 | 20 | M33 | 46.1 | 616.5 | 663 | 81 |
###CLASSE 300###
| Taglia nominale | Diametro esterno del tubo in acciaio | Dimensioni della connessione | spessore della flangia | diametro interno della flangia | estremità grande del collo flangiato | altezza della flangia | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diametro esterno flangia D | Diametro del cerchio centrale K | Diametro foro bullone L | Numero di fori per bulloni n | Bullone sp | C | B | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 12.7 | 22.5 | 38 | 21 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 14.3 | 27.5 | 48 | 24 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 15.9 | 34.5 | 54 | 25 |
| 32 | 1 1/4 | 42.4 | 135 | 98.4 | 18 | 4 | M16 | 17.5 | 43.5 | 64 | 25 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 19.1 | 49.5 | 70 | 29 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 20.7 | 61.5 | 84 | 32 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 23.9 | 77.6 | 100 | 37 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 27 | 90.5 | 117 | 41 |
| 100 | 4 | 114.3 | 255 | 200 | 22 | 8 | M20 | 30.2 | 116 | 146 | 46 |
| 125 | 5 | 139.7 | 280 | 235 | 22 | 8 | M20 | 33.4 | 143.5 | 178 | 49 |
| 150 | 6 | 168.3 | 320 | 269.9 | 22 | 12 | M20 | 35 | 170.5 | 206 | 51 |
| 200 | 8 | 219.1 | 380 | 330.2 | 26 | 12 | M24 | 39.7 | 221.5 | 260 | 60 |
| 250 | 10 | 273 | 445 | 387.4 | 30 | 16 | M27 | 46.1 | 276.5 | 321 | 65 |
| 300 | 12 | 323.9 | 520 | 450.8 | 33 | 16 | M30 | 49.3 | 328 | 375 | 71 |
| 350 | 14 | 355.6 | 585 | 514.4 | 33 | 20 | M30 | 52.4 | 360 | 425 | 75 |
| 400 | 16 | 406.4 | 650 | 571.5 | 36 | 20 | M33 | 55.6 | 411 | 483 | 81 |
| 450 | 18 | 457 | 710 | 628.6 | 36 | 24 | M33 | 58.8 | 462 | 533 | 87 |
| 500 | 20 | 508 | 775 | 685.8 | 36 | 24 | M33 | 62 | 513.5 | 587 | 94 |
| 600 | 24 | 610 | 915 | 812.8 | 42 | 24 | M39X3 | 68.3 | 616.5 | 702 | 105 |
###CLASSE 600###
| Taglia nominale | Diametro esterno del tubo in acciaio | Dimensioni della connessione | spessore della flangia | diametro interno della flangia | estremità grande del collo flangiato | altezza della flangia | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diametro esterno flangia D | Diametro del cerchio centrale K | Diametro foro bullone L | Numero di fori per bulloni n | Bullone sp | C | B | N | H |
| 15 | 1/2 | 21.3 | 95 | 66.7 | 16 | 4 | M14 | 14.3 | 22.5 | 38 | 22 |
| 20 | 3/4 | 26.9 | 115 | 82.6 | 18 | 4 | M16 | 15.9 | 27.5 | 48 | 25 |
| 25 | 1 | 33.7 | 125 | 88.9 | 18 | 4 | M16 | 17.5 | 34.5 | 54 | 27 |
| 32 | 1 1/4 | 42.4 | 135 | 88.4 | 18 | 4 | M16 | 20.7 | 43.5 | 64 | 29 |
| 40 | 1 1/2 | 48.3 | 155 | 114.3 | 22 | 4 | M20 | 22.3 | 49.5 | 70 | 32 |
| 50 | 2 | 60.3 | 165 | 127 | 18 | 8 | M16 | 25.4 | 61.5 | 84 | 37 |
