

Klasifikasi, proses pengeluaran dan sifat mekanikal paip keluli lancar
Julai 5, 2022
Paip keluli adalah tiub silinder
Julai 8, 2022
Kertas ini membincangkan ubah bentuk ketepatan yang lancar tiub semasa proses lukisan sejuk, menggunakan Kaedah Elemen Terhingga. yang
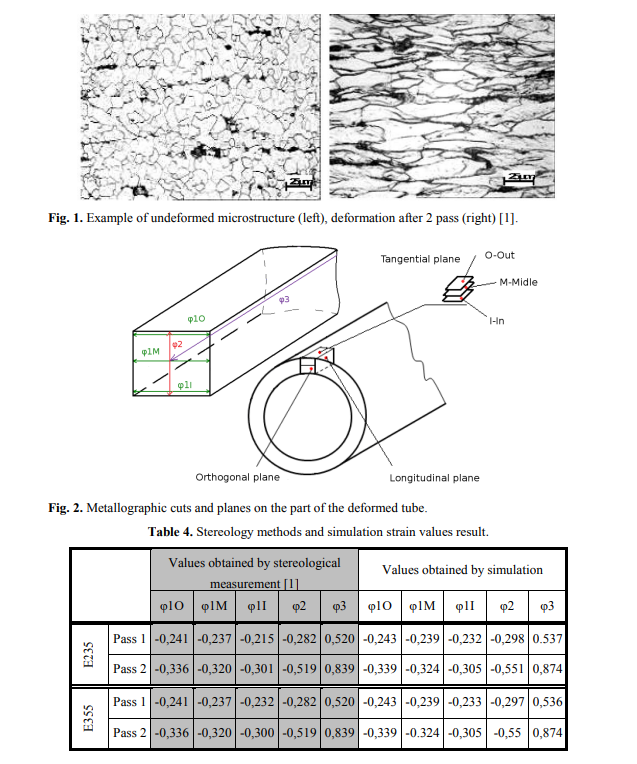
nilai terikan yang diperoleh melalui pengukuran stereologi bagi ubah bentuk sempadan butiran darjah dibandingkan dengan hasil simulasi bagi setiap
pas lukisan. Bahan yang dipilih ialah gred keluli E235 dan E355, yang dilukis daripada dimensi awal Φ70 x 6.3 mm ke final
dimensi Φ 50 x 3.75 mm dengan dua pas. Perisian FEM DEFORM 2D dengan kaedah Lagrangian digunakan untuk analisis berangka bagi sejuk
proses melukis.
1 pengenalan
Teknologi lukisan sejuk yang digunakan untuk pembuatan tiub lancar berketepatan bergantung kepada banyak faktor. Parameter proses pembentukan sejuk, geometri alat dimensi tiub awal dan akhir dipilih untuk memastikan kualiti tiub yang tinggi. Untuk mencapai diameter akhir dan ketebalan dinding, tiub dikurangkan berturut-turut dalam beberapa langkah lukisan sejuk.
Ini boleh dilakukan dengan menggambar tiub melalui mati dan dengan menambahkan palam, yang menghasilkan ketebalan dinding yang lebih baik dan kualiti permukaan dalaman. Lukisan sejuk menggunakan palam tetap adalah teknologi serba boleh yang digunakan biasanya di syarikat Železiarne Podbrezová Ironworks. Hasil percubaan syarikat ini dibandingkan dengan simulasi berangka yang diterangkan dalam makalah ini.
2 Bahan eksperimen
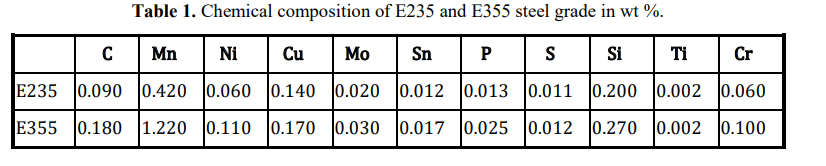
Dalam kerja ini, Gred keluli E235 dan E355 (Keluli karbon ferritik-pearlitic, Lihat Jadual dipertimbangkan; Sebagai bahan mentah untuk lukisan sejuk, tiub bergulir panas dengan dimensi 70 x 6.3 mm dipilih. Sifat mekanikal keluli E235 adalah seperti berikut: Tekanan hasil semula = (226 245) MPa, Kekuatan tegangan RM 343 441) MPa, Kemuluran A5 24 , sifat mekanikal keluli E355 adalah seperti berikut: Tekanan hasil semula = (335 355) MPa, Kekuatan tegangan RM 490 630) MPa, Kemuluran A5 24
2.1 Bahan kerja dan alat pemodelan bahan
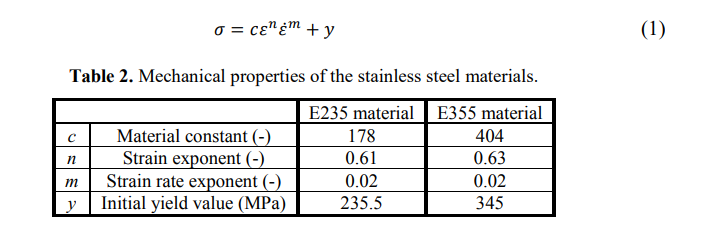
Oleh kerana suhu tetap lebih rendah dalam lukisan sejuk, sifat bahan tidak berbeza-beza dan oleh itu boleh dianggap dengan bebas daripada variasi suhu. Oleh kerana tingkah laku bahan dianggap bebas suhu, persamaan konstitutif undang-undang kuasa bagi
sifat plastik bahan boleh digunakan eq. 1. Di mana mewakili terikan plastik berkesan setara mewakili kadar terikan plastik berkesan, dan parameter bahan ditentukan dengan cara ujian tegangan [1, 5], mereka disenaraikan dalam Jadual 2.
