

Una nuova tecnologia: A335 Trattamento termico del giunto di saldatura del giunto di saldatura del tubo legato A335
Maggio 23, 2023
Qual è la differenza tra ASTM A105 e ASTM A234?
giugno 18, 2023
Vengono discusse le prospettive future di ricerca e sviluppo del rivestimento dell’olio HFW di ABTER STEEL. Si sottolinea che lo sviluppo del rivestimento dell'olio ABTER STEEL HFW dovrebbe evidenziare la produzione dell'acciaio + realizzazione di tubi + lavorazione dei tubi
e i vantaggi di un sistema di qualità coerente per ottenere uno sviluppo differenziato; espandere le specifiche e l'output dei prodotti sviluppati, ricercare e sviluppare K55 a pareti spesse di grande diametro, high anti-extrusion and corrosion resistance
Involucro dell'olio.
Parole chiave: Giappone; serbatoio olio; ABTER ACCIAIO; stato di ricerca e sviluppo; prospettiva; J55; K55
Secondo il metodo di formatura, I tubi del rivestimento dell'olio sono divisi in due tipologie: tubi in acciaio senza saldatura e tubi saldati. Rispetto ai tubi in acciaio senza saldatura, i tubi saldati hanno le caratteristiche più notevoli di elevato spessore della parete e precisione dimensionale, buona resistenza al collasso, e breve processo di produzione. , alta efficienza di produzione, ampia gamma di specifiche, risparmio energetico, basso costo di produzione, e prestazioni ad alto costo; dunque, saldatura ad alta frequenza (HFW in breve) è comunemente usato negli involucri dell'olio in paesi stranieri (come gli Stati Uniti, Germania, Giappone, Corea del Sud, ecc.) ) tubi anziché tubi in acciaio senza saldatura, anche i giacimenti petroliferi nazionali ne stanno gradualmente promuovendo l'uso [1]
.
ABTER ACCIAIO Co., Ltd. (ABTER ACCIAIO in breve) ha sviluppato H40, J55, K55,
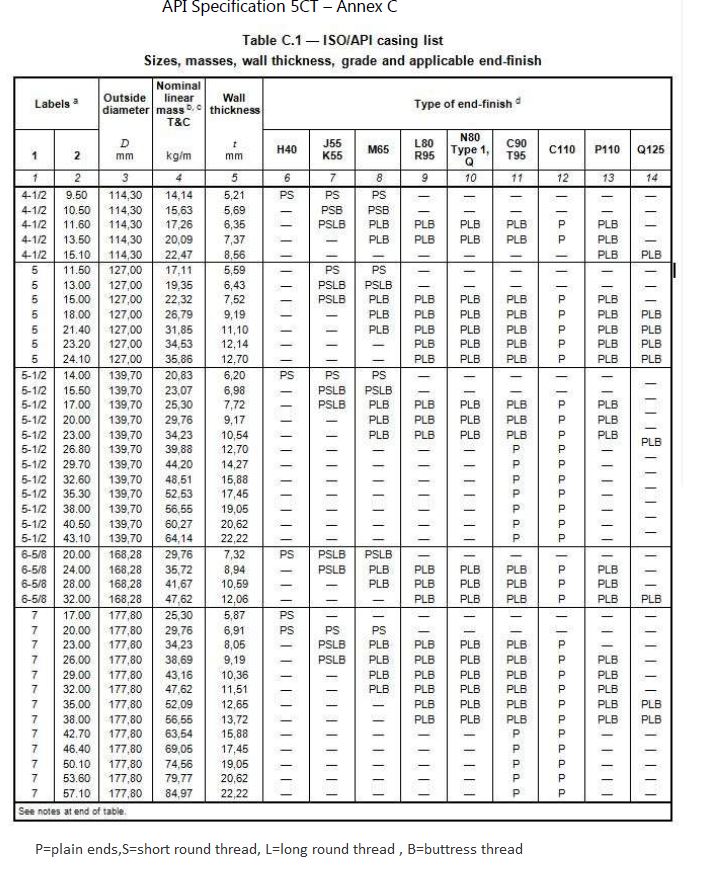
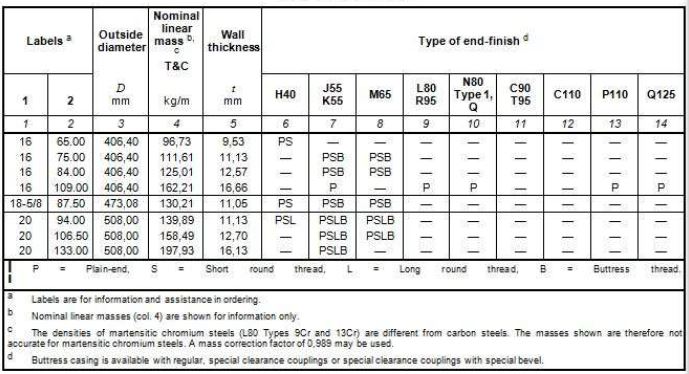
M65, L80 -1, N80-Q, N80 -1 e prodotti per involucri dell'olio HFW in acciaio P110, tra cui 7 diametri esterni (219.08 ~508,00 mm), 46 specifiche (tavolo 1), sostanzialmente soddisfare il profilo del prodotto in base ai requisiti, 500,000 tonnellate sono state fornite a giacimenti petroliferi nazionali ed esteri e ad altri utenti [2-3].

