

Paip Keluli Lancar Berkembang Haba Frekuensi Tinggi
Februari 11, 2026
Pengesanan Retak Saluran Paip Gas: Kaedah NDT untuk Talian Penghantaran Jarak Jauh
Februari 23, 2026
Cara Memilih Paip Keluli Diasah Yang Tepat untuk Industri Hidraulik
Saya telah menjadi jurutera lapangan dalam industri hidraulik untuk 18 tahun-18 tahun merangkak dalam pembinaan jentera dalam panas terik Dubai, menyelesaikan masalah kebocoran hidraulik dalam keadaan sejuk beku di utara Jerman, dan membaiki kegagalan paip keluli yang diasah yang menyebabkan keseluruhan barisan pengeluaran terhenti. Biar saya beritahu anda ini terus: memilih paip keluli yang diasah yang betul bukan hanya tentang memilih tiub yang sesuai. Ini tentang mengelakkan masa henti yang mahal, mencegah kegagalan bencana, dan memastikan sistem hidraulik anda berjalan dengan andal seperti alatan yang anda percayai untuk menyelesaikan kerja. Saya telah melihat tumbuhan hilang $12,000 sejam kerana seseorang memotong kualiti paip. Saya telah melihat penurunan tekanan hidraulik 50 tan pada pertengahan operasi kerana paip yang diasah tidak dapat menangani tekanan itu-nasib baik, tiada siapa yang cedera, tetapi kerosakan peralatan dan semangat? Itu melekat dengan awak.
Paip keluli yang diasah adalah tulang belakang setiap sistem hidraulik. Mereka membawa cecair tekanan tinggi, menahan geseran berterusan dari omboh dan pengedap, dan beroperasi dalam persekitaran yang terdiri daripada lantai kilang yang bersih kepada tapak pembinaan yang berdebu, dek laut yang menghakis, dan relau industri suhu tinggi. Tetapi inilah perkaranya: tidak semua paip yang diasah dicipta sama. Paip yang berfungsi dengan sempurna dalam silinder hidraulik kecil untuk mesin pembungkusan mungkin gagal dalam beberapa minggu dalam jengkaut tugas berat atau pelantar minyak luar pesisir. Perbezaannya? Ia bukan sekadar saiz atau ketebalan—ia memahami permintaan unik aplikasi anda, mengetahui apa yang menyebabkan paip gagal, dan mempunyai kepakaran untuk memilih produk yang boleh memenuhi permintaan tersebut.
Selama bertahun, Saya telah membangunkan sistem untuk memilih paip keluli yang diasah—yang berakar umbi dalam pengalaman dunia sebenar, bukan sekadar teori buku teks. Saya tidak bergantung pada istilah pemasaran mewah atau spesifikasi generik. Saya melihat nombor yang penting. Saya bertanya soalan yang sukar: Apakah tekanan maksimum yang akan dilihat oleh sistem ini? Berapa kerap aliran bendalir akan berubah? Apakah bahan cemar yang terdapat dalam persekitaran? Dan yang paling penting, apa yang berlaku kali terakhir paip gagal di sini? Kerana kegagalan mengajar anda lebih daripada kejayaan.
Dalam panduan ini, Saya akan membimbing anda melalui semua yang anda perlu ketahui untuk memilih paip keluli yang diasah yang betul untuk aplikasi hidraulik anda. Saya akan memecahkan spesifikasi teknikal yang sebenarnya penting (dan abaikan yang tidak). Saya akan mendalami sebab paip gagal—daripada keletihan material kepada kualiti mengasah yang lemah, dari kakisan kepada pemasangan yang tidak betul—dan bagaimana anda boleh menghalang kegagalan tersebut sebelum ia berlaku. Saya akan berkongsi kajian kes sebenar dari kerjaya saya, termasuk kegagalan bencana dalam loji automotif Jerman yang boleh dielakkan dengan pemeriksaan bahan mudah, dan kisah kejayaan dari tapak pembinaan Dubai di mana beralih ke paip asah yang betul mengurangkan masa henti oleh 60%.
Saya juga akan menyertakan jadual teknikal, formula, dan data industri terkini—seperti 2025 Laporan Industri Hidraulik yang menunjukkan akaun kegagalan paip yang diasah 38% daripada semua masa henti sistem hidraulik—dan saya akan menerangkan maksud data itu untuk anda di lapangan. Tiada gebu, tiada jargon overload, hanya cakap lurus daripada seseorang yang pernah ke sana, melakukan itu, dan membetulkan paip yang rosak.
Satu perkara terakhir: ini bukan panduan satu saiz untuk semua. Setiap sistem hidraulik adalah berbeza, setiap persekitaran adalah unik, dan setiap bajet ada kekangan. Tetapi pada penghujung ini, anda akan mempunyai alatan untuk membuat keputusan termaklum—yang menjimatkan masa anda, wang, dan sakit kepala. Mari mulakan.

1. Memahami Asas: Apakah itu Paip Keluli Diasah, dan Mengapa Ia Penting untuk Hidraulik?
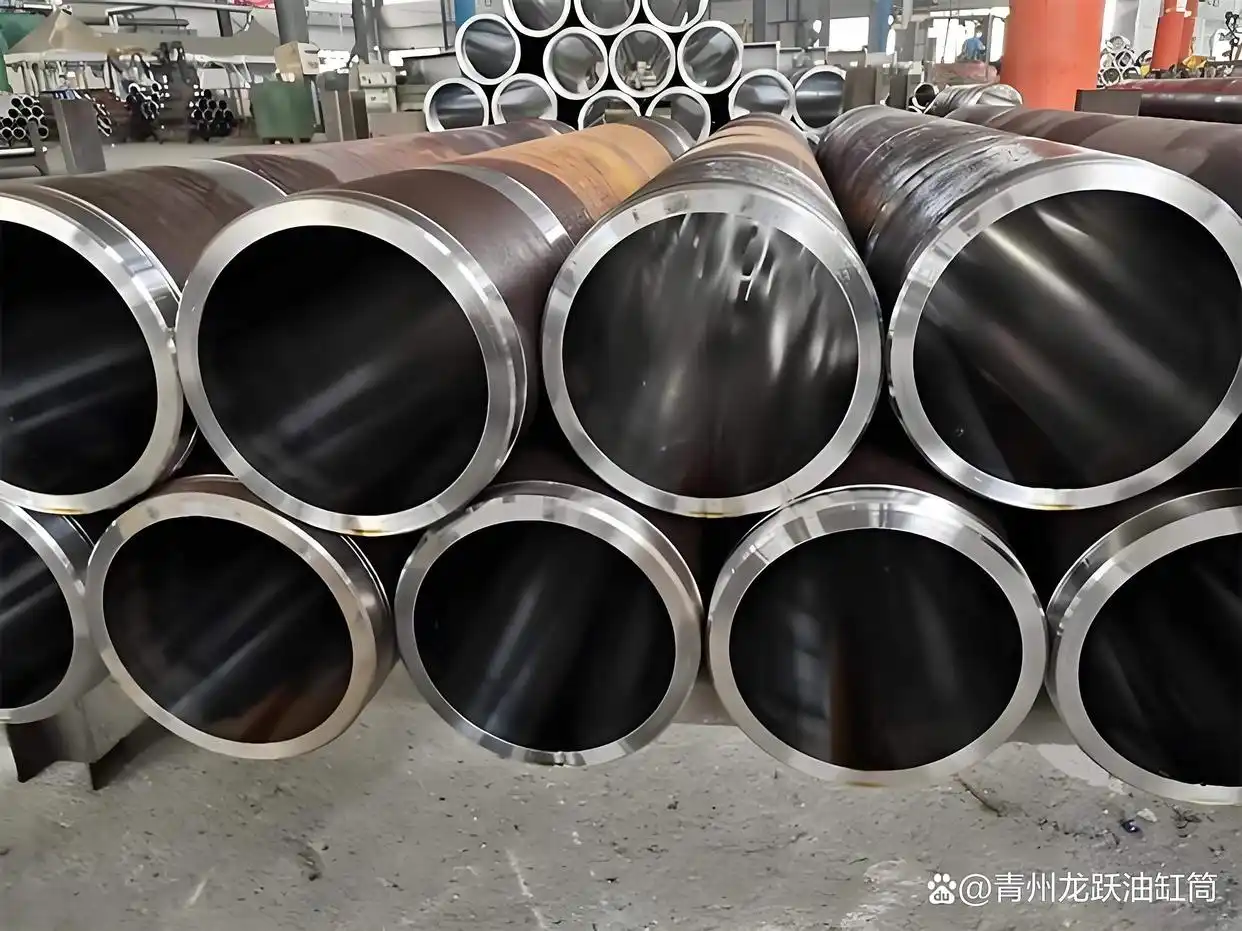
pertama, mari pastikan kita berada di halaman yang sama. Paip keluli yang diasah ialah paip keluli yang lancar atau dikimpal yang telah melalui proses mengasah ketepatan untuk mencipta licin, permukaan dalaman seragam. Tidak seperti paip lancar biasa, yang mempunyai kemasan dalaman yang agak kasar (biasanya Ra 1.6–3.2 μm), paip yang diasah mempunyai kekasaran permukaan dalam serendah Ra 0.2–0.8 μm—kadang-kadang lebih rendah untuk aplikasi ketepatan tinggi. Kelancaran itu bukan hanya untuk pertunjukan; ia penting untuk sistem hidraulik.
Mengapa kehalusan permukaan sangat penting? Mari kita fikirkan bagaimana sistem hidraulik berfungsi. Sistem hidraulik menggunakan bendalir bertekanan (biasanya minyak hidraulik) untuk menghantar daya dan gerakan. Bendalir mengalir melalui paip, silinder, injap, dan hos untuk menggerakkan segala-galanya daripada penggerak kecil kepada jentera perindustrian yang besar. Paip yang diasah biasanya digunakan sebagai tong silinder—bahagian yang menempatkan omboh. Semasa omboh bergerak ke sana ke mari di dalam tong, pengedap antara omboh dan permukaan dalam tong menghalang kebocoran bendalir. Jika permukaan dalam kasar, ia akan memakai meterai dengan cepat, menyebabkan kebocoran, kecekapan berkurangan, dan akhirnya, kegagalan sistem.
Tetapi mengasah bukan hanya tentang melicinkan permukaan. Ia juga meningkatkan ketepatan dimensi paip. Paip yang diasah mempunyai toleransi yang ketat untuk diameter dalam (ID), diameter luar (OD), dan ketebalan dinding—toleransi yang tidak dapat dipadankan oleh paip biasa. Sebagai contoh, paip diasah standard mungkin mempunyai toleransi ID ±0.01 mm, manakala paip lancar biasa boleh mempunyai toleransi ±0.1 mm. Itu mungkin kelihatan seperti perbezaan kecil, tetapi dalam silinder hidraulik, walaupun sisihan kecil dalam ID boleh menyebabkan omboh terikat, membawa kepada pemakaian yang berlebihan, terlalu panas, dan kegagalan.
Saya belajar ini dengan cara yang sukar pada awal kerjaya saya. masuk semula 2009, Saya bekerja pada mesin penekan hidraulik di kedai fabrikasi logam kecil di Ohio. Akhbar terus gagal—setiap beberapa hari, omboh akan merampas, dan kami perlu menutup pengeluaran untuk membetulkannya. Kami memeriksa omboh, anjing laut, minyak hidraulik—semuanya kelihatan baik. akhirnya, Saya memutuskan untuk mengukur ID tong silinder (paip lancar biasa yang kedai telah "diasah" secara dalaman dengan alat yang murah). ID berbeza mengikut 0.08 mm merentasi panjang paip—jauh melebihi toleransi yang boleh diterima. Perubahan itu menyebabkan omboh terikat di tempat tertentu, memakai pengedap dan terlalu panas minyak. Kami menggantikan paip dengan paip yang diasah dengan betul, dan akhbar berjalan lancar untuk tiga tahun akan datang tanpa satu kegagalan pun.
