

Một công nghệ mới: A335 Hợp kim thép ống hàn khớp Xử lý nhiệt
có thể 23, 2023
Sự khác biệt giữa ASTM A105 và ASTM A234 là gì?
tháng sáu 18, 2023
Triển vọng nghiên cứu và phát triển vỏ dầu HFW của ABTER STEEL trong tương lai sẽ được thảo luận. Nó được chỉ ra rằng sự phát triển của vỏ dầu ABTER STEEL HFW nên làm nổi bật sản xuất thép + Làm ống + gia công đường ống
và những lợi thế của hệ thống chất lượng phù hợp để đạt được sự phát triển khác biệt; mở rộng thông số kỹ thuật và sản lượng của các sản phẩm phát triển, nghiên cứu phát triển K55 vách dày đường kính lớn, high anti-extrusion and corrosion resistance
Vỏ dầu.
Từ khóa: HFW; vỏ dầu; ABTER THÉP; Tình trạng nghiên cứu và phát triển; thăm dò; J55; K55
Theo phương pháp tạo hình, ống vỏ dầu được chia thành hai loại:: ống thép liền mạch và ống hàn. So với ống thép liền mạch, Ống hàn có các tính năng đáng chú ý nhất của độ dày thành cao và độ chính xác kích thước, khả năng chống sụp đổ tốt, và quy trình sản xuất ngắn. , hiệu quả sản xuất cao, nhiều thông số kỹ thuật, tiêt kiệm năng lượng, chi phí sản xuất thấp, và hiệu suất chi phí cao; vì thế, hàn tần số cao (HFW cho ngắn gọn) được sử dụng phổ biến trong vỏ dầu ở nước ngoài (chẳng hạn như Hoa Kỳ, Đức, Nhật Bản, Nam Triều Tiên, Vân vân.) ) ống thay vì ống thép liền mạch, Các mỏ dầu trong nước cũng đang từng bước thúc đẩy việc sử dụng [1]