Custodia per tubo API 5CT Gr.J55
API 5CT-American Petroleum Institute è la specifica per tubi e involucri senza saldatura, API 5CT J55 Tubo dell'intelaiatura viene utilizzato principalmente per pozzi poco profondi, pozzi geotermici, e pozzi d'acqua o trivellazione di pozzi petroliferi principalmente per sostenere la parete del pozzo durante e dopo la trivellazione per garantire il processo di trivellazione e il normale funzionamento dell'intero pozzo dopo il completamento. Ferro mondiale & steel is one of the leading China Tubo dell'intelaiatura manufacturers and suppliers, se desideri acquistare o importare un tubo di rivestimento API J55 di alta qualità, Non esitate a contattarci.
Standard: API 5CT
Grado: J55
Tolleranza.
Tolleranza diametro esterno <114,3 mm ±0,79
Tolleranza diametro esterno ≥ 114,3 mm -0.5% +1%
Tolleranza sullo spessore:-12.5%
applicazioni: Pozzi poco profondi, pozzi geotermici, e pozzi d'acqua o altri pozzi petroliferi
Difficoltà tecniche e caratteristiche del processo dell'involucro J55
Rispetto ad altri metodi di saldatura, la saldatura ad alta frequenza è caratterizzata dall'assenza di riempitivi metallici (come il filo per saldatura); dunque, quando il processo di saldatura è stabile, la qualità della saldatura dipende in gran parte dalla qualità del nastro di acciaio. Per esempio, l’involucro J55 prodotto dall’unità di tubi saldati longitudinali HFW da Φ610 mm di Baosteel ha una composizione chimica originale dell’acciaio con C e Mn come principali elementi di rinforzo, non contiene Nb, e presenta una segregazione centrale nel nastro di acciaio laminato a caldo [1 ]
.
La gamma di contenitori dell'olio J55 che può essere prodotta è Ф219,08 ~ 508,00 mm, di cui sono le larghezze della cinghia in acciaio utilizzate per le due specifiche di Ф219,08 mm e Ф244,48 mm 700 mm e 770 mm rispettivamente, che sono strisce strette. Per non sprecare capacità di laminazione a caldo, Solitamente laminato a caldo 1 420 mm, 1 560 le strisce larghe mm sono sezionate longitudinalmente lungo la linea centrale. A causa della segregazione della composizione del nastro di acciaio laminato a caldo, e la segregazione di 1/2 parte (il centro della striscia di acciaio) è serio, la zona di segregazione centrale si trova in corrispondenza della saldatura dopo la realizzazione del tubo, e la zona di segregazione nella zona termicamente alterata della saldatura dopo il trattamento termico di normalizzazione della saldatura in linea Sono presenti strisce di martensite sulla carcassa, e gli standard API non consentono la presenza di martensite non temperata nell'involucro, quindi è necessario aggiungere
Aggiungere l'intero trattamento termico del tubo per eliminare, aumentando così il costo di produzione. Mirando ai problemi di cui sopra, ABTER ACCIAIO Co., Ltd. progettato due schemi di prova per regolare la composizione chimica del nastro di acciaio utilizzato per l'involucro J55[1]
.
