

ท่อเหล็ก l555m (สิ่งประดิษฐ์ทางเทคโนโลยีใหม่ๆ) ด้วยความเหนียวที่อุณหภูมิต่ำที่ยอดเยี่ยมและวิธีการผลิต
กันยายน 17, 2023
ท่อเหล็กเกลียวเชื่อม – GOST 8696
กันยายน 23, 2023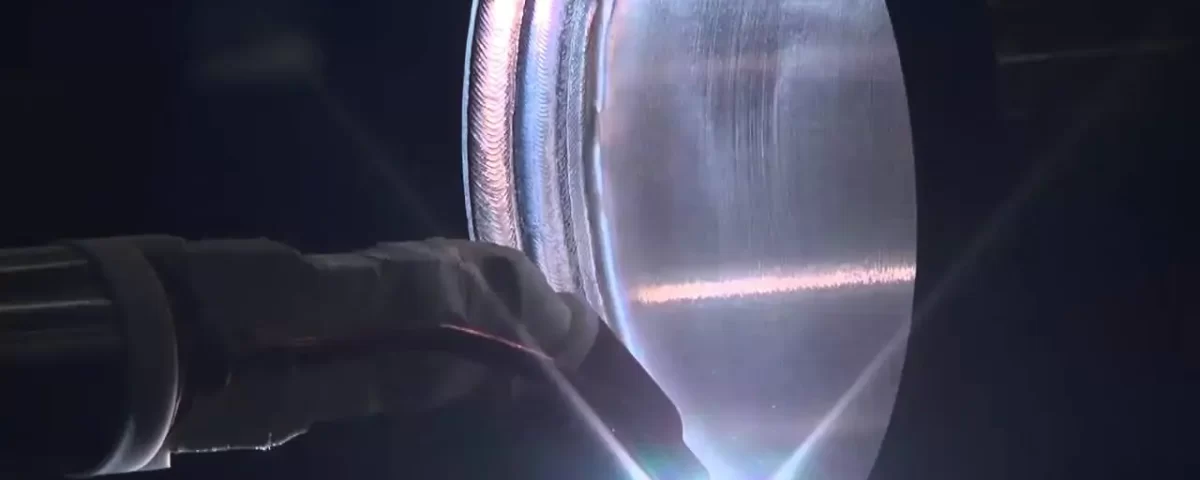
การเชื่อมซ้อนทับบนท่อเหล็ก
การเชื่อมซ้อนทับ, เรียกอีกอย่างว่าการหุ้มหรือการเคลือบแข็ง, เป็นกระบวนการที่โลหะตั้งแต่หนึ่งชนิดขึ้นไปมารวมกันโดยการเชื่อมเข้ากับพื้นผิวของโลหะฐาน (วัสดุพิมพ์) เป็นชั้น. โดยปกติจะทำเพื่อปรับปรุงความทนทานของโลหะฐาน, การกร่อน ความต้านทาน, หรือคุณสมบัติอื่นๆ. ในกรณีที่เป็นท่อเหล็ก, การซ้อนทับของการเชื่อมสามารถใช้เพื่อเพิ่มความต้านทานต่อการสึกหรอและการกัดกร่อนของท่อ.
กระบวนการ
วิธีการทั่วไปสำหรับการเชื่อมซ้อนคือกระบวนการที่เรียกว่าการเชื่อมอาร์คแบบจุ่ม (เลื่อย). ในกระบวนการนี้, ส่วนเชื่อมจะจมอยู่ในฟลักซ์, ซึ่งป้องกันการปนเปื้อนในบรรยากาศ. วิธีการอื่นๆ ได้แก่ การเชื่อมอาร์กโลหะด้วยแก๊ส (GMAW), การเชื่อมอาร์กทังสเตนแก๊ส (GTAW), และการเชื่อมอาร์คแบบถ่ายโอนด้วยพลาสมา (ปัตตาว).
กระบวนการเชื่อมซ้อนทับมีขั้นตอนต่อไปนี้:
- การตระเตรียม: พื้นผิวของท่อเหล็กถูกทำความสะอาดและเตรียมไว้. สารปนเปื้อนใดๆ, สนิม, หรือการเคลือบเก่าจะถูกลบออกเพื่อให้แน่ใจว่าพื้นผิวการเชื่อมสะอาด.
- เชื่อม: วัสดุตัวเติมที่เลือก (ซึ่งอาจเป็นเหล็กประเภทอื่นหรือโลหะอื่นๆ) หลอมละลายและเกาะตัวอยู่บนพื้นผิวของท่อเหล็ก. วัสดุตัวเติมจะเกิดพันธะกับโลหะฐาน.
- คูลลิ่ง: การซ้อนทับที่เกิดขึ้นใหม่ได้รับอนุญาตให้เย็นและแข็งตัว.