.
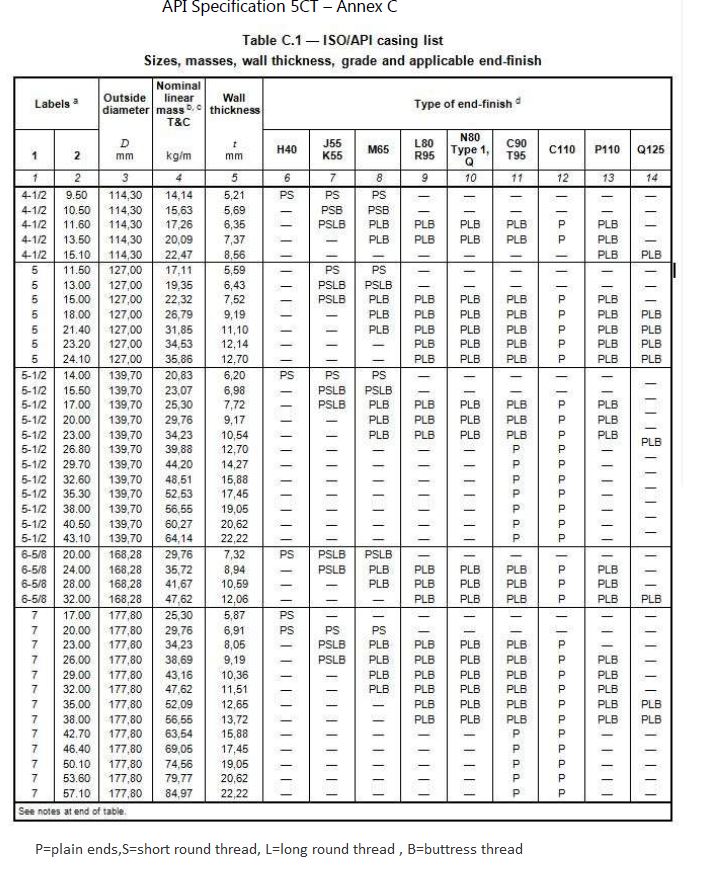
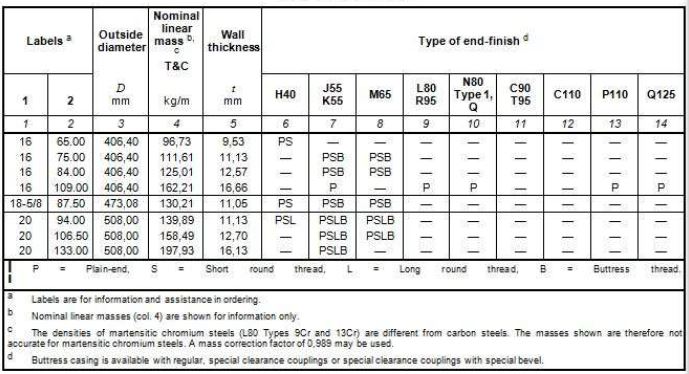
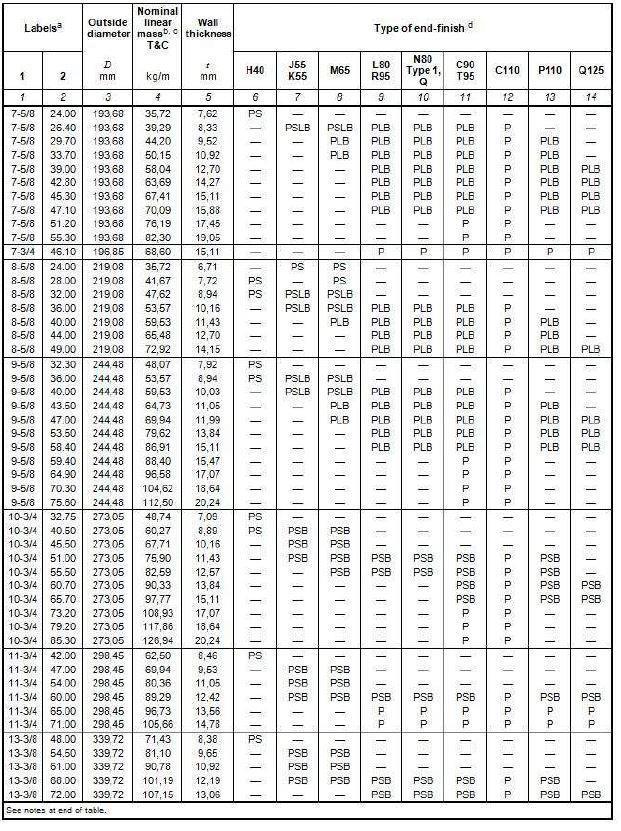
ABTER STEEL Co., Công ty TNHH. (Viết tắt là ABTER STEEL) đã phát triển H40, J55, K55,
M65, L80 -1, N80 -Q, N80 -1 và các sản phẩm vỏ dầu HFW cấp thép P110, bao gồm 7 đường kính ngoài (219.08 ~ 508,00 mm), 46 thông số kỹ thuật (Bàn 1), cơ bản đáp ứng đề cương sản phẩm theo yêu cầu, 500,000 tấn đã được cung cấp cho các mỏ dầu trong và ngoài nước và các nước sử dụng khác [2-3].

API 5CT Gr.J55 Vỏ ống
API 5CT-Viện Dầu khí Hoa Kỳ là đặc điểm kỹ thuật cho vỏ liền mạch và ống, API 5CT J55 ống vỏ chủ yếu được sử dụng cho các giếng cạn, giếng địa nhiệt, và giếng nước hoặc khoan giếng dầu chủ yếu để hỗ trợ thành giếng trong và sau khi khoan để đảm bảo quá trình khoan và hoạt động bình thường của toàn bộ giếng sau khi hoàn thành. Sắt thế giới & thép là một trong những nhà sản xuất và cung cấp ống vỏ hàng đầu Trung Quốc, if you want to buy or import high-quality API J55 vỏ ống, Xin vui lòng liên hệ với chúng tôi.
Tiêu chuẩn: API 5CT
Lớp: J55
Lòng khoan dung.
