

Uma nova tecnologia: A335 Alloy Steel Pipe Tratamento Térmico de Juntas de Solda
Maio 23, 2023
Qual é a diferença entre ASTM A105 e ASTM A234?
Junho 18, 2023
As perspectivas de pesquisa e desenvolvimento da caixa de óleo HFW da ABTER STEEL no futuro são discutidas. Ressalta-se que o desenvolvimento do invólucro a óleo ABTER STEEL HFW deve destacar a siderurgia + fabricação de tubos + processamento de tubos
e as vantagens do sistema de qualidade consistente para obter desenvolvimento diferenciado; expandir as especificações e a saída de produtos desenvolvidos, Pesquise e desenvolva K55 de paredes grossas de grande diâmetro, high anti-extrusion and corrosion resistance
Invólucro de óleo.
Palavras-chave: HFW; óleo invólucro; ABTER AÇO; status de pesquisa e desenvolvimento; Prospect; J55; K55
De acordo com o método de formação, Os tubos de revestimento de óleo são divididos em dois tipos: tubos de aço sem costura e tubos soldados. Comparado com tubos de aço sem costura, Os tubos soldados têm as características mais notáveis de alta espessura da parede e precisão da dimensão, boa resistência ao colapso, e processo de fabricação curto. , eficiência de produção elevada, ampla gama de especificações, economia de energia, baixo custo de produção, e desempenho de alto custo; assim sendo, soldagem de alta frequência (HFW para abreviar) é comumente usado em carcaças de petróleo em países estrangeiros (como os Estados Unidos, Alemanha, Japão, Coreia do Sul, etc.) ) tubos em vez de tubos de aço sem costura, Os campos de petróleo domésticos também estão gradualmente promovendo o uso de [1]
.
Abter Steel Co., Ltd. (Aço abter para curta) desenvolveu H40, J55, K55,
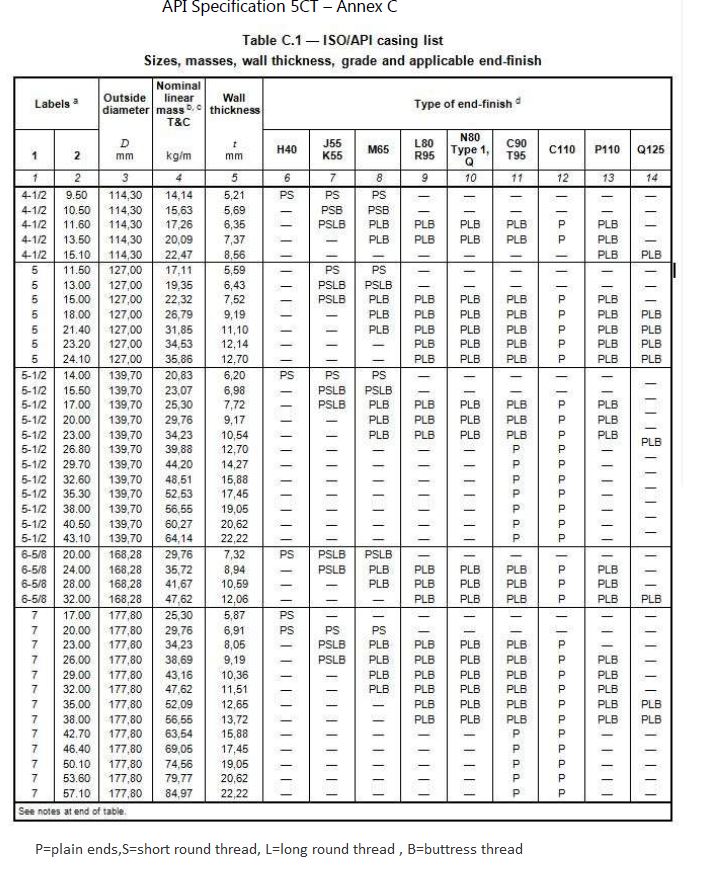
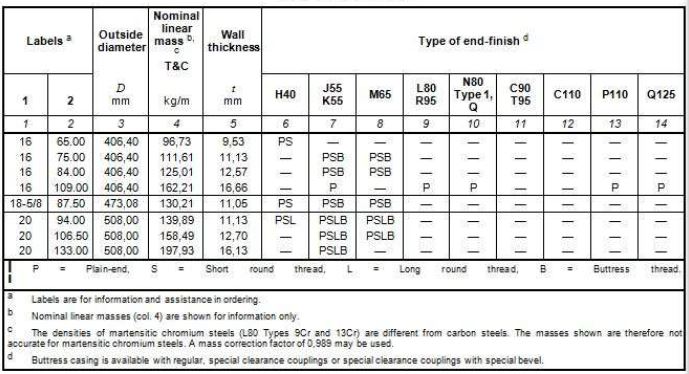
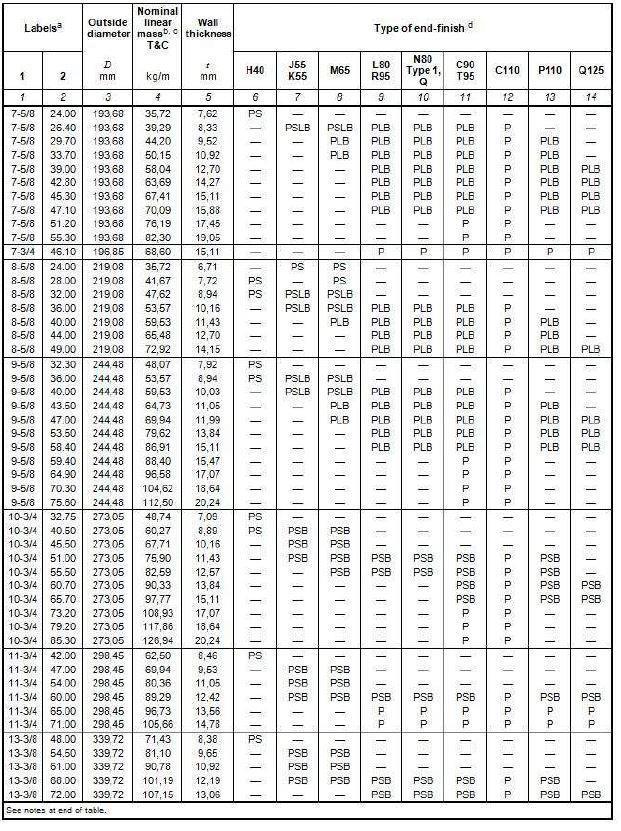
