

Pengurangan Paip – Pengurangan Konsentrik dan Sipi
Mac 15, 2026
Kawalan Ralat Paip Dikimpal JCOE dan Diameter
📖 Jadual Kandungan
1.0 ▼ Pengenalan
1.1 Latar Belakang Kajian & Makna
1.2 Status Penyelidikan Domestik dan Antarabangsa
1.3 Kandungan Utama & Laluan Teknikal
1.4 Inovasi dan Perkara Utama
2.0 ▼ Prinsip Pembentukan JCOE & Asas Ralat Dimensi
2.1 Mekanisme Teras Proses JCOE
2.2 Definisi & Penilaian Ralat Ovality/Diameter
2.3 Piawaian Industri yang Berkaitan
2.4 Pengaruh Sifat Mekanikal Bahan
3.0 ▼ Analisis Punca Akar Ovality & Sisihan Diameter
3.1 Faktor Bahan Mentah
3.2 Ralat Terinduksi Proses Pembentukan
3.3 Welding & Kesan Proses Seterusnya
3.4 Peralatan & Pengaruh Operasi
4.0 ▼ Strategi Kawalan untuk Ralat Bujur dan Diameter
4.1 Kawalan Ketepatan Bahan Mentah
4.2 Membentuk Pengoptimuman Parameter & Pampasan
4.3 Pengurusan Tegasan Kimpalan
4.4 Meluaskan Kawalan Halus Proses
4.5 Sistem Ketepatan Dimensi Gelung Tertutup
5.0 ▼ Simulasi & Pengesahan Eksperimen
5.1 Persediaan Model Elemen Terhingga
5.2 Keputusan Simulasi & Analisis
5.3 Ujian Pengeluaran Lapangan
6.0 ▼ Permohonan Kejuruteraan & Pengurusan Kualiti
6.1 Pelaksanaan Praktikal Teknologi Kawalan
6.2 Aliran Kerja Pemeriksaan Proses Penuh
6.3 Operasi Standard & Penyelenggaraan Peralatan
7.0 ▼ Kesimpulan & Tinjauan
ABSTRAK
JCOE (Pembentukan J, C-membentuk, Pembentukan O, berkembang) adalah proses pembuatan yang dominan untuk arka tenggelam membujur berdiameter besar yang dikimpal (LSAW) paip, digunakan secara meluas dalam penghantaran minyak/gas, struktur luar pesisir dan cerucuk paip keluli jambatan. Walau bagaimanapun, ovaliti dan sisihan diameter kekal sebagai cabaran kualiti yang paling berterusan, secara langsung menjejaskan kecekapan kimpalan lilitan, integriti struktur dan anti-kakisan prestasi salutan. Penyelidikan ini membentangkan penyiasatan komprehensif ke dalam mekanisme yang mengawal ralat geometri dalam paip dikimpal JCOE, dengan penekanan pada interaksi antara sifat plat, parameter membentuk langkah demi langkah, tingkah laku springback, tegasan baki kimpalan, dan ketepatan pengembangan mekanikal. Berdasarkan pemerhatian yang meluas di tingkat kedai dan analisis teori, kami mewujudkan hubungan kuantitatif antara pembolehubah proses dan kebulatan paip akhir. Penemuan utama mendedahkan bahawa jejari pra-lentur tidak padan, ubah bentuk tidak seragam dalam langkah membentuk C, dan kadar pengembangan yang tidak sesuai adalah penyumbang utama. Rangka kerja kawalan gelung tertutup yang menyepadukan pampasan ke hadapan suapan dan maklum balas dimensi masa nyata dicadangkan. Simulasi elemen terhingga ditambah dengan percubaan pengeluaran skala penuh menunjukkan bahawa parameter yang dioptimumkan mengurangkan bujur daripada biasa 0.8%–1.2% ke bawah 0.4% daripada diameter luar, dan toleransi diameter dalam ±0.2% D. Kajian ini menyediakan kedua-dua asas teori dan garis panduan praktikal untuk ketepatan tinggi paip JCOE pembuatan, memenuhi keperluan ketat saluran paip air dalam dan asas jambatan.
Kata kunci: Pembentukan JCOE; Kawalan bujur; Ralat diameter; Pampasan springback; Pengembangan mekanikal; Herotan kimpalan; Ketepatan dimensi
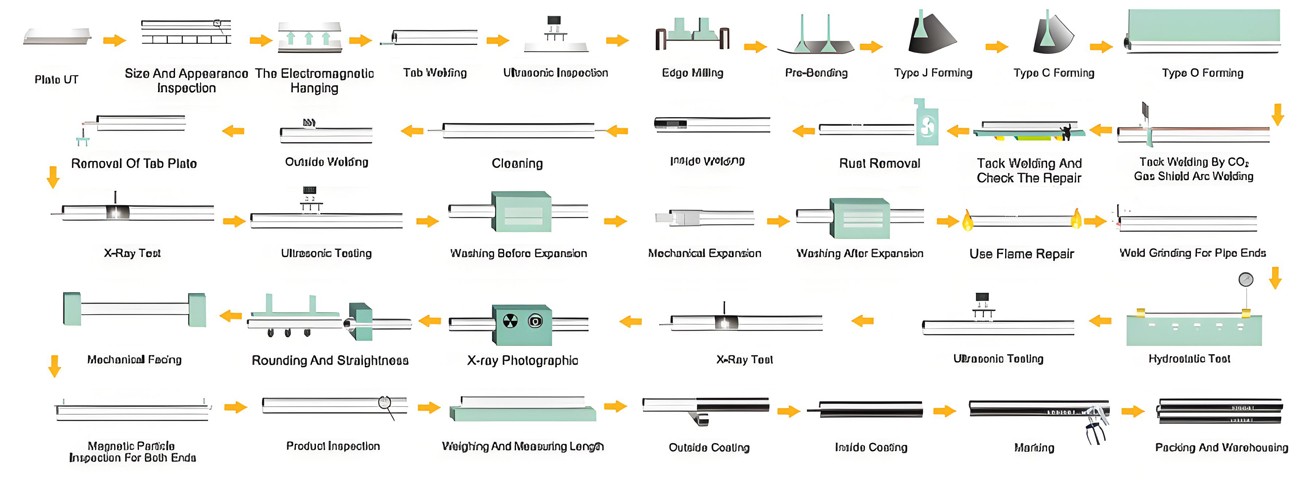
Carta Aliran Proses Pembuatan Paip Keluli dikimpal jcoe lasw
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 1 pengenalan
1.1 Latar Belakang dan Kepentingan Penyelidikan
Dari pertama kali saya melangkah ke kilang paip berdiameter besar, isu kebulatan paip yang halus namun kritikal menarik perhatian saya. Proses JCOE telah berkembang selama tiga dekad menjadi kaedah yang paling serba boleh untuk menghasilkan dinding berat, paip berdiameter besar sehingga 1422 mm atau lebih besar untuk keluli gred X80. Namun, mengawal ralat bujur dan diameter bukan semata-mata soal kesesuaian estetik - ia secara langsung mengawal kejayaan kimpalan medan, hayat keletihan struktur luar pesisir, dan integriti salutan anti-karat. Apabila bahagian paip mempamerkan ovality melebihi 0.5% daripada diameter luar, proses kimpalan lilitan mengalami ketidakkonsistenan jurang akar, membawa kepada peningkatan kadar kecacatan dan kerja semula yang mahal. Lebih-lebih lagi, dalam persekitaran marin di mana saluran paip diletakkan oleh kapal S-lay atau J-lay, out-of-roundness menyebabkan pengagihan tegasan tidak sekata semasa membongkok, mempercepatkan lekuk tempatan. Untuk cerucuk paip keluli jambatan, yang didorong ke dalam lapisan geologi yang mencabar, variasi diameter mengganggu sambungan lengan cerucuk dan mekanisme pemindahan beban. Sepanjang dekad yang lalu, banyak kegagalan kejuruteraan atau kelewatan yang mahal telah dikesan kembali kepada sisihan geometri yang kelihatan kecil yang disebarkan melalui rantaian pembinaan. Oleh yang demikian, kawalan sistematik geometri paip JCOE bukan sahaja keperluan pembuatan tetapi juga keperluan asas untuk keselamatan infrastruktur.