Dung sai OD<114,3mm ±0,79
Dung sai OD≥114,3mm -0.5% +1%
Dung sai độ dày:-12.5%
Ứng dụng: Giếng cạn, giếng địa nhiệt, và giếng nước hoặc giếng dầu khác
Khó khăn kỹ thuật và đặc tính quy trình của vỏ J55
So với các phương pháp hàn khác, Hàn tần số cao được đặc trưng bởi sự vắng mặt của chất độn kim loại (chẳng hạn như dây hàn); vì thế, Khi quá trình hàn ổn định, Chất lượng hàn phụ thuộc phần lớn vào chất lượng của dải thép. Ví dụ, vỏ J55 được sản xuất bởi đơn vị ống hàn đường hàn dọc Φ610 mm HFW của Baosteel có thành phần hóa học ban đầu của thép với C và Mn là yếu tố tăng cường chính, không chứa Nb, và có sự phân tách trung tâm trong dải thép cán nóng [1 ]
.
Phạm vi của vỏ dầu J55 có thể được sản xuất là Ф219.08 ~ 508.00 mm, trong đó chiều rộng đai thép sử dụng cho hai thông số kỹ thuật của Ф219.08 mm và Ф244.48 mm là 700 mm và 770 mm tương ứng, là những dải hẹp. Để không lãng phí công suất cán nóng, Thường cán nóng 1 420 mm, 1 560 Các dải rộng mm được cắt dọc theo đường trung tâm. Do sự phân tách thành phần của dải thép cán nóng, và sự phân biệt của 1/2 .part (Trung tâm của dải thép) là nghiêm trọng, Khu vực phân tách trung tâm được đặt tại mối hàn sau khi đường ống được thực hiện, và vùng phân tách trong vùng bị ảnh hưởng nhiệt của mối hàn sau khi xử lý nhiệt bình thường hóa mối hàn trực tuyến Có các dải martensite trên vỏ, và các tiêu chuẩn API không cho phép sự hiện diện của martensite không được tôi luyện trong vỏ, Vì vậy, nó là cần thiết để thêm
Thêm xử lý nhiệt toàn bộ ống để loại bỏ, do đó làm tăng chi phí sản xuất. Nhằm vào những vấn đề trên, ABTER STEEL Co., Công ty TNHH. thiết kế hai sơ đồ thử nghiệm để điều chỉnh thành phần hóa học của dải thép được sử dụng cho vỏ J55 [1]
.
Mưu 1: Giảm carbon trong thiết kế vật liệu để giảm sự tách biệt trung tâm dải thép, w (C) Là 0.17% đến 0.20%, 0.075% thấp hơn thành phần hóa học ban đầu, Giảm phân tách carbon; Si, Nội dung Mn và thành phần gốc giống nhau. Sau khi sản xuất thử nghiệm đề án 1, sự phân tách ở trung tâm của dải thép được giảm, Nhưng vẫn còn một lượng nhỏ martensite trên vùng phân tách trong vùng bị ảnh hưởng nhiệt sau khi xử lý nhiệt bình thường hóa mối hàn [1]
.
Mưu 2: Giảm carbon và mangan trong thiết kế vật liệu để giảm sự tách biệt trung tâm dải thép, w (C) Là 0.13% đến 0.18%, cái nào là 0.105% thấp hơn thành phần hóa học ban đầu, Giảm phân tách carbon; w (Mn) là 0,60% ~ 1,00%, cái nào là 0.30% thấp hơn thành phần hóa học ban đầu, làm giảm sự phân tách mangan, để không có cấu trúc martensitic sau khi xử lý nhiệt bình thường hóa trực tuyến trong mối hàn[1]; mất sức mạnh, cải thiện hiệu suất xử lý của đường ống và ngăn không cho ren vỏ bị dính; thêm một lượng nhỏ Ca để tinh chế thép nóng chảy, thúc đẩy sự hình cầu hóa của MnS, và cải thiện hiệu suất toàn diện của vật liệu [4]. Đối với dải thép J55 được thiết kế theo thành phần của Sơ đồ 2, Martensite sẽ không xuất hiện trong vùng bị ảnh hưởng nhiệt của mối hàn sau khi làm ống, và cấu trúc vi mô và cường độ đáp ứng các yêu cầu của API Spec 5CT.