M65, L80 -1, N80 -Q, N80 -1 e produtos de invólucro de óleo HFW de grau de aço P110, incluindo a 7 diâmetros externos (219.08 ~ 508,00 mm), 46 especificações (Mesa 1), Basicamente, atenda ao esboço do produto de acordo com os requisitos, 500,000 Toneladas foram fornecidas a campos de petróleo nacional e estrangeiro e outros usuários [2-3].

API 5CT GR.J55 CASE
Instituto API 5CT-American Petroleum, API 5CT J55 Tubo de revestimento é usado principalmente para poços rasos, poços geotérmicos, e poços de água ou poço de petróleo perfurando principalmente para apoiar a parede do poço durante e após a perfuração para garantir o processo de perfuração e a operação normal de todo o poço após a conclusão. Ferro mundial & O aço é um dos principais fabricantes e fornecedores de tubos de carcaça da China, if you want to buy or import high-quality API J55 tubo de revestimento, Por favor, sinta -se à vontade para entrar em contato conosco.
Padrão: API 5CT
Grau: J55
Tolerância.
De 114,3 mm de tolerância ± 0,79
Od tolerância a 114,3 mm -0.5% +1%
Tolerância à espessura:-12.5%
Aplicações: Poços rasos, poços geotérmicos, e poços de água ou outros poços de petróleo
Dificuldades técnicas e características do processo da carcaça J55
Comparado com outros métodos de soldagem, A soldagem de alta frequência é caracterizada pela ausência de preenchimentos de metal (como fio de soldagem); assim sendo, Quando o processo de soldagem é estável, A qualidade da soldagem depende em grande parte da qualidade da tira de aço. Por exemplo, O invólucro J55 produzido pela unidade de tubo soldada de costura longitudinal de φ610 mm HFW HFW de Baosteel possui uma composição química original de aço com C e Mn como os principais elementos de fortalecimento, não contém NB, e tem segregação central na tira de aço enrolada a quente [1 ]
.