- การตรวจสอบ: ผลิตภัณฑ์ขั้นสุดท้ายจะได้รับการตรวจสอบว่ามีข้อบกพร่องหรือความไม่สอดคล้องกันหรือไม่.
ข้อดีของการเชื่อมซ้อนทับ
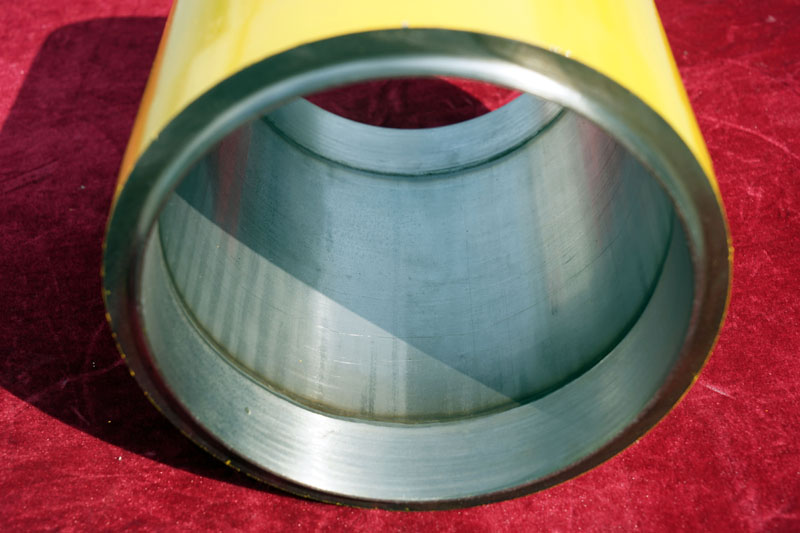
- ความต้านทานการกัดกร่อน: โดยเลือกใช้วัสดุที่ทนต่อการกัดกร่อนเป็นวัสดุซ้อนทับ, ท่อเหล็กสามารถทนต่อสภาพแวดล้อมที่รุนแรงได้ดีกว่า.
- ทนต่อการขัดถู: สามารถเลือกการซ้อนทับได้เนื่องจากความสามารถในการต้านทานการสึกหรอ, เพิ่มอายุการใช้งานของท่อเหล็ก.
- ทนความร้อน: การซ้อนทับบางอย่างสามารถปรับปรุงความต้านทานต่ออุณหภูมิสูงของท่อเหล็กได้.
- การฟื้นฟู: การทับซ้อนของการเชื่อมสามารถใช้เพื่อฟื้นฟูส่วนที่เสียหายหรือชำรุดของท่อเหล็กได้, ประหยัดค่าใช้จ่ายในการเปลี่ยนท่อทั้งหมด.
ข้อเสียของการเชื่อมซ้อนทับ
- ค่าใช้จ่าย: การทับซ้อนของการเชื่อมอาจเป็นกระบวนการที่มีค่าใช้จ่ายสูง, โดยเฉพาะอย่างยิ่งหากใช้วัสดุตัวเติมราคาแพง.
- บิดเบี้ยว: ความร้อนจากกระบวนการเชื่อมอาจทำให้ท่อเหล็กบิดเบี้ยวหรือบิดเบี้ยวได้.
- ความซับซ้อน: กระบวนการนี้ต้องใช้ช่างเชื่อมที่มีทักษะและการควบคุมอย่างระมัดระวังเพื่อให้ได้งานซ้อนทับที่ประสบความสำเร็จ.
ทั้งหมด, กระบวนการเชื่อมซ้อนทับสามารถปรับปรุงประสิทธิภาพและอายุการใช้งานของท่อเหล็กได้อย่างมาก, ทำให้เป็นเทคนิคที่มีคุณค่าในการใช้งานทางอุตสาหกรรมหลายประเภท.

วัสดุตัวเติมทั่วไปที่ใช้ในการเชื่อมซ้อนทับสำหรับท่อเหล็กมีอะไรบ้าง?