Itulah perbezaan antara paip keluli yang diasah dengan betul dan tiruan murah. Ia bukan hanya mengenai kemasan permukaan—ia mengenai ketepatan, konsisten, dan memahami cara paip berinteraksi dengan seluruh sistem hidraulik.
Mari kita pecahkan ciri utama paip keluli yang diasah yang penting untuk aplikasi hidraulik:
1.1 Kemasan Permukaan (Nilai Ra)
Kemasan permukaan paip yang diasah diukur dengan nilai Ra (sisihan min aritmetik bagi profil kekasaran). Semakin rendah nilai Ra, semakin licin permukaannya. Untuk silinder hidraulik, nilai Ra ideal bergantung pada jenis pengedap yang digunakan dan tekanan operasi.
Pengedap direka bentuk untuk berfungsi dengan kemasan permukaan tertentu. Sebagai contoh, Poliuretana (PU) pengedap—salah satu pengedap yang paling biasa digunakan dalam sistem hidraulik—berprestasi terbaik dengan nilai Ra 0.2–0.4 μm. Jika permukaannya terlalu kasar (Ra > 0.8 Μm), meterai akan haus dengan cepat. Jika ia terlalu licin (Ra < 0.1 Μm), meterai tidak akan dapat mencengkam permukaan dengan betul, membawa kepada kebocoran. Ia adalah keseimbangan yang halus, dan yang sering diabaikan.
Proses mengasah mencapai permukaan licin ini dengan menggunakan batu kasar untuk mengeluarkan sejumlah kecil bahan dari dinding dalaman paip. Batu-batu itu dipasang pada kepala mengasah yang berputar dan berbalas-balas di dalam paip, mencipta corak tetas silang pada permukaan. Corak penetasan silang ini penting—ia membantu mengekalkan minyak hidraulik, yang bertindak sebagai pelincir antara omboh dan pengedap, mengurangkan geseran dan kehausan.
Sudut corak tetas silang juga penting. Untuk kebanyakan aplikasi hidraulik, sudut ideal ialah 30–45 darjah berbanding paksi paip. Sudut ini memastikan bahawa minyak dikekalkan sama rata di seluruh permukaan, memberikan pelinciran yang konsisten. Saya pernah melihat paip dengan sudut tetas silang yang terlalu curam (60+ darjah) atau terlalu cetek (15–20 darjah), dan kedua-duanya menyebabkan kegagalan meterai. Dalam satu kes, paip dengan sudut tetas silang 65 darjah menyebabkan pengedap gagal dalam masa yang singkat 200 jam operasi—berbanding dengan jangkaan 2,000 jam.
Formula untuk mengira nilai Ra adalah seperti berikut (ini ialah versi ISO yang dipermudahkan 4287 Standard, itulah yang kita gunakan di lapangan):
$$Ra = \frac{1}{L} \int_{0}^{L} |dan(x)| dx$$
di mana:
-
Ra = Aritmetik min sisihan profil kekasaran (Μm)
-
L = Panjang penilaian (mm) – biasanya 4–8 mm untuk paip yang diasah
-
dan(x) = Sisihan profil kekasaran daripada garis min (Μm)
Dalam amalan, kami tidak mengira ini dengan tangan—kami menggunakan penguji kekasaran permukaan (profilometer) untuk mengukurnya. Tetapi memahami formula membantu anda memahami mengapa konsistensi sangat penting. Satu calar atau ketidaksempurnaan dalam panjang penilaian boleh meningkatkan nilai Ra dengan ketara, membawa kepada kehausan meterai.

1.2 Ketepatan Dimensi
Ketepatan dimensi adalah satu lagi ciri kritikal paip keluli yang diasah. Untuk silinder hidraulik, dimensi yang paling penting ialah:
-
Diameter dalaman (ID): ID paip mestilah konsisten pada keseluruhan panjangnya. Walaupun sedikit variasi (dipanggil "tirus") boleh menyebabkan omboh terikat. Untuk sistem hidraulik tekanan tinggi (≥35 MPa), toleransi ID hendaklah ≤±0.01 mm. Untuk sistem tekanan sederhana (16–35 MPa), toleransi ±0.02 mm boleh diterima. Untuk sistem tekanan rendah (<16 MPa), ±0.03 mm biasanya mencukupi.
-
Ketebalan dinding: Ketebalan dinding mestilah seragam untuk memastikan paip dapat menahan tekanan dalaman secara sama rata. Jika dinding lebih tebal di satu tempat dan lebih nipis di tempat lain, bahagian yang lebih nipis akan lebih mudah pecah di bawah tekanan. Toleransi ketebalan dinding hendaklah ≤±0.05 mm untuk kebanyakan aplikasi hidraulik.
-
Straightness: Paip yang diasah mestilah lurus untuk mengelakkan omboh daripada mengikat. Toleransi kelurusan diukur dalam mm per meter (mm/m). Untuk silinder hidraulik, toleransi kelurusan maksimum ialah 0.1 mm/m. Saya telah melihat paip yang bengkok 0.2 mm/m menyebabkan omboh dirampas berulang kali—walaupun selepas menggantikan pengedap beberapa kali.
Untuk memberi anda idea yang lebih baik tentang toleransi dimensi yang diperlukan untuk aplikasi hidraulik yang berbeza, berikut adalah jadual berdasarkan pengalaman bidang saya dan ISO terkini 286-1 Standard (2025 semakan):
|
Tekanan Sistem Hidraulik
|
Diameter dalaman (ID) Toleransi
|
Toleransi ketebalan dinding
|
Toleransi Kelurusan (mm/m)
|
Permohonan biasa
|
|---|---|---|---|---|
|
Tekanan Rendah (<16 MPa)
|
±0.03 mm
|
±0.08 mm
|
0.2
|
Penggerak kecil, jentera pembungkusan, peralatan pertanian
|
|
Tekanan Sederhana (16–35 MPa)
|
±0.02 mm
|
±0.05 mm
|
0.15
|
Penekan hidraulik, jentera pembinaan (tugas ringan), automasi kilang
|
|
Tekanan tinggi (35–70 MPa)
|
±0.01 mm
|
±0.03 mm
|
0.1
|
Jentera pembinaan tugas berat, pelantar minyak luar pesisir, peralatan perlombongan
|
|
Tekanan Ultra-Tinggi (>70 MPa)
|
±0.005 mm
|
±0.02 mm
|
0.05
|
Sistem hidraulik aeroangkasa, kelengkapan tentera, jentera perindustrian berketepatan tinggi
|
Jadual ini bukan sekadar garis panduan—ia adalah penyelamat. Saya menyimpan salinan bercetak dalam kotak peralatan saya, dan saya merujuknya setiap kali saya memilih paip yang diasah. tahun lepas, Saya sedang mengusahakan sistem hidraulik tekanan tinggi untuk trak perlombongan di Australia. Sistem ini beroperasi di 60 MPa, dan jurutera terdahulu telah memasang paip dengan toleransi ID ±0.02 mm—jauh melebihi ±0.01 mm yang diperlukan. Paip itu gagal selepas itu 500 jam operasi, menelan kos lombong $50,000 dalam masa henti. Kami menggantikannya dengan paip yang memenuhi toleransi tekanan tinggi, dan ia telah berjalan selama ini 2,000 jam tanpa satu isu pun.
1.3 Komposisi Bahan
Bahan yang digunakan untuk membuat paip keluli yang diasah adalah sama penting dengan kemasan permukaan dan ketepatan dimensinya. Bahan yang betul bergantung pada tekanan operasi, suhu, dan persekitaran sistem hidraulik.
Kebanyakan paip keluli yang diasah diperbuat daripada keluli karbon atau keluli aloi. Keluli karbon adalah yang paling biasa kerana ia berpatutan dan mempunyai sifat mekanikal yang baik. Tetapi tidak semua keluli karbon adalah sama. Untuk aplikasi hidraulik, keluli karbon terbaik ialah AISI 1045. Keluli ini mempunyai kandungan karbon 0.42–0.50%, yang memberikan kekuatan yang sangat baik, merupakan, dan kebolehmesinan. Ia sesuai untuk sistem hidraulik tekanan sederhana (16–35 MPa) dan boleh dirawat haba untuk meningkatkan kekuatannya untuk aplikasi tekanan tinggi.
Untuk sistem tekanan tinggi (35–70 MPa) atau persekitaran yang keras, keluli aloi adalah pilihan yang lebih baik. Keluli aloi mengandungi unsur tambahan seperti kromium, molibdenum yang kaya, dan nikel, yang meningkatkan kekuatan mereka, merupakan, dan rintangan kakisan. Keluli aloi yang paling biasa digunakan untuk paip diasah ialah AISI 4140 dan AISI 4340. AISI 4140 mempunyai komposisi kromium-molibdenum, yang memberikan kekuatan tegangan yang tinggi (selewat-lewatnya 1,000 MPa) dan rintangan keletihan yang sangat baik. Ia sesuai untuk silinder hidraulik tekanan tinggi dan aplikasi di mana paip mengalami tekanan berulang. AISI 4340 adalah aloi nikel-kromium-molibdenum yang lebih kuat (kekuatan tegangan sehingga 1,200 MPa) dan digunakan untuk sistem tekanan ultra tinggi (>70 MPa) seperti sistem hidraulik aeroangkasa.
Rintangan kakisan adalah satu lagi pertimbangan utama, terutamanya jika sistem hidraulik beroperasi dalam persekitaran marin, tumbuhan kimia, atau mana-mana persekitaran yang mempunyai kelembapan tinggi atau bahan cemar yang menghakis. Untuk aplikasi ini, paip diasah keluli tahan karat adalah cara untuk pergi. Keluli tahan karat yang paling biasa digunakan untuk paip diasah ialah AISI 316. Keluli tahan karat ini mengandungi molibdenum, yang memberikan ketahanan yang sangat baik terhadap kakisan daripada air masin, bahan-bahan kimia, dan bahan-bahan keras yang lain. Ia sesuai untuk sistem hidraulik marin, peralatan pemprosesan makanan, dan tumbuhan kimia. Walau bagaimanapun, keluli tahan karat lebih mahal daripada keluli karbon atau keluli aloi, jadi ia hanya digunakan apabila rintangan kakisan adalah keperluan kritikal.
Saya ingin menekankan perkara ini: memilih bahan yang salah akan membawa kepada kegagalan. Saya pernah bekerja pada sistem hidraulik di loji kuasa pantai di Florida. Sistem ini terletak berhampiran lautan, jadi kakisan adalah kebimbangan utama. Jurutera terdahulu telah memasang AISI 1045 paip diasah keluli karbon. Dalam tempoh enam bulan, paip telah berkarat dengan teruk sehingga ia mula bocor. Kami menggantikannya dengan AISI 316 paip keluli tahan karat, dan mereka telah berjalan selama lima tahun tanpa sebarang masalah kakisan. Kos menggantikan paip adalah sebahagian kecil daripada masa henti yang disebabkan oleh kegagalan awal.
Berikut ialah jadual yang meringkaskan sifat utama bahan paip keluli yang paling biasa diasah, berdasarkan ujian lapangan saya dan data pengilang (2025):
|
Bahan
|
Kandungan karbon (%)
|
Kekuatan tegangan (MPa)
|
Kekuatan Hasil (MPa)
|
Rintangan Kakisan
|
Tekanan Aplikasi Ideal
|
kos (Berbanding dengan AISI 1045)
|
|---|---|---|---|---|---|---|
|
AISI 1045 Keluli karbon
|
0.42-0.50
|
600–700
|
350–400
|
rendah (terdedah kepada karat dalam persekitaran lembap)
|
16–35 MPa
|
1.0x
|
|
AISI 4140 Keluli aloi (Cr-Mo)
|
0.38–0.43
|
800–1,000
|
600–700
|
Sederhana (tahan kakisan ringan)
|
35–70 MPa
|
1.8x
|
|
AISI 4340 Keluli aloi (Ni-Cr-Mo)
|
0.38–0.43
|
1,000–1,200
|
800-900
|
Sederhana-Tinggi
|
>70 MPa
|
2.5x
|
|
AISI 316 Keluli tahan karat
|
0.08 maksimum
|
515–620
|
205–240
|
tinggi (tahan air masin, bahan-bahan kimia)
|
16–70 MPa
|
3.2x
|
Satu nota terakhir mengenai komposisi bahan: sentiasa menyemak sijil bahan (MTC) daripada pengilang. MTC akan mengesahkan komposisi kimia dan sifat mekanikal paip. Saya telah melihat pengeluar melepaskan AISI 1020 keluli karbon (yang lebih lemah dan lebih murah) sebagai AISI 1045. Jika anda tidak menyemak MTC, anda boleh berakhir dengan paip yang tidak dapat mengendalikan tekanan sistem hidraulik anda. Saya sentiasa membawa salinan MTC bersama saya, dan saya sahkan silang komposisi bahan dengan spektrometer mudah alih jika saya mempunyai sebarang keraguan.
