
Prueba de inspección de tubería y revestimiento.
Enero 4, 2022¿Qué es el ensayo no destructivo de tuberías de acero?? Qué tipos de métodos de detección de fallas están incluidos?
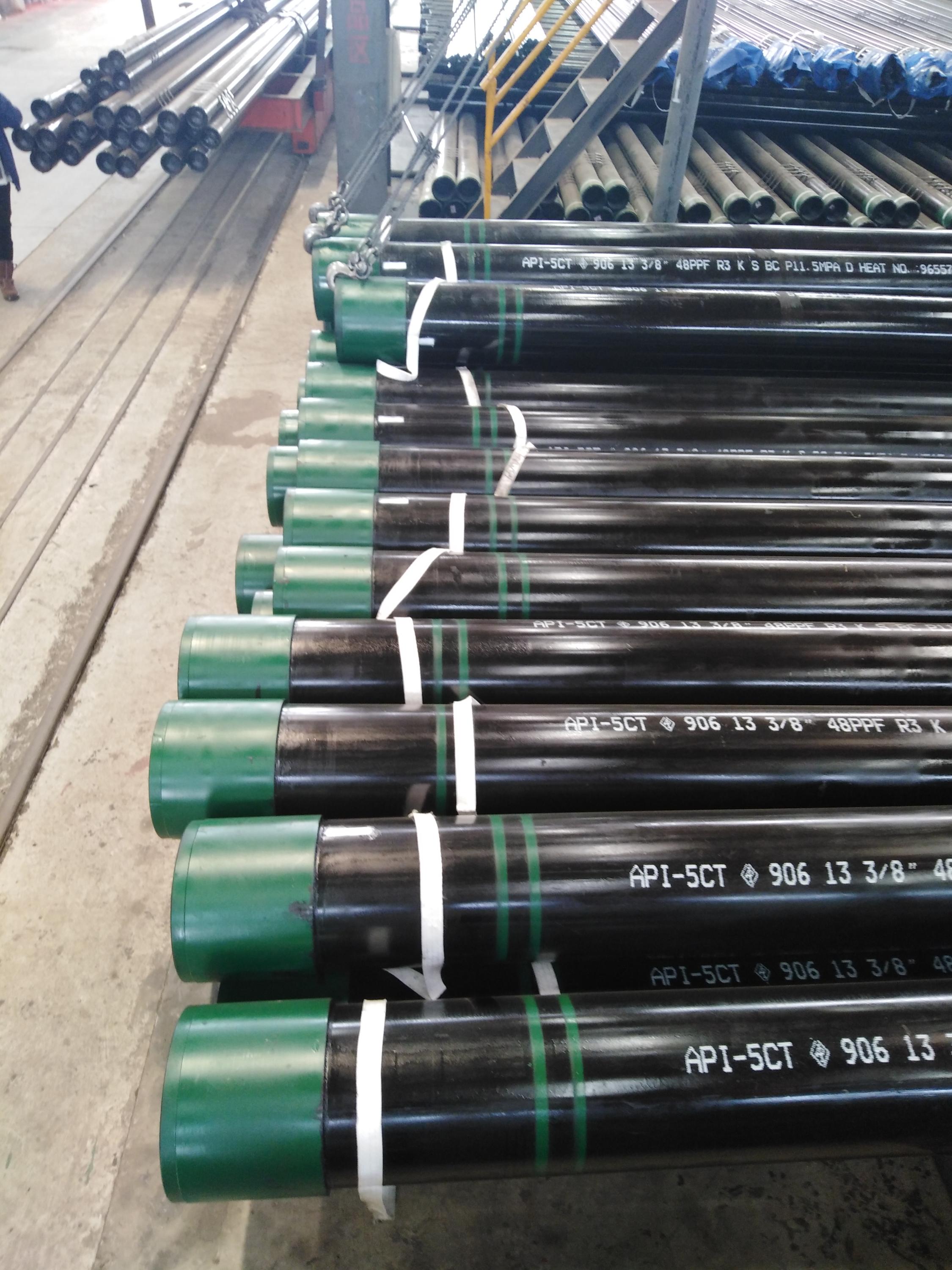
Enero 17, 2022La carcasa de petróleo es un producto de alta gama producido por tuberías de acero.. Hay muchas variedades de funda, y hay muchos tipos y requisitos de pipa de la cubierta botones finales. Los tipos de botones que se pueden procesar incluyen STC, LC, antes de Cristo,y otros tipos de botones. El proceso de producción e instalación de la carcasa de aceite implica muchas pruebas., incluyendo principalmente los siguientes:
1. Prueba de ultrasonido; cuando se transmiten ondas ultrasónicas en el material probado, las propiedades acústicas del material y los cambios en la organización interna tienen un cierto impacto en la transmisión de ondas ultrasónicas. A través de la exploración del grado y condición de las ondas ultrasónicas, podemos entender el rendimiento y la estructura del material. cambio.
