

Tuberías de acero de nueva energía
octubre 13, 2024
Corrosión interna en pozos de petróleo y gas: Desafíos y oportunidades de los inhibidores de corrosión
octubre 18, 2024-steel-pipe-750x480.jpg)
ASTM A335 P91 10Cr9Mo1VNbN – Investigación sobre procesos de soldadura y tratamiento térmico.
Resumen: El acero ASTM A335 P91 10Cr9Mo1VNbN es una materia prima de alta calidad para la fabricación de tubos de calderas.. sin embargo, Tiene poca soldabilidad y es muy sensible a la temperatura del tratamiento térmico.. es más, Tiene una alta propensión al crack en frío., haciéndolo susceptible a la detección de propiedades mecánicas no calificadas, como resistencia al impacto y dureza en la zona de soldadura y la zona afectada por el calor después de la soldadura.. Se realizó un estudio integral sobre el proceso de soldadura de 10Cr9Mo1VNbN. Se optimizaron los parámetros del proceso de soldadura y tratamiento térmico de tubos de acero mediante pruebas de soldadura y evaluaciones del proceso de soldadura.. Esto resultó en una mejora en la calidad de la soldadura de la tubería de acero ASTM A335 P91 10Cr9Mo1VNbN., que puede proporcionar una referencia del proceso de soldadura para productos de materiales similares.
Palabras clave: Acero ASTM A335 P91 10Cr9Mo1VNbN; soldadura; tratamiento térmico; proceso; mejoramiento
El acero ASTM A335 P91 10Cr9Mo1VNbN se desarrolló con éxito por primera vez en el Laboratorio Nacional de Oak Ridge en los Estados Unidos., y el grado de acero fue designado como ASTMA335P91, denominado acero P91. Después de que mi país desarrollara con éxito el acero P91, fue incorporado a la norma nacional y su grado de acero fue designado como 10Cr9Mo1VNbN. 10El acero Cr9MolVNbN se obtiene reduciendo el contenido de C basándose en el acero estándar 9Cr-1Mo., añadiendo oligoelementos como Nb y V, y controlar adecuadamente el elemento N. Comparado con el acero inoxidable ordinario, El material de acero ASTM A335 P91 10Cr9Mo1VNbN tiene ventajas de rendimiento mecánico en resistencia a altas temperaturas., estrés permitido, coeficiente de expansión térmica, conductividad térmica, dureza de impacto, rendimiento general de flexión, Rendimiento a la fatiga a alta temperatura y resistencia a la oxidación a alta temperatura. [1-51, que puede resolver el problema de la degradación organizacional del acero ordinario resistente al calor durante la operación y reducir la ocurrencia de accidentes por rotura de tuberías. It is a high-quality production material that replaces ordinary heat-resistant steel in the production and manufacturing of boiler tubos. Las desventajas del acero ASTM A335 P91 10Cr9Mo1VNbN son su mala soldabilidad., alta sensibilidad a la temperatura del tratamiento térmico, alta tendencia al agrietamiento en frío, y el problema de la resistencia reducida de las uniones soldadas durante la soldadura y el fallo prematuro de las piezas de trabajo causado por ellas. después de la soldadura, Es fácil detectar defectos como propiedades mecánicas no calificadas como tenacidad al impacto y dureza en la zona de soldadura y la zona afectada por el calor. 6-81. Para comprender completa y profundamente las características de soldadura del acero ASTM A335 P91 10Cr9Mo1VNbN y resolver problemas técnicos en el proceso de soldadura real., personal y académicos relevantes han llevado a cabo investigaciones. Xiong Yifeng et al.. Se encontró que la dureza de la zona afectada por el calor de las uniones soldadas de acero 10Cr1·9Mo1VNbN disminuye con el aumento de la temperatura de precalentamiento., la temperatura mínima de precalentamiento no puede ser inferior a 150 ℃, y la tendencia al agrietamiento en frío del material se reduce significativamente después del precalentamiento. Zhu Ping obtuvo la influencia de diferentes temperaturas de aislamiento en la resistencia., dureza, Resistencia al impacto y microestructura de uniones soldadas de acero P91 mediante pruebas de tratamiento térmico posteriores a la soldadura., y descubrió que incluso si se utiliza una temperatura de aislamiento más baja, la dureza de la junta es mayor que los indicadores requeridos por las especificaciones relevantes. Liu Chisen et al.10 propusieron que prevenir las grietas por frío en la soldadura es la medida principal para garantizar la calidad de la soldadura del acero P91., y se debe utilizar razonablemente el precalentamiento antes de soldar y se deben tomar medidas de tratamiento térmico después de soldar para evitar la aparición de grietas por frío en la soldadura.. los tubería El material del proyecto del sistema de recuperación de calor residual del incinerador de gases de cola de un dispositivo de purificación de gas natural de una empresa es acero ASTM A335 P91 10Cr9Mo1VNbN.. Para garantizar que la calidad de la soldadura de tuberías cumpla con los estándares y obtener parámetros confiables de proceso de soldadura y tratamiento térmico., Este documento realiza un análisis de las características de soldadura de materiales., prueba de soldadura y evaluación del proceso de soldadura.