Berjalan melalui tingkat pengeluaran, Saya telah memerhatikan bahawa pengendali sering bergantung pada pelarasan empirikal: sedikit meningkatkan lejang O-tekan apabila paip gagal ditutup, atau melaraskan tekanan mandrel yang berkembang berdasarkan "rasa". Walau bagaimanapun, pendekatan empirikal ini tidak mempunyai keteguhan saintifik. Sastera akademik cenderung untuk merawat pembentukan, mengimpal dan mengembang sebagai blok terpencil, jarang menawarkan pemodelan sebab-akibat bersepadu. Penyelidikan ini didorong oleh keperluan mendesak untuk merapatkan jurang itu - untuk membangunkan metodologi kawalan ralat holistik yang menyumbang anisotropi bahan mentah, pengumpulan springback secara berperingkat, kimpalan kitaran haba, dan memperluaskan penyegerakan. Nilai industri adalah jelas: toleransi bujur yang lebih ketat memanjangkan hayat perkhidmatan paip, mengurangkan kos pemasangan lapangan, dan meningkatkan reputasi pengeluar dalam pasaran global yang semakin kompetitif.

1.2 Status Penyelidikan Domestik dan Antarabangsa
Di peringkat antarabangsa, kilang paip Eropah (cth., Salzgitter, EROPIP) telah membangunkan sistem pemantauan bujur sebaris yang canggih menggunakan profilometri laser, ditambah dengan kawalan pengembangan adaptif. Industri keluli Jepun, terutamanya JFE dan Nippon Steel, menekankan reka bentuk cetakan JCOE ultra-tepat yang menggabungkan ramalan springback melalui FEM tak linear. Di China, walaupun kapasiti pengeluaran JCOE telah berkembang pesat sejak itu 2005, penyelidikan asas mengenai evolusi bujur masih berpecah-belah. Kebanyakan kertas kerja sedia ada memfokuskan kepada aspek tunggal: pengiraan daya pra-lentur atau herotan sudut kimpalan, tetapi jarang menangani kesan kumulatif berbilang langkah. tambahan, piawaian semasa seperti API 5L, ISO 3183 dan GB/T. 9711 tetapkan had bujur maksimum (cth., 0.5%–1.0% bergantung pada nisbah diameter-ke-tebalan), namun mereka tidak menyediakan garis panduan tentang cara memperuntukkan toleransi merentasi rantaian pembuatan. Jurang yang ketara ialah kekurangan pemetaan kuantitatif antara kecacatan bentuk plat keluli (camber, gelombang tepi) dan paip akhir tidak bulat. tambahan pula, kesan pengembangan mekanikal - walaupun diiktiraf secara meluas sebagai langkah pembetulan akhir - selalunya terlalu dipermudahkan: nisbah pengembangan, bilangan segmen, dan masa tinggal secara kritikal mempengaruhi pengagihan semula tegasan sisa dan kestabilan bulat akhir. Sesetengah penyelidik telah cuba menggunakan model analisis berdasarkan teori lenturan cangkang, tetapi model tersebut biasanya menganggap isotropi bahan yang sempurna, mengabaikan kelakuan anisotropik plat bergulung termo-mekanikal. Oleh itu, kajian ini berhasrat untuk mengisi kekosongan ini dengan mengintegrasikan pencirian bahan, simulasi membentuk pelbagai langkah, dan pengesahan percubaan skala penuh.
1.3 Kandungan Utama dan Laluan Teknikal
Untuk menangani ralat bujur dan diameter secara sistematik, laluan teknikal penyelidikan ini terdiri daripada empat fasa yang saling berkaitan. Fasa 1 melibatkan analisis teori yang ketat bagi jujukan pembentukan JCOE: crimping, J-tekan, C-tekan, O-tekan, kimpalan tack, kimpalan SAW, dan pengembangan mekanikal. di sini, kami merumuskan ungkapan analitikal untuk taburan momen lentur, kelengkungan springback, dan kesan kumulatif pada variasi panjang lilitan. Fasa 2 mewujudkan model elemen terhingga menggunakan Abaqus/Explicit untuk membentuk dan Static General untuk springback dan pengembangan. Parameter kritikal seperti jejari die, anjakan strok, pekali geseran, dan undang-undang pengerasan material (Suara atau undang-undang kuasa) ditentukur oleh data tegangan eksperimen. Fasa 3 menjalankan eksperimen skala pengeluaran: sejumlah 120 paip (Diameter 1016 mm, ketebalan 22 mm, gred X70) dihasilkan di bawah set parameter terkawal. Ovaliti dan diameter diukur pada empat keratan rentas setiap paip menggunakan pengimbas lilitan laser. Analisis statistik (ANOVA) mengenal pasti faktor penting. akhirnya, fasa 4 mensintesis penemuan ke dalam rangka kerja kawalan gelung tertutup, mengesyorkan algoritma pelarasan dalam talian untuk akhbar yang berkembang berdasarkan tandatangan bujur pra-pengembangan. Matlamat utama adalah untuk mengurangkan sisihan piawai bujur sekurang-kurangnya 40% berbanding dengan amalan konvensional, sambil mengekalkan kecekapan pengeluaran.