2. Pruebas radiográficas: Las pruebas radiográficas utilizan la diferencia en la cantidad de radiación transmitida a través de piezas normales y piezas defectuosas., lo que resulta en la diferencia de negrura en el negativo.
3. Detección de penetración; La detección de penetración consiste en utilizar el efecto capilar del líquido para introducir el penetrante en el defecto de la abertura superficial del material sólido., y luego succione el penetrante ingresado a través del revelador para mostrar la existencia del defecto en la superficie.
4. Inspeccion de particulas magneticas: La inspección de partículas magnéticas consiste en utilizar fugas magnéticas en el defecto para absorber partículas magnéticas y formar marcas magnéticas que proporcionen manifestaciones de defectos.. Puede detectar defectos superficiales y superficiales secundarios., y la naturaleza de los defectos es fácil de identificar.
5. Prueba de corrientes de Foucault: Las pruebas de corrientes de Foucault utilizan principalmente corrientes de Foucault inducidas por bobinas ferromagnéticas en la pieza de trabajo para analizar la calidad interna de la pieza de trabajo., y puede detectar los defectos superficiales y cercanos a la superficie de varios materiales conductores, y suele ser difícil controlar los parámetros.
6. Detección de fugas de flujo magnético; La detección MFL de revestimientos de aceite se basa en las características de alta permeabilidad de los materiales ferromagnéticos, y la permeabilidad magnética de las carcasas de aceite en servicio se detecta midiendo la permeabilidad causada por defectos en los materiales ferromagnéticos. calidad.
7. Detección de recuperación magnética: La detección de recuperación magnética es la conexión entre la naturaleza física del fenómeno magnético de los metales y el proceso de dislocación.. Tiene muchas ventajas como alta eficiencia., bajo costo, y sin necesidad de moler, y tiene importantes perspectivas de aplicación en la industria.
8. Después de diferentes procesos de tratamiento térmico de la carcasa de aceite, la estructura metalográfica en la superficie exterior de la tubería de acero incluye principalmente las siguientes categorías: 1) Sorbit templado, 2) Sorbit templado + ferrito, 3) Sorbito templado Sorbito de fuego + bainita, 4) sorbito templado + bainita + ferrito, 5) sorbito templado + ferrito + bainita, 6) ferrito + tenita de alambre templado, 7) bainita + sorbito templado, 8) ferrito + bainita + sorbito templado, 9) bainita + ferrito + sorbito templado, 10) cuerpo de elemento de hierro + perlita, 11) perlita + ferrito.
Entre los once tipos anteriores de estructuras metalográficas: 1) a 5) indicar que la tubería de acero ha sido sometida a un proceso de tratamiento térmico de modulación suficiente, y las propiedades mecánicas integrales son excelentes; 6) a 9) indicar que el proceso de tratamiento térmico de la tubería de acero es insuficiente o inadecuado; 10) a 11) tipos de estructuras indican que la tubería de acero no ha sido sometida a tratamiento térmico de modulación. Uso de tecnología de aprendizaje profundo para moler la superficie exterior de la carcasa de aceite y analizar de forma inteligente la estructura metalográfica, puede lograr el propósito de económico, eficiente, inspección objetiva y precisa de la organización del tratamiento térmico. La imagen de estructura metalográfica es una imagen microscópica especial basada en metalografía y metalografía.. La morfología espacial y la forma de la estructura son muy complejas y contienen mucha información profesional., lo que aporta grandes beneficios al procesamiento e identificación inteligente de imágenes metalográficas. dificultades y problemas. El análisis inteligente del estado de tratamiento térmico de la carcasa de aceite requiere una combinación de tecnologías como el tratamiento térmico de metales, clasificación y gestión de datos metalográficos, procesando imagen digital, extracción de características y reconocimiento de patrones.