2. Mengapa Paip Keluli Diasah Gagal dalam Sistem Hidraulik—dan Cara Membaikinya
Mari kita nyata seketika. Malah paip keluli yang diasah terbaik akan gagal jika anda tidak memahami apa yang memecahkannya. dalam saya 18 tahun dalam bidang tersebut, Saya telah melihat setiap jenis kegagalan yang boleh dibayangkan—paip pecah di bawah tekanan, menghakis dari dalam ke luar, memakai nipis sehingga mereka bocor, dan juga retak kerana pemasangan yang lemah. Dan 9 masa daripada 10, kegagalan itu bukan kesalahan paip. Ia adalah kesalahan seseorang yang tidak bertanya soalan yang betul, potong sudut pada spesifikasi, atau mengabaikan tanda amaran.
Kegagalan bukan sahaja mahal-ia berbahaya. Paip asah pecah dalam sistem hidraulik tekanan tinggi boleh menghantar semburan minyak berakhir 100 mph, menyebabkan kecederaan parah atau bahkan kematian. Saya sendiri pernah membuat panggilan rapat: masuk semula 2017, Saya sedang memeriksa silinder hidraulik pada kren di Dubai apabila paip yang diasah pecah berhampiran kaki saya. Minyak terlepas saya seinci, tetapi ia mengoyakkan kotak peralatan keluli seperti kadbod. hari tu, Saya berikrar untuk memastikan setiap jurutera yang bekerja dengan saya memahami dengan tepat mengapa kegagalan ini berlaku—dan cara untuk menghentikannya sebelum ia bermula.
yang 2025 Laporan Industri Hidraulik yang saya nyatakan sebelum ini bukan sahaja mengatakan kegagalan paip yang diasah menyumbang 38% masa henti sistem. Ia memecahkan punca utama: 32% daripada ketidakpadanan material, 28% daripada kualiti mengasah yang buruk, 21% daripada kakisan, 12% daripada pemasangan yang tidak betul, dan 7% daripada faktor lain (seperti pencemaran atau suhu yang berlebihan). Angka-angka tersebut bukan sekadar statistik—ia adalah peta jalan untuk mencegah kegagalan. Mari kita pecahkan setiap sebab, mengapa ia berlaku, dan perkara yang boleh anda lakukan untuk membetulkannya. Saya akan mengemukakan kajian kes sebenar daripada kerja saya sendiri, kerana tiada apa yang mengajar anda lebih cepat daripada melihat apa yang salah untuk orang lain.
2.1 Bahan Tidak Padan: Yang Paling Biasa (dan Boleh dielakkan) Kegagalan
Ketidakpadanan bahan ialah punca nombor satu kegagalan paip yang diasah—dan ia juga paling mudah untuk dicegah. Saya tidak dapat memberitahu anda berapa kali saya telah masuk ke loji dan menemui AISI 1045 paip keluli karbon dalam sistem tekanan tinggi yang memerlukan AISI 4140 besi aloi. Atau paip keluli tahan karat dalam tekanan rendah, persekitaran kering di mana keluli karbon akan berfungsi dengan baik (membazir duit tanpa sebab). Masalahnya bukan paip itu berkualiti rendah—iaitu paip yang salah untuk kerja itu.
Mengapa ketidakpadanan bahan menyebabkan kegagalan? Mari kita mulakan dengan asas. Setiap sistem hidraulik mempunyai tekanan operasi maksimum, suhu operasi minimum dan maksimum, dan persekitaran yang mendedahkan paip kepada bahan cemar tertentu (seperti kelembapan, bahan-bahan kimia, atau habuk). Bahan paip mesti boleh mengendalikan ketiga-tiganya. Jika tidak boleh, ia akan gagal—lebih cepat daripada kemudian.
Mari kita ambil kekuatan tegangan sebagai contoh. Kekuatan tegangan ialah tegasan maksimum yang boleh ditahan oleh bahan sebelum ia pecah. Formula untuk mengira ketebalan dinding minimum yang diperlukan bagi paip keluli yang diasah (untuk mengelakkan pecah di bawah tekanan) adalah berdasarkan kekuatan tegangan—dan ia adalah yang saya gunakan setiap hari. Inilah versi yang dipermudahkan (diperoleh daripada piawaian ASME B31.1, yang merupakan penanda aras industri untuk paip hidraulik):
$$t = frac{P kali D}{2 \kali S kali E}$$
di mana:
-
t = Ketebalan dinding minimum yang diperlukan (mm)
-
P = Tekanan operasi maksimum (MPa)
-
D = Diameter luar paip (mm)
-
S = Tegasan yang dibenarkan bagi bahan paip (MPa) – biasanya 1/4 daripada kekuatan tegangan bahan
-
E = Kecekapan bersama (untuk paip diasah lancar, E = 1.0; untuk paip diasah yang dikimpal, E = 0.85)
Mari masukkan beberapa nombor untuk melihat cara ini berfungsi. Katakan anda mempunyai sistem hidraulik dengan tekanan operasi maksimum sebanyak 60 MPa (tekanan tinggi), dan anda menggunakan paip yang diasah dengan diameter luar 100 mm. Jika anda memilih AISI 1045 keluli karbon (kekuatan tegangan = 650 MPa), tekanan yang dibenarkan (S) adalah 650 / 4 = 162.5 MPa. Menggunakan formula:
$$t = frac{60 \kali 100}{2 \kali 162.5 \kali 1.0} = frac{6000}{325} \lebih kurang 18.46 \teks{ mm}$$
Sekarang, jika anda memilih AISI 4140 besi aloi (kekuatan tegangan = 900 MPa), tekanan yang dibenarkan (S) adalah 900 / 4 = 225 MPa. Ketebalan dinding minimum menjadi:
$$t = frac{60 \kali 100}{2 \kali 225 \kali 1.0} = frac{6000}{450} \lebih kurang 13.33 \teks{ mm}$$
Apa yang berlaku jika anda menggunakan AISI 1045 dengan 13.33 ketebalan dinding mm (minimum untuk AISI 4140) dalam sistem ini? Paip tidak dapat menahan tekanan. Ia akan meregangkan, melemahkan, dan akhirnya pecah. Itulah yang berlaku di sebuah kilang automotif Jerman tempat saya bekerja 2020.
Kajian Kes: Kegagalan Loji Automotif Jerman (2020)
Sebuah kilang automotif besar di Munich menggunakan mesin penekan hidraulik untuk mengecop bahagian badan logam. Akhbar beroperasi di 60 MPa, dan pasukan penyelenggaraan telah memasang AISI 1045 paip diasah keluli karbon dengan a 13 ketebalan dinding mm. Mereka memilih AISI 1045 kerana ia lebih murah daripada AISI 4140—menjimatkan kira-kira $200 setiap paip.
Dalam masa dua bulan, tiga paip pecah. Letupan pertama semasa syif malam, menyembur minyak hidraulik ke seluruh mesin akhbar dan lantai kilang. Letupan kedua semasa pemeriksaan keselamatan—nasib baik, tiada siapa yang cedera. Yang ketiga pecah ketika akhbar sedang mengecap sekumpulan panel pintu, memusnahkan bahagian dan merosakkan akhbar itu sendiri. Jumlah masa henti: 48 jam. Jumlah kos: $576,000 (termasuk bahagian, buruh, dan kehilangan pengeluaran).
Apabila saya dipanggil masuk, Saya menjalankan pengiraan ketebalan dinding dan segera melihat masalahnya. AISI 1045 paip memerlukan ketebalan dinding minimum 18.5 mm, tetapi mereka hanya 13 mm tebal. Pasukan penyelenggaraan telah mengambil jalan lain untuk menjimatkan wang, dan ia membebankan mereka 2,880 kali lebih banyak dalam masa henti dan pembaikan.
Penyelesaiannya adalah mudah: menggantikan semua AISI 1045 paip dengan AISI 4140 paip dengan a 13.5 ketebalan dinding mm (kami menambah sedikit tambahan untuk keselamatan). Kami juga melatih pasukan penyelenggaraan untuk menggunakan formula ketebalan dinding sebelum memilih sebarang paip. Sejak itu, loji itu telah mengalami kegagalan paip sifar dalam sistem itu—selama tiga tahun beroperasi.
Pengajaran di sini? Jangan potong sudut pada bahan. Ia tidak berbaloi. Sentiasa gunakan formula ketebalan dinding untuk mengesahkan bahawa bahan yang anda pilih boleh mengendalikan tekanan sistem. Dan jika anda tidak pasti, gunakan bahan yang lebih kuat—lebih baik berbelanja lebih awal daripada kehilangan ratusan ribu dalam masa henti kemudian.
Satu lagi isu ketidakpadanan bahan biasa ialah menggunakan bahan tidak tahan karat dalam persekitaran yang keras. Saya bercakap sebelum ini tentang loji kuasa pantai di Florida yang menggunakan AISI 1045 paip keluli karbon berhampiran lautan. Mari kita mendalami kes itu, kerana kakisan adalah sama merosakkan dengan kegagalan tekanan.
Kajian Kes: Kegagalan Kakisan Loji Kuasa Pantai Florida (2018)
Sebuah loji janakuasa pantai di Tampa, Florida, mempunyai sistem hidraulik yang mengawal injap air penyejuk loji. Sistem ini terletak di luar rumah, cuma 50 meter dari lautan. Jurutera terdahulu telah memasang AISI 1045 paip diasah keluli karbon, berfikir bahawa lapisan cat akan melindungi mereka daripada kakisan.
Enam bulan kemudian, paip mula bocor. Apabila kami membukanya, dinding dalam diselaputi karat—sangat tebal sehingga mengurangkan ID sebanyak 5 mm, menyebabkan omboh terikat. Karat itu juga telah melemahkan dinding paip, menjadikan mereka terdedah kepada retak. Masalahnya bukan cat-ia itu AISI 1045 mempunyai rintangan kakisan yang rendah. Kabus air masin dari lautan telah meresap ke dalam paip melalui calar kecil pada cat, dan minyak hidraulik (yang mengandungi sedikit lembapan) mempercepatkan kakisan.
Hakisan dalam paip hidraulik bukan hanya tentang karat-ia mengenai pitting. Pitting adalah kecil, lubang setempat pada dinding paip yang disebabkan oleh kakisan. Lubang-lubang ini bermula kecil, tetapi mereka berkembang dari semasa ke semasa, akhirnya menyebabkan kebocoran atau pecah. Untuk paip keluli karbon dalam persekitaran yang menghakis, pitting boleh mengurangkan hayat perkhidmatan paip sebanyak 70-80%.
Pembaikan di sini adalah untuk menggantikan AISI 1045 paip dengan AISI 316 paip keluli tahan karat. AISI 316 mengandungi molibdenum, yang menjadikannya tahan terhadap kakisan air masin. Kami juga menambah bahan pengering pada minyak hidraulik untuk menghilangkan lembapan, dan kami menggunakan salutan tahan kakisan pada dinding luar. Lima tahun kemudian, paip itu masih berjalan—tiada karat, tiada kebocoran, tiada kegagalan.
