
Test d'inspection des tubes et des tubages
janvier 4, 2022Qu'est-ce que le contrôle non destructif des tuyaux en acier? Quels types de méthodes de détection des défauts sont inclus?
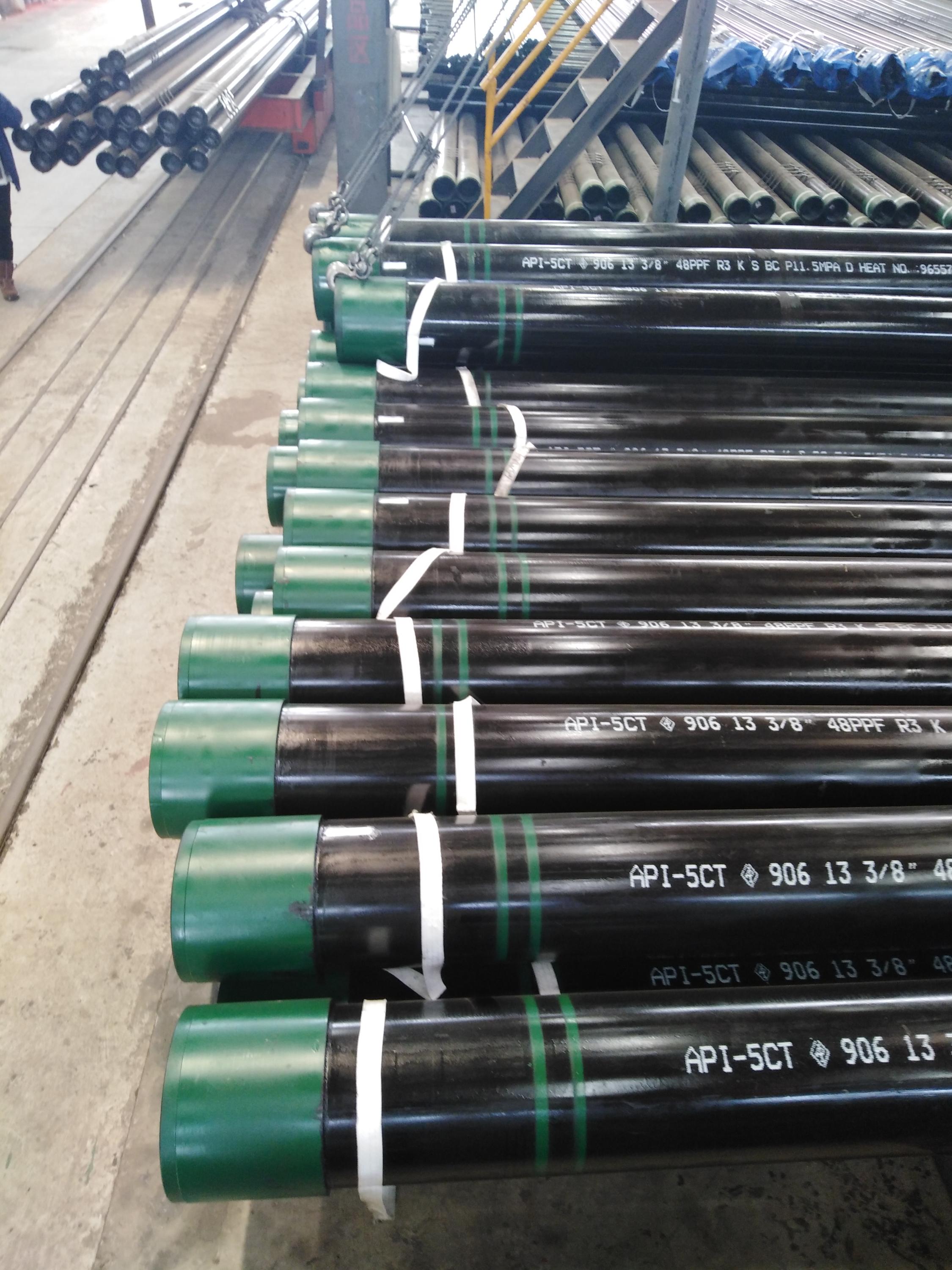
janvier 17, 2022Le tubage de pétrole est un produit haut de gamme fabriqué à partir de tuyaux en acier. Il existe de nombreuses variétés de boitiers, et il existe de nombreux types et exigences de tuyaux de cuvelage boutons de fin. Les types de boutons pouvant être traités incluent STC, LC, avant JC,et autres types de boutons. Le processus de production et d'installation du carter d'huile implique de nombreux tests, comprenant principalement les éléments suivants:
1. Tests par ultrasons; lorsque des ondes ultrasonores sont transmises dans le matériau testé, les propriétés acoustiques du matériau et les changements d'organisation interne ont un certain impact sur la transmission des ondes ultrasonores. Grâce à l'exploration du degré et de l'état des ondes ultrasonores, nous pouvons comprendre les performances et la structure du matériau. monnaie.