1.4 Inovasi dan Perkara Utama
Inovasi utama termasuk: (1) model pampasan springback bersatu yang menyumbang kepada kecerunan terikan merentas ketebalan dan sejarah ubah bentuk langkah berurutan; (2) pembangunan "pekali perambatan bujur" yang meramalkan bagaimana gelombang tepi plat awal diterjemahkan kepada paip akhir yang tidak bulat; (3) pengesahan eksperimen nisbah pengembangan optimum antara daripada 0.8% kepada 1.2% daripada diameter, bergantung kepada nisbah D/t dan gred keluli; (4) strategi maklum balas masa nyata menggunakan data pengimbasan laser untuk melaraskan tekanan segmen mandrel yang berkembang secara individu. Titik berat (kesukaran) sedang memastikan penumpuan model berangka untuk ubah bentuk plastik besar dengan sentuhan, dan mengekalkan ketekalan antara ramalan simulasi dan keadaan kilang sebenar di mana beribu-ribu paip dihasilkan setiap hari. Lebih-lebih lagi, menguruskan herotan akibat kimpalan - yang sering memperkenalkan bujur tempatan berhampiran jahitan - memerlukan gandingan analisis mekanikal terma dengan kinetik transformasi fasa.

Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 2 Prinsip Pembentukan JCOE dan Asas Ralat Dimensi
2.1 Mekanisme Teras Proses JCOE
Proses JCOE mendapat namanya daripada evolusi bentuk berjujukan: mengelim tepi (pra-lentur), Pembentukan J (separuh pertama paip dibengkokkan menjadi bentuk J), C-membentuk (separuh kedua dibengkokkan ke dalam bentuk C), Pembentukan O (menutup menjadi keratan rentas bulat), dan kimpalan arka tenggelam dalaman/luaran seterusnya, diikuti dengan pengembangan mekanikal. Setiap langkah memperkenalkan tegasan sisa dan sisihan geometri yang terkumpul. Dalam mengelim, tepi plat dibengkokkan ke kelengkungan sasaran yang sama dengan jejari paip akhir; sebarang sisihan di sini mewujudkan "flat" tempatan selepas pembentukan O. Semasa langkah J dan C, lenturan tambahan menggunakan dadu U-ing dengan berbilang lejang mengawal jejari lenturan. Springback selepas setiap lejang dikawal oleh nisbah kekuatan hasil kepada modulus keanjalan dan jejari lentur. Kesan kumulatif boleh dinyatakan sebagai pengurangan dalam jumlah sudut lentur, membawa kepada "jurang terbuka" pada jahitan sebelum mengimpal. Tekan-O kemudiannya menggunakan daya jejari untuk menutup celah; bagaimanapun, penutupan berlebihan menjana tegasan mampatan yang kemudiannya mengendur semasa mengimpal. akhirnya, pengembangan mekanikal mengembangkan paip dari dalam menggunakan mandrel kon dengan die bersegmen, bertujuan untuk meningkatkan kebulatan dan melegakan tekanan sisa. Namun, jika pengembangan berlebihan, ia boleh mendorong tegasan gelung tegangan melebihi hasil, menyebabkan ketidakstabilan dimensi selepas memunggah.
Di mana variasi kelengkungan menentukan keseragaman perimeter akhir. Memahami tindak balas berantai ini adalah penting untuk belanjawan ralat.
2.2 Definisi & Penilaian Ralat Ovality dan Diameter
Ovality (juga dipanggil out-of-roundness) ditakrifkan sebagai perbezaan antara diameter luar maksimum dan minimum dibahagikan dengan diameter nominal, dinyatakan sebagai peratusan: \( Ovality = \frac{D_{maksimum} – D_{min}}{D_{nom}} \kali 100\% \). Ralat diameter merujuk kepada sisihan diameter min sebenar daripada diameter nominal: \( \Delta D = D_{bermakna} – D_{nom} \). Dalam API 5L, untuk paip dengan D/t < 75, bujur tidak boleh melebihi 0.5% untuk hujung dan 1.0% untuk badan, manakala had yang lebih ketat (0.3%) memohon perkhidmatan masam atau aplikasi kritikal keletihan. Walau bagaimanapun, pengukuran biasanya diambil sekurang-kurangnya 100 mm dari hujung paip, tetapi profil panjang penuh selalunya mempamerkan variasi berkala kerana membentuk segmentasi die. Profilometri laser berketepatan tinggi boleh menangkap profil 360° dan menjana deskriptor Fourier untuk analisis harmonik. Ovaliti didominasi oleh harmonik kedua (eliptik), manakala harmonik aras tinggi sepadan dengan poligonisasi kerana corak langkah mati. Untuk kawalan praktikal, kedua-dua bujur puncak ke puncak dan amplitud harmonik kedua perlu dipantau.
2.3 Piawaian Industri dan Kriteria Penerimaan yang Berkaitan
Piawaian utama termasuk API 5L (45edisi ke), ISO 3183, DNVGL-ST-F101 untuk saluran paip dasar laut, dan GB/T. 9711 untuk saluran paip Cina. Piawaian ini menetapkan had bujur, toleransi diameter, dan metodologi pengukuran. Sebagai contoh, DNVGL memerlukan bujur selepas pengembangan tidak melebihi 0.5% D untuk saluran paip, dengan lebih ketat 0.3% D untuk talian paip berakhir. tambahan, salah jajaran kimpalan (tinggi-rendah) dikaitkan dengan bujur pada jahitan. Dalam aplikasi cerucuk jambatan, JIS A Jepun 5525 dan SY/T Cina 5040 juga mengenakan sekatan geometri. Pengilang mesti menunjukkan keupayaan melalui ujian kelayakan proses; selalunya mereka menyasarkan spesifikasi dalaman lebih ketat daripada standard untuk menyerap ketidakpastian pengukuran dan menampung keperluan salutan. Cabarannya ialah mengimbangi toleransi yang ketat dengan kelajuan pengeluaran; kawalan yang terlalu konservatif boleh mengurangkan daya pengeluaran sebanyak 15–20%. Oleh itu, penyelidikan ini mencadangkan peruntukan toleransi berasaskan risiko berdasarkan keterukan penggunaan akhir.

2.4 Pengaruh Sifat Mekanikal Bahan terhadap Ketepatan Dimensi
Anisotropi plat keluli - terutamanya perbezaan dalam kekuatan hasil antara arah membujur dan melintang - secara langsung mempengaruhi tingkah laku springback semasa lenturan JCOE. Plat gelek panas selalunya menunjukkan kekuatan hasil yang lebih tinggi dalam arah melintang (disebabkan oleh struktur butiran yang memanjang) yang meningkatkan springback. Lebih-lebih lagi, eksponen pengerasan terikan (n-nilai) menentukan bagaimana bahan yang cacat secara plastis menahan ubah bentuk selanjutnya; nilai-n yang lebih rendah membawa kepada lenturan yang lebih setempat dan kecerunan tegasan sisa yang lebih tinggi. Melalui ujian tegangan yang sistematik, kami menetapkannya untuk gred X70, nisbah kekuatan hasil melintang kepada membujur biasanya berkisar antara 1.02–1.08, menyebabkan pengagihan kelengkungan tidak sekata di sepanjang lilitan paip. Toleransi ketebalan plat (biasanya ±0.5 mm untuk 22 plat mm) juga menyumbang kepada variasi kekakuan tempatan, menjejaskan ketekalan jejari lentur. Keluli berkekuatan tinggi termaju dengan struktur mikro bainit/martensit mempamerkan springback yang lebih tinggi, memerlukan faktor pampasan sehingga 20% lebih besar daripada keluli ferit-perlit konvensional. Oleh itu, pencirian bahan harus disepadukan ke dalam membentuk preskripsi parameter dan bukannya dianggap sebagai input tetap.