A faixa de carcaça de óleo J55 que pode ser fabricada é de 219.08 ~ 508,00 mm, das quais as larguras da correia de aço usadas para as duas especificações de ° 219.08 mm e £244,48 mm são 700 mm e 770 mm respectivamente, que são tiras estreitas. Para não desperdiçar a capacidade de laminação quente, Geralmente enrolado a quente 1 420 mm, 1 560 As tiras de largura de mm são seccionadas longitudinalmente ao longo da linha central. Devido à segregação de composição da tira de aço enrolada a quente, e a segregação de 1/2 papel (o centro da tira de aço) é sério, A zona de segregação central está localizada na solda depois que o tubo é feito, e a zona de segregação na zona afetada pelo calor da solda após a solda on-line normalização do tratamento térmico, há tiras de martensita no revestimento, e os padrões da API não permitem a presença de martensita não sobretimada no invólucro, Portanto, é necessário adicionar
Adicione todo o tratamento térmico do tubo para eliminar, aumentando assim o custo de produção. Mirando nos problemas acima, Abter Steel Co., Ltd. Projetado dois esquemas de teste para ajustar a composição química da tira de aço usada para a carcaça J55 [1]
.
Esquema 1: Reduza o carbono no projeto do material para reduzir a segregação do centro de listras de aço, W (C) é 0.17% Para 0.20%, 0.075% inferior à composição química original, reduzindo a segregação de carbono; Si, Conteúdo de Mn e composição original mesmo. Após a produção de ensaios 1, A segregação no centro da tira de aço é reduzida, Mas ainda há uma pequena quantidade de martensita na zona de segregação na zona afetada pelo calor após o tratamento térmico normalizando a solda [1]
.
Esquema 2: Reduza o carbono e o manganês em design de material para reduzir a segregação do centro de tira de aço, W (C) é 0.13% Para 0.18%, qual é 0.105% inferior à composição química original, reduzindo a segregação de carbono; W (MN) é 0,60%~ 1,00%, qual é 0.30% inferior à composição química original, que reduz a segregação do manganês, para que não haja estrutura martensítica após a normalização on -line de tratamento térmico na solda[1]; perda de força, melhorar o desempenho do processamento do tubo e impedir que o fio da carcaça grude; Adicione uma pequena quantidade de CA para purificar o aço fundido, promover a esferoidização do MNS, e melhorar o desempenho abrangente do material [4]. Para a faixa de aço J55 projetada de acordo com a composição do esquema 2, Martensita não aparecerá na zona afetada pelo calor da solda após a fabricação de tubos, e a microestrutura e a força atendem aos requisitos da API Spec 5ct.
API 5CT K55/J55 Composição química
| Grau | C≤ | Si≤ | Mn≤ | P ≤ | S≤ | CR≤ | Ni≤ | Cu≤ | Mo≤ | V≤ |
| API 5CT K55/J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
API 5CT K55/J55 Propriedade mecânica
| Classe de aço | Força de rendimento (MPa) | Resistência à tração (MPa) | Alongamento total sob carga % |
| API 5CT K55 | 379-552 | ≥655 | 0.5 |
| API 5CT J55 | 379-552 | ≥517 | 0.5 |
Tratamento térmico (PSL2 e PSL1 são diferentes)
API 5CT J55 PSL1 e API 5CT K55 PSL2 é o mesmo (Entrega de rolamento);
PSL2 :J55 e K55 devem ser normalizados ou normalizados e temperados. Se espessado, Normalizar ou normalizar e temperamento devem ser adicionados após o espessamento.
Teste de impacto (PSL2 e PSL1 são diferentes)
Tubulação: PSL1, J55 e K55 não têm requisitos; PSL2 J55 e K55 requerem trabalho mínimo de impacto 20J de amostra de tamanho real, e trabalho mínimo de impacto 27j de amostra de tamanho real.
Acoplamento: São necessários testes de impacto J55 e K55. A energia mínima de impacto da amostra é 20J, e a energia de impacto mínima da amostra de tamanho real é 27J.