| 65 | 2 1/2 | 76.1 | 190 | 149.2 | 22 | 8 | M20 | 28.6 | 77.6 | 100 | 41 |
| 80 | 3 | 88.9 | 210 | 168.3 | 22 | 8 | M20 | 31.8 | 90.5 | 117 | 46 |
| 100 | 4 | 114.3 | 275 | 215.9 | 26 | 8 | M24 | 38.1 | 116 | 152 | 54 |
| 125 | 5 | 139.7 | 330 | 266.7 | 30 | 8 | M27 | 44.5 | 143.5 | 189 | 60 |
| 150 | 6 | 168.3 | 355 | 292.1 | 30 | 12 | M27 | 47.7 | 170.5 | 222 | 67 |
| 200 | 8 | 219.1 | 420 | 349.2 | 33 | 12 | M30 | 55.6 | 221.5 | 273 | 76 |
| 250 | 10 | 273 | 510 | 431.8 | 36 | 16 | M33 | 63.5 | 276.5 | 343 | 86 |
| 300 | 12 | 323.9 | 560 | 489 | 36 | 20 | M33 | 66.7 | 328 | 400 | 92 |
| 350 | 14 | 355.6 | 605 | 527 | 39 | 20 | M36X3 | 69.9 | 360 | 432 | 94 |
| 400 | 16 | 406.4 | 685 | 603.2 | 42 | 20 | M39X3 | 76.2 | 411 | 495 | 106 |
| 450 | 18 | 457 | 745 | 654 | 45 | 20 | M42X3 | 82.6 | 462 | 546 | 117 |
| 500 | 20 | 508 | 815 | 723.9 | 45 | 24 | M42X3 | 88.9 | 513.5 | 610 | 127 |
| 600 | 24 | 610 | 940 | 838.2 | 51 | 24 | M48X3 | 101.6 | 616.5 | 718 | 140 |
###CLASSE 900###
| Taglia nominale | Diametro esterno del tubo in acciaio | Dimensioni della connessione | spessore della flangia | diametro interno della flangia | estremità grande del collo flangiato | altezza della flangia | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diametro esterno flangia D | Diametro del cerchio centrale K | Diametro foro bullone L | Numero di fori per bulloni n | Bullone sp | C | B | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
| 80 | 3 | 88.9 | 240 | 190.5 | 26 | 8 | M24 | 38.1 | 90.5 | 127 | 54 |
| 100 | 4 | 114.3 | 290 | 235 | 33 | 8 | M30 | 44.5 | 116 | 159 | 70 |
| 125 | 5 | 139.7 | 350 | 279.4 | 36 | 8 | M33 | 50.8 | 143.5 | 190 | 79 |
| 150 | 6 | 168.3 | 380 | 317.5 | 33 | 12 | M30 | 55.6 | 170.5 | 235 | 86 |
| 200 | 8 | 219.1 | 470 | 393.7 | 39 | 12 | M36X3 | 63.5 | 221.5 | 298 | 102 |
| 250 | 10 | 273 | 545 | 469.9 | 39 | 16 | M36X3 | 69.9 | 276.5 | 368 | 108 |
| 300 | 12 | 323.9 | 610 | 533.4 | 39 | 20 | M36X3 | 79.4 | 328 | 419 | 117 |
| 350 | 14 | 355.6 | 640 | 558.8 | 42 | 20 | M39X3 | 85.8 | 360 | 451 | 130 |
| 400 | 16 | 406.4 | 705 | 616 | 45 | 20 | M42X3 | 88.9 | 411 | 508 | 133 |
| 450 | 18 | 457 | 785 | 685.8 | 51 | 20 | M48X3 | 101.6 | 462 | 565 | 152 |
| 500 | 20 | 508 | 855 | 749.3 | 55 | 20 | M52X3 | 108 | 513.5 | 622 | 159 |
| 600 | 24 | 610 | 1040 | 901.7 | 68 | 20 | M64X3 | 139.7 | 616.5 | 749 | 203 |
###CLASSE 1500###
| Taglia nominale | Diametro esterno del tubo in acciaio | Dimensioni della connessione | spessore della flangia | diametro interno della flangia | estremità grande del collo flangiato | altezza della flangia | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | A | Diametro esterno flangia D | Diametro del cerchio centrale K | Diametro foro bullone L | Numero di fori per bulloni n | Bullone sp | C | B | N | H |