Bahan tiub itu dianggap sebagai plastik, pengerasan diandaikan sebagai isotropik, dan jenis fungsi hasil ditetapkan sebagai Von Mises.
Geometri tiub telah dijalin. Lapan elemen berada di dinding tiub dalam laluan pertama enam adalah dalam laluan kedua Rajah. 5. Jaring bahan kerja ini mencukupi untuk ketepatan dan tidak perlu prosedur jaringan semula semasa pengiraan.
Alat membentuk, (mandrel dan mati) dianggap sebagai badan tegar. Jaringan alat tidak perlu dihasilkan untuk simulasi.
2.2 Simulasi berangka
DEFORM 2D dan pengiraan Lagrangian telah ditetapkan untuk simulasi berangka teknologi lukisan sejuk, mengikut dimensi alat yang diberikan pada Jadual 3. Konfigurasi geometri paksisimetri awal telah ditetapkan. Halaju lukisan ialah 9 m.min-1 untuk semua pas dalam lukisan eksperimen dan keadaan sempadan simulasi. Model geseran antara alat dan bahan dipilih untuk menjadi jenis ricih dengan nilai 0.08.
Fungsi interpolasi data digunakan untuk menetapkan pengiraan laluan kedua. Data akhir dari pas pertama adalah pemindahan, dan menetapkan pas kedua. Transformasi data ini mesti dilakukan, kerana teknologi lukisan dilakukan tanpa penyepuhlindapan interoperatif.
2.3 Teknologi lukisan tiub
Langkah -langkah pengeluaran utama untuk teknologi lukisan sejuk tiub di železiarne podbrezová adalah
seperti berikut:
• Pra-pemprosesan bahan mentah (tiub bergulir panas dengan dimensi Ø70 x 6.3 mm).
• menunjuk tiub sejuk/panas berakhir (diameter sasaran 40 mm).
• Rawatan kimia tiub (acar, phosphating, pelinciran).
• Lukisan sejuk (Lihat tab. 3 Untuk maklumat lanjut).
• Penyepuhuanan pertengahan dan penyepuh akhir dalam suasana pelindung.
• Penyaman akhir.
• Pemeriksaan permukaan, pembungkusan, karat-bukti.
• Dispatch.
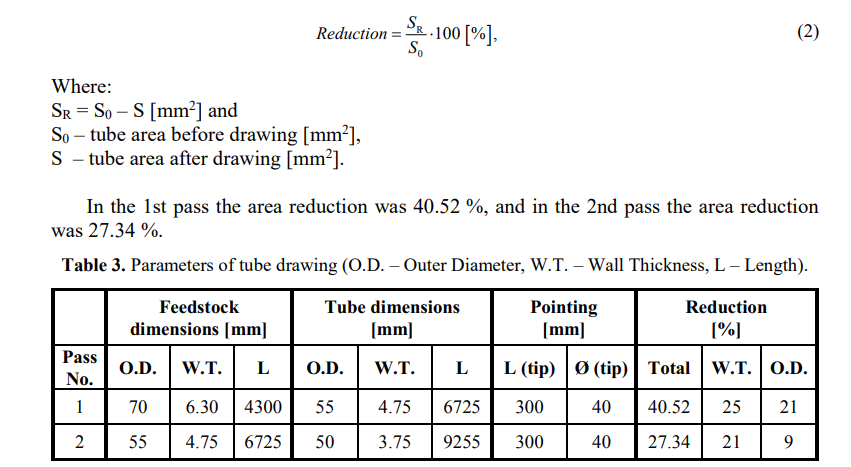
Pengurangan akhir kawasan tiub untuk teknologi dua lulus (dari Ø70 x 6. 3 mm hingga Ø50 x 3.75 mm) adalah 57.78 %; Nilai dibahagikan agak seragam di antara semua pas
(lihat Jadual 3). Pengiraan keratan rentas tiub (kawasan) Pengurangan:
Ubah bentuk plastik tempatan tiub dianalisis. Semasa langkah lukisan berikutnya, tiub mengalami ubah bentuk plastik. Geometri akhir dan sifat tiub cacat bergantung pada nilai terikan. Adalah mungkin untuk menyiasat perubahan struktur bahan dan meramalkan ubah bentuk plastik.
Struktur mikro setiap PA diperhatikan dalam satah tangen ortogonal dan membujur tiub cacat dengan kira -kira 500x pembesaran mikroskop cahaya dan pemotongan metallographic Fig1. Potongan metallographic tangential adalah Don tiga kali. Di bahagian dalam permukaan paip "i", Di bahagian luar permukaan paip "O" dan di tengah "M" dari dinding paip. 2. Kerana ubah bentuk plastik, Struktur anisotropi meningkat - bijirin
orientasi sempadan di tempat yang cacat diperhatikan. Ketegangan tempatan di tempat yang dianalisis diperolehi dengan pengukuran stereologi tahap orientasi sempadan bijian [4, 6]. Struktur mikroskop anisotropik telah diuraikan ke dalam komponen berorientasikan isotropik dan planar menggunakan metallography kuantitatif [3, 4] (Kaedah stereologi saltykov dengan garis ujian berorientasikan). Parameter diukur dan dikira ubah bentuk plastik tempatan di zon cacat disenaraikan dalam jadual 4.










-steel-pipe.jpg)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}