-alloy-steel-pipe.jpg)
1 Materiales y equipos de prueba de soldadura de acero ASTM A335 P91 10Cr9Mo1VNbN
1.1 Materiales
1.1.1 Si más de una muestra en la prueba inicial no cumple con los requisitos especificados o una o más muestras en la muestra analizada nuevamente no cumple con los requisitos especificados
The test ASTM A335 P91 10Cr9Mo1VNbN material is a domestic seamless steel pipe for high-pressure boilers, con un tamaño de φ114,3 mm × 14 mm, y el estado de suministro se normaliza + Los acoples serán tubos sin costura del mismo grado. Según GB5310-2008 “Pipa de acero inconsútil for High-Pressure Boiler”, su composición química, Las propiedades mecánicas y la dureza se vuelven a probar.. Los resultados se muestran en las tablas. 1 y 2, todos los cuales cumplen con los requisitos estándar.
Mesa 1 Volver a probar los resultados de la composición química. (fracción de masa) de tubería de acero ASTM A335 P91 10Cr9Mo1VNbN
| element | C | MnSiSPCrMo | |||||
| Standard content | 0.08~ 0.12 | 0.30,6 ~ | 0.2~ 0,5 | ≤0,01 | ≤0.02 | 8.0~ 9.5 | 0.85~ 1.05 |
| actual content | 0.1 | 0.46 | 0.28 | 0.002 | 0.012 | 8.78 | 0.93 |
| element | V | Ni | Alabama | Ti | NB | zr | chapado en cobre |
| Standard content | 0.18~ 0.25 | ≤0.40 | ≤0.02 | ≤0,01 | ≤0.10 | ≤0,01 | 0.03-0.07 |
| actual content | 0.20 | 0.06 | 0.006 | 0.002 | 0.08 | 0.002 | 0.041 |
Tabla 2Resultados de la nueva prueba de propiedades mecánicas de la tubería de acero ASTM A335 P91 10Cr9Mo1VNbN
| Mechanical properties | MPa Tensile strength R/MPa | MPa Yield strength R/MPa | /% Elongation A/% | COMITÉ DE DERECHOS HUMANOS Hardness/HRC |
| Standard requirements | ≥585 | ≥415 | ≥20 | ≤25 |
| actual performance | 655,660 | 505,495 | 29,30.5 | 20,19 |
1.1.2 Selección de materiales de soldadura.
Al soldar acero ASTM A335 P91 10Cr9Mo1VNbN, no sólo se generan fácilmente grietas en frío, pero también se producirán grietas en caliente cuando los materiales de soldadura no coincidan121. Los materiales de soldadura deben seleccionarse según el principio de coincidencia de componentes., y el contenido de elementos de aleación como el Cr, Mes, V, y N en los materiales de soldadura deben controlarse estrictamente para garantizar que la estructura y el rendimiento de la unión soldada sean lo más consistentes posible con el material original..
Como material de soldadura se seleccionó el alambre de soldadura por arco de argón ER90S-B9 con la marca MTS3 y especificación de 2,4 mm de Bōhler Welding Company.. La composición química del material de soldadura se muestra en la tabla. 3, que cumple con los requisitos del código ASME, Sección Parte C-2021 “Especificaciones para varillas de soldadura, Electrodos, y metales de aporte Especificación de materiales no ferrosos” [13].
-steel-pipe.jpg)
Mesa 3 Composición química del material de soldadura ER90S-B9 utilizado en la prueba.
 .
.1.2 Equipo de prueba
El equipo de soldadura utiliza una máquina de soldadura eléctrica AOTAIZX7-400STG.. Las características de este equipo son que la corriente de soldadura se puede ajustar con precisión a 1A., la corriente de empuje se puede ajustar por separado, La corriente del arco se puede ajustar por separado., y tiene un buen rendimiento de arco, Y no es fácil tener una falla en el arranque del arco., rotura de arco y pegado de varillas de soldadura.