schema 1: Ridurre il carbonio nella progettazione dei materiali per ridurre la segregazione centrale dei nastri di acciaio, w (C) è 0.17% A 0.20%, 0.075% inferiore alla composizione chimica originaria, riducendo la segregazione del carbonio; Si, Mn contenuto e composizione originale sono gli stessi. Dopo la produzione di prova dello schema 1, la segregazione al centro del nastro di acciaio è ridotta, ma è ancora presente una piccola quantità di martensite sulla zona di segregazione nella zona interessata dal calore dopo il trattamento termico di normalizzazione della saldatura[1]
.
schema 2: Ridurre il carbonio e il manganese nella progettazione dei materiali per ridurre la segregazione centrale dei nastri di acciaio, w (C) è 0.13% A 0.18%, che è 0.105% inferiore alla composizione chimica originaria, riducendo la segregazione del carbonio; w (MN) è 0,60% ~ 1,00%, che è 0.30% inferiore alla composizione chimica originaria, che riduce la segregazione del manganese, in modo che non vi sia struttura martensitica dopo il trattamento termico di normalizzazione in linea nella saldatura[1]; perdita di forza, migliorare le prestazioni di lavorazione del tubo e impedire che la filettatura dell'involucro si attacchi; aggiungere una piccola quantità di Ca per purificare l'acciaio fuso, promuovere la sferoidizzazione di MnS, e migliorare la prestazione complessiva del materiale [4]. Per il nastro in acciaio J55 progettato secondo la composizione di Scheme 2, la martensite non apparirà nella zona termicamente alterata della saldatura dopo la realizzazione del tubo, e la microstruttura e la resistenza soddisfano i requisiti della specifica API 5CT.
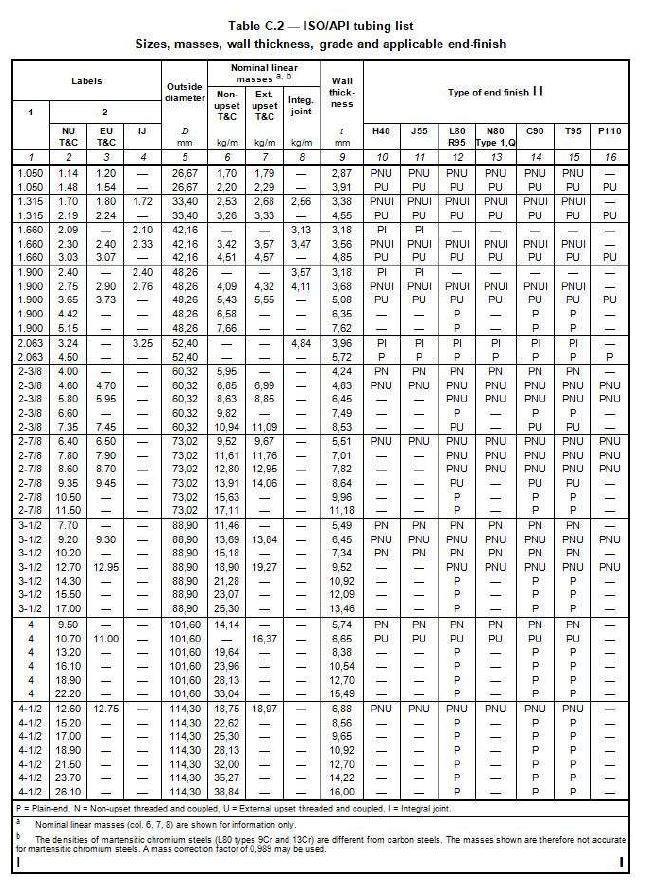
Composizione chimica API 5CT K55/J55
| Grado | C≤ | Si≤ | Mn≤ | P≤ | S≤ | CR≤ | NI≤ | Cu≤ | Mo≤ | V≤ |
| API5CT K55/J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
Proprietà meccaniche API 5CT K55/J55
| Grado d'acciaio | Resistenza allo snervamento (MPa) | Resistenza alla trazione (MPa) | Allungamento totale sotto carico % |
| API 5CT K55 | 379-552 | ≥655 | 0.5 |
| API 5CT J55 | 379-552 | ≥517 | 0.5 |
Trattamento termico (PSL2 e PSL1 sono diversi)
API 5CT J55 PSL1 e API 5CT K55 PSL2 sono le stesse (Consegna continuativa);
PSL2 :J55 e K55 dovrebbero essere normalizzati o normalizzati e temperati. Se addensato, normalizzante o normalizzante e temperante va aggiunto dopo l'addensamento.
