

SORUNSUZ & ASTM STANDART ŞARTNAMESİ İÇİN KAYNAKLI ÇELİK BORU YEDEK MALZEMESİ – JIS, BS, DAN
Kasım 11, 2023
Su İletim Sistemleri için Sfero Demir boru vs Galvanizli Çelik Boru – Karşılaştırmalı Bir Çalışma
Kasım 20, 2023
Boru Ek Parçaları Üretim Süreçleri
Dirsekler gibi boru bağlantı parçalarının üretilmesi için çeşitli üretim süreçleri kullanılmaktadır., tee, ve redüktörler.
Boru bağlantı parçaları genellikle dikişsiz borulardan ve dolgu malzemesi içeren kaynaklı borulardan üretilir.. ancak, ERW (Elektrik Direnç Kaynaklı) ve EFW (Elektrik Füzyon Kaynaklı) borular bağlantı parçaları oluşturmak için uygun değildir. Büyük çaplı bağlantı parçalarının üretimi için, plakalar yaygın olarak kullanılır.
giriiş
Boru bağlantı parçaları sıhhi tesisatın ayrılmaz bileşenleridir, mekanik, ve endüstriyel uygulamalar, boru veya tüp bölümlerini bağlamak için kullanılır. Bu bağlantı parçalarının imalatı çeşitli yöntemleri içerir, her biri dirsek gibi farklı bağlantı parçalarına uygundur, tee, reducers, kapaklar, ve saplama biter. Bu makale bu çeşitli üretim süreçlerini incelemektedir.
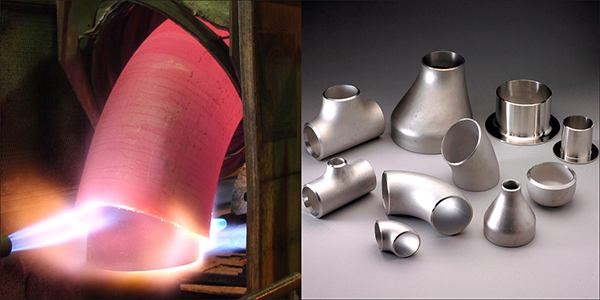
Sıcak Şekillendirme veya Ekstrüzyon Yöntemi
Sıcak şekillendirme veya ekstrüzyon işlemi çok yönlü bir üretim yöntemidir, genellikle çeşitli boru bağlantı parçaları oluşturmak için kullanılır.
Genel Bakış
Ekstrüzyon prosesi kütüğün ısıtılmasıyla başlar (bir katı, silindirik metal blok) esnek olana kadar. Isıtılan kütük daha sonra şekillendirilmiş bir kalıptan geçirilir, bir pres kullanarak malzemeyi kesmek veya şekillendirmek için kullanılan bir alet.
İşlem
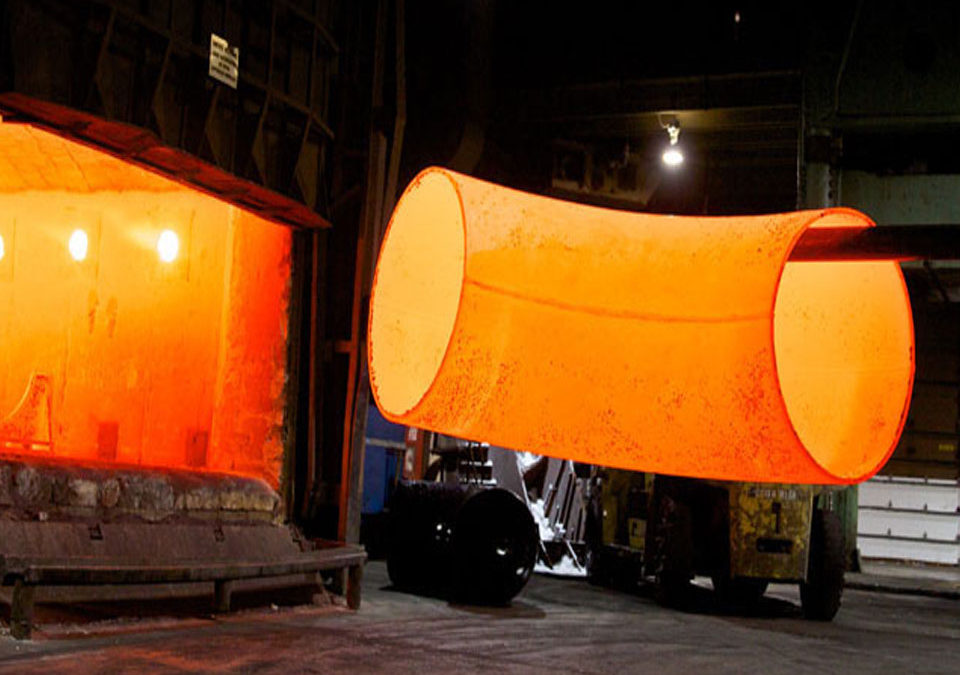
Kütük kalıptan itilirken, kalıbın açıklığının şeklini almaya başlar, uzun bir şekil oluşturuyor, düz boru. Bir kez kalıbı tamamen geçtikten sonra, ekstrüde metal soğutulur ve sertleştirilir, yeni formunu koruyor.