2Evaluación del proceso de soldadura de acero ASTM A335 P91 10Cr9Mo1VNbN
Según NB/T47014-2011 “Evaluación del proceso de soldadura para equipos a presión.” 14, Se compila el proceso de soldadura de acero ASTM A335 P91 10Cr9Mo1VNbN y se lleva a cabo la evaluación del proceso de soldadura..
2.1 Preparación de muestras
2.1.1 Procesamiento de bisel
Utilice tubería de acero sin costura de φ114,3 mm × 14 mm, según las necesidades del proyecto, mecanizar dos secciones de muestras de 150 mm de largo, y adelgazarlos procesando el bisel. Los requisitos de forma y tamaño del bisel se muestran en la Figura 1. Durante el procesamiento, Se adopta el procesamiento en frío., y el fluido de corte se repone a tiempo durante el proceso de corte para evitar el sobrecalentamiento de la pieza de trabajo y la degradación del rendimiento del material base..
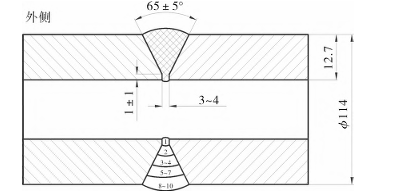
Figura 1 Requisitos de forma y tamaño de ranura de muestra
2.1.2 Limpieza y montaje
Limpiar el agua, óxido, Aceite y otras impurezas nocivas en la superficie de la ranura y sus alrededores. (medido desde el borde de la ranura, cada lado no mide menos de 20 mm), y muela la ranura hasta que el brillo metálico quede expuesto.. Utilice soldadura por arco de argón (GTAW) para soldar y realizar soldadura por puntos de montaje.
2.1.3 Control de temperatura de precalentamiento y temperatura entre pasadas
Cuando la temperatura de precalentamiento de la pieza soldada es inferior a 100 ℃, Es muy probable que se produzcan grietas en frío después de soldar. [15-16]. sin embargo, Una temperatura de precalentamiento demasiado alta y una temperatura entre pasadas también son perjudiciales para el acero ASTM A335 P91 10Cr9Mo1VNbN., lo que provocará una disminución significativa en la tenacidad de la soldadura17.
Basado en la conclusión de la investigación de referencia. [2], la temperatura de precalentamiento de la muestra de soldadura se establece en 150~200^∘ C. Utilice calentamiento por llama para precalentar. Cuando la temperatura del punto de monitoreo alcanza la temperatura de precalentamiento, Manténgalo durante un período de tiempo antes de soldar..
Se requiere que la temperatura entre pasadas no exceda los 250°C.. Durante el proceso de soldadura, Se utiliza un termómetro infrarrojo para medir la temperatura entre pasadas después de completar cada soldadura., y el tiempo de soldadura de cada soldadura se controla razonablemente para garantizar que la temperatura entre pasadas no exceda los requisitos del proceso.
2.2 Soldadura de muestra
2.2.1 Gas de protección y caudal
La protección con argón es una medida importante para mejorar el rendimiento de la junta de soldadura de la base de la muestra., y es necesario controlar la calidad del gas y los parámetros operativos.. El requisito de pureza del argón es 99.99% (fracción de volumen), y el caudal de gas frontal recomendado es 10~14L/min. Al mismo tiempo, Se requiere reemplazo de gas argón en la parte posterior.. El método específico consiste en pegar papel soluble en agua en ambos lados de la muestra y fijarlo con cinta de alta temperatura para formar una cámara cerrada.. El caudal de volumen de gas recomendado es de 8 a 10 l/min..
2.2.2 Parámetros del proceso de soldadura.
GTAW se utiliza para soldar., y la soldadura comienza después de que la temperatura alcanza la temperatura de precalentamiento. Un aporte excesivo de calor provocará 8 Se forma ferrita en la zona afectada por el calor y en la zona de soldadura., y también reducirá significativamente la resistencia a la rotura por fluencia y la tenacidad al impacto de la soldadura.. Referencia [1] contenido relacionado, Se controlan los parámetros de soldadura del proceso de soldadura., ver tabla 4.