Prova d'urto (PSL2 e PSL1 sono diversi)
Tubi: PSL1, J55 e K55 non hanno requisiti; PSL2 J55 e K55 richiedono un impatto minimo di 20 J su un campione a grandezza naturale, e lavoro di impatto minimo 27J del campione a grandezza naturale.
Accoppiamento: Sono necessarie prove d'urto J55 e K55. L'energia di impatto minima del provino è 20J, e l'energia di impatto minima del campione a grandezza naturale è 27J.
Difficoltà tecniche e caratteristiche di processo dell'involucro K55
L'intervallo di resistenza allo snervamento dell'involucro dell'olio in acciaio K55 è compreso tra 379 e 552 MPa, e la resistenza alla trazione è maggiore di 655 MPa, che è caratterizzato da un rapporto di resa del materiale molto basso (0.58-0.84). Progettato dalla composizione chimica dei materiali
In altre parole, i comuni acciai al carbonio-manganese sono ideali per ottenere bassi rapporti di snervamento, come l'acciaio 37Mn5, che è ampiamente utilizzato nella produzione di tubi in acciaio senza saldatura di grado K55, con w(C) di 0.37% e W(MN) di 1.3%. Il carico di snervamento di 37Mn5 dopo la laminazione è di circa 450 MPa, la resistenza alla trazione è superiore 700 MPa, e il rapporto di rendimento è 0.64, che può soddisfare i requisiti delle proprietà meccaniche del grado di acciaio K55[5]
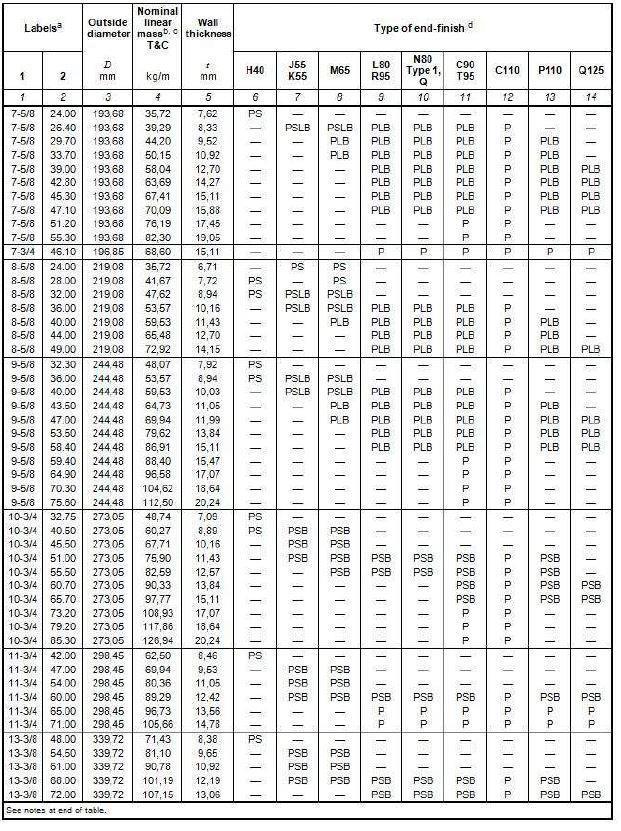
Il processo di produzione dell'involucro HFW è: produzione dell'acciaio → colata continua → laminazione a caldo in bobine → saldatura di testa a taglio di testa e coda delle bobine → formatura di nastri → saldatura → trattamento termico di saldatura in linea o trattamento termico dell'intero tubo → lavorazione del tubo → attesa di ispezione in fabbrica. Il processo di saldatura di testa a taglio della testa e della coda della bobina è il processo chiave per realizzare la produzione continua di più bobine e riflettere l'efficienza produttiva dei tubi saldati HFW. tuttavia, a causa del basso contenuto di carbonio equivalente dei materiali necessari per la saldatura testa a coda delle bobine, generalmente è richiesto che il carbonio equivalente CEIIW sia inferiore a 0.43, in caso contrario è facile provocare la rottura del nastro e compromettere seriamente l'efficienza produttiva. Poiché raggiunge il carbonio equivalente CEIIW dell'acciaio 37Mn5 0.58, combinato con le caratteristiche del processo produttivo dei tubi saldati, questo acciaio ovviamente non è adatto per la produzione di involucri di olio HFW di grado acciaio K55; dunque, la difficoltà tecnica nella produzione del rivestimento dell'olio HFW in acciaio K55 risiede nel materiale. La progettazione deve garantire un basso rapporto di rendimento con un basso tenore di carbonio equivalente. Il metodo di formatura HFW di ABTER STEEL Co., Ltd. adotta la tecnologia avanzata di formatura a rulli, che fornisce la garanzia per l’ottenimento di ottime prestazioni di saldatura. Durante il processo di formatura, il nastro di acciaio passa attraverso i rulli di ciascun laminatoio, e si piega gradualmente fino alla forma del tubo grezzo ideale