Dificuldades técnicas e características do processo da carcaça K55
A faixa de resistência de escoamento de revestimento de óleo de aço K55 está entre 379-552mpa, e a resistência à tração é maior que 655mpa, que é caracterizado por uma proporção de rendimento muito baixa do material (0.58-0.84). Projetado a partir da composição química dos materiais
Em outras palavras, aços carbono-manganês comuns são ideais para atingir taxas de rendimento baixas, como aço 37Mn5, que é amplamente utilizado na produção de tubos de aço sem costura grau K55, com w(C) sobre 0.37% e W(MN) sobre 1.3%. A resistência ao escoamento de 37Mn5 após a laminação é de cerca de 450 MPa, a resistência à tração está acima 700 MPa, e a taxa de rendimento é 0.64, que pode atender aos requisitos das propriedades mecânicas do aço K55[5]
O processo de produção do invólucro HFW é: siderurgia → fundição contínua → laminação a quente em bobinas → soldagem de topo e cisalhamento de bobinas → formação de tira → soldagem → tratamento térmico de soldagem on-line ou tratamento térmico de todo o tubo → processamento de tubo → espera de inspeção de fábrica. O processo de soldagem da cabeça da bobina e do bumbum de cauda é o processo principal para realizar a produção contínua de múltiplas bobinas e refletir a eficiência de produção dos tubos soldados de HFW. No entanto, Devido ao baixo carbono equivalente dos materiais necessários para a soldagem de bobinas na cabeça à cauda, É geralmente necessário que o CEIIW equivalente a carbono seja menor que 0.43, Caso contrário, é fácil causar quebra de tira e afetar seriamente a eficiência da produção. Desde o CEIIW equivalente a carbono de 37mn5 aço 0.58, combinado com as características do processo de produção de tubos soldados, Obviamente, este aço não é adequado para a produção do revestimento de óleo HFW de grau de aço K55; assim sendo, A dificuldade técnica na produção do revestimento de óleo HFW de grau de aço K55 está no material que o projeto deve garantir uma baixa taxa de rendimento em um equivalente a baixo carbono. O método de formação de HFW da Abter Steel Co., Ltd. adota tecnologia avançada de formação de row-roll, que fornece uma garantia para obter excelente desempenho de solda. Durante o processo de conformação, A tira de aço passa pelos rolos de cada moinho, e gradualmente se dobra para a forma do tubo ideal em branco de acordo com o sistema de passagem projetado [3], que é um processo de deformação contínuo e dinâmico. Neste processo, junto com a deformação de flexão transversal da tira de aço, tensão, Compressão e Springback ocorrem simultaneamente, deformação de cisalhamento na superfície e na direção da espessura da placa, e alongamento longitudinal e deformação de extrusão na borda [6]. O estado de estresse de várias deformações é muito complicado, Mas a cepa ε pode ser estimada pela seguinte fórmula: e = t/(D+t) (1) onde t— - espessura da tira de aço, mm; D— - diâmetro do porte do tubo soldado, mm . A prática provou que por meio de redução de carbono, liga e resfriamento controlado durante o rolamento a quente, É possível produzir bobinas laminadas a quente cujas propriedades mecânicas atendem aos requisitos de grau de aço K55. Por exemplo, para uma bobina laminada a quente com uma temperatura final de rolamento maior que 860 ° C e uma temperatura em enrolamento de 570 ° C, a força de escoamento é 478 MPA e a força de tração é 697 MPa [5]. Para o diâmetro médio de 273 mm × 10,16 mm de revestimento, A tensão após a fabricação de tubos é sobre 3.6%. De acordo com a curva de tensão-deformação, Quando a tensão de 3.6% ocorre, a força de escoamento após a fabricação de tubos aumentará para cerca de 563 MPa, o que excede a faixa necessária de força de escoamento de grau de aço K55 [5]. Para esse tipo de bobina enlatada a quente, Para garantir que a força de escoamento após a fabricação de tubos seja menor que 552 MPa, a tensão após a fabricação de tubos não deve exceder 3.0%. Se o invólucro HFW de diferentes especificações do grau de aço K55 for limitado por 3.0% variedade, Existem apenas £ 339,72 mm × 9,65 mm, ° 406,4 mm × 11,13 mm, 473.08 mm × 11,05 mm, ° Mm508 mm × 12,7 mm, Q508 mm × 11,13 mm e outras especificações das buchas de HFW têm uma tensão menor que 3.0%, isto é, dizer, Sob a condição ideal de não considerar a flutuação do desempenho das bobinas, Somente as cinco especificações acima dos invólucros, as propriedades mecânicas após a fabricação de tubos podem atender aos requisitos do grau de aço K55. Para invadir outras especificações, O processamento térmico deve ser usado após a fabricação de tubos para produzir invólucros hfw qualificados.