2.3 Tratamiento térmico post-soldadura
Cuando la pieza de trabajo no está sujeta a un tratamiento térmico para aliviar tensiones después de detener la soldadura, La pieza soldada se calienta a una temperatura específica y se mantiene durante un período de tiempo para permitir que la pieza soldada se enfríe a un ritmo más lento y permitir que el hidrógeno escape de la soldadura en el tiempo suficiente.. Este proceso o método se llama tratamiento post-calor.. Hay dos objetivos del tratamiento post-calor.: 1. Reduzca el estrés térmico y evite que se formen grietas durante el enfriamiento. 2. Tratamiento de deshidrogenación para promover la difusión y el escape de hidrógeno en la soldadura y eliminar el riesgo de agrietamiento inducido por hidrógeno en la etapa posterior.. La temperatura del tratamiento post-calor.

Mesa 4 Parámetros del proceso de soldadura de acero ASTM A335 P91 10Cr9Mo1VNbN
Debe ser inferior a la temperatura inicial de transformación martensítica durante el proceso de enfriamiento continuo del acero para evitar que la austenita residual que no ha sufrido transformación martensítica se transforme en ferrita o perlita., reduciendo así la resistencia al impacto de la articulación.
Para acero ASTM A335 P91 10Cr9Mo1VNbN, Los parámetros de temperatura del tratamiento térmico posterior se determinan en función de la transformación de enfriamiento continuo. (CCT) curva [17]. La curva CCT del acero ASTM A335 P91 10Cr9Mo1VNbN se muestra en la Figura 2.
La temperatura inicial de la transformación martensítica M_S determinada de acuerdo con la Figura 2 es aproximadamente 380 ℃. Combinado con experiencia de producción real., Las condiciones del proceso de tratamiento térmico posterior de ASTM A335 P91 10Cr9Mo1VNbN se establecen en 300 ~ 350 ℃ durante 2 h..
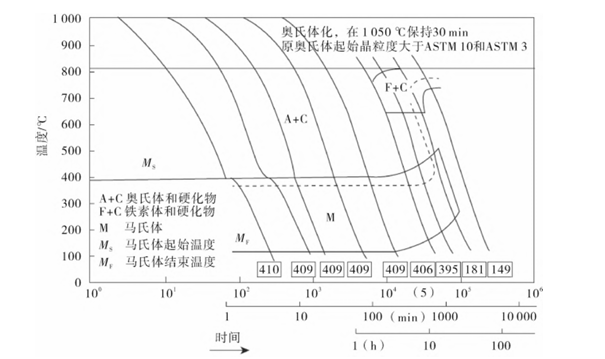
Figura 2Curva de transformación de enfriamiento continuo de acero ASTM A335 P91 10Cr9Mo1VNbN (curva CCT)
2.3.2 Tratamiento térmico post-soldadura
El tratamiento térmico posterior a la soldadura se refiere a un proceso de tratamiento térmico en el que la pieza soldada se calienta a una temperatura determinada. (generalmente la temperatura inicial de la transformación de perlita a austenita durante el calentamiento) 30~50^∘ C por debajo de la línea después de soldar, y se mantiene a esta temperatura durante un cierto período de tiempo, de modo que la soldadura se enfríe a un ritmo relativamente lento para mejorar la estructura metalográfica y las propiedades de la unión soldada o eliminar la tensión residual. Según NB/T47015-2011 “Código de soldadura de recipientes a presión” 18, la temperatura del tratamiento térmico posterior a la soldadura del acero ASTM A335 P91 10Cr9Mo1VNbN se establece en 730 ℃, y el tratamiento de aislamiento se realiza durante 13h. La velocidad máxima de calentamiento se toma como la menor de (unidad ℃/h, δ_PWHT es el valor del espesor del metal de soldadura en mm) y 220℃/h, y la velocidad de enfriamiento máxima se toma como el menor de y 280 ℃ / h. Por lo tanto, la velocidad de calentamiento se establece en 55~220^∘ C/h, y la velocidad de enfriamiento se establece en 55~280^∘ C/h.
3Inspección posterior a la soldadura de acero ASTM A335 P91 10Cr9Mo1VNbN
Inmediatamente después de soldar, comprobar la formación de soldadura. La soldadura y el material base tienen una transición suave., y no hay defectos como socavados, falta de fusión y grietas. 24h después de soldar, La soldadura se somete a pruebas no destructivas, como pruebas ultrasónicas. (UT) y pruebas radiográficas (RT) para evitar grietas retardadas en la soldadura. Las pruebas no destructivas se basaron en NB/T47013-2015. “Pruebas no destructivas de equipos a presión” 191.
