

Tubi in acciaio per la nuova energia
ottobre 13, 2024
Corrosione interna nei pozzi di petrolio e gas: Sfide e opportunità degli inibitori della corrosione
ottobre 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – Ricerca sui processi di saldatura e trattamento termico
Astratto: L'acciaio ASTM A335 P91 10Cr9Mo1VNbN è una materia prima di alta qualità per la produzione di tubi per caldaie. tuttavia, ha scarsa saldabilità ed è molto sensibile alla temperatura del trattamento termico. inoltre, ha un'elevata propensione al cracking freddo, rendendolo suscettibile al rilevamento di proprietà meccaniche non qualificate come resistenza agli urti e durezza nella zona di saldatura e nella zona alterata dal calore dopo la saldatura. È stato condotto uno studio completo sul processo di saldatura di 10Cr9Mo1VNbN. Il processo di saldatura e i parametri di trattamento termico dei tubi in acciaio sono stati ottimizzati attraverso test di saldatura e valutazioni del processo di saldatura. Ciò ha comportato un miglioramento della qualità della saldatura del tubo in acciaio ASTM A335 P91 10Cr9Mo1VNbN, che può fornire un riferimento al processo di saldatura per prodotti di materia simili.
Parole chiave: Acciaio ASTM A335 P91 10Cr9Mo1VNbN; saldatura; il trattamento termico; processo; ottimizzazione
L'acciaio ASTM A335 P91 10Cr9Mo1VNbN è stato sviluppato per la prima volta con successo presso l'Oak Ridge National Laboratory negli Stati Uniti, e il grado di acciaio è stato designato come ASTMA335P91, indicato come acciaio P91. Dopo che il mio paese ha sviluppato con successo l'acciaio P91, è stato incorporato nello standard nazionale e il suo grado di acciaio è stato designato come 10Cr9Mo1VNbN. 10L'acciaio Cr9MolVNbN si ottiene riducendo il contenuto di C sulla base dell'acciaio standard 9Cr-1Mo, aggiungendo oligoelementi come Nb e V, e controllando opportunamente l'elemento N. Rispetto al normale acciaio inossidabile, Il materiale in acciaio ASTM A335 P91 10Cr9Mo1VNbN presenta vantaggi in termini di prestazioni meccaniche in termini di resistenza alle alte temperature, sollecitazione ammissibile, coefficiente di dilatazione termica, Vengono prodotti diversi tipi di acciaio in base alle proprietà meccaniche e fisiche richieste per la loro applicazione, resistenza agli urti, prestazione complessiva di flessione, prestazioni alla fatica ad alta temperatura e resistenza all'ossidazione ad alta temperatura [1-51, che può risolvere il problema del degrado organizzativo del normale acciaio resistente al calore durante il funzionamento e ridurre il verificarsi di incidenti di scoppio dei tubi. È un materiale di produzione di alta qualità che sostituisce il normale acciaio resistente al calore nella produzione e fabbricazione di tubi per caldaie. Gli svantaggi dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN sono la scarsa saldabilità, elevata sensibilità alla temperatura del trattamento termico, elevata tendenza alla fessurazione a freddo, e il problema della ridotta resistenza dei giunti saldati durante la saldatura e del cedimento prematuro dei pezzi da essi causato. dopo la saldatura, è facile rilevare difetti come proprietà meccaniche non qualificate come resilienza e durezza nella zona di saldatura e nella zona alterata dal calore 6-81. Al fine di comprendere appieno e profondamente le caratteristiche di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN e risolvere i problemi tecnici nell'effettivo processo di saldatura, personale e studiosi competenti hanno svolto ricerche. Xiong Yifeng et al.. hanno riscontrato che la durezza della zona termicamente alterata dei giunti saldati in acciaio 10Cr1·9Mo1VNbN diminuisce con l'aumento della temperatura di preriscaldamento, la temperatura minima di preriscaldamento non può essere inferiore a 150 ℃, e la tendenza alle cricche a freddo del materiale viene notevolmente ridotta dopo il preriscaldamento. Zhu Ping ha ottenuto l'influenza delle diverse temperature di isolamento sulla resistenza, durezza, resilienza e microstruttura di giunti saldati in acciaio P91 attraverso prove di trattamento termico post-saldatura, e ha scoperto che anche se viene utilizzata una temperatura di isolamento inferiore, la durezza del giunto è superiore agli indicatori richiesti dalle specifiche pertinenti. Liu Chisen et al.10 hanno proposto che la prevenzione delle cricche a freddo nella saldatura sia la misura principale per garantire la qualità della saldatura dell'acciaio P91, e si dovrebbe fare un uso ragionevole del preriscaldamento prima della saldatura e delle misure di trattamento termico dopo la saldatura per prevenire il verificarsi di cricche a freddo nella saldatura. Il pipeline il materiale del progetto del sistema di recupero del calore di scarto dell'inceneritore del gas di coda di un dispositivo di purificazione del gas naturale di un'azienda è acciaio ASTM A335 P91 10Cr9Mo1VNbN. Al fine di garantire che la qualità della saldatura della pipeline soddisfi gli standard e ottenere parametri affidabili del processo di saldatura e del trattamento termico, questo documento conduce l'analisi delle caratteristiche della saldatura del materiale, test di saldatura e valutazione del processo di saldatura.