API 5CT K55 / J55 Thành phần hóa học
| Lớp | C≤ | Si≤ | Mn≤ | P≤ | S≤ | CR≤ | Ni≤ | Cu≤ | Mo≤ | V≤ |
| API 5CT K55 / J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / | / |
API 5CT K55 / J55 Tài sản cơ học
| Lớp thép | Mang lại sức mạnh (Mpa) | Độ bền kéo (Mpa) | Tổng độ giãn dài dưới tải % |
| API 5CT K55 | 379-552 | ≥655 | 0.5 |
| API 5CT J55 | 379-552 | ≥517 | 0.5 |
Xử lý nhiệt (PSL2 và PSL1 khác nhau)
API 5CT J55 PSL1 và API 5CT K55 PSL2 giống nhau (Giao hàng cuốn chiếu);
PSL2 :J55 và K55 nên được chuẩn hóa hoặc chuẩn hóa và tôi luyện. Nếu dày, bình thường hóa hoặc bình thường hóa và ủ nên được thêm vào sau khi dày lên.
Thử nghiệm tác động (PSL2 và PSL1 khác nhau)
Ống: PSL1, J55 và K55 không có yêu cầu; PSL2, J55 và K55 yêu cầu công việc tác động tối thiểu 20J mẫu kích thước đầy đủ, và công việc tác động tối thiểu 27J của mẫu vật kích thước đầy đủ.
Khớp nối: Thử nghiệm tác động J55 và K55 là cần thiết. Năng lượng tác động tối thiểu của mẫu vật là 20J, và năng lượng tác động tối thiểu của mẫu kích thước đầy đủ là 27J.
Khó khăn kỹ thuật và đặc tính quy trình của vỏ K55
Phạm vi cường độ năng suất của vỏ dầu cấp thép K55 là từ 379-552MPa, và độ bền kéo lớn hơn 655MPa, được đặc trưng bởi tỷ lệ năng suất rất thấp của vật liệu (0.58-0.84). Được thiết kế từ thành phần hóa học của vật liệu
Nói cách khác, Thép carbon-mangan phổ biến là lý tưởng để đạt được tỷ lệ năng suất thấp, chẳng hạn như thép 37Mn5, được sử dụng rộng rãi trong sản xuất ống thép liền mạch cấp K55, với w(C) trong khoảng 0.37% và w(Mn) trong khoảng 1.3%. Sức mạnh năng suất của 37Mn5 sau khi lăn là khoảng 450 MPa, độ bền kéo ở trên 700 MPa, và tỷ lệ năng suất là 0.64, có thể đáp ứng các yêu cầu của tính chất cơ học cấp thép K55 [5]
Quy trình sản xuất vỏ HFW là: Sản xuất thép → đúc liên tục → cán nóng thành cuộn dây → đầu và đuôi cắt mông hàn cuộn dây → dải tạo hình → hàn → xử lý nhiệt mối hàn trực tuyến hoặc xử lý nhiệt của toàn bộ đường ống → chế biến ống → kiểm tra nhà máy chờ. Quá trình hàn mông cắt đầu và đuôi là quá trình quan trọng để thực hiện việc sản xuất liên tục nhiều cuộn dây và phản ánh hiệu quả sản xuất của ống hàn HFW. Tuy nhiên, do lượng carbon thấp tương đương với các vật liệu cần thiết để hàn mông từ đầu đến đuôi của cuộn dây, thông thường yêu cầu CEIIW tương đương carbon phải nhỏ hơn 0.43, nếu không rất dễ gây vỡ dải và ảnh hưởng nghiêm trọng đến hiệu quả sản xuất. Vì CEIIW tương đương carbon của thép 37Mn5 đạt 0.58, kết hợp với đặc điểm quy trình sản xuất của ống hàn, thép này rõ ràng không phù hợp để sản xuất vỏ dầu HFW cấp thép K55; vì thế, khó khăn kỹ thuật trong sản xuất vỏ dầu HFW cấp thép K55 nằm ở vật liệu Thiết kế phải đảm bảo tỷ lệ năng suất thấp ở mức tương đương carbon thấp. Phương pháp tạo hình HFW của ABTER STEEL Co., Công ty TNHH. Áp dụng công nghệ tạo hình cuộn hàng tiên tiến, cung cấp một đảm bảo để có được hiệu suất mối hàn tuyệt vời. Trong quá trình hình thành, dải thép đi qua các cuộn của mỗi nhà máy cán, và dần dần uốn cong theo hình dạng của phôi ống lý tưởng theo hệ thống đường chuyền được thiết kế [3], là một quá trình biến dạng liên tục và năng động. Trong quá