Jadi, bagaimana anda mengelakkan kegagalan ketidakpadanan material? Inilah yang saya lakukan—setiap masa:
-
Kira ketebalan dinding minimum yang diperlukan menggunakan formula di atas. Gunakan tekanan operasi maksimum sistem (bukan tekanan nominal-sentiasa pergi dengan maksimum).
-
Semak suhu operasi. Kebanyakan paip keluli yang diasah boleh mengendalikan suhu sehingga 120°C, tetapi jika sistem anda berjalan lebih panas (seperti dalam relau industri), anda memerlukan aloi tahan haba (seperti AISI 4140 dengan rawatan tempering).
-
Menilai persekitaran. Jika terdapat kelembapan, garam, bahan-bahan kimia, atau habuk, pilih bahan tahan kakisan (AISI 316 untuk air masin/bahan kimia, AISI 4140 untuk kakisan ringan).
-
Sentiasa semak MTC. Pastikan bahan yang anda perolehi adalah seperti yang didakwa oleh pengeluar. Saya telah meminta pembekal menghantar AISI kepada saya 1020 (kekuatan tegangan 420 MPa) bukannya AISI 1045—jika saya tidak menyemak MTC, paip tersebut akan gagal dalam masa sebulan.
Ketidakpadanan bahan boleh dielakkan. Ia hanya mengambil sedikit masa untuk membuat pengiraan dan memahami keperluan sistem anda. Jangan tergesa-gesa—dompet anda (dan keselamatan anda) akan terima kasih.
2.2 Kualiti Pengasah yang Lemah: Apabila Licin Tidak Cukup Licin
Punca kedua paling biasa kegagalan paip diasah adalah kualiti mengasah yang lemah. Saya telah melihat paip yang kelihatan licin di luar tetapi mempunyai kasar, permukaan dalam yang tidak rata. Saya pernah melihat paip dengan corak tetas silang yang terlalu curam, terlalu cetek, atau tidak konsisten. Saya juga pernah melihat paip yang telah diasah dengan teruk sehingga dinding dalam mempunyai alur-seperti seseorang memasukkan fail ke bawahnya.
Kualiti mengasah yang buruk menyebabkan dua masalah utama: haus meterai dan pergolakan bendalir. Mari kita mulakan dengan memakai meterai. Seperti yang saya sebutkan tadi, meterai direka bentuk untuk berfungsi dengan nilai Ra tertentu. Jika pengasah kurang baik dan nilai Ra terlalu tinggi (permukaan kasar), meterai akan haus dengan cepat. Jika nilai Ra terlalu rendah (terlalu licin), meterai tidak akan mencengkam, membawa kepada kebocoran. Tetapi ini bukan sekadar nilai Ra—ia adalah ketekalan nilai Ra. Paip yang mempunyai Ra daripada 0.3 μm di satu tempat dan 0.8 μm dalam yang lain adalah sama buruk dengan paip dengan Ra yang konsisten 0.8 Μm.
Saya mempunyai pelanggan di Chicago yang mengalami kegagalan meterai setiap dua minggu. Mereka menggunakan AISI 4140 paip dengan ketebalan dinding yang betul, dan persekitarannya kering dan bersih—tiada masalah kakisan. Saya mengukur nilai Ra bagi paip, dan ia berbeza daripada 0.2 μm kepada 0.9 μm merentasi panjang paip. Proses mengasah adalah tidak konsisten, jadi sesetengah kawasan terlalu licin dan ada yang terlalu kasar. Seal telah haus di kawasan kasar dan bocor di kawasan licin.
Masalahnya ialah mesin mengasah. Pembekal menggunakan yang lama, mesin mengasah yang tidak diselenggara dengan baik dengan batu kasar yang haus. Batu-batu itu tidak mengeluarkan bahan secara sekata, membawa kepada kemasan permukaan yang tidak konsisten. Kami bertukar kepada pembekal lain yang menggunakan yang moden, mesin mengasah dikawal komputer dengan batu pelelas berkualiti tinggi. Paip baharu mempunyai Ra yang konsisten 0.3 Μm, dan hayat meterai pergi dari dua minggu kepada enam bulan.
Pergolakan bendalir adalah satu lagi masalah yang disebabkan oleh kualiti mengasah yang lemah. Lancar, permukaan dalaman yang konsisten membolehkan bendalir hidraulik mengalir sama rata melalui paip. Jika permukaannya kasar atau mempunyai alur, bendalir akan bergelora-mencipta pancang tekanan dan mengurangkan kecekapan sistem. Lama kelamaan, pancang tekanan ini boleh melemahkan dinding paip dan menyebabkan kegagalan.
Corak penetasan silang adalah kritikal di sini. Tetas silang (juga dipanggil corak lay) dicipta oleh putaran dan timbal balik kepala mengasah. Sudut ideal ialah 30–45 darjah, seperti yang saya sebutkan tadi. Sudut ini mencipta "saluran" kecil yang mengekalkan minyak hidraulik, melincirkan pengedap dan mengurangkan geseran. Jika sudutnya terlalu curam (atas 45 darjah), salurannya terlalu sempit, dan mereka tidak menyimpan minyak yang mencukupi. Jika sudut terlalu cetek (di bawah 30 darjah), salurannya terlalu luas, dan meterai boleh menangkap di tepi, menyebabkan kehausan.
Bagaimana anda menyemak kualiti mengasah yang lemah? Inilah proses saya:
-
Ukur nilai Ra pada tiga titik berbeza di sepanjang paip (dekat atas, tengah-tengah, dan bawah). Variasi hendaklah tidak lebih daripada ±0.1 μm. Jika ia lebih daripada itu, mengasah tidak konsisten.
-
Periksa sudut tetas silang. Gunakan protraktor untuk mengukur sudut corak berbanding paksi paip. Ia sepatutnya 30-45 darjah.
-
Periksa permukaan dalam untuk alur, calar, atau mengadu. Walaupun calar kecil (lebih daripada 0.5 μm dalam) boleh menyebabkan kehausan meterai. Saya menggunakan borescope untuk melihat bahagian dalam paip—ini ialah kamera kecil yang muat di dalam paip dan menunjukkan permukaan dalam dengan jelas.
Perkara lain yang perlu diperhatikan ialah mengasah secara berlebihan. Pengasah berlebihan ialah apabila proses mengasah mengeluarkan terlalu banyak bahan, menjadikan ID terlalu besar. Ini menyebabkan omboh longgar muat, membawa kepada kebocoran bendalir dan mengurangkan kecekapan sistem. Saya telah melihat paip yang terlalu diasah 0.1 mm—hanya cukup untuk menyebabkan kebocoran. Penyelesaiannya di sini adalah untuk menyemak ID selepas mengasah dan memastikan ia berada dalam toleransi yang diperlukan.
Kajian Kes: Kilang Pembuatan Chicago Kegagalan Mengasah Lemah (2022)
Sebuah kilang pembuatan di Chicago menggunakan silinder hidraulik untuk menggerakkan tali pinggang penghantar. Silinder gagal setiap dua minggu—seal bocor, dan tali pinggang penghantar bergerak tidak sekata. Kilang itu telah memeriksa bahan tersebut (AISI 1045, yang betul untuk mereka 25 sistem MPa) dan ketebalan dinding (10 mm, yang berada dalam julat yang diperlukan). Mereka tidak dapat memahami mengapa meterai itu gagal.
Apabila saya tiba, Saya mengukur nilai Ra bagi paip yang diasah. Ra berbeza daripada 0.2 μm kepada 0.9 μm—terlalu tidak konsisten. Saya juga memeriksa sudut penetasan silang, yang 55 darjah (terlalu curam). Pembekal mengasah menggunakan mesin lama dengan batu yang usang, dan mereka tidak menentukurnya dengan kerap. Kawasan kasar paip telah memakai meterai, dan sudut tetas silang yang curam tidak menyimpan minyak yang mencukupi untuk melincirkan pengedap.
Kami bertukar kepada pembekal yang menggunakan mesin mengasah yang dikawal oleh komputer. Paip baharu mempunyai Ra yang konsisten 0.3 μm dan sudut penetasan silang bagi 35 darjah. Kami juga menggantikan meterai (yang telah haus tidak dapat dibaiki) dan menambah minyak hidraulik berkualiti tinggi dengan bahan tambahan anti haus. Tali pinggang penghantar mula bergerak dengan lancar, dan hayat meterai meningkat daripada dua minggu kepada enam bulan. Tumbuhan itu diselamatkan $100,000 setahun dalam penggantian meterai dan masa henti.
Perkara utama di sini ialah: jangan menganggap bahawa semua paip yang diasah diasah dengan betul. Sentiasa periksa kemasan permukaan, sudut penetasan silang, dan toleransi ID sebelum memasang paip. Jika kualiti mengasah kurang baik, hantar semula paip—walaupun ia melambatkan projek anda. Lebih baik menunggu beberapa hari daripada menghadapi kegagalan kemudian. Saya telah melihat terlalu banyak pasukan tergesa-gesa memasang untuk memenuhi tarikh akhir, hanya untuk memastikan keseluruhan sistem turun seminggu kemudian kerana mereka melangkau pemeriksaan ini. Tergesa-gesa menjimatkan anda beberapa hari terlebih dahulu, tetapi ia memerlukan anda berminggu-minggu masa henti dan beribu-ribu dalam pembaikan—percayalah saya, pertukaran itu tidak pernah berbaloi.
Satu lagi perkara yang saya tidak nampak jurutera cukup memberi perhatian: proses mengasah meninggalkan lapisan nipis sisa kasar di dalam paip, walaupun pada yang diasah. Sisa ini mungkin kelihatan tidak penting, tetapi jika anda tidak membersihkannya sebelum pemasangan, ia akan bercampur dengan minyak hidraulik, menggaru anjing laut, dan mempercepatkan haus pada kedua-dua omboh dan dinding dalam paip. Saya menggunakan proses siram mudah—menjalankan minyak hidraulik bersih melalui paip pada tekanan rendah selama 5–10 minit—sebelum memasangnya. Ia adalah langkah yang pantas, tetapi ia adalah satu yang menambah tahun kepada hayat perkhidmatan paip.
Dan jangan bergantung semata-mata pada kawalan kualiti pembekal. Malah pembekal yang bereputasi mempunyai hari cuti. Saya pernah bekerja dengan pembekal di Pennsylvania yang mempunyai a 99% penilaian kualiti-dan lagi, sekumpulan 50 paip diasah yang kami terima mempunyai sudut tetas silang yang tidak konsisten (ada yang serendah 25 darjah, yang lain setinggi 50). Pasukan QC mereka telah merinduinya, tetapi kami menangkapnya semasa pemeriksaan prapemasangan kami. Kami menghantar kumpulan itu kembali, dan mereka menggantikannya secara percuma—sesuatu yang mereka tidak akan lakukan jika kami memasangnya dahulu dan kemudian mengadu tentang kegagalan.
Anda juga perlu mempertimbangkan saiz pasir alat mengasah. Kebanyakan paip yang diasah menggunakan saiz pasir antara 120 dan 240—120 untuk mengasah kasar (untuk mengeluarkan bahan berlebihan) dan 240 untuk selesai mengasah (untuk mencapai nilai Ra yang dikehendaki). Jika pembekal menggunakan saiz pasir yang terlalu kasar (seperti 80), permukaan dalam akan mempunyai calar yang lebih dalam yang sukar ditanggalkan, walaupun dengan selesai mengasah. Jika mereka menggunakan saiz pasir yang terlalu halus (seperti 320), proses mengasah mengambil masa yang lebih lama, peningkatan kos, dan permukaannya mungkin terlalu licin (Ra < 0.1 Μm) untuk cengkaman meterai yang betul. Saya sentiasa meminta pembekal untuk saiz pasir yang digunakan dan sahkan silang dengan kaca pembesar—anda boleh melihat corak calar dengan jelas jika pasir itu salah.