-alloy-steel-pipe.jpg)
1 Materiali e attrezzature per test di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN
1.1 Materiali
1.1.1 Riprova
The test ASTM A335 P91 10Cr9Mo1VNbN material is a domestic seamless steel pipe for high-pressure boilers, con una dimensione di φ114,3 mm×14 mm, e lo stato di fornitura è normalizzato + temperato. Secondo GB5310-2008 “Tubo d'acciaio senza giunte for High-Pressure Boiler”, la sua composizione chimica, le proprietà meccaniche e la durezza vengono nuovamente testate. I risultati sono mostrati nelle Tabelle 1 e 2, che soddisfano tutti i requisiti standard.
tavolo 1 Ritestare i risultati della composizione chimica (frazione di massa) di tubo in acciaio ASTM A335 P91 10Cr9Mo1VNbN
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~ 0.12 | 0.3~ 0.6 | 0.2~ 0.5 | ≤0,01 | ≤0.02 | 8.0~ 9.5 | 0.85~ 1.05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | NI | Al | Ti | NB | Zr | N |
| Standard content | 0.18~ 0.25 | ≤0.40 | ≤0.02 | ≤0,01 | ≤0.10 | ≤0,01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
Tabella 2Risultati dei nuovi test sulle proprietà meccaniche dei tubi in acciaio ASTM A335 P91 10Cr9Mo1VNbN
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | /% Elongation A/% | HRC Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | ≤25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 Selezione dei materiali di saldatura
Quando si salda acciaio ASTM A335 P91 10Cr9Mo1VNbN, non solo si generano facilmente crepe fredde, ma si verificheranno anche cricche calde quando i materiali di saldatura non sono abbinati121. I materiali di saldatura dovrebbero essere selezionati secondo il principio dell'abbinamento dei componenti, e il contenuto di elementi di lega come Cr, Mo, V, e N nei materiali di saldatura devono essere rigorosamente controllati per garantire che la struttura e le prestazioni del giunto saldato siano il più coerenti possibile con il materiale di base.
Come materiale di saldatura è stato selezionato il filo per saldatura ad arco di argon ER90S-B9 con il marchio MTS3 e la specifica di 2,4 mm della Bōhler Welding Company. La composizione chimica del materiale di saldatura è mostrata nella Tabella 3, che soddisfa i requisiti del codice ASME, Sezione Parte C-2021 “Specifiche per bacchette per saldatura, Elettrodi, e specifiche dei materiali non ferrosi dei metalli d'apporto” [13].
-steel-pipe.jpg)
tavolo 3 Composizione chimica del materiale di saldatura ER90S-B9 utilizzato nel test
 .
.1.2 Apparecchiature di prova
L'apparecchiatura di saldatura utilizza la saldatrice elettrica AOTAIZX7-400STG. La caratteristica di questa apparecchiatura è che la corrente di saldatura può essere regolata con precisione su 1A, la corrente di spinta può essere regolata separatamente, la corrente dell'arco può essere regolata separatamente, e ha buone prestazioni di innesco dell'arco, e non è facile che si verifichi un guasto all'avvio dell'arco, rottura dell'arco e incollaggio dell'asta di saldatura.
2Valutazione del processo di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN
Secondo NB/T47014-2011 “Valutazione del processo di saldatura per apparecchiature a pressione” 14, viene compilato il processo di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN e viene eseguita la valutazione del processo di saldatura.