A produção no local mostra que em comparação com a bobina, A força de escoamento do corpo do tubo após a formação é sobre 50-100 MPA mais alto que o da bobina, E a força de tração é sobre 10-30 MPA mais baixo. Desta maneira, A força de escoamento ideal de bobina deve ser controlada
É cerca de 400mpa, enquanto a resistência à tração deve ser controlada acima de 680mpa; A taxa de rendimento é 0.59. Obviamente, É difícil alcançar uma proporção de baixa rendimento para carbono comum ou aço de baixa liga.
A prática mostrou que: Devido ao efeito significativo de endurecimento do trabalho de pequeno diâmetro HFW Casing, As propriedades mecânicas da placa laminada a quente após o enrolamento não podem atender aos requisitos do grau de aço K55. No entanto, O efeito de endurecimento do trabalho do revestimento de grande diâmetro é pequeno com a mesma espessura da parede. Com base na pesquisa de laboratório, Dois conjuntos de soluções técnicas podem ser adotadas para lidar com isso, respectivamente. Plano 1, Especificações acima de £ 339 mm, Realize testes de ajuste fino na composição química dos graus de aço atuais, Para produzir carruagens qualificadas de grau de aço K55 através de tratamento térmico de solda on-line após a fabricação de tubos; Plano 2, Especificações abaixo de £ 339 mm, Depois de passar o tubo, tornando o tratamento térmico normalizador de todo o tubo atende aos requisitos de desempenho do grau de aço K55.
Para o primeiro conjunto de esquemas, A idéia de design de composição é: A melhor combinação de dois elementos de liga de fortalecimento da solução sólida, C e Mn, pode efetivamente reduzir a taxa de força de escoamento do material [7], como o grau de aço 37mn5 para a produção de grau de aço K55 tubulação de aço sem costura , e sua taxa de força de escoamento pode atingir 0.64; assim sendo, O carbono é reduzido com base em 37mn5 para atender aos requisitos de baixa relação equivalente a carbono e baixa resistência ao escoamento. Por outro lado, O aço morto de alumínio é um aço de grão fino tradicional, e Al é usado como um elemento de liga, é desfavorável para reduzir a taxa de resistência ao escoamento do material, e o conteúdo de AL deve ser reduzido. Para o segundo conjunto de esquemas, O método de normalizar o tratamento térmico no tubo soldado é usado para eliminar o efeito de endurecimento do trabalho causado pela formação de tiras. Como o tratamento térmico normalizador do tubo soldado pode não apenas eliminar a influência do endurecimento do trabalho do material e a flutuação das propriedades da própria bobina nas propriedades mecânicas, mas também faça as propriedades mecânicas e a microestrutura da costura de soldagem perto do corpo do tubo, e as propriedades mecânicas de todo o tubo são estáveis. Bom sexo. A ideia de design de composição é a seguinte: com base no aço carbono-manmanganeses, V é o principal elemento de fortalecimento, impurezas como p e s são controladas, e o aço fundido é purificado por tratamento com CA. K55 Aço de aço invólucro com desempenho estável. As propriedades de tração dos dois esquemas após o tubo, fazendo todos os requisitos do padrão de 5ct da API Spec 5ct (Mesa 2). Os produtos de invólucro de grau de aço K55 de × 11,05 mm × 11,05 mm são mostrados na figura 1.