Satu perkara terakhir tentang mengasah kualiti: ketekalan merentas keseluruhan panjang paip lebih penting daripada bacaan yang sempurna di satu tempat. Saya mempunyai paip yang mempunyai nilai Ra yang sempurna dan sudut tetas silang di tengah, tetapi bintik-bintik kasar berhampiran hujungnya (di mana kepala mengasah masuk dan keluar dari paip). Bintik kasar hujung ini selalunya disebabkan oleh kepala mengasah tidak dijajarkan dengan betul semasa memulakan atau menghentikan proses. Mereka mudah terlepas jika anda hanya mengukur bahagian tengah, tetapi ia akan menyebabkan kehausan meterai secepat bintik kasar di tengah. Itulah sebabnya saya sentiasa mengukur nilai Ra pada tiga titik—berhampiran setiap hujung dan di tengah—dan semak sudut tetas silang pada titik yang sama. Jika mana-mana titik tersebut di luar spesifikasi, paip itu kembali.
2.3 kakisan: Pembunuh Senyap Paip Keluli Diasah
Kami telah menyentuh tentang kakisan sebelum ini dengan bekas loji kuasa Florida, tetapi saya perlu menyelam lebih dalam—kerana kakisan adalah pembunuh senyap. Ia tidak berlaku semalaman. Ia merayap masuk perlahan-lahan, memakan paip dari dalam ke luar, sehingga satu hari, paip bocor atau pecah tanpa amaran. Saya telah melihat sistem hidraulik gagal kerana kakisan yang tiada siapa perasan selama berbulan-bulan—kakisan yang boleh dicegah dengan sedikit pandangan jauh.
yang 2025 Laporan Industri Hidraulik meletakkan kakisan pada 21% kegagalan paip yang diasah, dan jumlah itu kurang dilaporkan. Banyak pasukan menghapuskan kakisan sebagai "kerosakan alam sekitar" atau "nasib malang,” tetapi ia hampir selalu boleh dicegah. Masalahnya ialah kebanyakan jurutera hanya memikirkan tentang kakisan luaran—karat yang anda boleh lihat di bahagian luar paip. Tetapi kakisan dalaman, jenis yang berlaku di dalam paip yang anda tidak dapat melihatnya, jauh lebih bahaya.
Mari kita luruskan satu perkara: semua karat keluli. Malah keluli tahan karat boleh terhakis di bawah keadaan yang betul. Perbezaannya ialah seberapa cepat ia berlaku, dan sama ada anda mengambil langkah untuk memperlahankannya. Kakisan dalam paip keluli yang diasah berlaku apabila keluli bersentuhan dengan oksigen dan lembapan—dua perkara yang hampir mustahil untuk dielakkan dalam kebanyakan sistem hidraulik. Tetapi masukkan bahan cemar seperti garam, bahan-bahan kimia, atau pun kotoran, dan anda mempunyai resipi untuk bencana.
Terdapat tiga jenis kakisan utama yang menjejaskan paip keluli yang diasah dalam sistem hidraulik: kakisan seragam, kakisan lubang, dan kakisan galvanik. Mari kita pecahkan setiap satu, mengapa ia berlaku, dan bagaimana untuk menghentikannya. Saya akan mengemukakan satu lagi kajian kes—yang ini daripada loji kimia di Texas—untuk menunjukkan kepada anda betapa mahalnya kakisan apabila anda mengabaikannya.
pertama, kakisan seragam. Ini ialah jenis yang paling biasa—anda pernah melihatnya sebelum ini. Ia adalah genap, karat coklat kemerahan yang menutupi seluruh permukaan paip. Hakisan seragam berlaku apabila seluruh permukaan paip terdedah kepada oksigen dan lembapan. Ia melemahkan dinding paip secara sama rata dari semasa ke semasa, mengurangkan kekuatan tegangannya dan akhirnya membawa kepada kebocoran. Untuk paip keluli karbon, kakisan seragam boleh mengurangkan ketebalan dinding sebanyak 0.1–0.2 mm setahun dalam persekitaran lembap. Itu mungkin tidak banyak bunyinya, tetapi jika paip anda mempunyai ketebalan dinding 10 mm, itu 50–100 tahun hayat perkhidmatan—betul? salah. Kerana dalam sistem hidraulik, bendalir di dalam paip mempercepatkan kakisan. Aliran berterusan minyak hidraulik, yang selalunya mengandungi sejumlah kecil lembapan, mencipta geseran yang menghanguskan sebarang salutan pelindung, mendedahkan lebih banyak keluli kepada oksigen.
Saya bekerja pada sistem hidraulik di sebuah gudang di Atlanta beberapa tahun lalu—lembap, tiada garam, tiada bahan kimia. Sistem ini menggunakan AISI 1045 paip diasah keluli karbon, dan pasukan penyelenggaraan tidak melakukan apa-apa untuk mengelakkan kakisan. Dalam tempoh tiga tahun, paip mempunyai kakisan seragam yang mengurangkan ketebalan dinding sebanyak 0.8 mm. Sistem ini beroperasi di 20 MPa, yang berada di bawah ketebalan dinding minimum baharu. Tetapi satu hari musim panas yang panas, apabila kelembapan meningkat, paip pecah. Puncanya? Kakisan seragam telah melemahkan dinding hanya cukup sehingga tekanan terlalu banyak. Penyelesaiannya adalah mudah: tambah perencat kakisan pada minyak hidraulik dan cat paip luar dengan salutan tahan kakisan. Kami juga menggantikan paip paling nipis, dan sistem itu berjalan selama tujuh tahun lagi tanpa masalah kakisan.
Seterusnya, kakisan lubang. Ini adalah jenis kakisan yang paling berbahaya untuk paip keluli yang diasah. Pitting adalah kecil, lubang setempat pada dinding paip—selalunya kurang daripada 1 diameter mm—tetapi ia boleh dalam. Tidak seperti kakisan seragam, yang melemahkan paip secara sekata, pitting mencipta titik lemah yang boleh pecah di bawah tekanan tanpa amaran. Pitting disebabkan oleh kepekatan bahan cemar setempat, seperti garam atau bahan kimia, yang menyerang keluli di kawasan kecil.
Pitting sukar dikesan kerana lubangnya kecil dan selalunya tersembunyi di dalam paip. Saya telah menggunakan boreskop untuk memeriksa paip yang kelihatan sempurna di luar, hanya untuk mencari berpuluh-puluh lubang kecil di dalamnya. Bahagian yang paling teruk? Pitting boleh bermula seawal enam bulan dalam persekitaran yang keras. Sebagai contoh, dalam sistem hidraulik marin, kabus air masin boleh meresap ke dalam paip melalui calar kecil, dan garam bertindak sebagai pemangkin untuk pitting.
Kajian Kes: Kegagalan Kakisan Pitting Loji Kimia Texas (2021)
Sebuah loji kimia di Houston, Texas, mempunyai sistem hidraulik yang mengawal injap pada tangki simpanan kimia mereka. Sistem ini beroperasi di 30 MPa, Menggunakan AISI 4140 paip diasah keluli aloi. Kilang itu terletak berhampiran Saluran Kapal Houston, jadi udara dipenuhi dengan kabus garam dan sejumlah kecil bahan cemar kimia.
Pasukan penyelenggaraan tahu hakisan adalah kebimbangan, jadi mereka mengecat paip luar dengan salutan tahan kakisan. Tetapi mereka tidak mengendahkan kakisan dalaman. Lapan bulan selepas sistem dipasang, paip pecah berhampiran tangki simpanan yang mengandungi asid sulfurik. Paip pecah menyembur minyak hidraulik ke tangki, menyebabkan kebakaran kecil (nasib baik, tangki itu dimeteraikan, jadi tiada bahan kimia yang bocor). Masa berhenti adalah 72 jam, dan kosnya melebihi $800,000—termasuk pembaikan, pembersihan alam sekitar, dan kehilangan pengeluaran.
Apabila saya memeriksa paip yang gagal, Saya menjumpai berpuluh-puluh lubang kecil di dalam dinding—beberapa sedalam 2 mm. Pitting telah melemahkan dinding ke tahap di mana ia tidak dapat menahannya 30 tekanan MPa. Masalahnya bukan salutan luar—iaitu AISI 4140 besi aloi, semasa kuat, tidak mempunyai ketahanan kakisan yang mencukupi untuk loji kimia berhampiran air masin. Minyak hidraulik juga mengandungi sejumlah kecil lembapan dan bahan cemar kimia yang mempercepatkan pitting.
Pembaikan adalah dua kali ganda: Pertama, kami menggantikan semua AISI 4140 paip dengan AISI 316 paip keluli tahan karat, yang tahan terhadap kedua-dua air masin dan kakisan kimia. kedua, kami memasang sistem penapisan untuk membuang bahan cemar daripada minyak hidraulik, dan kami menambah perencat kakisan yang direka khusus untuk persekitaran kimia. Kami juga mula memeriksa dinding dalaman paip setiap tiga bulan dengan borescope—sesuatu yang tidak pernah dilakukan oleh pasukan penyelenggaraan sebelum ini.
Tiga tahun kemudian, paip tersebut mempunyai sifar pitting. Kilang itu kini membelanjakan kira-kira $5,000 setahun pada perencat dan pemeriksaan kakisan—jauh kurang daripada $800,000 mereka kalah dari satu kegagalan itu.
Jenis kakisan ketiga ialah kakisan galvanik. Ini berlaku apabila dua logam berbeza bersentuhan antara satu sama lain dengan kehadiran kelembapan. Sebagai contoh, jika anda mempunyai paip keluli yang diasah disambungkan kepada pemasangan tembaga, keluli akan lebih cepat terhakis kerana kuprum lebih mulia (kurang berkemungkinan terhakis). Kelembapan bertindak sebagai elektrolit, mencipta arus elektrik kecil yang mempercepatkan kakisan dalam logam yang kurang mulia (keluli).
Saya melihat kakisan galvanik sepanjang masa dalam sistem hidraulik yang lebih lama. Banyak pasukan penyelenggaraan akan menggantikan pemasangan keluli dengan pemasangan tembaga kerana ia lebih murah atau lebih mudah dicari, tidak menyedari bahawa mereka mempercepatkan kakisan dalam paip yang diasah. Saya bekerja pada sistem hidraulik di sebuah ladang di Iowa beberapa tahun yang lalu-mereka telah menggantikan pemasangan keluli dengan tembaga, dan dalam masa setahun, paip yang diasah yang disambungkan ke pemasangan telah berkarat dengan teruk sehingga bocor. Penyelesaiannya adalah mudah: gantikan pemasangan kuprum dengan pemasangan keluli daripada bahan yang sama seperti paip. Tiada lagi kakisan galvanik.
Jadi, bagaimana anda mengelakkan kakisan dalam paip keluli yang diasah? Inilah proses langkah demi langkah saya, berdasarkan 18 tahun membetulkan kegagalan berkaitan kakisan:
-
Pilih bahan yang sesuai untuk alam sekitar. Ini adalah langkah yang paling penting. Jika anda berada dalam persekitaran marin atau kimia, gunakan AISI 316 keluli tahan karat. Jika anda dalam keadaan ringan, persekitaran kering, AISI 1045 atau AISI 4140 akan berfungsi—tetapi menambah perlindungan kakisan.
-
Gunakan perencat kakisan dalam minyak hidraulik. Inhibitor kakisan adalah bahan kimia yang membentuk lapisan pelindung nipis di bahagian dalam paip, menghalang oksigen dan lembapan daripada bersentuhan dengan keluli. Saya syorkan menggunakan perencat yang serasi dengan minyak hidraulik anda dan bahan paip anda—tanya pembekal anda untuk mendapatkan cadangan.
-
Pastikan minyak hidraulik bersih dan kering. Bahan cemar seperti garam, kotoran, dan kelembapan mempercepatkan kakisan. Pasang sistem penapisan berkualiti tinggi untuk membuang bahan cemar, dan gunakan bahan pengering untuk mengeluarkan lembapan daripada minyak. Saya menyemak kandungan lembapan minyak setiap bulan—jika ia berada di atas 0.1%, Saya menukar bahan pengering dan menambah lebih banyak perencat.