2.1 Preparazione del campione
2.1.1 Lavorazione smussata
Use φ114.3mm×14mm tubo d'acciaio senza giunte, in base alle esigenze del progetto, lavorare due sezioni di provini lunghi 150 mm, e assottigliarli elaborando lo smusso. I requisiti relativi alla forma e alle dimensioni dello smusso sono mostrati nella Figura 1. Durante la lavorazione, viene adottata la lavorazione a freddo, e il fluido da taglio viene reintegrato in tempo durante il processo di taglio per evitare il surriscaldamento del pezzo e il degrado delle prestazioni del materiale principale.
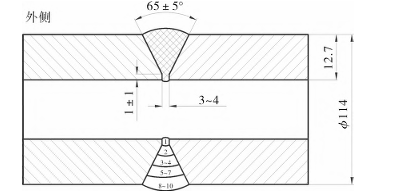
Figura 1 Requisiti relativi alla forma e alle dimensioni della scanalatura del provino
2.1.2 Pulizia e montaggio
Pulisci l'acqua, ruggine, olio e altre impurità dannose sulla superficie della scanalatura e nelle sue vicinanze (misurato dal bordo della scanalatura, ogni lato non è inferiore a 20 mm), e levigare la scanalatura fino a quando la lucentezza metallica non viene esposta. Utilizzare la saldatura ad arco di argon (GTAW) saldare ed eseguire puntature di assemblaggio.
2.1.3 Controllo della temperatura di preriscaldamento e della temperatura di interpass
Quando la temperatura di preriscaldamento della saldatura è inferiore a 100 ℃, è molto probabile che si verifichino cricche da freddo dopo la saldatura [15-16]. tuttavia, Anche una temperatura di preriscaldamento e una temperatura di interpass troppo elevate sono dannose per l'acciaio ASTM A335 P91 10Cr9Mo1VNbN, che causerà una significativa diminuzione della tenacità della saldatura17.
Basato sulla conclusione della ricerca di riferimento [2], la temperatura di preriscaldamento del campione di saldatura è impostata su 150~200^∘ C. Utilizzare il riscaldamento a fiamma per il preriscaldamento. Quando la temperatura del punto di monitoraggio raggiunge la temperatura di preriscaldamento, conservarlo per un periodo di tempo prima della saldatura.
La temperatura di interpass non deve superare i 250°C. Durante il processo di saldatura, un termometro a infrarossi viene utilizzato per misurare la temperatura di interpass dopo il completamento di ciascuna saldatura, e i tempi di saldatura di ciascuna saldatura sono ragionevolmente controllati per garantire che la temperatura di interpass non superi i requisiti del processo.
2.2 Saldatura del campione
2.2.1 Gas di protezione e portata
La protezione con argon è una misura importante per migliorare le prestazioni del giunto di saldatura della base del provino, e la qualità del gas e i parametri operativi devono essere controllati. Il requisito di purezza dell'argon è 99.99% (frazione di volume), e la portata del gas anteriore consigliata è di 10~14 l/min. Allo stesso tempo, è necessaria la sostituzione del gas argon sul retro. Il metodo specifico consiste nell'attaccare carta idrosolubile su entrambi i lati del campione e fissarlo con nastro adesivo per alte temperature per formare una camera chiusa. La portata volumetrica del gas consigliata è 8~10 l/min.
2.2.2 Parametri del processo di saldatura
GTAW viene utilizzato per la saldatura, e la saldatura inizia dopo che la temperatura ha raggiunto la temperatura di preriscaldamento. Causerà un apporto di calore eccessivo 8 ferrite che si formi nella zona termicamente alterata e nella zona di saldatura, e ridurrà anche significativamente la resistenza alla rottura per scorrimento viscoso e la resistenza all'impatto della saldatura. Riferimento [1] contenuto correlato, i parametri di saldatura del processo di saldatura sono controllati, consultare tabella 4.