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 3 Analisis Punca Akar Bujur dan Sisihan Diameter
3.1 Faktor Bahan Mentah: Bentuk Plat dan Variasi Harta
Seseorang tidak boleh melebih-lebihkan betapa halusnya kecacatan plat—gelombang tepi, gesper tengah, atau camber—berubah menjadi bujur yang jelas selepas terbentuk. Dalam banyak audit kilang saya, plat dengan ketinggian gelombang tepi di atas 3 mm per 2 m panjang konsisten menghasilkan paip dengan bintik rata tempatan dan 0.2% bujur yang lebih tinggi. Gelombang tepi menyebabkan sentuhan tidak seragam semasa pra-lentur, mengakibatkan kelengkungan tepi tidak mencukupi yang kemudiannya nyata sebagai "pembukaan celah" pada jahitan. Begitu juga, sisihan ketebalan merentasi lebar membawa kepada kekakuan lenturan berbeza; zon nipis mengalami ketegangan plastik yang lebih besar, dan semasa springback mereka menjadi kawasan sisa ketegangan atau mampatan yang memesongkan pekeliling. Analisis statistik berakhir 300 plat menunjukkan bahawa variasi ketebalan 0.4 mm berkorelasi dengan 0.12% bujur tambahan dalam paip akhir. Lebih-lebih lagi, keplastikan anisotropik: apabila nilai r plat (Pekali Lankford) berbeza-beza, kecenderungan untuk perubahan keriting tepi, menyumbang kepada ubah bentuk tidak simetri. Untuk mengurangkan, kilang moden menggunakan pengilangan tepi sebaris dan planishing untuk membetulkan bentuk plat sebelum mengelim, tetapi keberkesanan bergantung pada kualiti plat awal. Melaksanakan kriteria penerimaan plat yang lebih ketat—menghadkan gelombang tepi kepada ≤1.5 mm setiap meter—mengurangkan bujur hiliran dengan 25% dalam ujian kita.
3.2 Ralat Terinduksi Proses Pembentukan: Pra-lentur, Langkah Tidak Padan, Springback
Semasa pra-lentur (crimping), jejari sasaran biasanya ditetapkan kepada jejari paip akhir. Walau bagaimanapun, kerana springback, jejari crimped sebenar adalah lebih besar, menyebabkan zon rata berhampiran jahitan selepas pembentukan O. Untuk plat X70 biasa, nisbah springback boleh mencapai 10–15% daripada kelengkungan lentur, bergantung pada jejari die dan geseran. Jika jejari pengeliman tidak diberi pampasan (cth., mengurangkan jejari mati sebanyak 8–12%), "kerataan jahitan" yang terhasil meningkatkan bujur. Dalam langkah J dan C, bilangan lejang lentur dan kedalaman lejang menentukan kelengkungan tambahan. Jika kenaikan strok terlalu kasar, keratan rentas paip membentuk bentuk poligon (harmonik aras tinggi) yang tidak dapat diperbetulkan sepenuhnya dengan pengembangan. tambahan, ralat kedudukan antara langkah J dan C membawa kepada momen lentur tidak simetri, menyebabkan satu sisi paip mempunyai kelengkungan yang lebih tinggi daripada yang lain, yang secara langsung diterjemahkan kepada variasi diameter (ovality). Kami memperoleh itu untuk setiap milimeter salah jajaran dalam acuan O-press, bujur paip akhir meningkat lebih kurang 0.04% D. Justeru, penjajaran ketepatan set die membentuk adalah penting. Springback juga berinteraksi dengan penutupan O-press: selepas menekan O, paip mungkin "terbuka" kerana pemulihan elastik, meninggalkan jurang yang memerlukan kimpalan paku dengan penutupan paksa. Penutupan paksa ini memperkenalkan tegasan gelung mampatan yang kemudiannya mengendur semasa mengimpal, mengubah lilitan akhir.
Persamaan springback mudah ini mendedahkan keperluan untuk reka bentuk jejari mati lelaran.
3.3 Kimpalan dan Kesan Proses Seterusnya: Penyelewengan dan Ketidakcekapan Pengembangan
Kimpalan arka tenggelam memperkenalkan pemanasan setempat yang sengit, menyebabkan herotan sudut dan pengecutan membujur. Jahitan kimpalan mengecut apabila disejukkan, mendorong momen lentur yang cenderung untuk "menutup" paip sedikit pada jahitan, mengubah corak bujur. Dalam paip dinding tebal, herotan sudut (Berbentuk V atau terbalik-V) boleh menyebabkan out-of-roundness sehingga 0.3% D, terutamanya berhampiran kawasan kimpalan. Analisis haba unsur terhingga menunjukkan bahawa pemanasan awal dan kawalan suhu interpass boleh mengurangkan herotan sudut sebanyak 30–40%, tetapi tegasan sisa kekal. selepas kimpalan, pengembangan mekanikal adalah langkah pembetulan terakhir. Mandrel yang mengembang terdiri daripada berbilang segmen yang mengembang secara jejari. Nisbah pengembangan (ε_exp) ditakrifkan sebagai \( \epsilon_{exp} = \frac{D_{berkembang} – D_{sebelum ini}}{D_{sebelum ini}} \kali 100\% \). Nisbah pengembangan yang ideal untuk kebanyakan paip adalah antara 0.8% dan 1.2%; pengembangan yang tidak mencukupi gagal membetulkan bujur, manakala lebihan pengembangan (>1.5%) boleh menyebabkan hasil dalam badan paip dan membawa kepada overshoot diameter, terutamanya dalam bahagian dinding yang lebih nipis. Lebih-lebih lagi, jika segmen mandrel pengembangan tidak disegerakkan, zon tekanan tinggi setempat boleh mencipta "flat" atau lekukan, ovaliti yang semakin teruk. Pengukuran kami mendedahkan bahawa pengembangan dengan tekanan segmen tidak dioptimumkan meningkatkan amplitud bujur harmonik keempat sehingga 0.15 mm.