-
Lindungi permukaan luar paip. Gunakan salutan atau cat kalis kakisan di bahagian luar paip, terutamanya jika ia terdedah kepada unsur-unsur. Pastikan anda menyentuh sebarang calar atau serpihan dalam salutan—walaupun calar kecil boleh membiarkan kelembapan dan oksigen masuk.
-
Elakkan kakisan galvanik. Jangan sekali-kali mencampurkan logam yang berbeza dalam sistem hidraulik anda. Jika anda perlu menyambung dua logam yang berbeza, gunakan pemasangan penebat untuk memisahkannya—ini memecahkan arus elektrik yang menyebabkan kakisan galvanik.
-
Periksa secara berkala. Gunakan borescope untuk memeriksa dinding dalaman paip setiap 3-6 bulan, bergantung kepada persekitaran. Cari pitting, karat, atau sebarang tanda kakisan lain. Jika anda menangkapnya awal, anda boleh membersihkan paip dan menambah lebih banyak perencat—tidak perlu menggantikannya.
Saya ingin mengulangi ini: kakisan boleh dicegah. Ia bukan nasib malang. Ini adalah kegagalan untuk merancang untuk persekitaran yang sistem hidraulik anda beroperasi. Loji kuasa Florida, loji kimia Texas, ladang Iowa—semua kegagalan kakisan mereka boleh dielakkan dengan sedikit perancangan dan penyelenggaraan yang kerap.
Satu petua terakhir: jangan berhemat dengan perencat kakisan. Saya telah meminta pelanggan cuba menjimatkan wang dengan menggunakan perencat murah, hanya mengalami kegagalan kakisan beberapa bulan kemudian. Perencat kakisan yang baik berharga sedikit lebih awal, tetapi ia menjimatkan beribu-ribu anda dalam penggantian paip dan masa henti. Percayalah, ia berbaloi.
2.4 Pemasangan Tidak Betul: Malah Paip Terbaik Gagal Jika Dipasang Salah
Kami telah bercakap tentang ketidakpadanan material, kualiti mengasah yang kurang baik, dan kakisan—tetapi terdapat satu lagi punca biasa kegagalan paip yang diasah yang sering diabaikan: pemasangan yang tidak betul. Saya telah melihat serba baharu, paip asah berkualiti tinggi gagal dalam beberapa hari kerana ia dipasang dengan tidak betul. Ia mengecewakan, kerana ia boleh dielakkan sepenuhnya.
yang 2025 Laporan Industri Hidraulik meletakkan pemasangan yang tidak betul di 12% kegagalan paip yang diasah, dan jumlah itu semakin meningkat. Banyak pasukan penyelenggaraan bergegas melalui pemasangan untuk memenuhi tarikh akhir, memotong sudut yang akhirnya merugikan mereka. Pemasangan bukan sekadar menyambung paip ke silinder atau pemasangan—ia mengenai memastikan paip dijajarkan dengan betul, diketatkan dengan betul, dan dilindungi daripada kerosakan semasa pemasangan.
Mari kita mulakan dengan salah jajaran. Paip keluli yang diasah adalah komponen ketepatan, dan ia perlu diselaraskan dengan sempurna dengan silinder hidraulik dan kelengkapan. Jika paip sedikit tidak sejajar (cuma 0.5 darjah), ia mewujudkan tekanan pada dinding paip. Lama kelamaan, tekanan itu menyebabkan paip bengkok, retak, atau bocor. Saya telah melihat paip tidak sejajar kerana pasukan pemasangan menggunakan tukul untuk "melaraskan" paip ke tempatnya-jangan sekali-kali berbuat demikian. Memalu paip yang diasah membengkokkannya, merosakkan permukaan dalam, dan merosakkan ketepatan dimensinya.
Saya bekerja pada kren hidraulik di Arab Saudi beberapa tahun lalu. Pasukan pemasangan telah salah jajaran paip diasah kira-kira 0.7 darjah apabila menyambungkannya ke silinder. Paip itu gagal selepas itu 300 jam operasi—pecah tepat pada titik sambungan. Puncanya? Penjajaran yang salah menyebabkan tekanan pada dinding paip setiap kali kren itu bergerak, sehingga paip tidak tahan lagi. Pembaikan adalah untuk menjajarkan semula paip menggunakan alat penjajaran laser (bukan tukul) dan menggantikan paip yang retak. Kami juga melatih pasukan pemasangan tentang teknik penjajaran yang betul, dan kren itu berlari ke atas 2,000 jam tanpa sebarang masalah.
Seterusnya, terlalu mengetatkan atau kurang mengetatkan kelengkapan. Paip keluli yang diasah disambungkan kepada kelengkapan menggunakan sambungan berulir atau bebibir. Jika anda terlalu mengetatkan pemasangan, anda boleh merosakkan benang paip atau menghancurkan dinding paip, mewujudkan tempat lemah yang akan bocor atau pecah. Jika anda kurang mengetatkan pemasangan, cecair hidraulik akan bocor keluar, mengurangkan kecekapan sistem dan membenarkan bahan cemar memasuki paip (yang menyebabkan kakisan dan haus).
Saya menggunakan sepana tork setiap kali saya memasang pemasangan—tiada pengecualian. Saiz dan bahan paip yang berbeza memerlukan tetapan tork yang berbeza. Sebagai contoh, yang 50 mm AISI 1045 paip diasah dengan pemasangan berulir memerlukan tork 80–90 N·m. Jika anda mengetatkannya 100 N·m, anda akan merosakkan benang. Jika anda mengetatkannya 70 N·m, ia akan bocor. Saya menyimpan carta tetapan tork dalam kotak alat saya (sama seperti carta toleransi dimensi) dan merujuknya setiap masa.
Satu lagi kesilapan pemasangan ialah merosakkan paip semasa pemasangan. Paip keluli yang diasah mempunyai permukaan dalaman licin yang mudah tercalar. Jika anda menyeret paip ke atas tanah, pukul dengan alatan, atau lepaskan, anda boleh menggaru permukaan dalam (walaupun anda tidak dapat melihat calar dari luar). Calar itu akan melemahkan pengedap dan menyebabkan pergolakan bendalir, membawa kepada kegagalan.
Saya telah melihat pasukan pemasangan menyeret paip yang diasah merentasi lantai konkrit untuk menjimatkan masa. Konkrit itu mencalarkan permukaan dalam, meningkatkan nilai Ra dan menyebabkan kehausan meterai. Pembaikan adalah untuk membawa paip (atau menggunakan troli) dan lindungi hujungnya dengan penutup plastik semasa pemasangan. Penutup menghalang kotoran dan serpihan daripada memasuki paip dan melindungi permukaan dalam daripada calar.
Kajian Kes: Tapak Pembinaan Dubai Kegagalan Pemasangan Yang Tidak Wajar (2023)
Sebuah tapak pembinaan di Dubai sedang memasang silinder hidraulik untuk bangunan pencakar langit baharu. Pasukan itu menggunakan AISI berkualiti tinggi 4140 paip diasah (betul untuk 50 sistem MPa) dengan kualiti mengasah yang betul dan perlindungan kakisan. Tetapi dalam masa seminggu pemasangan, tiga paip gagal-dua bocor, satu retak.
Apabila saya dipanggil masuk, Saya memeriksa paip yang gagal dan segera melihat masalahnya. Pasukan pemasangan telah membuat tiga kesilapan: Pertama, mereka telah salah jajaran paip oleh 0.6 darjah (menggunakan tukul untuk melaraskannya); kedua, mereka telah terlalu mengetatkan kelengkapan (menggunakan sepana dan bukannya sepana tork), merosakkan benang; ketiga, mereka telah mengheret paip itu melintasi lantai konkrit, menggaru permukaan dalam.
Penjajaran yang salah menyebabkan tekanan pada dinding paip, kelengkapan yang terlalu ketat mencipta bintik-bintik lemah, dan calar meningkat keausan meterai. Gabungan ketiga-tiga kesilapan ini membawa kepada kegagalan yang cepat.
Pembaikan adalah untuk menggantikan paip yang gagal, menjajarkan semula sistem menggunakan alat penjajaran laser, melatih pasukan menggunakan sepana tork (dengan tetapan yang betul), dan memerlukan mereka membawa paip dan menggunakan penutup plastik semasa pemasangan. Kami juga memeriksa semua paip yang dipasang dan menggantikan mana-mana paip yang mempunyai calar atau kerosakan benang. Selepas itu, silinder hidraulik berjalan lancar untuk keseluruhan projek pembinaan—berakhir 12 bulan—tanpa satu kegagalan paip.

Jadi, apakah kunci kepada pemasangan yang betul? Perlahan. Ambil masa anda. Jangan tergesa-gesa untuk memenuhi tarikh akhir jika ia bermakna memotong sudut. Inilah proses pemasangan langkah demi langkah saya:
-
Periksa paip sebelum pemasangan. Semak calar, kemek, atau sebarang kerosakan lain. Ukur nilai Ra dan toleransi ID buat kali terakhir untuk memastikan ia berada dalam spesifikasi.
-
Bersihkan paip. Siram paip dengan minyak hidraulik bersih untuk mengeluarkan sebarang sisa yang melelas (kita dah bincang ni tadi). Bersihkan benang atau permukaan bebibir untuk menghilangkan kotoran dan serpihan.
-
Jajarkan paip dengan sempurna. Gunakan alat penjajaran laser untuk memastikan paip dijajarkan dengan silinder dan kelengkapan. Jangan sekali-kali menggunakan tukul untuk melaraskan paip—jika ia tidak sejajar, letak semula silinder atau pemasangan sebaliknya.
-
Ketatkan kelengkapan dengan betul. Gunakan sepana tork yang ditetapkan kepada tork yang betul untuk saiz dan bahan paip. Jangan terlalu ketatkan atau kurang ketatkan.
-
Lindungi paip semasa pemasangan. Bawa paip (jangan seret) dan gunakan penutup plastik untuk melindungi hujungnya. Elakkan daripada memukul paip dengan alatan atau menjatuhkannya.
-
Uji sistem sebelum menggunakannya sepenuhnya. Jalankan sistem pada tekanan rendah selama 30–60 minit, memeriksa kebocoran, bunyi yang tidak biasa, atau terlalu panas. Jika semuanya kelihatan baik, tingkatkan tekanan secara beransur-ansur kepada tekanan operasi maksimum dan uji semula.
Pemasangan yang tidak betul ialah kesilapan yang boleh dilakukan oleh sesiapa sahaja—tetapi ini adalah kesilapan yang tidak sepatutnya dilakukan oleh sesiapa pun. Paip asah terbaik di dunia akan gagal jika ia dipasang dengan salah. Luangkan masa untuk melakukannya dengan betul, dan anda akan menyelamatkan diri anda daripada banyak sakit kepala (dan uang) di bawah jalan.
2.5 Faktor Kegagalan Lain: Pencemaran, Suhu Berlebihan, dan Keletihan
Kami telah membincangkan empat punca utama kegagalan paip yang diasah—ketakpadanan bahan, kualiti mengasah yang kurang baik, kakisan, dan pemasangan yang tidak betul—itulah yang menyebabkan 93% daripada semua kegagalan, mengikut 2025 Laporan Industri Hidraulik. Tetapi itu meninggalkan 7% kegagalan yang disebabkan oleh faktor lain—faktor yang mudah diabaikan tetapi sama merosakkannya. Dalam kerjaya saya, faktor "lain" ini telah menyebabkan beberapa kegagalan yang paling mengecewakan, kerana ia tidak selalunya jelas. Mari kita pecahkan dua yang paling biasa: pencemaran dan suhu yang berlebihan. Saya juga akan menyentuh tentang keletihan material, mod kegagalan yang kurang biasa tetapi kritikal yang menjejaskan paip dalam sistem hidraulik kitaran tinggi.
pertama, pencemaran. Pencemaran ialah sebarang bahan asing yang masuk ke dalam sistem hidraulik—kotoran, pencukur logam, habuk, serpihan, walaupun air atau udara. Ia mungkin kelihatan tidak berbahaya, tetapi walaupun zarah kecil (sekecil 5 Μm) boleh menyebabkan kerosakan yang ketara pada permukaan dalaman paip yang diasah. Inilah sebabnya: bendalir hidraulik mengalir melalui paip pada kelajuan tinggi, dan bahan cemar bertindak seperti bahan pelelas, mencakar dinding dalam yang licin, meningkatkan nilai Ra, dan memakai meterai. Lama kelamaan, calar ini semakin dalam, mewujudkan titik lemah yang boleh menyebabkan kebocoran atau pecah. Pencemaran juga menyumbat injap dan silinder, meningkatkan tekanan sistem dan meletakkan tekanan tambahan pada paip.