Uygulamalar
Ekstrüzyon yöntemi özellikle uzun imalatlarda kullanışlıdır., düz boru bağlantı parçaları. Ayrıca çeşitli endüstriyel uygulamalara yönelik karmaşık profiller oluşturmak için de kullanılır., dirsek ve tişört üretimi dahil.
Hidrolik Şişirme Yöntemi – Soğuk Şekillendirme
Hidrolik çıkıntı yöntemi, soğuk şekillendirme işlemi, boru bağlantı parçalarının imalatında kullanılan diğer bir yaygın tekniktir.
Genel Bakış
Hidrolik şişkinlik yönteminde, bir kalıp içine bir tüp yerleştirilir ve kapatılır. Daha sonra yüksek basınçlı hidrolik sıvı borunun içine verilir., genişlemesine ve kalıbın şekline uyum sağlamasına neden olur.
İşlem
Hidrolik sıvının uyguladığı basınç metal borunun hareket etmesine neden olur. “çıkıntı” dışarıya doğru, kalıbın hatlarını eşleştirme. Hidrolik basınç serbest bırakıldığında, artık genişletilmiş tüp yeni formunu koruyor.
Uygulamalar
Hidrolik çıkıntı yöntemi, boru bağlantılarında karmaşık şekiller veya kıvrımlar oluşturmak için idealdir, tees ve redüktörler gibi. Ayrıca yüksek basınca dayanması gereken bağlantı parçalarının üretiminde de kullanılır., süreç kusursuz ve sağlam bir bağlantıyla sonuçlandığından.
Makale ayrıntılı bölümlerle devam edecek:
- UO veya Tek Kaynak Dikiş Yöntemi
- Monaka veya Çift Kaynaklı Dikiş Yöntemi
- Kapaklarda Derin Çekme Yöntemi
- Saplama Uçları için Genişletme Yöntemi
- UO veya Tek Kaynak Dikiş Yöntemi: Bu yöntem adını içerdiği süreçten almıştır.: Düz bir plakayı U şeklinde bükmek ve ardından onu O şeklinde bükmek (buradan “UO”). Plakanın kenarları daha sonra tek bir dikiş oluşturmak için birbirine kaynak yapılır. Bu yöntem genellikle dikişsiz boru bağlantı parçaları üretmek için kullanılır., Pürüzsüz iç yüzeyi ve daha fazla mukavemeti nedeniyle belirli uygulamalarda tercih edilen.
- Monaka veya Çift Kaynaklı Dikiş Yöntemi: Monaka yöntemi ayrıca düz bir plaka oluşturmayı da içerir, ama bu durumda, plaka yarım boru şeklindedir. Bu yarım borulardan ikisi birbirine kaynak yapılarak iki kaynak dikişli bir boru bağlantı parçası oluşturulur. Bu yöntem özellikle daha büyük boru bağlantı parçaları için kullanışlıdır., tek bir kaynak dikişinin yeterli mukavemet sağlayamadığı durumlarda.
- Kapaklarda Derin Çekme Yöntemi: Derin çekme, boru kapakları ve benzeri uç parçalarının imalatında kullanılan bir yöntemdir.. Mekanik bir zımba kullanarak metal bir ham parçanın şekillendirme kalıbına radyal olarak çekilmesini içerir.. Bu işlem, malzeme tutma ile bir tür şekil dönüşümüdür, sorunsuz bir şekilde sonuçlanan, son derece sağlam bağlantı parçası.
- Saplama Uçları için Genişletme Yöntemi: Konik uçlar üretmek için havşa yöntemi kullanılır, boruları birleştirmek için kullanılan bir tür bağlantı parçası. Bir borunun veya tüpün ucunun genişletilmesini veya genişletilmesini içerir. Borunun genişleyen ucu daha küçük olan borunun ucunun üzerine kaydırılır, ve daha sonra ikisi birbirine kaynaklanıyor, farklı çaplarda iki borunun bağlanmasına olanak sağlar.






İndüksiyon virajları standart viraj açılarında gelir (Örneğin. 45°, 90°, vb.) veya belirli viraj açılarında özel yapılabilir. Bileşik viraj (düzlemsiz) Tek bir boru eklemindeki virajlar da üretilebilir. Viraj yarıçapı, çapın bir fonksiyonu olarak belirtilir. Örneğin, İndüksiyon virajları için ortak viraj yarıçapı 3D'dir, 5D ve 7D, burada d nominal boru çapıdır.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}