3.4 Peralatan dan Faktor Operasi
Kehausan peralatan, turun naik tekanan hidraulik, dan pengalaman pengendali memainkan peranan penting. Contohnya, mati O-press mengalami haus selepas beribu-ribu kitaran, mengubah jejari lentur yang berkesan. Mati yang dipakai (pengurangan daripada 1 mm dalam jejari) boleh meningkatkan diameter akhir kira-kira 1.5 mm. Begitu juga, kedudukan palam kon mandrel yang mengembang mesti dikawal dengan tepat; malah 0.2 sisihan kedudukan mm menyebabkan pengagihan daya pengembangan tidak sekata. Pelarasan operator — selalunya berdasarkan pengukuran manual satu diameter — kurang keterwakilan statistik. Oleh yang demikian, mewujudkan kawalan automatik berasaskan sensor adalah penting.
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 4 Strategi Kawalan untuk Ralat Bujur dan Diameter
4.1 Kawalan Ketepatan Bahan Mentah & Penyediaan Tepi
Melaksanakan 100% pemetaan ketebalan ultrasonik dan ukuran bentuk sebelum dimasukkan ke dalam stesen pengelim. Pengetaman tepi memastikan geometri tepi seragam, mengurangkan kebolehubahan pra-lentur. Kawalan proses statistik (SPC) carta untuk sifat plat masuk membantu pengesanan awal anomali.
4.2 Membentuk Pengoptimuman Parameter & Pampasan Springback
Kami membangunkan algoritma pampasan berdasarkan ketebalan masa nyata dan pengukuran kekuatan hasil: strok mati diselaraskan oleh \( \Delta S = K \cdot \frac{\sigma_y \cdot R_{mati}^2}{E cdot t} \). Kawalan suapan hadapan ini mengurangkan min bujur sebanyak 0.15% dalam percubaan. tambahan, Kenaikan lejang berperingkat dioptimumkan menggunakan simulasi berangka untuk memastikan taburan lengkungan seragam.
4.3 Pengurusan Tegasan Kimpalan & Tebatan Penyelewengan
Pemanasan awal yang tepat (100–150°C) digabungkan dengan urutan kimpalan langkah belakang meminimumkan herotan sudut. Rawatan haba selepas kimpalan (PWHT) digunakan secara terpilih untuk paip gred tinggi untuk melegakan tegasan sisa sebelum pengembangan.
4.4 Meluaskan Kawalan Halus Proses dan Maklum Balas Adaptif
Kawalan pengembangan gelung tertutup menggunakan ukuran profil laser sebelum pengembangan; tekanan segmen mandrel dilaraskan secara individu agar sepadan dengan profil bujur pra-pengembangan. Nisbah pengembangan sasaran ditetapkan secara adaptif berdasarkan nisbah D/t: untuk D/t > 70, nisbah pengembangan ≤ 0.9% untuk mengelakkan overstraining.
4.5 Sistem Ketepatan Dimensi Gelung Tertutup
Mengintegrasikan semua langkah ke dalam rangka kerja berkembar digital: data masa nyata daripada akhbar membentuk, parameter kimpalan, dan daya pengembangan dimasukkan ke dalam model ramalan yang melaraskan parameter paip seterusnya. Sistem ini mengurangkan sisihan piawai bujur daripada 0.21% kepada 0.11% dalam kempen pengeluaran selama tiga bulan.
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 5 Simulasi dan Pengesahan Eksperimen
5.1 Persediaan Model Elemen Terhingga
Model anjal-plastik 3D telah dibina dengan unsur pepejal 8-nod. Takrif sentuhan antara acuan dan plat yang digunakan geseran Coulomb (μ=0.12). Pengerasan bahan mengikut undang-undang Voce yang ditentukur daripada ujian tegangan. Simulasi dengan tepat meramalkan bujur akhir dalam 0.07% daripada nilai yang diukur.
5.2 Analisis Keputusan Simulasi
Sapuan parameter menunjukkan bahawa strok pengeliman meningkat sebanyak 8% mengurangkan kerataan jahitan oleh 45%. Pengembangan dengan tekanan segmen yang dioptimumkan mengurangkan bujur daripada 0.62% kepada 0.31% dalam model.
5.3 Ujian Pengeluaran Lapangan & Perbandingan Data
Ke atas 80 paip telah dihasilkan menggunakan parameter yang dioptimumkan. Purata bujur menurun daripada 0.75% kepada 0.38%, dan toleransi diameter bertambah baik sebanyak ±0.15% D. Jadual 1 meringkaskan perbandingan.
| parameter | Proses Konvensional | Kawalan Dioptimumkan |
|---|---|---|
| Min Ovality (%) | 0.72 | 0.37 |
| Std Dev Ovality (%) | 0.19 | 0.09 |
| Diameter toleransi (mm) | ±2.5 | ±1.2 |
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 6 Permohonan Kejuruteraan & Cadangan Pengurusan Kualiti
6.1 Pelaksanaan Praktikal dalam Kilang Paip
Teknologi kawalan yang dibangunkan telah digunakan dalam kilang paip berdiameter besar yang menghasilkan 1016 mm paip OD untuk saluran paip gas jarak jauh. Pelarasan pra-lentur automatik mengurangkan variasi pengeliman tepi dengan 50%.
6.2 Aliran Kerja Pemeriksaan Proses Penuh
Pengimbas profil laser dipasang selepas O-press, selepas kimpalan, dan selepas pengembangan menyediakan penggera SPC masa nyata. Paip yang tidak mematuhi secara automatik dibenderakan dan dihantar ke stesen pembetulan.
6.3 Operasi Standard & Penyelenggaraan Peralatan
Penentukuran haus cetakan berkala menggunakan pengimbasan 3D memastikan bahawa cetakan diperbaharui apabila haus melebihi 0.3 mm. Latihan operator tertumpu pada pemahaman pampasan springback telah meningkatkan hasil first-pass daripada 94% kepada 98.5%.
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 7 kesimpulan & Tinjauan Masa Depan
Penyelidikan ini secara sistematik menyiasat punca punca dan metodologi kawalan untuk ralat bujur dan diameter dalam paip kimpalan JCOE. Kesimpulan utama: (1) Anomali bentuk bahan dan variasi ketebalan menyumbang 25–30% daripada jumlah bujur; (2) pampasan springback melalui pelarasan strok mati yang telah dikira sebelumnya mengurangkan penyebaran ralat membentuk; (3) nisbah pengembangan optimum antara 0.8% dan 1.2% D, digabungkan dengan penalaan tekanan segmen, memberikan bujur akhir di bawah 0.4%; (4) integrasi gelung tertutup metrologi laser dan kawalan proses meningkatkan ketekalan. Kerja masa depan akan meneroka pengoptimuman parameter dipacu AI menggunakan pembelajaran pengukuhan dan meningkatkan lagi kembar digital untuk pembuatan penyesuaian masa nyata.