secondo il sistema di passaggio progettato [3], che è un processo di deformazione continuo e dinamico. In questo processo, insieme alla deformazione di flessione trasversale del nastro di acciaio, tensione, compressione e ritorno elastico si verificano simultaneamente, deformazione a taglio sulla superficie e nella direzione dello spessore della piastra, e allungamento longitudinale e deformazione per estrusione sul bordo [6]. Lo stato tensionale delle varie deformazioni è molto complicato, ma la deformazione ε può essere stimata con la seguente formula: ε=t/(D+t) (1) dove t——spessore del nastro di acciaio, mm; D——diametro esterno del tubo saldato, mm . La pratica lo ha dimostrato attraverso la riduzione del carbonio, lega e raffreddamento controllato durante la laminazione a caldo, è possibile produrre coil laminati a caldo le cui proprietà meccaniche soddisfano i requisiti della qualità di acciaio K55. Per esempio, per un coil laminato a caldo con una temperatura finale di laminazione maggiore di 860 °C e una temperatura di avvolgimento di 570 ° C, il limite di snervamento è 478 MPa e la resistenza alla trazione è 697 MPa [5]. Per la cassa di medio diametro Ф273 mm×10,16 mm, riguarda lo sforzo dopo la realizzazione del tubo 3.6%. Secondo la curva sforzo-deformazione, quando la tensione di 3.6% verifica, il limite di snervamento dopo la realizzazione del tubo aumenterà fino a circa 563 MPa, che supera l'intervallo richiesto di carico di snervamento del grado di acciaio K55 [5]. Per questo tipo di coil laminati a caldo, al fine di garantire che il carico di snervamento dopo la realizzazione del tubo sia inferiore a 552 MPa, la deformazione dopo la realizzazione del tubo non deve superare 3.0%. Se l'involucro HFW con specifiche diverse del grado di acciaio K55 è limitato da 3.0% sottoporre a tensione, ci sono solo Ф339,72 mm×9,65 mm, Ф406,4 mm×11,13 mm, Ф473,08 mm×11,05 mm, Ф508 mm×12,7 mm, Ф508 mm × 11,13 mm e altre specifiche delle boccole HFW hanno una deformazione inferiore a 3.0%, vale a dire, nella condizione ideale di non considerare la fluttuazione delle prestazioni delle bobine, solo le cinque specifiche degli involucri sopra riportate. Le proprietà meccaniche dopo la realizzazione del tubo possono soddisfare i requisiti del grado di acciaio K55. Per involucri con altre specifiche, il trattamento termico deve essere utilizzato dopo la realizzazione del tubo per produrre involucri HFW qualificati.
La produzione in loco lo dimostra rispetto alla bobina, il carico di snervamento del corpo del tubo dopo la formatura è di circa 50-100 MPa superiore a quello della bobina, e la resistenza alla trazione è di circa 10-30 MPa inferiore. In questo modo, è necessario controllare il carico di snervamento ideale della bobina
Si tratta di circa 400 MPa, mentre la resistenza alla trazione dovrebbe essere controllata superiore a 680 MPa; il rapporto di rendimento è 0.59. Ovviamente, un rapporto di snervamento così basso è difficile da ottenere per l'acciaio al carbonio ordinario o bassolegato.