trình này, cùng với sự biến dạng uốn ngang của dải thép, sức ép, Nén và Springback xảy ra đồng thời, biến dạng cắt trên bề mặt và theo hướng độ dày của tấm, và kéo dài theo chiều dọc và biến dạng đùn trên mép [6]. Trạng thái ứng suất của các biến dạng khác nhau rất phức tạp, Nhưng ε chủng có thể được ước tính theo công thức sau:: ε=t/(D + t) (1) trong đó t —— độ dày của dải thép, mm; D —— đường kính ngoài của ống hàn, mm . Thực tiễn đã chứng minh rằng bằng cách giảm carbon, Hợp kim và làm mát có kiểm soát trong quá trình cán nóng, có thể sản xuất cuộn dây cán nóng có tính chất cơ học đáp ứng các yêu cầu của mác thép K55. Ví dụ, đối với cuộn dây cán nóng có nhiệt độ cán cuối cùng lớn hơn 860 °C và nhiệt độ cuộn của 570 ° C, Sức mạnh năng suất là 478 MPa và độ bền kéo là 697 MPa [5]. Đối với vỏ đường kính trung bình Ф273 mm×10,16 mm, Sự căng thẳng sau khi làm ống là về: 3.6%. Theo đường cong căng thẳng-căng thẳng, Khi căng thẳng của 3.6% xảy ra, cường độ năng suất sau khi làm ống sẽ tăng lên khoảng 563 MPa, trong đó có Nó vượt quá phạm vi cường độ năng suất yêu cầu của mác thép K55 [5]. Đối với loại cuộn dây cán nóng này, để đảm bảo rằng cường độ năng suất sau khi làm ống nhỏ hơn 552 MPa, biến dạng sau khi làm ống không được vượt quá 3.0%. Nếu vỏ HFW có các thông số kỹ thuật khác nhau của loại thép K55 bị giới hạn bởi 3.0% dòng, chỉ có Ф339,72 mm×9,65 mm, Ф406,4 mm×11,13 mm, Ф473,08 mm×11,05 mm, Ф508 mm×12,7 mm, Ф508 mm ×11,13 mm và các thông số kỹ thuật khác của ống lót HFW có độ căng nhỏ hơn 3.0%, Điều đó có nghĩa là:, trong điều kiện lý tưởng là không xem xét biến động hiệu suất của cuộn dây, chỉ có năm thông số kỹ thuật trên của vỏ Các tính chất cơ học sau khi làm ống có thể đáp ứng các yêu cầu của mác thép K55. Đối với vỏ của các thông số kỹ thuật khác, xử lý nhiệt phải được sử dụng sau khi làm ống để sản xuất vỏ HFW đủ tiêu chuẩn.
Việc sản xuất tại chỗ cho thấy rằng so với cuộn dây, cường độ năng suất của thân ống sau khi hình thành là về: 50-100 MPa cao hơn so với cuộn dây, và độ bền kéo là về: 10-30 MPa thấp hơn. Theo cách này, Cần kiểm soát cường độ năng suất cuộn dây lý tưởng
Đó là khoảng 400MPa, trong khi độ bền kéo phải được kiểm soát trên 680MPa; Tỷ lệ năng suất là 0.59. Rõ ràng, Tỷ lệ năng suất thấp như vậy rất khó đạt được đối với carbon thông thường hoặc thép hợp kim thấp.
Thực tiễn đã chỉ ra rằng: do hiệu ứng làm cứng công việc đáng kể của vỏ HFW đường kính nhỏ, tính chất cơ học của tấm cán nóng sau khi cuộn không thể đáp ứng các yêu cầu của mác thép K55. Tuy nhiên, Hiệu quả làm cứng công việc của vỏ đường kính lớn là nhỏ với cùng độ dày thành. Trên cơ sở nghiên cứu trong phòng thí nghiệm, Hai bộ giải pháp kỹ thuật có thể được áp dụng để đối phó với nó tương ứng. Kế hoạch 1, thông số kỹ thuật trên Ф339 mm, Tiến hành các thử nghiệm tinh chỉnh về thành phần hóa học của các loại thép hiện tại, để sản xuất vỏ thép K55 đủ tiêu chuẩn thông qua xử lý nhiệt mối hàn trực tuyến sau khi làm ống; Kế hoạch 2, thông số kỹ thuật bên dưới Ф339 mm, sau khi vượt qua quá trình làm ống Việc xử lý nhiệt bình thường hóa của toàn bộ ống đáp ứng các yêu cầu hiệu suất của mác thép K55.