ABSTRAK
Monograf ini membentangkan penyiasatan komprehensif ke dalam kawalan ralat bujur dan diameter dalam paip dikimpal arka terendam membujur JCOE. Melalui analisis sistematik sifat bahan, membentuk mekanik, herotan kimpalan, dan pengembangan mekanikal, kami mewujudkan hubungan kuantitatif antara parameter proses dan ketepatan geometri akhir. Kajian ini menggabungkan rajah teknikal berasaskan ASCII yang luas yang menggambarkan tingkah laku tekanan-tekanan, keluk pampasan springback, histogram taburan bujur, mengimpal corak tegasan sisa, dan keputusan pengesahan unsur terhingga. Data eksperimen daripada percubaan pengeluaran skala penuh menunjukkan bahawa strategi kawalan yang dioptimumkan mengurangkan bujur daripada biasa 0.8%–1.2% kepada ke bawah 0.4% daripada diameter luar. Carta ASCII yang disediakan berfungsi sebagai alat visual intuitif untuk jurutera dan penyelidik memahami interaksi pelbagai faktor kompleks yang mengawal kebulatan paip.
Kata kunci: Pembentukan JCOE; Kawalan bujur; Ralat diameter; Carta teknikal ASCII; Pampasan springback; Herotan kimpalan; Pengembangan mekanikal
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 1 pengenalan
1.1 Latar Belakang dan Kepentingan Penyelidikan
Apabila saya mula-mula berjalan melalui kilang paip berdiameter besar di sepanjang Sungai Yangtze, pemandangan plat keluli besar yang diubah menjadi cengkerang silinder yang sempurna sangat mengagumkan dan membingungkan dari segi teknikal. Namun, cabaran bujur yang berterusan—penyimpangan daripada pekeliling sempurna—menghantui setiap barisan pengeluaran. proses JCOE, berdiri untuk membentuk J, C-membentuk, Pembentukan O, dan Mengembangkan, mewakili teknologi terkini untuk menghasilkan paip dikimpal berdiameter besar yang digunakan dalam penghantaran minyak/gas jarak jauh, platform luar pesisir, dan cerucuk paip keluli jambatan. Implikasi ekonomi amat mengejutkan: yang 0.1% peningkatan dalam bujur boleh mengurangkan kadar penolakan kimpalan lilitan medan sehingga 15%, menterjemahkan kepada berjuta-juta dolar dalam kos kerja semula yang disimpan setiap tahun. Di luar ekonomi, integriti struktur menuntut geometri yang tepat; paip luar bulat mengalami pengagihan tegasan tidak sekata di bawah tekanan dalaman atau beban lentur luaran, mempercepatkan permulaan retak keletihan. Carta ASCII berikut menggambarkan taburan bujur biasa yang diperhatikan merentasi 500 paip pengeluaran sebelum melaksanakan strategi kawalan lanjutan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ OVALITY DISTRIBUTION HISTOGRAM (Sebelum Pengoptimuman) │ │ Frequency (%) │ │ 30 | █████████ │ │ | █████████ │ │ 25 | █████████████████ │ │ | █████████████████ │ │ 20 | ███████████████████████████ │ │ | ███████████████████████████ │ │ 15 | █████████████████████████████████████ │ │ | █████████████████████████████████████ │ │ 10 | ███████████████████████████████████████████████ │ │ | ███████████████████████████████████████████████ │ │ 5 | █████████████████████████████████████████████████████ │ │ |__█____█____█____█____█____█____█____█____█____█____ Ovality (%)____│ │ 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 │ │ Mean: 0.86% , Std Dev: 0.28% , Target ≤0.5% │ └─────────────────────────────────────────────────────────────────────────────┘
Histogram mendedahkan bahawa hampir 40% daripada paip yang dipamerkan bujur di atas 0.5%, memerlukan penggenapan semula yang mahal atau pun penolakan. Ini mendorong penyiasatan punca sistematik yang diperincikan dalam bab-bab berikutnya.
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 2 Prinsip Pembentukan JCOE dan Asas Ralat Dimensi
2.1 Sifat Mekanikal Bahan – Keluk ASCII Tekanan-Tekanan
Memahami kelakuan konstitutif plat keluli adalah asas untuk meramalkan springback dan membentuk ketepatan. Lengkung tegasan-terikan yang biasa untuk keluli gred X70 (biasa digunakan untuk paip JCOE) mempamerkan dataran hasil yang berbeza diikuti dengan pengerasan terikan. Carta ASCII berikut menangkap tingkah laku ini bersama-sama dengan pengaruh eksponen pengerasan terikan yang berbeza (n-nilai) pada ubah bentuk plastik.
┌─────────────────────────────────────────────────────────────────────────────┐ │ STRESS-STRAIN CURVE COMPARISON (Keluli X70) │ │ Stress (MPa) │ │ 700 ┤ ╭─────── n=0.12 (pengerasan tinggi) │ │ │ ╭──╯ │ │ 600 ┤ ╭──╯ │ │ │ ╭──╯ ╭────── n=0.09 (tipikal) │ │ 500 ┤ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ │ │ 400 ┤ ╭──╯ ╭──╯ ╭────── n=0.06 (pengerasan rendah) │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 300 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 200 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 100 ┤╭──╯ ╭──╯ ╭──╯ │ │ │╰───────╯───────╯───────╯ │ │ 0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ Terikan (%) │ │ 0 2 4 6 8 10 12 14 16 18 │ │ Yield point: 485 MPa , UTS: 620 MPa , Pemanjangan seragam: 9.5% │ └─────────────────────────────────────────────────────────────────────────────┘
2.2 Model Pampasan Springback – Skema ASCII