2. Tests radiographiques: Les tests radiographiques utilisent la différence de quantité de rayonnement transmis par les pièces normales et les pièces défectueuses, ce qui se traduit par la différence de noirceur sur le négatif.
3. Détection de pénétration; La détection de pénétration consiste à utiliser l'effet capillaire du liquide pour faire pénétrer le pénétrant dans le défaut de l'ouverture de surface du matériau solide, puis aspirer le pénétrant entré à travers le révélateur pour montrer l'existence du défaut en surface.
4. Inspection par particules magnétiques: L'inspection par particules magnétiques consiste à utiliser une fuite magnétique au niveau du défaut pour absorber les particules magnétiques afin de former des marques magnétiques afin de fournir des manifestations de défaut. Il peut détecter les défauts de surface et les défauts de surface secondaires, et la nature des défauts est facile à identifier.
5. Test de courant de Foucault: Le test par courants de Foucault utilise principalement des courants de Foucault induits par des bobines ferromagnétiques dans la pièce pour analyser la qualité interne de la pièce, et peut détecter les défauts de surface et près de la surface de divers matériaux conducteurs, et il est généralement difficile de contrôler les paramètres.
6. Détection de fuite de flux magnétique; La détection MFL des carters d'huile est basée sur les caractéristiques de haute perméabilité des matériaux ferromagnétiques, et la perméabilité magnétique des carters d'huile en service est détectée en mesurant la perméabilité causée par des défauts dans les matériaux ferromagnétiques. qualité.
7. Détection de rappel magnétique: La détection de rappel magnétique est le lien entre la nature physique du phénomène magnétique des métaux et le processus de dislocation. Il présente de nombreux avantages tels qu'un rendement élevé, à bas prix, et pas besoin de meuler, et a d'importantes perspectives d'application dans l'industrie.
8. Après différents processus de traitement thermique du carter d'huile, la structure métallographique sur la surface extérieure du tube en acier comprend principalement les catégories suivantes: 1) Sorbite trempé, 2) Sorbite trempé + ferrite, 3) Sorbite trempé Sorbite de feu + bainite, 4) sorbite trempé + bainite + ferrite, 5) sorbite trempé + ferrite + bainite, 6) ferrite + ténite de fil trempé, 7) bainite + sorbite trempé, 8) ferrite + bainite + sorbite trempé, 9) bainite + ferrite + sorbite trempé, 10) corps de l'élément en fer + pearlite, 11) pearlite + ferrite.
Parmi les onze types de structures métallographiques ci-dessus: 1) à 5) indiquer que le tube en acier a subi un traitement thermique de modulation suffisant, et les propriétés mécaniques complètes sont excellentes; 6) à 9) indiquer que le processus de traitement thermique du tuyau en acier est insuffisant ou inapproprié; 10) à 11) types de structures indiquent que le tube en acier n'a pas été soumis à un traitement thermique de modulation. Utilisation de la technologie d'apprentissage en profondeur pour rectifier la surface extérieure du carter d'huile et analyser intelligemment la structure métallographique, il peut atteindre l'objectif d'économique, efficace, inspection objective et précise de l'organisation du traitement thermique. L'image de structure métallographique est une image microscopique spéciale basée sur la métallographie et la métallographie. La morphologie spatiale et la forme de la structure sont très complexes et contiennent de nombreuses informations professionnelles, ce qui apporte de grands avantages au traitement et à l'identification intelligente des images métallographiques. difficultés et problèmes. L'analyse intelligente de l'état de traitement thermique du carter d'huile nécessite une combinaison de technologies telles que le traitement thermique des métaux, classification et gestion des données métallographiques, Traitement d'image numérique, extraction de caractéristiques et reconnaissance de formes.