Un método basado en el aprendizaje profundo para inspeccionar el tejido de tratamiento térmico de la carcasa de aceite, que incluye específicamente los siguientes pasos:
Paso 1, Pulido de la superficie exterior de la carcasa de aceite a probar.; Paso 2, obtención de una foto de la estructura metalográfica de la parte pulida de la superficie exterior del cárter de aceite a ensayar; Paso 3, determinar un conjunto de datos de entrenamiento de acuerdo con las características del tejido de diferentes tripas de aceite después del tratamiento térmico , e ingrese el conjunto de datos de entrenamiento en el modelo de red neuronal convolucional para el entrenamiento; paso 4, el modelo de red neuronal convolucional entrenado identifica y clasifica las fotos de la estructura metalográfica de la superficie exterior de la carcasa que se va a medir, y el Verifique la condición del tratamiento térmico.
9. Algunas partes de la carcasa de aceite también se pueden inspeccionar a simple vista., y todas las inspecciones a simple vista deben ser realizadas por personal capacitado con buena visión que pueda encontrar defectos en la superficie. Los fabricantes deben desarrollar documentos estándar de iluminación para la inspección visual.. El nivel mínimo de iluminación para la inspección de superficies es 500LX (lux) (50 pies—–vela). Con la excepción de las inspecciones de extremos de tuberías, todas las inspecciones visuales se pueden realizar en cualquier punto adecuado del proceso de producción, requieren tratamiento térmico de tuberías de acero y deben realizarse después de todo el tratamiento térmico. Cuerpo y Acoplamiento Valores (Excluyendo Extremos) Inspeccione visualmente toda la superficie exterior de cada tubo y acoplamiento en busca de defectos.. Extremos de tubería, la distancia mínima para la inspección visual de la superficie exterior de los extremos de la tubería es de 450 mm (18en). Para productos no espesados, la distancia mínima para la inspección visual de la superficie interior del extremo de la tubería es de 2,5 D o 450 mm (18en), el que sea más pequeño. Para productos espesados, la distancia mínima para la inspección visual de la superficie interior del extremo de la tubería es la longitud de la sección engrosada (incluyendo la transición). Cuando se eliminan los extremos cortados defectuosos, la superficie interna del extremo del tubo recién expuesto se debe volver a inspeccionar según sea necesario.
10. Con el fin de seguir probando el aceite acoplamiento de carcasa, la gente probó las propiedades materiales de la carcasa de aceite y la carcasa de aceite, e inventó un equipo de prueba de partículas magnéticas que utiliza la buena permeabilidad magnética de la carcasa de aceite y el acoplamiento de la carcasa para realizar la detección. . Según el tamaño de la carcasa de aceite y el acoplamiento de la carcasa, el acoplamiento de la carcasa debe utilizar un detector magnético fluorescente fijo, la mayoría de los cuales son fijos debido a su gran tamaño y peso. Cuando el detector está funcionando, emite corriente alterna continuamente ajustable, y la corriente de magnetización circunferencial es 0-4000a. Posee un botón de control para la fase de corte de energía, y la corriente longitudinal de este potencial es generalmente tres veces la de la dirección circunferencial. y control de fase de interrupción de energía. El método de perforación del acoplamiento de la carcasa de aceite es generalmente una perforación neumática con una presión de fuente de gas de 0.4 MPa, y los métodos de magnetización son magnetización circunferencial, magnetización longitudinal y magnetización compuesta. Por lo tanto, se debe prestar atención a la facilidad de operación del control PLC. Además, la intensidad UV en 38 cm de la superficie de la pieza de trabajo no debe ser inferior a 1000 cm2 / μ. Su eficiencia de trabajo está entre 20-40/pieza, y la sensibilidad se muestra claramente en la muestra A1-60-100. La fuente de alimentación para el acoplamiento de la carcasa de aceite es corriente alterna trifásica industrial de cuatro hilos, 380V, 50 Hz, sobre 180A.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}