วัสดุฐานที่สามารถเชื่อมทับได้:
| วัสดุฐาน | มาตรฐาน |
| ท่อเหล็ก | ซีรีส์ API LX, ซีรีส์ API 5L Gr.B, มาตรฐาน ASTM A53 บีซีรีส์, มาตรฐาน ASTM A106 อนุกรม, ASTM A333 GR 6 อนุกรม, ASTM A312 ซีรีส์, มาตรฐาน ASTM 671 อนุกรม, มาตรฐาน ASTM 691 อนุกรม |
| หน้าแปลน | ASTM A105 ซีรีส์, ASTM A350 ซีรีส์, ASTM A694 ซีรีส์, ASTM A182 ซีรีส์, API K ซีรีส์, มาตรฐาน ASTM A29 4140 อนุกรม, ฯลฯ. |
| อุปกรณ์ท่อ | ASTM A234 ซีรีส์, ASTM A420 ซีรีส์, ASTM A860 ซีรีส์, ASTM A516 ซีรีส์, ฯลฯ. |
วัสดุที่ทนต่อการกัดกร่อนที่สามารถเชื่อมซ้อนทับได้:
| วัสดุสิ้นเปลืองในการเชื่อม | เครื่องหมายการค้า |
| สแตนเลส | 304, 316NS, 321, 347, 310S, 904NS, 309NS, 317NS, S31254, ฯลฯ. |
| F | 625, 825, ค22, C276, 400, K500, ฯลฯ. |
| โลหะผสมทองแดง-นิกเกิล | B10(C70600), B30(C70500), ฯลฯ. |
| โลหะผสมทองแดงและทองแดง-นิกเกิล | อลูมิเนียมบรอนซ์, ดีบุกบรอนซ์, ซิลิคอนบรอนซ์, นิกเกิลอลูมิเนียมบรอนซ์, B10 (C70600), B30 (C70500), ฯลฯ. |
| เหล็กเพล็กซ์ | S31803, S32750, S32760, ฯลฯ. |
| โลหะผสมที่มีธาตุเหล็ก | TP405, ทีพี409, TP410, ฯลฯ. |
| ไทเทเนียม | ทา1、ทีเอ2、TA3等 |
| Stellite โลหะผสมที่มีโคบอลต์ | 6, 12, 21, ฯลฯ. |
มาตรฐานการดำเนินงาน:
| ข้อมูลจำเพาะ API 5LD | | ข้อกำหนดสำหรับท่อเหล็กคอมโพสิตโลหะผสมที่ทนต่อการกัดกร่อนที่หุ้มหรือบุ |
| ข้อมูลจำเพาะ ANSI/API 6A | | ข้อมูลจำเพาะของอุปกรณ์หลุมผลิตและต้นคริสต์มาส |
| ISO 15614-7 | | ข้อกำหนดกระบวนการเชื่อมวัสดุโลหะและคุณสมบัติ - ส่วนการทดลองคุณสมบัติกระบวนการเชื่อม 7: การเชื่อมพื้นผิว |
| ดวงตา 6623-2012 | | ข้อกำหนดสำหรับท่อเหล็กคอมโพสิตโลหะผสมที่ทนต่อการกัดกร่อนที่หุ้มหรือบุ |
| NB/T47014 | | มาตรฐานคุณสมบัติกระบวนการเชื่อมสำหรับอุปกรณ์แรงดัน (รวมถึงการประเมินกระบวนการเชื่อมพื้นผิวที่ทนต่อการกัดกร่อน, การประเมินกระบวนการเชื่อมวัสดุโลหะคอมโพสิต) |
| ISO 3834-2 | | ข้อกำหนดด้านคุณภาพสำหรับการเชื่อมฟิวชั่นของวัสดุโลหะ – เป็นส่วนหนึ่ง 2: ข้อกำหนดด้านคุณภาพที่สมบูรณ์ |
| NACE MRO175/ISO 15156 | | อุตสาหกรรมน้ำมันและก๊าซ - วัสดุด้านสิ่งแวดล้อมที่มีไฮโดรเจนซัลไฟด์ซึ่งใช้ในการสกัดน้ำมันและก๊าซ |
| เอพีไอ พีอาร์ 582 | | คู่มือการเชื่อมท่อสำหรับสารเคมี, อุตสาหกรรมน้ำมันและก๊าซ |
| DNV-os-F101 | | ข้อกำหนดระบบท่อใต้ทะเล |
| เอพีไอ 17D | | การออกแบบและการทำงานของระบบการผลิตใต้ทะเล – การออกแบบหลุมผลิตใต้ทะเลและต้นคริสต์มาส |
| เอพีไอ 6D | | ข้อมูลจำเพาะสำหรับวาล์วท่อและท่อ |
| SY/T 7464-2020 | | การเชื่อมท่อคอมโพสิตโลหะผสม bimetal ที่ทนต่อการกัดกร่อนและเทคโนโลยีการทดสอบแบบไม่ทำลาย |
กระทู้ที่เกี่ยวข้อง




การเหนี่ยวนำโค้งงอมาในมุมโค้งมาตรฐาน (e.g. 45°, 90°, ฯลฯ) หรือสามารถกำหนดเองให้กับมุมโค้งที่เฉพาะเจาะจง. ก้มผสม (นอกระนาบ) สามารถสร้างโค้งในข้อต่อเดียวของท่อได้. รัศมีโค้งถูกระบุเป็นฟังก์ชันของเส้นผ่านศูนย์กลาง. ตัวอย่างเช่น, รัศมีโค้งงอทั่วไปสำหรับการเหนี่ยวนำโค้ง 3D, 5D และ 7D, โดยที่ d คือเส้นผ่านศูนย์กลางท่อเล็กน้อย.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}