Une méthode basée sur l'apprentissage en profondeur pour inspecter le tissu de traitement thermique du carter d'huile, qui comprend spécifiquement les étapes suivantes:
Marcher 1, polir la surface extérieure du carter d'huile à tester; Marcher 2, obtention d'une photo de la structure métallographique de la partie polie de la surface extérieure du carter d'huile à tester; Marcher 3, déterminer un ensemble de données d'apprentissage en fonction des caractéristiques tissulaires de différentes enveloppes d'huile après traitement thermique , et entrer l'ensemble de données d'apprentissage dans le modèle de réseau neuronal convolutif pour l'apprentissage; étape 4, le modèle de réseau neuronal convolutif entraîné identifie et classe les photos de la structure métallographique de la surface extérieure du boîtier à mesurer, et le Vérifier l'état du traitement thermique.
9. Certaines parties du carter d'huile peuvent également être inspectées à l'œil nu, et toutes les inspections à l'œil nu doivent être effectuées par un personnel qualifié avec une bonne vision qui peut trouver des défauts de surface. Les fabricants devraient développer des documents de normes d'éclairage pour une inspection visuelle. Le niveau d'éclairage minimum pour l'inspection des surfaces est de 500LX (lux) (50 pieds—–bougie). À l'exception des inspections d'extrémité de tuyau, toutes les inspections visuelles peuvent être effectuées à n'importe quel point approprié du processus de production, nécessitant un traitement thermique des tuyaux en acier et doit être effectué après tout traitement thermique. Corps et accouplement Stocker (Hors extrémités) Inspectez visuellement toute la surface extérieure de chaque tube et stock de raccord pour déceler les défauts. Extrémités de tuyaux, la distance minimale pour l'inspection visuelle de la surface extérieure des extrémités des tuyaux est de 450 mm (18dans). Pour les produits non épaissis, la distance minimale pour l'inspection visuelle de la surface intérieure de l'extrémité du tuyau est de 2,5D ou 450 mm (18dans), le plus petit. Pour les produits épaissis, la distance minimale pour l'inspection visuelle de la surface intérieure de l'extrémité du tuyau est la longueur de la section épaissie (y compris la transition). Lorsque les extrémités coupées défectueuses sont retirées, la surface intérieure de l'extrémité du tuyau nouvellement exposée doit être réinspectée au besoin.
10. Afin de tester davantage l'huile accouplement de boîtier, les gens ont testé les propriétés matérielles du carter d'huile et du carter d'huile, et a inventé un équipement de test de particules magnétiques qui utilise la bonne perméabilité magnétique du carter d'huile et le couplage du carter pour réaliser la détection. . Selon la taille du carter d'huile et de l'accouplement de carter, le couplage du boîtier doit utiliser un détecteur magnétique fluorescent fixe, dont la plupart sont fixes en raison de sa grande taille et de son poids. Lorsque le détecteur fonctionne, il émet un courant alternatif réglable en continu, et le courant magnétisant circonférentiel est 0-4000a. Il a un bouton de commande pour la phase d'interruption de courant, et le courant longitudinal de ce potentiel est généralement trois fois celui de la direction circonférentielle. et contrôle de phase de coupure de courant. La méthode de perçage du raccord de carter d'huile est généralement un perçage pneumatique avec une pression de source de gaz de 0.4 MPa, et les méthodes d'aimantation sont l'aimantation circonférentielle, aimantation longitudinale et aimantation composite. Donc, il faut prêter attention à la facilité d'utilisation du contrôle PLC. en outre, l'intensité UV à 38 cm de la surface de la pièce ne doit pas être inférieure à 1000 cm2 /. Son efficacité de travail est entre 20-40/pièce, et la sensibilité est clairement indiquée sur l'échantillon A1-60-100. L'alimentation électrique du couplage du carter d'huile est un courant alternatif industriel triphasé à quatre fils, 380V, 50 Hz, environ 180A.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}