2.3 Trattamento termico post-saldatura
Quando il pezzo non è sottoposto al trattamento termico di distensione dopo l'interruzione della saldatura, la saldatura viene riscaldata a una temperatura specificata e mantenuta per un periodo di tempo per consentire alla saldatura di raffreddarsi a una velocità inferiore e consentire all'idrogeno di fuoriuscire dalla saldatura in tempo sufficiente. Questo processo o metodo è chiamato trattamento post-termico. Gli obiettivi del trattamento post-termico sono due: 1. Riduce lo stress termico e previene la formazione di crepe durante il raffreddamento. 2. Trattamento di deidrogenazione per favorire la diffusione e la fuga dell'idrogeno nella saldatura ed eliminare il rischio di cricche indotte dall'idrogeno nella fase successiva. La temperatura del trattamento post-termico

tavolo 4 Parametri del processo di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN
Dovrebbe essere inferiore alla temperatura iniziale della trasformazione martensitica durante il processo di raffreddamento continuo dell'acciaio per evitare che l'austenite residua che non ha subito la trasformazione martensitica si trasformi in ferrite o perlite, riducendo così la resistenza all'urto del giunto.
Per acciaio ASTM A335 P91 10Cr9Mo1VNbN, i parametri termici post-trattamento termico sono determinati in base alla trasformazione in raffreddamento continuo (TDC) curva [17]. La curva CCT dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN è mostrata in Figura 2.
La temperatura iniziale della trasformazione martensitica M_S determinata secondo la Figura 2 è di circa 380 ℃. Combinato con l'effettiva esperienza di produzione, le condizioni del processo di trattamento post-termico di ASTM A335 P91 10Cr9Mo1VNbN sono fissate a 300~350℃ per 2 ore.
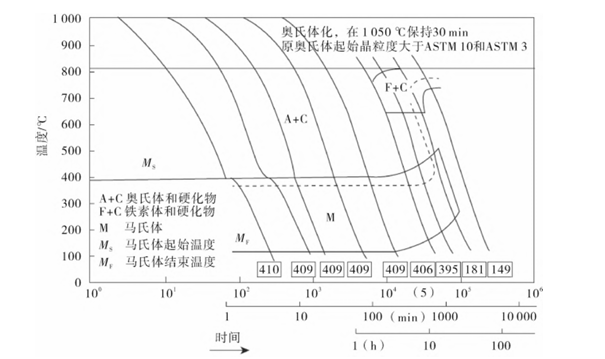
Figura 2 Curva di trasformazione del raffreddamento continuo dell'acciaio 2ASTM A335 P91 10Cr9Mo1VNbN (Curva CCT)
2.3.2 Trattamento termico post-saldatura
Il trattamento termico post-saldatura si riferisce a un processo di trattamento termico in cui la saldatura viene riscaldata ad una determinata temperatura (generalmente la temperatura iniziale della trasformazione da perlite ad austenite durante il riscaldamento) 30~50^∘ C sotto la linea dopo la saldatura, e mantenuto a questa temperatura per un certo periodo di tempo, in modo che la saldatura venga raffreddata a una velocità relativamente lenta per migliorare la struttura metallografica e le proprietà del giunto saldato o eliminare lo stress residuo. Secondo NB/T47015-2011 “Codice di saldatura del recipiente a pressione” 18, la temperatura del trattamento termico post-saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN è fissata a 730 ℃, e il trattamento di isolamento viene effettuato per 13h. La velocità di riscaldamento massima viene considerata pari al valore minore tra (unità ℃/h, δ_PWHT è il valore dello spessore del metallo saldato in mm) e 220 ℃/h, e la velocità di raffreddamento massima viene considerata pari al valore minore tra e 280 ℃/h. Perciò, la velocità di riscaldamento è impostata su 55~220^∘ C/h, e la velocità di raffreddamento è impostata su 55~280^∘ C/h.
3Ispezione post-saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN
Subito dopo la saldatura, controllare la formazione della saldatura. La saldatura e il materiale di base hanno una transizione graduale, e non ci sono difetti come sottosquadri, mancanza di fusione e crepe. 24h dopo la saldatura, la saldatura viene sottoposta a controlli non distruttivi come i controlli ad ultrasuoni (OUT) e test radiografici (RT) per evitare crepe ritardate nella saldatura. I test non distruttivi si sono basati su NB/T47013-2015 “Prove non distruttive delle apparecchiature a pressione” 191.
4 Test di ispezione della qualità della saldatura e analisi dei risultati
4.1 Analisi della composizione chimica
I giunti saldati in acciaio ASTM A335 P91 10Cr9Mo1VNbN sono stati campionati e analizzati per ottenere la loro composizione chimica (tavolo 5). La composizione soddisfaceva i requisiti di NB/T47008-2017 “Forgiati di acciaio al carbonio e legato per apparecchiature a pressione” [20].