La pratica lo ha dimostrato: a causa del significativo effetto di incrudimento del rivestimento HFW di piccolo diametro, le proprietà meccaniche della lamiera laminata a caldo dopo l'avvolgimento non possono soddisfare i requisiti del grado di acciaio K55. tuttavia, l'effetto di incrudimento dell'involucro di grande diametro è ridotto a parità di spessore della parete. Sulla base di ricerche di laboratorio, per affrontarlo possono essere adottate rispettivamente due serie di soluzioni tecniche. Piano 1, specifiche superiori a Ф339 mm, condurre test di messa a punto sulla composizione chimica degli attuali gradi di acciaio, al fine di produrre involucri qualificati in acciaio di qualità K55 attraverso il trattamento termico di saldatura in linea dopo la realizzazione del tubo; Piano 2, specifiche inferiori a Ф339 mm, dopo aver superato la realizzazione del tubo Il trattamento termico di normalizzazione dell'intero tubo soddisfa i requisiti prestazionali del grado di acciaio K55.
Per la prima serie di schemi, l'idea del design della composizione è: la migliore combinazione di due elementi leganti rinforzanti in soluzione solida, C e Mn, può ridurre efficacemente il rapporto di resistenza allo snervamento del materiale [7], come il grado di acciaio 37Mn5 per la produzione del grado di acciaio K55 tubo d'acciaio senza giunte , e il suo rapporto di resistenza allo snervamento può raggiungere 0.64; dunque, il carbonio viene ridotto sulla base di 37Mn5 per soddisfare i requisiti di basso tenore di carbonio equivalente e basso rapporto di snervamento. D'altra parte, l'acciaio calmato con alluminio è un tradizionale acciaio a grana fine, e Al è usato come elemento di lega. È sfavorevole ridurre il rapporto di resistenza allo snervamento del materiale, e il contenuto di Al dovrebbe essere ridotto. Per la seconda serie di schemi, il metodo di normalizzazione del trattamento termico del tubo saldato viene utilizzato per eliminare l'effetto di incrudimento causato dalla formatura del nastro. Perché il trattamento termico normalizzante del tubo saldato può non solo eliminare l'influenza dell'incrudimento del materiale e la fluttuazione delle proprietà della bobina stessa sulle proprietà meccaniche, ma avvicinano anche le proprietà meccaniche e la microstruttura del cordone di saldatura al corpo del tubo, e le proprietà meccaniche dell'intero tubo sono stabili. Buon sesso. L'idea progettuale della composizione è la seguente: sulla base di acciaio al carbonio-manganese, V è il principale elemento di rinforzo, le impurità come P e S sono controllate, e l'acciaio fuso viene purificato mediante trattamento con Ca. Involucro in acciaio K55 con prestazioni stabili. Le proprietà di trazione dei due schemi dopo la realizzazione del tubo soddisfano tutte i requisiti dello standard API Spec 5CT (tavolo 2). I prodotti con involucro in acciaio di grado K55 Ф473,08 mm×11,05 mm sono mostrati nella Figura 1.