| 15 | 1/2 | 21.3 | 120 | 82.6 | 22 | 4 | M20 | 22.3 | 22.5 | 38 | 32 |
| 20 | 3/4 | 26.9 | 130 | 88.9 | 22 | 4 | M20 | 25.4 | 27.5 | 44 | 35 |
| 25 | 1 | 33.7 | 150 | 101.6 | 26 | 4 | M24 | 28.6 | 34.5 | 52 | 41 |
| 32 | 1 1/4 | 42.4 | 160 | 111.1 | 26 | 4 | M24 | 28.6 | 43.5 | 64 | 41 |
| 40 | 1 1/2 | 48.3 | 180 | 123.8 | 30 | 4 | M27 | 31.8 | 49.5 | 70 | 44 |
| 50 | 2 | 60.3 | 215 | 165.1 | 26 | 8 | M24 | 38.1 | 61.5 | 105 | 57 |
| 65 | 2 1/2 | 76.1 | 245 | 190.5 | 30 | 8 | M27 | 41.3 | 77.6 | 124 | 64 |
🔧 Flange slip-on
Problemi comuni & Soluzioni
1. Perdita persistente sulla guarnizione dopo il serraggio dei bulloni: perché perde ancora??
alta frequenza
📌 Causa ultima: Le flange Slip-On richiedono saldature d'angolo su entrambi i lati (interno + esterno). Distorsione della saldatura, un'altezza eccessiva della saldatura che causa la deformazione della superficie di tenuta, o una profondità di inserimento del tubo insufficiente impediscono una compressione uniforme della guarnizione. Contribuiscono anche il precarico irregolare dei bulloni e la scelta errata della guarnizione.
✅ Contromisure professionali:
- ✔ Assicurarsi che la profondità di inserimento del tubo rispetti gli standard (tipicamente ⅔ dello spessore della flangia, non ostruire i fori dei bulloni) lasciando spazio per saldature d'angolo senza deformazioni della faccia della sigillatura.
- ✔ Utilizzare sfalsato / sequenza di saldatura a passo indietro; controllare l'apporto termico e verificare la planarità dopo la saldatura (≤0,25 mm/m).
- ✔ Scegliere la guarnizione appropriata (per esempio., ferita a spirale, composito flessibile di grafite). Seguire la sequenza della coppia (3~4 passaggi schema incrociato).
- ✔ Per piccoli pianti, eseguire la coppia a caldo (se applicabile) o ricalibrare il carico del bullone; ispezionare le superfici di tenuta per eventuali graffi.
2. Dopo il periodo di servizio compaiono crepe nelle saldature d'angolo tra flangia e tubo (vibrazione/ciclismo)?
📌 Sfondo di fallimento: Le flange Slip-On si basano su saldature d'angolo (esterno + opzionale interno) che sono più deboli delle flange WN. Con momento flettente elevato, vibrazioni o cicli termici, la concentrazione delle sollecitazioni sulla radice della saldatura può causare cricche da fatica. Inoltre, Le dimensioni inadeguate del tratto di saldatura o la mancanza di fusione accelerano il fallimento.
✅ Soluzioni sistematiche:
- 🔹 Secondo ASME B31.3, la gola della saldatura d'angolo esterna deve essere almeno uguale allo spessore della parete del tubo o allo spessore del mozzo della flangia. Per i servizi critici, applicare una saldatura a piena penetrazione o una saldatura di tenuta interna.
- 🔹 Aggiungi supporti/smorzatori per linee ad alte vibrazioni (compressori alternativi, scarichi della pompa) per ridurre lo stress ciclico.
- 🔹 Utilizzare il metallo d'apporto corrispondente; per mezzi corrosivi, eseguire PT/MT sulle saldature e considerare leghe resistenti alla corrosione.
- 🔹 Se compaiono crepe, valutare la saldatura di riparazione o sostituirla con la flangia Weld Neck per affidabilità.
📐 Raccomandazione di progettazione: Per pressioni di progetto oltre la Classe 300 o forti transitori termici, preferire sempre le flange Weld Neck. Le flange Slip-On sono le migliori per l'ambiente / bassa pressione (≤PN40 / Classe 150~300) sistemi non critici.
3. Corrosione interstiziale / vaiolatura dovuta al fluido stagnante tra il foro della flangia e il diametro esterno del tubo?