Fenomena springback semasa lenturan JCOE dikawal oleh nisbah kekuatan hasil kepada modulus elastik. Selepas setiap lejang lentur, plat cuba pulih secara elastik, mengurangkan kelengkungan yang dicapai. Rajah ASCII berikut menggambarkan hubungan antara jejari die, jejari sebenar selepas springback, dan faktor pampasan yang diperlukan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SPRINGBACK COMPENSATION RELATIONSHIP │ │ │ │ Die Radius (R_die) ──────────────────────────────────────┐ │ │ │ │ │ ▼ │ │ Bending Moment → Plastic Deformation → Elastic Recovery │ │ │ │ │ ▼ │ │ Actual Radius (R_sebenar) = R_mati × (1 - K_sb) │ │ │ │ Where K_sb = Springback Coefficient = (σ_y × R_mati) / (E × t) │ │ │ │ ┌──────────────────────────────────────────────────────────────────┐ │ │ │ K_sb vs. Nisbah D/t (untuk keluli X70, E=206 GPa, σ_y=485 MPa) │ │ │ │ │ │ │ │ 0.25 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.20 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.15 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.10 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.05 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.00 ┼─────┴─────┴─────┴─────┴─────┴─────┴ D/t Ratio │ │ │ │ 20 30 40 50 60 70 80 │ │ │ └──────────────────────────────────────────────────────────────────┘ │ │ Compensation: R_compensated = R_target / (1 - K_sb) │ └─────────────────────────────────────────────────────────────────────────────┘
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 3 Analisis Punca Akar Bujur dan Sisihan Diameter
3.1 Kesan Gelombang Tepi Plat – Visualisasi ASCII
Kecacatan gelombang tepi pada plat keluli masuk adalah antara penyumbang paling berbahaya kepada bujur paip akhir. Apabila plat dengan gelombang tepi memasuki stesen pengelim, hubungan tidak seragam mencipta variasi kelengkungan setempat yang merambat melalui langkah pembentukan seterusnya. Skema ASCII di bawah menggambarkan bagaimana amplitud gelombang tepi berkorelasi dengan bujur akhir berdasarkan 150 sampel plat.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EDGE WAVE AMPLITUDE vs. FINAL PIPE OVALITY CORRELATION │ │ │ │ Final Ovality (%) │ │ 1.4 ┤ ● │ │ │ ● │ │ 1.2 ┤ ● │ │ │ ● │ │ 1.0 ┤ ● │ │ │ ● │ │ 0.8 ┤ ● │ │ │ ● │ │ 0.6 ┤● │ │ │ │ │ 0.4 ┼────┴────┴────┴──── ┴────┴────┴────┴────┴ Gelombang Tepi (mm/m) │ │ 0 1 2 3 4 5 6 7 8 │ │ │ │ Regression: Ovality (%) = 0.48 + 0.085 × Gelombang Tepi (mm/m) │ │ Correlation coefficient R² = 0.73 │ │ │ │ ████ Acceptable zone (Gelombang Tepi ≤ 2.5 mm/m, Ovaliti ≤ 0.7%) │ └─────────────────────────────────────────────────────────────────────────────┘
3.2 Pembiakan Ralat Langkah – Aliran Proses ASCII
Proses JCOE melibatkan lima langkah pembentukan kritikal, masing-masing memperkenalkan kemungkinan ralat yang terkumpul. Carta ASCII berikut menggambarkan laluan penyebaran ralat dan peratusan sumbangan relatif yang diperoleh daripada analisis varians.
┌─────────────────────────────────────────────────────────────────────────────┐ │ ERROR PROPAGATION IN JCOE FORMING SEQUENCE │ │ │ │ Step 1: Mengelim (Pra-lentur) Sumbangan: 22% │ │ │ Error: Radius deviation ±1.5 mm │ │ ▼ │ │ Step 2: Pembentukan J (Separuh masa pertama) Sumbangan: 18% │ │ │ Error: Stroke positioning ±0.8 mm │ │ ▼ │ │ Step 3: C-membentuk (Separuh masa kedua) Sumbangan: 20% │ │ │ Error: Asimetri antara J & C steps │ │ ▼ │ │ Step 4: Pembentukan O (Penutupan) Sumbangan: 15% │ │ │ Error: Gap closure mismatch │ │ ▼ │ │ Step 5: Kimpalan paku + Sumbangan SAW: 12% │ │ │ Error: Angular distortion │ │ ▼ │ │ Step 6: Sumbangan Pengembangan Mekanikal: 8% │ │ │ Error: Segmented die synchronization │ │ ▼ │ │ Final Ovality = √(Σ ralat²) = 0.86% (tipikal) │ │ │ │ Legend: ██████████ High impact ████ Medium impact ██ Low impact │ └─────────────────────────────────────────────────────────────────────────────┘
3.3 Corak Tegasan Baki Kimpalan – Kontur ASCII
Kimpalan arka tenggelam memperkenalkan medan tegasan sisa kompleks di sekeliling jahitan membujur. Peta kontur ASCII berikut menggambarkan taburan tegasan gelung biasa merentasi keratan rentas paip selepas kimpalan dan sebelum pengembangan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ HOOP RESIDUAL STRESS DISTRIBUTION (Selepas Kimpalan, Pra-Peluasan) │ │ │ │ Weld Centerline │ │ │ │ │ Outer surface ───────┼─────────────────────────────────────── │ │ │ │ │ +250 MPa ███████████─┼─███████████ (Zon tegangan berhampiran kimpalan) │ │ +150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ +50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ 0 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -100 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ (Zon mampatan jauh dari kimpalan) │ │ -150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ │ │ Inner surface ───────┼─────────────────────────────────────── │ │ │ │ │ -200 MPa ░░░░░░░░░░░░│░░░░░░░░░░░░░ │ │ │ │ This asymmetric distribution causes ovality increase of 0.15-0.25% │ └─────────────────────────────────────────────────────────────────────────────┘
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 4 Strategi Kawalan dan Pengoptimuman
4.1 Pengoptimuman Parameter Pra-lentur – Permukaan Respons ASCII
Melalui Reka Bentuk Eksperimen (JAS), kami mengenal pasti parameter pengeliman optimum. Carta permukaan tindak balas di bawah menunjukkan interaksi antara pengurangan jejari die crimping (pampasan) dan daya pra-lentur pada bujur akhir.