Prospettiva di sviluppo del rivestimento dell'olio ABTER STEEL HFW
Secondo la letteratura [8], petrolio e gas combustibili (come il gas naturale, gas di scisto, metano letto di carbone, ecc.) rappresentano la principale energia attualmente consumata dagli esseri umani. Nel passato 30 anni, il consumo mondiale di energia fossile ha continuato a crescere, principalmente dal petrolio, gas combustibile e carbone. Altri tipi di energia, come l’energia idrica, energia nucleare, energia da biomassa, energia eolica, e l'energia solare, rappresentano solo una piccola parte dell’energia totale. Anche al tasso di sviluppo più ottimistico, è impossibile sostituire l’energia fossile e occupare una posizione dominante almeno prima 2050 . Da quando il mio paese è diventato un importatore netto di petrolio 1993, il consumo di petrolio greggio del mio paese è aumentato a un tasso medio annuo di 5.77%, ed è diventato il secondo maggior consumatore di petrolio greggio al mondo. Secondo le previsioni dell'Agenzia internazionale per l'energia (AIE) e la US Energy Information Administration (VIA), Di 2030, la domanda di petrolio e gas del mio paese sarà sostanzialmente pari a circa 800 milioni di tonnellate di petrolio greggio e circa 200 miliardi di m3 di gas naturale. Quello della Cina “Dodicesimo Piano Quinquennale” piani per l’equivalente di petrolio e gas: della China National Petroleum Corporation 400 milioni di tonnellate, di cui rappresenta l'esplorazione all'estero 50%, chiave nazionale mineraria Songliao, Orde, Xinjiang, Aree della baia di Bohai e del Sichuan-Chongqing; Piani della China Petrochemical Corporation L'equivalente della produzione è 110 milioni di tonnellate; quello della China National Offshore Oil Corporation lo è 100 milioni di tonnellate. Durante “Dodicesimo Piano Quinquennale” periodo, la domanda media annua di tubi per pozzi petroliferi è di circa 3.2 milioni di tonnellate. I tubi dei pozzi petroliferi sono materiali e attrezzature importanti necessari per l'esplorazione e lo sviluppo di petrolio e gas, e rappresentano una media di 20% A 30% dell’intero costo di costruzione del pozzo. Il processo di esplorazione e sviluppo dell'industria petrolifera e del gas è il processo di utilizzo e consumo di tubi per pozzi petroliferi in grandi quantità. Prima degli anni '80, tutti o principalmente i tubi per pozzi petroliferi utilizzati nel mio paese dipendevano dalle importazioni. Fino a 1998, raggiunto il tasso di localizzazione dei tubi dei pozzi petroliferi nel mio paese 85% [9]. In questo momento, la capacità di produzione di tubi per pozzi petroliferi del mio paese ha raggiunto 10 milioni di tonnellate, e la capacità produttiva è seriamente sovraccapacata. Tra loro, la capacità produttiva delle imprese produttrici di acciaio + realizzazione di tubi + riguarda le capacità di elaborazione dei tubi 5.5 milioni di tonnellate, come Tianjin Steel Pipe Group Co., Ltd., ABTER ACCIAIO, Hengyang Valin Steel Pipe Co., Ltd., Pangang Group Chengdu Steel Vanadium Co., Ltd., Wuxi Simlais Petroleum Special Pipe Manufacturing Co., Ltd., ecc.; aziende produttrici di tubi + le capacità di lavorazione dei tubi hanno una capacità produttiva di circa 1.3 milioni di tonnellate, come Baoji Petroleum Steel Pipe Co., Ltd.; La capacità produttiva delle imprese con capacità di lavorazione dei tubi è di circa 3.2 milioni di tonnellate, come varie imprese di lavorazione dei giacimenti petroliferi.
Nel contesto della grave sovraccapacità delle condutture dei pozzi petroliferi nel mio paese, lo sviluppo del rivestimento dell'olio ABTER STEEL HFW dovrebbe evidenziare i vantaggi della produzione dell'acciaio + realizzazione di tubi + lavorazione dei tubi e sistema di qualità coerente, sviluppo differenziato, e svolgere lavori nei seguenti aspetti:
(1) Ampliare le specifiche e la produzione del rivestimento dell'olio in acciaio H40 per soddisfare la domanda di rivestimento dell'olio economico a bassa pressione, aree petrolifere e di gas a bassa permeabilità.
(2) Espandi le specifiche e l'output di M65, L80-1, Tubi del rivestimento dell'olio in acciaio di grado N80-Q e P110 per soddisfare le esigenze dei giacimenti petroliferi di ridurre i costi e aumentare l'efficienza.
(3) Ricerca e sviluppo di involucri per olio in acciaio K55 a pareti spesse di grande diametro per soddisfare le esigenze di specifici mercati esteri.
(4) Ricerca e sviluppo di involucri per olio ad alta anti-estrusione, come 80-TT, per soddisfare la domanda di involucri economici ad alta anti-estrusione nei giacimenti petroliferi.
(5) Ricerca e sviluppo di involucri petroliferi resistenti alla corrosione, come gli anni '80, 90S e 95S, per soddisfare la domanda di involucri economici resistenti alla corrosione nei giacimenti petroliferi.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}