📌 Meccanismo: La piccola liquidazione (1~3 mm) tra il foro della flangia Slip-On e il diametro esterno del tubo può intrappolare umidità o fluidi di processo, creando un ambiente aggressivo di corrosione interstiziale. L’acciaio inossidabile e l’acciaio al carbonio sono vulnerabili, soprattutto in cloruri o mezzi acidi. Se il lato interno non è saldato a tenuta continua, l'accumulo di liquido accelera la vaiolatura.
✅ Prevenzione & pratiche di manutenzione:
- 🛡️ Per critico / servizi corrosivi, applicare saldatura d'angolo interna continua o saldatura di tenuta per eliminare i percorsi interstiziali.
- 🛡️ Aggiornare il materiale (316L, Duplex, o flange rivestite). Per acciaio al carbonio, utilizzare un rivestimento di alta qualità o zincatura a caldo.
- 🛡️ Prima del servizio, riempire il gioco della flangia con sigillante per flange ad alta temperatura (per esempio., Loctite 567) rispettando la temperatura & limiti del processo.
- 🛡️ Monitoraggio periodico dello spessore UT e controllo del contenuto di cloruro/acqua nei mezzi di processo.
4. La faccia della flangia si inclina o si apre dopo il serraggio dei bulloni, causando disallineamento?
📌 Cause comuni: Le flange Slip-On sono relativamente sottili e mancano del lungo mozzo di rinforzo delle flange WN. Un precarico eccessivo del bullone o lo schiacciamento della guarnizione provocano la deformazione della flangia (Deformazione di Belleville). inoltre, se l'estremità del tubo non è perpendicolare alla superficie della flangia o la profondità di inserimento varia, si verifica un'inclinazione non uniforme.
✅ Metodi di allineamento di precisione:
- 🎯 Uso chiave dinamometrica + tenditore idraulico con motivo incrociato a gradini. Fare riferimento ai valori di coppia ASME PCC-1.
- 🎯 Controllare il parallelismo delle facce della flangia prima del montaggio; regolare con la compensazione della guarnizione o rielaborare la smussatura del tubo per garantire la perpendicolarità.
- 🎯 Per flange sottili di grande diametro, prendere in considerazione rondelle coniche o rondelle di distribuzione del carico, e aggiungere supporto di supporto per ridurre il momento flettente.
- 🎯 Se la deformazione supera i limiti di progettazione, aggiornare la classe di pressione o passare a Weld Neck / Flange Lap Joint.
⚠️ Regola pratica: La coppia dei bulloni per le flange Slip-On non deve superare 75% del carico di snervamento del materiale; le guarnizioni flessibili in grafite aiutano ad assorbire le tolleranze di installazione.
5. Applicato erroneamente ad alta temperatura / linee di vapore ad alta pressione, con conseguente rischio di rottura?
📌 Divario di consapevolezza: Molti ingegneri presumono erroneamente che le flange Slip-On possano essere utilizzate in qualsiasi condizione purché la classificazione della classe corrisponda. tuttavia, ASME B16.5 afferma: Le flange Slip-On non sono consigliate per servizi ciclici severi o temperature estremamente elevate (l'acciaio al carbonio sopra i 400°C subisce una significativa riduzione della resistenza). La concentrazione delle sollecitazioni sulla radice della saldatura d'angolo e la scarsa durata a fatica causano guasti in caso di shock termici.
✅ Limiti sicuri dell'applicazione & alternative:
- 🏭 Busta applicabile: -29da °C a 200 °C (acciaio al carbonio), pressione di progetto ≤ 2,0 MPa (Classe 150) o Classe 300 con caricamento non ciclico.
- 🏭 Per vapore ad alta pressione (≥1,6MPa, temperatura ≥250°C) o condizioni di fatica termica, utilizzare flange Weld Neck per eliminare brusche transizioni di stress.
- 🏭 Se i vincoli di spazio impongono l'uso delle flange Slip-On, eseguire l'analisi FEA per la fatica da creep e aumentare la frequenza degli NDT (PAUT/TOFD settimanale).
- 🏭 Attenersi rigorosamente alla classe delle tubazioni e alle targhette delle apparecchiature; non sostituire mai senza l'approvazione tecnica.