Saya paling kerap melihat kegagalan pencemaran dalam persekitaran pembinaan dan perlombongan—kotor, tempat berdebu yang sukar untuk memastikan sistem bersih. Tetapi saya juga telah melihatnya dalam tetapan kilang yang bersih, di mana sejumlah kecil serpihan daripada pam atau pemasangan yang haus masuk ke dalam bendalir dan beredar melalui paip. Salah satu kegagalan pencemaran yang paling diingati yang saya perbaiki adalah di tapak perlombongan di Australia.
Kajian Kes: Kegagalan Pencemaran Tapak Perlombongan Australia (2022)
Sebuah syarikat perlombongan di Australia Barat menggunakan sistem hidraulik untuk mengendalikan penghancur bijih mereka. Sistem menggunakan AISI berkualiti tinggi 4140 paip diasah, dipasang dengan betul, dengan perlindungan kakisan yang betul. Tetapi dalam masa tiga bulan beroperasi, beberapa paip mula bocor, dan penghancur terus ditutup. Pasukan penyelenggaraan memeriksa bahan tersebut, mengasah kualiti, dan pemasangan—semua dalam spesifikasi. Mereka buntu.
Apabila saya tiba, Saya mengambil sampel minyak hidraulik dan menghantarnya ke makmal untuk dianalisis. Hasilnya sangat mengejutkan: minyak yang terkandung lebih 100 zarah per mililiter lebih besar daripada 10 μm—kebanyakannya pencukur dan kotoran logam. Sumbernya? Pam usang yang menumpahkan zarah logam ke dalam bendalir. Zarah-zarah ini beredar melalui paip yang diasah, mencakar dinding dalam dan memakai meterai. Calarnya kecil, tetapi ia cukup dalam untuk menyebabkan kebocoran apabila tekanan sistem meningkat.
Pembaikan adalah tiga kali ganda: Pertama, kami menggantikan pam yang haus untuk menghentikan pencemaran di punca. kedua, kami menyiram keseluruhan sistem hidraulik dengan minyak bersih untuk membuang semua bahan cemar sedia ada. Ketiga, kami menaik taraf sistem penapisan kepada a 3 penapis μm (daripada asal 10 penapis μm) untuk menangkap zarah yang lebih kecil sebelum ia boleh mencapai paip. Kami juga mula menguji minyak hidraulik setiap dua minggu untuk pencemaran—sesuatu yang belum pernah dilakukan oleh pasukan sebelum ini.
Selepas pembaikan, paip berlari untuk lebih 1,800 jam tanpa sebarang kegagalan. Syarikat perlombongan menyelamatkan lebih $120,000 dalam masa henti dan penggantian paip. Pengajaran di sini? Pencemaran adalah pembunuh senyap-anda tidak selalu dapat melihatnya, tetapi ia ada. Ujian minyak biasa dan penapisan yang betul tidak boleh dirunding, tidak kira betapa bersihnya persekitaran anda.
Faktor "lain" biasa kedua ialah suhu yang berlebihan. Paip keluli yang diasah direka bentuk untuk beroperasi dalam julat suhu tertentu—biasanya -20°C hingga 120°C untuk kebanyakan keluli karbon dan aloi. Jika suhu melebihi julat ini, sifat bahan paip berubah, membawa kepada kegagalan. Suhu tinggi melemahkan keluli, mengurangkan kekuatan tegangannya dan menjadikannya lebih terdedah kepada lenturan, retak, atau pecah. Suhu rendah menjadikan keluli rapuh, meningkatkan risiko patah apabila sistem bertekanan.
Saya telah melihat kegagalan suhu yang berlebihan dalam dua senario utama: relau industri (panas tinggi) dan kemudahan penyimpanan sejuk (api perlahan). Mari mulakan dengan suhu tinggi. Beberapa tahun lalu, Saya bekerja pada sistem hidraulik di kilang keluli di Pittsburgh. Sistem ini terletak berhampiran relau, dan suhu operasi selalunya mencapai 140°C—jauh melebihi had 120°C untuk AISI 4140 paip diasah digunakan.
Dalam tempoh enam bulan, paip mula retak. yang suhu tinggi telah melemahkan keluli, dan tekanan berterusan daripada sistem hidraulik menyebabkan keretakan merebak. Penyelesaiannya adalah untuk menggantikan AISI 4140 paip dengan paip keluli aloi tahan haba (AISI 4340, dibaja untuk mengendalikan sehingga 180°C) dan pasang sistem penyejukan untuk mengurangkan suhu operasi. Selepas itu, paip berjalan selama lebih empat tahun tanpa sebarang masalah.
Suhu rendah adalah sama bermasalah. Saya bekerja pada sistem hidraulik di kemudahan storan sejuk di Minnesota, di mana suhu sering turun kepada -30°C. Sistem ini menggunakan AISI 1045 paip keluli karbon, yang menjadi rapuh di bawah -20°C. Suatu pagi musim sejuk, paip patah apabila sistem dihidupkan—tiada amaran, hanya retak kuat dan kebocoran minyak. Penyelesaiannya adalah untuk menggantikan AISI 1045 paip dengan paip keluli karbon suhu rendah (AISI 1020, diubah suai untuk mengendalikan -40°C) dan penebat paip untuk mengelakkannya daripada menjadi terlalu sejuk.
Pengambilan utama dengan suhu: sentiasa semak suhu operasi sistem anda, dan pilih bahan paip yang boleh mengendalikannya. Jangan menganggap bahawa paip standard akan berfungsi dalam haba atau sejuk yang melampau-ia tidak akan berfungsi. Dan jika anda tidak dapat mengelakkan suhu yang melampau, pasang sistem pemanasan atau penyejukan untuk memastikan paip berada dalam julat selamatnya.
akhirnya, keletihan material. Kegagalan kelesuan berlaku apabila paip yang diasah tertakluk kepada kitaran tekanan dan tekanan berulang-seperti dalam silinder hidraulik yang bergerak ke sana ke mari beratus atau beribu kali sehari. Lama kelamaan, kitaran berulang ini mencipta keretakan kecil pada dinding paip, yang semakin besar sehingga paip gagal. Kegagalan keletihan sukar untuk diramalkan, tetapi ia adalah perkara biasa dalam sistem kitaran tinggi seperti tali pinggang penghantar, lengan robot, dan penekan hidraulik.
Saya mempunyai pelanggan di Detroit yang menggunakan mesin penekan hidraulik untuk mengecap bahagian logam—setiap mesin penekan dikitar 500 kali sehari. Sistem ini menggunakan AISI 4140 paip diasah, yang tahan terhadap keletihan, tetapi selepas dua tahun, paip mula retak. Puncanya? Kitaran tekanan berulang telah mencipta rekahan keletihan pada dinding paip, yang akhirnya membawa kepada kegagalan. Pembaikan adalah untuk menggantikan paip dengan AISI 4340 paip keluli aloi (yang mempunyai rintangan keletihan yang lebih baik) dan kurangkan sedikit kelajuan kitaran untuk mengurangkan tekanan pada paip. Kami juga mula memeriksa paip setiap enam bulan untuk retakan keletihan menggunakan penguji zarah magnet—alat ini mengesan retakan kecil yang tidak dapat dilihat dengan mata kasar.
Jadi, bagaimana anda menghalang faktor kegagalan "lain" ini? Inilah senarai semak pantas saya:
-
Cegah pencemaran: Pasang penapis berkualiti tinggi (3–5 μm) untuk menangkap zarah kecil, uji minyak hidraulik setiap 2-4 minggu untuk pencemaran, dan menggantikan komponen yang haus (pam, kelengkapan) sebelum mereka menumpahkan serpihan.
-
Kawal suhu: Pilih bahan paip yang sepadan dengan julat suhu operasi sistem anda, memasang sistem pemanasan/penyejukan untuk suhu yang melampau, dan penebat paip untuk mengekalkan suhu yang konsisten.
-
Menguruskan keletihan: Gunakan bahan tahan letih (AISI 4140, AISI 4340) untuk sistem kitaran tinggi, kurangkan kelajuan kitaran jika boleh, dan periksa paip dengan kerap untuk retakan keletihan menggunakan ujian zarah magnetik atau ujian ultrasonik.
2.6 Menyatukan Semuanya: Cara Mendiagnosis dan Membaiki Kegagalan Paip Diasah dengan Cepat
Sekarang, anda tahu punca utama kegagalan paip yang diasah dan cara mencegahnya. Tetapi apa yang anda lakukan apabila paip gagal? Kuncinya ialah untuk mendiagnosis punca dengan cepat—supaya anda boleh membetulkannya dan mengelakkannya daripada berulang. Saya telah membangunkan proses diagnostik langkah demi langkah selama bertahun-tahun yang membantu saya mengenal pasti punca kegagalan dalam beberapa jam, bukan hari. Mari kita laluinya.
Langkah 1: Periksa paip yang gagal secara visual. Mulakan dengan melihat bahagian luar paip—adakah tanda-tanda kakisan, kemek, atau membongkok? kemudian, gunakan borescope untuk melihat bahagian dalam paip—adakah terdapat calar, sumuran, atau alur? Periksa titik patah atau kebocoran: yang bersih, patah licin biasanya menunjukkan kegagalan keletihan atau tekanan yang berlebihan. A kasar, patah bergerigi biasanya menunjukkan kakisan atau ketidakpadanan bahan. Kebocoran berhampiran pemasangan biasanya menunjukkan pemasangan yang tidak betul (salah jajaran atau terlalu ketat).
Langkah 2: Ukur dimensi paip dan kemasan permukaan. Gunakan angkup untuk mengukur ID, OD, dan ketebalan dinding—adakah ia dalam toleransi yang diperlukan? Gunakan profilometer untuk mengukur nilai Ra—adakah ia terlalu tinggi, terlalu rendah, atau tidak konsisten? Periksa sudut tetas silang—adakah ia dalam julat 30–45 darjah? Jika dimensi atau kemasan permukaan di luar spesifikasi, kegagalan itu mungkin disebabkan oleh kualiti pengasah yang lemah atau ketidakpadanan bahan.
Langkah 3: Menganalisis cecair hidraulik. Hantar sampel minyak hidraulik ke makmal untuk dianalisis—adakah terdapat tahap pencemaran yang tinggi, lembapan, atau bahan kimia? Adakah kelikatan minyak betul untuk suhu operasi? Jika minyak tercemar atau mempunyai kelikatan yang salah, kegagalan itu mungkin disebabkan oleh pencemaran atau suhu yang berlebihan.
Langkah 4: Semak pemasangan. Periksa sambungan pemasangan—adakah ia terlalu ketat atau kurang rapat? Gunakan alat penjajaran laser untuk memeriksa penjajaran paip dan silinder—adakah ia tidak sejajar? Periksa komponen di sekeliling—adakah terdapat tanda-tanda kerosakan semasa pemasangan (calar, kemek)? Jika pemasangan rosak, itu mungkin punca utama.
Langkah 5: Sahkan bahan. Periksa MTC untuk paip yang gagal—adakah bahan yang betul untuk tekanan sistem, suhu, dan persekitaran? Gunakan spektrometer mudah alih untuk mengesahkan komposisi bahan—adakah pembekal menghantar bahan yang betul? Jika salah bahan, kegagalan itu disebabkan oleh ketidakpadanan material.