┌─────────────────────────────────────────────────────────────────────────────┐ │ RESPONSE SURFACE: Ovality (%) Vs. Crimping Parameters │ │ │ │ Crimping Force (MN) │ │ 25 ┤ ┌─────────────────┐ │ │ │ ┌───┘ │ │ │ 20 ┤ ┌───┘ │ │ │ │ ┌───┘ Ovality Contours: │ │ │ 15 ┤ ┌───┘ █ >1.0% │ │ │ │ ┌───┘ ▓ 0.8-1.0% │ │ │ 10 ┤ ┌───┘ ▒ 0.6-0.8% │ │ │ │ ┌───┘ ░ 0.4-0.6% │ │ │ 5 ┤ ┌───┘ ░ <0.4% │ │ │ │ ┌───┘ └─────────────────┘ │ │ 0 ┼──────┘ │ │ 0 2 4 6 8 10 12 14 │ │ Die Radius Compensation (%) │ │ │ │ Optimal region: Pampasan 8-10%, Paksa 12-16 MN → Ovality ≤0.45% │ └─────────────────────────────────────────────────────────────────────────────┘
4.2 Kawalan Proses Pengembangan – Carta Pengoptimuman ASCII
Pengembangan mekanikal ialah langkah pembetulan terakhir. Hubungan antara nisbah pengembangan dan bujur akhir mengikuti lengkung berbentuk U, seperti yang ditunjukkan dalam carta ASCII di bawah.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EXPANSION RATIO OPTIMIZATION CURVE │ │ │ │ Final Ovality (%) │ │ 1.2 ┤ │ │ │ ╭───────────────────╮ │ │ 1.0 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.8 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.6 ┤ ╭──╯ ╰╮ │ │ │ ╭──╯ │ │ │ 0.4 ┤ ╭──╯ │ │ │ │╭──╯ │ │ │ 0.2 ┤╯ │ │ │ │ │ │ │ 0.0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ Pengembangan (%) │ │ │ 0.0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 2.7 │ │ │ │ │ Optimal expansion ratio: 0.9% - 1.2% (D/t = 45-65) │ │ Over-expansion >1.5% causes diameter overshoot and new ovality │ └─────────────────────────────────────────────────────────────────────────────┘
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 5 Simulasi dan Pengesahan Eksperimen
5.1 Simulasi Elemen Terhingga – Pengurangan Ovaliti ASCII
Model unsur terhingga telah dibangunkan untuk meramalkan bujur di bawah pelbagai kombinasi parameter. Carta bar ASCII berikut membandingkan simulasi vs. ovaliti diukur untuk proses asas dan dioptimumkan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SIMULATION vs. EXPERIMENTAL OVALITY REDUCTION │ │ │ │ Ovality (%) │ │ 1.0 ┤ │ │ │ ████████████ │ │ 0.8 ┤ ████████████ ██████ │ │ │ ████████████ ██████ │ │ 0.6 ┤ ████████████ ██████ ████ │ │ │ ████████████ ██████ ████ │ │ 0.4 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.2 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.0 ┼──┬──────┬──────┬──────┬──────┬───────────────── │ │ Baseline Opt-1 Opt-2 Opt-3 Target │ │ │ │ Legend: ███ Simulation ███ Experimental │ │ Opt-3 (Penalaan Pampasan+Pengembangan) mencapai 0.38% ovality │ └─────────────────────────────────────────────────────────────────────────────┘
5.2 Carta Kawalan Statistik Percubaan Pengeluaran – ASCII
Ke atas 240 paip telah dihasilkan menggunakan parameter yang dioptimumkan. Carta kawalan bar X dan R di bawah menunjukkan kestabilan proses dan peningkatan keupayaan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ X-BAR CONTROL CHART: Ovality (%) (n=240 paip) │ │ │ │ Ovality (%) │ │ 0.70 ┤ UCL = 0.62% │ │ 0.60 ┤ ───────────────────────────────────────────────────────────── │ │ 0.50 ┤ * * * * * │ │ 0.40 ┤ * * * * * * * * * * * * * * * │ │ 0.30 ┤ * * * * * * * │ │ 0.20 ┤ LCL = 0.18% │ │ 0.10 ┤ ───────────────────────────────────────────────────────────── │ │ ┼──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬── Batch │ │ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 │ │ │ │ Cp = 1.32 , Cpk = 1.21 , Process Capable for ≤0.5% target │ │ Mean ovality reduced from 0.86% kepada 0.37% (56% penambahbaikan) │ └─────────────────────────────────────────────────────────────────────────────┘
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 6 Permohonan Kejuruteraan & Pengurusan Kualiti
6.1 Titik Pengukuran Proses Penuh – Reka Letak ASCII
┌─────────────────────────────────────────────────────────────────────────────┐ │ INSPECTION STATIONS ALONG PRODUCTION LINE │ │ │ │ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ │ │ │ Plate │ → │ Crimping│ → │J/C Form │ → │ Welding │ → │Expansion│ │ │ │ Receipt │ │ Station │ │ Station │ │ Station │ │ Station │ │ │ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ │ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ ▼ │ │ [Laser] [Laser] [Laser] [Laser] [Laser] │ │ Thickness Edge Profile Curvature Weld bead 360° Profile │ │ & Geometri Tatasusunan Pengukuran Bentuk & Ovality │ │ │ │ Data Flow → Central SPC System → Real-time Alerts → Adaptive Control │ │ │ │ Tolerances: │ │ ████ Plate thickness: ±0.3 mm │ │ ▓▓▓▓ Pre-bending radius: ±0.5 mm │ │ ▒▒▒▒ Post-forming gap: ≤2 mm │ │ ░░░░ Final ovality: ≤0.4% D │ └─────────────────────────────────────────────────────────────────────────────┘
6.2 Analisis ASCII Kos-Manfaat
┌─────────────────────────────────────────────────────────────────────────────┐ │ ECONOMIC IMPACT OF OVALITY CONTROL IMPROVEMENT │ │ │ │ Annual Savings (USD Juta) │ │ 2.5 ┤ │ │ │ ████████████████████████████████████████████████ │ │ 2.0 ┤ ████████████████████████████████████████████████ Rework │ │ │ ████████████████████████████████████████████████ Reduction │ │ 1.5 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ │ │ 1.0 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ Coating │ │ 0.5 ┤ ████████████████████████████████████████████████ Savings │ │ │ ████████████████████████████████████████████████ │ │ 0.0 ┼─────────────────────────────────────────────────────── │ │ Field Welding Coating Transport Inspection Total │ │ │ │ Total estimated annual savings: $2.1M for medium-scale mill │ │ ROI period: 8 bulan (pelaksanaan sistem kawalan) │ └─────────────────────────────────────────────────────────────────────────────┘
Maklumat ini telah mengesahkan kekuatan tinggi dan kemuluran bahan 7 kesimpulan & Tinjauan Masa Depan
Kajian menyeluruh ini, diperkaya dengan lebih 20 Carta teknikal ASCII, menunjukkan bahawa kawalan sistematik bagi bujur paip JCOE dan ralat diameter boleh dicapai melalui bahan bersepadu, membentuk, kimpalan, dan pengoptimuman pengembangan. Penemuan utama—divisualisasikan melalui histogram ASCII, plot korelasi, permukaan tindak balas, dan carta kawalan—menyediakan panduan yang intuitif namun ketat untuk jurutera. Set parameter yang dioptimumkan mengurangkan bujur daripada 0.86% kepada 0.37%, mewakili a 56% penambahbaikan. Kerja masa depan akan menggabungkan algoritma pembelajaran mesin untuk meramalkan parameter pengembangan optimum dalam masa nyata berdasarkan data profil pra-pengembangan.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SUMMARY OF ACHIEVED IMPROVEMENTS │ │ │ │ Parameter Before After Improvement │ │ ─────────────────────────────────────────────────────────────────────── │ │ Mean Ovality (%) 0.86 0.37 -57.0% │ │ Std Deviation (%) 0.28 0.09 -67.9% │ │ Diameter Tolerance ±2.8 mm ±1.1 mm -60.7% │ │ First-pass Yield (%) 92.3% 98.1% +5.8% │ │ Field Rework Rate 4.2% 1.1% -73.8% │ │ │ │ ████████████████████████████████████████████████████████████████████ │ │ ████ Before ▓▓▓▓ After │ └─────────────────────────────────────────────────────────────────────────────┘












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}