6. Perché la profondità di inserimento del tubo insufficiente o eccessiva è un difetto critico?
📌 Gravità: Il foro della flangia Slip-On è a scorrimento. Un inserimento insufficiente impedisce la corretta saldatura della guarnizione interna o riduce la copertura della saldatura d'angolo, indebolendo l'articolazione. Un inserimento eccessivo blocca i fori dei bulloni o sporge sulla superficie di appoggio della guarnizione, compromettendo la tenuta e provocando turbolenze nel flusso.
✅ Pratiche di lavoro standard:
- 📐 Secondo ASME B31.1/B31.3, il tubo deve essere inserito per metà o due terzi dello spessore della flangia, lasciando 3~5 mm dall'estremità del tubo alla superficie di tenuta (evitare l'interferenza della guarnizione).
- 📐 Contrassegnare la profondità di inserimento sul tubo prima del montaggio e utilizzare un misuratore di profondità per la verifica. Per DN ≥200, effettuare la puntatura e ricontrollare l'allineamento.
- 📐 Se l'accesso alla saldatura interna è bloccato, tubo inserito troppo in profondità; tagliare e rielaborare. Non forzare mai l'allineamento saldando eccessivamente.
- 📐 Per fluidi corrosivi, estremità del tubo a filo con faccia interna della flangia più guarnizione interna saldata per eliminare le zone morte.
🔔 Fatto provato: Proper insertion plus double-sided fillet welding achieves 80~90% of the mechanical strength of a weld neck flange — essential for long service life.
7. Bulloni sequestrati, non può essere smontato durante la manutenzione, costringendo a tagli distruttivi?
📌 Frequente in ambienti esterni/umidi: I prodotti della corrosione si accumulano nei fori dei bulloni e negli spazi tra i dadi. Combinato con geometria della flangia sottile, una forza eccessiva durante lo smontaggio potrebbe distorcere la flangia. Poiché la flangia è saldata al tubo, è impossibile ruotare la flangia per alleviare lo stress.
✅ Manutenzione & strategie di prevenzione:
- 🛢️ Applicare antigrippante per alte temperature (a base di nichel o rame) sulle filettature dei bulloni durante il montaggio iniziale; per i bulloni inossidabili utilizzare un composto antigrippaggio dedicato.
- 🛢️ Prendere in considerazione l'aumento del diametro esterno della flangia o l'utilizzo di dadi esagonali pesanti con filettature estese per ridurre il grippaggio della filettatura.
- 🛢️ Prima dello smontaggio, immergere con lubrificante penetrante, utilizzare l'avvitatore ad impulsi su un'impostazione bassa; per convulsioni gravi, riscaldare la noce a 350°C (acciaio al carbonio) e uscire rapidamente.
- 🛢️ Per una migliore manutenibilità, utilizzare bulloni inossidabili o rivestiti e programmare controlli periodici della tensione dei bulloni.
💡 Mancia: Se la flangia è bloccata e deve essere preservata, è possibile applicare inserti per la riparazione della filettatura, ma richiede strumenti specializzati. Conservare flange di giunzione di riserva per le linee critiche.






Le curve di induzione sono disponibili negli angoli di curvatura standard (ad es.. 45°, 90°, ecc.) o può essere realizzato su misura per angoli di curvatura specifici. Curve composte (fuori piano) si possono anche produrre curve in un singolo giunto di pipe. Il raggio di piega è specificato in funzione del diametro. Per esempio, I raggi di curvatura comuni per le curve a induzione sono 3D, 5D e 7d, dove d è il diametro del tubo nominale.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Duplex 2205 e Super Duplex 2507 le flange in acciaio inox si caratterizzano per il loro elevato carico di snervamento, che è il doppio del carico di snervamento ricotto dei tipici acciai inossidabili austenitici, come 304 e 316 flange in acciaio inox. A causa di ciò, Duplex 2205 e Super Duplex 2507 l'acciaio sono alcuni dei gradi più comuni di duplex utilizzati per le flange con Super Duplex 2507 le flange sono il grado più resistente alla corrosione dei due.