4 Prueba de inspección de calidad de soldadura y análisis de resultados.
4.1 Análisis de composición química
Se muestrearon y analizaron uniones soldadas de acero ASTM A335 P91 10Cr9Mo1VNbN para obtener su composición química. (Mesa 5). La composición cumplió con los requisitos de NB/T47008-2017. “Forjas de acero al carbono y acero aleado para equipos a presión” [20].
4.2 Propiedades mecánicas
Según los requisitos de NB/T47014-20111, 2 especímenes de tracción, 4 muestras de flexión lateral y 1 Se preparó un grupo de especímenes de impacto en diferentes regiones y se realizaron pruebas de propiedades mecánicas.. La resistencia a la tracción de las muestras de tracción fue de 704 MPa y 710 MPa., y no hubo grietas en las muestras de flexión lateral. La energía de impacto de la zona de soldadura., La zona afectada por el calor y la zona del material original se muestran en la tabla. 6.
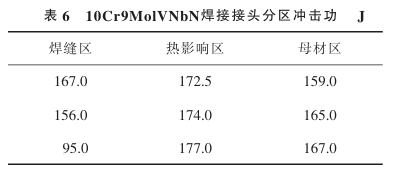

Según NB/T47008-2017, cuando el espesor de la placa de acero es menor o igual a 300 mm, Los indicadores calificados de su resistencia a la tracción y energía de impacto son 585 ~ 755 MPa y no menos de 47 J.. Por lo tanto, Se puede observar que las propiedades mecánicas de la junta soldada ASTM A335 P91 10Cr9Mo1VNbN cumplen con los requisitos..
4.3 Estructura metalográfica y dureza La sección transversal de la junta soldada ASTM A335 P91 10Cr9Mo1VNbN se toma como superficie de prueba.. antes de la prueba, se procesa la sección a probar, incluido el rectificado mecánico, pulido mecánico y grabado en una solución acuosa de HCl con una fracción en masa de 3% FeCl3 y una fracción masiva de 10% durante 3~5s. Se seleccionan dos posiciones en T/2 (T es el espesor del material base.) de la sección transversal de soldadura para pruebas, y el diagrama de análisis de la estructura metalográfica obtenido se muestra en la Figura 3. Como se muestra en la figura 3, después de que la muestra de soldadura se calentó a 730 ℃ y se mantuvo a esta temperatura durante 13 h, la estructura de la zona de soldadura fue martensita templada + una pequeña cantidad de bainita. En base a las características de esta estructura metalográfica., Se puede inferir que los elementos de aleación en el material de soldadura se disolvieron en la austenita., reducir la posición del punto Ms en la curva CCT, de modo que el tiempo de residencia de la muestra de soldadura en la etapa de precalentamiento de 150-200 ℃ fue relativamente prolongado, y los granos siguieron creciendo. después de enfriamiento, se formó la estructura que se muestra en la figura.
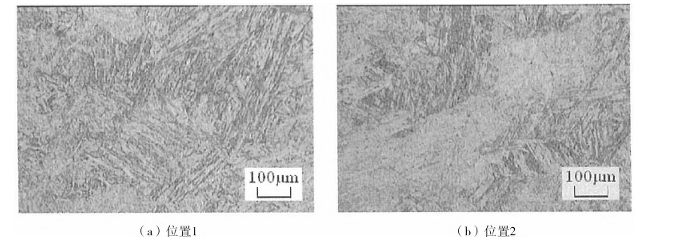
Figura 3 Estructuras metalográficas en diferentes posiciones de la sección transversal de ASTM A335 P91 10Cr9Mo1VNbN soldadas a T/2 (100x)
5 Conclusión
El material de acero ASTM A335 P91 10Cr9Mo1VNbN tiene poca soldabilidad, Es muy sensible a la temperatura del tratamiento térmico., tiene una mayor tendencia al agrietamiento en frío, y es propenso a problemas como la reducción de la resistencia de las uniones soldadas, fallo prematuro de piezas de trabajo, y propiedades mecánicas no calificadas después de la soldadura durante la soldadura. Mediante evaluación del proceso de soldadura e inspección de pruebas de propiedades mecánicas posteriores a la soldadura., Los parámetros y condiciones del proceso, como la selección del alambre de soldadura., limpieza previa a la soldadura, precalentamiento previo a la soldadura, Se han optimizado la temperatura de la capa intermedia y las especificaciones de soldadura del acero ASTM A335 P91 10Cr9Mo1VNbN.. El proceso de soldadura resultante es práctico y se ha aplicado con éxito a la soldadura de productos., que puede proporcionar orientación para la soldadura de productos de acero similares.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}