4.2 Proprietà meccaniche
Secondo i requisiti di NB/T47014-20111, 2 campioni di trazione, 4 campioni di flessione laterale e 1 sono stati preparati un gruppo di provini di impatto in diverse regioni e sono stati eseguiti test sulle proprietà meccaniche. La resistenza alla trazione dei provini era di 704 MPa e 710 MPa, e non c'erano crepe nei provini piegati lateralmente. L'energia d'impatto della zona di saldatura, la zona interessata dal calore e la zona del materiale genitore sono mostrate nella tabella 6.
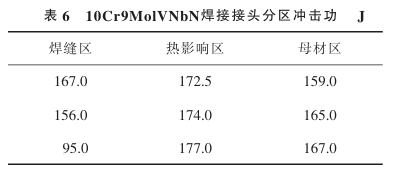

Secondo NB/T47008-2017, quando lo spessore della lamiera d'acciaio è inferiore o uguale a 300 mm, gli indicatori qualificati della sua resistenza alla trazione e dell'energia d'impatto sono 585~755MPa e non inferiori a 47J. Perciò, si può vedere che le proprietà meccaniche del giunto saldato ASTM A335 P91 10Cr9Mo1VNbN soddisfano i requisiti.
4.3 Struttura metallografica e durezza La sezione trasversale del giunto saldato ASTM A335 P91 10Cr9Mo1VNbN viene presa come superficie di prova. Prima della prova, la sezione da testare viene elaborata, compresa la rettifica meccanica, lucidatura meccanica e incisione in una soluzione acquosa di HCl con una frazione in massa di 3% FeCl3 e una frazione di massa di 10% per 3~5 secondi. Vengono selezionate due posizioni a T/2 (T è lo spessore del materiale di base) della sezione trasversale della saldatura per il test, e il diagramma di analisi della struttura metallografica ottenuto è mostrato in Figura 3. Come mostrato nella figura 3, dopo che il provino di saldatura è stato riscaldato a 730 ℃ e mantenuto a questa temperatura per 13 ore, la struttura della zona di saldatura era in martensite temperata + una piccola quantità di bainite. In base alle caratteristiche di questa struttura metallografica, si può dedurre che gli elementi di lega nel materiale di saldatura si sono disciolti nell'austenite, riducendo la posizione del punto Ms sulla curva CCT, in modo che il tempo di permanenza del campione di saldatura nella fase di preriscaldamento di 150-200 ℃ fosse relativamente prolungato, e i chicchi continuavano a crescere. dopo il raffreddamento, si è formata la struttura mostrata in figura.
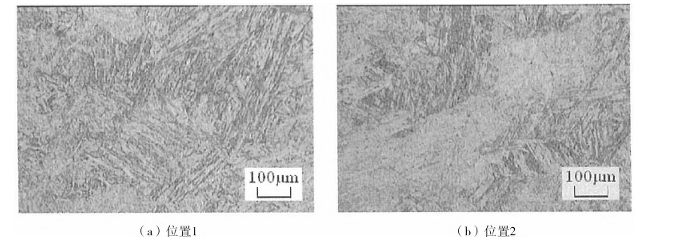
Figura 3 Strutture metallografiche in diverse posizioni della sezione trasversale della saldatura ASTM A335 P91 10Cr9Mo1VNbN a T/2 (100X)
5 Conclusione
Il materiale in acciaio ASTM A335 P91 10Cr9Mo1VNbN ha scarsa saldabilità, è molto sensibile alla temperatura del trattamento termico, ha una maggiore tendenza alla fessurazione a freddo, ed è soggetto a problemi come la ridotta resistenza dei giunti saldati, guasto prematuro dei pezzi, e proprietà meccaniche non qualificate dopo la saldatura durante la saldatura. Attraverso la valutazione del processo di saldatura e l'ispezione del test delle proprietà meccaniche post-saldatura, i parametri e le condizioni del processo, come la selezione del filo di saldatura, pulizia pre-saldatura, preriscaldamento pre-saldatura, le specifiche di temperatura dell'interstrato e di saldatura dell'acciaio ASTM A335 P91 10Cr9Mo1VNbN sono state ottimizzate. Il processo di saldatura risultante è pratico ed è stato applicato con successo alla saldatura dei prodotti, che può fornire indicazioni per la saldatura di prodotti siderurgici simili.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}