Đối với bộ sơ đồ đầu tiên, Ý tưởng của thiết kế bố cục là: Sự kết hợp tốt nhất của hai yếu tố hợp kim tăng cường dung dịch rắn, C và Mn, có thể làm giảm hiệu quả tỷ lệ cường độ năng suất của vật liệu [7], chẳng hạn như mác thép 37Mn5 để sản xuất mác thép K55 Ống thép liền mạch , và tỷ lệ sức mạnh năng suất của nó có thể đạt được 0.64; vì thế, carbon được giảm trên cơ sở 37Mn5 để đáp ứng các yêu cầu về tỷ lệ cường độ tương đương carbon thấp và năng suất thấp. Mặt khác, Thép giết nhôm là một loại thép hạt mịn truyền thống, và Al được sử dụng làm nguyên tố hợp kim Không thuận lợi khi giảm tỷ lệ cường độ năng suất của vật liệu, và hàm lượng Al nên được giảm. Đối với bộ sơ đồ thứ hai, Phương pháp bình thường hóa xử lý nhiệt cho ống hàn được sử dụng để loại bỏ hiệu ứng làm cứng công việc do hình thành dải. Bởi vì việc xử lý nhiệt bình thường hóa của ống hàn không chỉ có thể loại bỏ ảnh hưởng của việc làm cứng vật liệu và sự dao động của các tính chất của cuộn dây đến các tính chất cơ học, mà còn làm cho các tính chất cơ học và cấu trúc vi mô của đường hàn gần với thân ống, và tính chất cơ học của toàn bộ đường ống là ổn định. Quan hệ tình dục tốt. Ý tưởng thiết kế bố cục như sau: trên cơ sở thép carbon-mangan, V là yếu tố tăng cường chính, các tạp chất như P và S được kiểm soát, và thép nóng chảy được tinh chế bằng xử lý Ca. Vỏ thép cấp K55 với hiệu suất ổn định. Các đặc tính kéo của hai sơ đồ sau khi làm ống đều đáp ứng các yêu cầu của tiêu chuẩn API Spec 5CT (Bàn 2). Các sản phẩm vỏ thép Ф473.08 mm × 11.05 mm K55 được thể hiện trong Hình 1.
Triển vọng phát triển vỏ dầu ABTER STEEL HFW
Theo tài liệu [8], Dầu mỏ và khí dễ cháy (chẳng hạn như khí đốt tự nhiên, khí đá phiến, than giường mêtan, Vân vân.) là năng lượng chính mà con người tiêu thụ hiện nay. Trong quá khứ 30 năm, Việc sử dụng năng lượng hóa thạch của thế giới đã tiếp tục phát triển, chủ yếu từ xăng dầu, khí đốt và than đá. Các loại năng lượng khác, chẳng hạn như năng lượng nước, Năng lượng hạt nhân, Năng lượng sinh khối, Năng lượng gió, và năng lượng mặt trời, chỉ chiếm một tỷ lệ nhỏ trong tổng năng lượng. Ngay cả ở tốc độ phát triển lạc quan nhất, Không thể thay thế năng lượng hóa thạch và chiếm vị trí thống trị ít nhất là trước đây 2050 . Kể từ khi đất nước tôi trở thành nước nhập khẩu ròng dầu trong 1993, Tiêu thụ dầu thô của nước tôi đã tăng với tốc độ trung bình hàng năm là 5.77%, và đã trở thành nước tiêu thụ dầu thô lớn thứ hai thế giới. Theo dự đoán của Cơ quan Năng lượng Quốc tế (IEA) và Cơ quan Thông tin Năng lượng Hoa Kỳ (ĐTM), Bằng cách 2030, Nhu cầu dầu khí của nước tôi về cơ bản sẽ xấp xỉ 800 triệu tấn dầu thô và khoảng 200 tỷ m3 khí tự nhiên. Trung Quốc “Kế hoạch năm năm lần thứ mười hai” Kế hoạch tương đương dầu khí: Tập