Perspectiva de desenvolvimento de revestimento de óleo HFW de aço Abter
De acordo com a literatura [8], petróleo e gases combustíveis (como gás natural, gás de xisto, metano de cama de carvão, etc.) são a principal energia consumida pelos seres humanos atualmente. No passado 30 anos, O uso de energia fóssil do mundo continuou a crescer, Principalmente do petróleo, gás e carvão combustível. Outros tipos de energia, como energia da água, energia nuclear, energia de biomassa, energia eólica, e energia solar, apenas responsável por uma pequena proporção da energia total. Mesmo na taxa de desenvolvimento mais otimista, É impossível substituir a energia fóssil e ocupar uma posição dominante pelo menos antes 2050 . Desde que meu país se tornou um importador de petróleo líquido em 1993, O consumo de petróleo bruto do meu país aumentou a uma taxa média anual de 5.77%, e se tornou o segundo maior consumidor de petróleo do mundo no mundo. De acordo com as previsões da Agência Internacional de Energia (AIE) e a Administração de Informações de Energia dos EUA (EIA), Por 2030, A demanda do meu país por petróleo e gás será basicamente sobre 800 milhões de toneladas de petróleo e sobre 200 Bilhão m3 de gás natural. China “Décimo segundo plano de cinco anos” planos para o equivalente a petróleo e gás: China National Petroleum Corporation 400 milhões de toneladas, dos quais explorações no exterior contabilizam 50%, Mineração de chaves domésticas Songliao, Ordens, Xinjiang, Áreas de Bohai Bay e Sichuan-Chongqing; China Petroquímica Corporation Planos O equivalente à produção é 110 milhões de toneladas; o da China National Offshore Oil Corporation é 100 milhões de toneladas. Durante o “Décimo segundo plano de cinco anos” período, A demanda média anual por tubos de poço de petróleo é sobre 3.2 milhões de toneladas. Tubos de poço de petróleo são materiais e equipamentos importantes necessários para exploração e desenvolvimento de petróleo e gás, e representar uma média de 20% Para 30% de todo o custo de construção do poço. O processo de exploração e desenvolvimento da indústria de petróleo e gás é o processo de usar e consumir tubos de poço de petróleo em grandes quantidades. Antes dos anos 80, Todos ou principalmente tubos de petróleo usados no meu país confiam nas importações. Até 1998, A taxa de localização dos tubos de poço de petróleo no meu país alcançou 85% [9]. Atualmente, A capacidade de produção de tubos de poço de petróleo do meu país atingiu 10 milhões de toneladas, e a capacidade de produção está seriamente supercapacitada. sob a ação sucessiva da força de teste inicial, a capacidade de produção das empresas com a siderúrgica + fabricação de tubos + Recursos de processamento de tubos é sobre 5.5 milhões de toneladas, como Tianjin Steel Pipe Group Co., Ltd., ABTER AÇO, Hengyang Valin Steel Pipe Co., Ltd., Grupo Pangang Chengdu Steel Vanadium Co., Ltd., Wuxi Simlais Petroleum Special Pipe Manufacturing Co., Ltd., etc.; Empresas com fabricação de tubos + Os recursos de processamento de tubos têm uma capacidade de produção de cerca de 1.3 milhões de toneladas, como Baoji Petroleum Steel Pipe Co., Ltd.; A capacidade de produção das empresas com capacidade de processamento de tubos é sobre 3.2 milhões de toneladas, como várias empresas de processamento de campos petrolíferos.
Sob o fundo da sobrecapacidade grave de tubos de poço de petróleo no meu país, O desenvolvimento da carcaça de óleo de aço da Abter deve destacar as vantagens da fabricação de aço + fabricação de tubos + Processamento de tubos e sistema de qualidade consistente, desenvolvimento diferenciado, e realizar o trabalho nos seguintes aspectos:
(1) Expanda as especificações e a produção da carcaça de óleo de grau de aço H40 para atender à demanda por revestimento econômico de petróleo em baixa pressão, áreas de petróleo e gás de baixa permeabilidade.
(2) Expanda as especificações e a saída de M65, L80-1, Tubos de revestimento de óleo de grau de aço n80-q e p110 para atender às necessidades dos campos de petróleo para reduzir custos e aumentar a eficiência.
(3) Pesquise e desenvolva a carcaça de óleo de aço K55 de paredes grossas de grande diâmetro para atender às necessidades de mercados estrangeiros específicos.
(4) Pesquise e desenvolva alta caixa de óleo anti-extrusão, como 80-TT, Para atender à demanda por revestimento econômico de alta extrusão em campos de petróleo.
(5) Pesquise e desenvolva a carcaça de petróleo resistente à corrosão, como 80s, 90S e 95s, Para atender à demanda por revestimento econômico resistente à corrosão em campos de petróleo.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}