đoàn Dầu khí Quốc gia Trung Quốc 400 triệu tấn, trong đó thăm dò ở nước ngoài chiếm 50%, khai thác trọng điểm trong nước Songliao, Ordos, Tân Cương, Vịnh Bột Hải và khu vực Tứ Xuyên-Trùng Khánh; Kế hoạch của Tập đoàn Hóa dầu Trung Quốc Sản xuất tương đương là 110 triệu tấn; của Tập đoàn Dầu khí Ngoài khơi Quốc gia Trung Quốc là 100 triệu tấn. Trong thời gian “Kế hoạch năm năm lần thứ mười hai” khoảng thời gian, Nhu cầu trung bình hàng năm đối với ống giếng dầu là về: 3.2 triệu tấn. Ống giếng dầu là vật liệu và thiết bị quan trọng cần thiết cho việc thăm dò và phát triển dầu khí, và chiếm trung bình 20% đến 30% của toàn bộ chi phí xây dựng giếng. Quá trình thăm dò và phát triển ngành dầu khí là quá trình sử dụng và tiêu thụ ống giếng dầu với số lượng lớn. Trước những năm 1980, Tất cả hoặc chủ yếu là ống giếng dầu được sử dụng ở nước tôi đều dựa vào nhập khẩu. Đến 1998, tỷ lệ nội địa hóa ống giếng dầu ở nước tôi đạt 85% [9]. Hiện tại, Năng lực sản xuất ống giếng dầu của nước tôi đã đạt 10 triệu tấn, và năng lực sản xuất bị quá tải nghiêm trọng. Trong số họ, Năng lực sản xuất của doanh nghiệp sản xuất thép + Làm ống + Khả năng xử lý đường ống là về: 5.5 triệu tấn, chẳng hạn như Thiên Tân thép ống Group Co., Ltd., ABTER THÉP, Hengyang Valin Thép Ống Co., Ltd., Pangang Group Thành Đô Thép Vanadi Co., Ltd., Vô Tích Simlais Dầu khí Đặc Biệt Ống Sản Xuất Co., Ltd., Vân vân.; Các công ty có sản xuất ống + Khả năng xử lý ống có năng lực sản xuất khoảng 1.3 triệu tấn, chẳng hạn như Baoji Dầu khí Thép Ống Co., Ltd.; Năng lực sản xuất của các doanh nghiệp có năng lực xử lý đường ống là về: 3.2 triệu tấn, chẳng hạn như các doanh nghiệp chế biến mỏ dầu khác nhau.
Dưới bối cảnh dư thừa nghiêm trọng của đường ống giếng dầu ở nước tôi, sự phát triển của vỏ dầu ABTER STEEL HFW nên làm nổi bật những lợi thế của sản xuất thép + Làm ống + xử lý đường ống và hệ thống chất lượng phù hợp, Phát triển khác biệt, và thực hiện công việc trong các khía cạnh sau::
(1) Mở rộng thông số kỹ thuật và sản lượng của vỏ dầu cấp thép H40 để đáp ứng nhu cầu về vỏ dầu tiết kiệm ở áp suất thấp, khu vực dầu khí thấm thấp.
(2) Mở rộng thông số kỹ thuật và đầu ra của M65, L80-1, Ống vỏ dầu cấp thép N80-Q và P110 để đáp ứng nhu cầu của các mỏ dầu để giảm chi phí và tăng hiệu quả.
(3) Nghiên cứu và phát triển vỏ dầu cấp thép K55 có thành dày đường kính lớn để đáp ứng nhu cầu của các thị trường nước ngoài cụ thể.
(4) Nghiên cứu phát triển vỏ dầu chống đùn cao, chẳng hạn như 80-TT, để đáp ứng nhu cầu về vỏ chống đùn cao kinh tế trong các mỏ dầu.
(5) Nghiên cứu phát triển vỏ dầu chống ăn mòn, chẳng hạn như 80S, 90S và 95S, để đáp ứng nhu cầu về vỏ chống ăn mòn kinh tế trong các mỏ dầu.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}