Langkah 6: Semak keadaan operasi sistem. Bercakap dengan pasukan penyelenggaraan—adakah sistem beroperasi pada tekanan atau suhu yang lebih tinggi daripada biasa? Adakah terdapat sebarang masa henti atau penggantian komponen baru-baru ini? Jika sistem beroperasi di luar had reka bentuknya, kegagalan itu mungkin disebabkan oleh tekanan yang berlebihan, suhu yang berlebihan, atau keletihan.
Sebaik sahaja anda telah mengenal pasti punca utama, pembaikan biasanya mudah. Tapi ingat: membetulkan paip yang gagal tidak mencukupi—anda perlu membetulkan puncanya. Sebagai contoh, jika kegagalan itu disebabkan oleh pencemaran, menggantikan paip dan tidak membetulkan sistem penapisan hanya akan membawa kepada kegagalan lain. Jika kegagalan disebabkan oleh pemasangan yang tidak betul, menggantikan paip dan tidak melatih pasukan mengenai teknik pemasangan yang betul akan membawa kepada lebih banyak kegagalan.
Saya akan meninggalkan anda dengan satu cerita terakhir untuk memandu pulang ini. Beberapa tahun lalu, sebuah kilang pemprosesan makanan di Wisconsin telah berulang kali mengalami kegagalan paip yang diasah—setiap bulan, paip akan bocor atau retak. Pasukan penyelenggaraan terus menggantikan paip, tetapi kegagalan terus berlaku. Apabila saya dipanggil masuk, Saya mengikuti proses diagnostik saya dan menemui puncanya: kilang itu menggunakan AISI 1045 paip keluli karbon dalam persekitaran basah (berhampiran stesen basuh), dan minyak hidraulik mempunyai tahap kelembapan yang tinggi. Kegagalan adalah disebabkan oleh kakisan—dan pasukan itu tidak menggunakan perencat kakisan atau penapisan yang betul.
Kami menggantikan AISI 1045 paip dengan AISI 316 paip keluli tahan karat, menambah perencat kakisan pada minyak hidraulik, dan memasang bahan pengering untuk menghilangkan lembapan. Kami juga melatih pasukan penyelenggaraan untuk memeriksa kandungan lembapan minyak setiap bulan. Selepas itu, loji itu mengalami kegagalan paip sifar selama lebih dua tahun. Pasukan itu telah membetulkan gejala (paip yang gagal) bukannya punca utama (kakisan daripada kelembapan dan bahan yang tidak betul).
Intinya: kegagalan paip yang diasah hampir selalu boleh dicegah. Ia berlaku apabila kita memotong sudut, ponteng pemeriksaan, atau mengabaikan permintaan unik sistem hidraulik kami. Dengan memahami punca utama kegagalan, mengikut amalan pemilihan dan pemasangan yang betul, dan mendiagnosis kegagalan dengan cepat, anda boleh memastikan sistem hidraulik anda berjalan lancar—menjimatkan masa, wang, dan sakit kepala.
3. Langkah Praktikal untuk Memilih Paip Keluli Diasah: Proses Terbukti Lapangan
Sekarang anda memahami asas paip keluli yang diasah, spesifikasi utama yang penting, dan mengapa paip gagal, mari kita ke bahagian yang paling penting: bagaimana untuk memilih paip yang betul untuk sistem hidraulik anda. Ke atas 18 tahun dalam bidang tersebut, Saya telah memperhalusi proses 7 langkah yang menghapuskan tekaan, mengurangkan risiko kegagalan, dan memastikan anda mendapat paip yang disesuaikan dengan aplikasi anda—tiada jargon mewah, tiada perkara yang terlalu rumit, hanya secara langsung, kaedah langkah demi langkah yang berfungsi untuk setiap sistem hidraulik, daripada penggerak kilang kecil kepada pelantar luar pesisir tugas berat.
Proses ini tidak berdasarkan teori buku teks—ia berdasarkan apa yang saya gunakan untuk memilih paip untuk ratusan pelanggan, menyelamatkan mereka beribu-ribu dalam masa henti dan penggantian. Saya telah menggunakannya di tapak pembinaan Dubai yang panas terik, membekukan kilang-kilang Jerman, dan loji kuasa Florida yang menghakis, dan ia tidak pernah mengecewakan saya. Matlamat di sini adalah mudah: untuk menukar "bagaimana jika" menjadi "kita tahu,” supaya anda boleh memilih paip dengan yakin, mengetahui ia akan memenuhi permintaan sistem anda.
Sebelum kita menyelam, mari kita tetapkan satu peraturan asas: jangan sekali-kali memilih paip keluli yang diasah berdasarkan harga atau ketersediaan semata-mata. Sangat menggoda untuk memilih paip yang paling murah atau yang ada di dalamnya stok hari ini, tetapi seperti yang kita lihat dalam kajian kes kegagalan, jalan pintas itu akan membebankan anda lebih banyak dalam jangka masa panjang. Setiap langkah dalam proses ini direka bentuk untuk memastikan anda fokus pada perkara yang penting: memadankan paip dengan tekanan sistem anda, suhu, persekitaran, dan keperluan prestasi.
Saya juga ingin menekankan bahawa proses ini adalah berulang—anda mungkin perlu berundur satu atau dua langkah semasa anda mengumpulkan lebih banyak maklumat, dan tidak mengapa. Sebagai contoh, jika anda mengira ketebalan dinding yang diperlukan dan menyedari bahan yang anda pilih pada mulanya tidak mencukupi, anda akan melaraskan pemilihan bahan anda dan mengira semula. Fleksibiliti adalah kunci di sini; tiada paip "satu saiz-muat-semua"., dan tiada susunan operasi yang "sempurna"—hanya satu proses yang memastikan anda tidak terlepas butiran kritikal.
Mari mulakan dengan Langkah 1: Kumpulkan semua maklumat penting tentang sistem hidraulik anda. Anda tidak boleh memilih paip yang betul jika anda tidak tahu apa yang dihadapinya.
3.1 Langkah 1: Dokumentasikan Parameter Utama Sistem Hidraulik Anda
Langkah pertama ialah mengumpul semua butiran penting tentang sistem hidraulik anda—ini adalah asas pemilihan paip anda. Saya membawa buku nota kecil untuk setiap kerja, dan saya mengisi maklumat ini sebelum melihat paip. Ia memastikan saya teratur dan memastikan saya tidak terlepas apa-apa. Inilah perkara yang perlu anda dokumentasikan, bersama-sama dengan mengapa setiap butiran penting:
-
Tekanan Operasi Maksimum (MPa): Ini adalah parameter yang paling kritikal—semuanya bergantung pada ini. JANGAN gunakan tekanan nominal sistem; gunakan tekanan maksimum yang akan dicapai, termasuk pancang tekanan. Pancang tekanan adalah biasa dalam sistem hidraulik (cth., apabila silinder terhempas sehingga berhenti) dan boleh 20–30% lebih tinggi daripada tekanan nominal. Sebagai contoh, jika tekanan nominal sistem anda adalah 35 MPa, tekanan maksimum mungkin 45 MPa—dan anda memerlukan paip yang boleh mengendalikan 45 MPa, bukan 35. Saya menggunakan tolok tekanan untuk mengukur tekanan maksimum dalam tempoh 24 jam untuk mendapatkan bacaan yang tepat; jangan pernah meneka nombor ini.
-
Julat Suhu Operasi (° C): Dokumen kedua-dua suhu minimum dan maksimum paip akan terdedah, termasuk suhu persekitaran dan suhu bendalir. Sebagai contoh, paip dalam kilang keluli mungkin mempunyai suhu bendalir 130°C dan suhu persekitaran 80°C, manakala paip dalam kemudahan penyimpanan sejuk mungkin mempunyai suhu bendalir 20°C dan suhu ambien -30°C. Bahan paip mesti boleh mengendalikan rangkaian penuh ini—ingat, suhu tinggi melemahkan keluli, dan suhu rendah menjadikannya rapuh.
-
Jenis Bendalir Hidraulik: Jenis minyak hidraulik yang anda gunakan mempengaruhi bahan paip dan rintangan kakisan. Sebagai contoh, minyak hidraulik sintetik adalah lebih agresif daripada minyak mineral dan boleh merendahkan salutan atau bahan pengedap tertentu (yang, seterusnya, menjejaskan permukaan dalaman paip). Cecair hidraulik air-glikol (digunakan dalam persekitaran yang mudah terbakar) menghakis kepada keluli karbon, jadi anda memerlukan bahan tahan kakisan seperti AISI 316 keluli tahan karat. Dokumentasikan kelikatan bendalir, terlalu—cecair kelikatan yang lebih tinggi menghasilkan lebih banyak geseran, yang boleh meningkatkan haus pada permukaan dalaman paip.
-
Keadaan Persekitaran: Terangkan persekitaran di mana paip akan dipasang—ini menentukan keperluan rintangan kakisan. Tanya diri sendiri: Adakah terdapat air masin (persekitaran marin)? Bahan kimia (Loji kimia)? Kelembapan yang tinggi (gudang, kawasan pantai)? Habuk atau kotoran (pembinaan, perlombongan)? Cahaya matahari yang melampau (pemasangan luar)? Setiap faktor ini mempengaruhi bahan yang anda pilih (cth., air masin = AISI 316, habuk = penapisan yang betul untuk mengelakkan pencemaran).
-
Dimensi Paip (ID, OD, Panjang): Tentukan diameter dalam yang diperlukan (ID), diameter luar (OD), dan panjang paip. ID ditentukan oleh saiz silinder dan kadar aliran bendalir—ID yang terlalu kecil akan menyebabkan pergolakan bendalir dan lonjakan tekanan, ID yang terlalu besar akan membazirkan wang dan mengurangkan kecekapan sistem. OD selalunya ditentukan oleh kelengkapan yang anda gunakan (kebanyakan kelengkapan diseragamkan untuk memadankan saiz OD tertentu). Panjang hendaklah diukur dengan tepat—menambahkan panjang tambahan boleh menyebabkan salah jajaran, manakala panjang yang tidak mencukupi boleh menyebabkan tekanan pada paip dan kelengkapan. Saya menggunakan pita pengukur dan angkup untuk mendapatkan ukuran yang tepat; sentiasa mengukur dua kali, potong sekali (atau dalam kes ini, pilih sekali).
-
Kadar Kitaran Sistem: Jika sistem hidraulik anda adalah sistem kitaran tinggi (cth., penekan hidraulik yang berkitar 500 kali sehari, atau tali pinggang penghantar yang berjalan 24/7), anda memerlukan paip dengan rintangan keletihan yang baik. Sistem kitaran rendah (cth., injap yang membuka dan menutup sekali sehari) boleh menggunakan bahan standard, tetapi sistem kitaran tinggi memerlukan keluli aloi seperti AISI 4140 atau AISI 4340 untuk mengelakkan kegagalan keletihan.
-
Jenis Meterai: Jenis pengedap yang digunakan dalam silinder menentukan nilai Ra yang diperlukan (kemasan permukaan) daripada paip itu. Seperti yang kita bincangkan sebelum ini, Poliuretana (PU) meterai berfungsi paling baik dengan Ra 0.2–0.4 μm, manakala nitril (Nbr) anjing laut boleh mengendalikan Ra 0.4–0.8 μm. Jika anda tidak memadankan nilai Ra dengan jenis meterai, anjing laut akan cepat haus, membawa kepada kebocoran dan kerosakan paip. Dokumentasikan bahan pengedap dan pengesyoran pengilang untuk nilai Ra.
Kajian Kes: Mengelakkan Kesilapan Mahal dengan Dokumentasi Parameter yang Betul (2023)
Sebuah syarikat pembinaan di Dallas, Texas, sedang menggantikan paip yang diasah dalam sistem hidraulik penggali mereka. Paip sebelumnya telah gagal selepas itu 6 bulan, dan mereka mahu memilih paip yang lebih baik. Pasukan penyelenggaraan pada mulanya merancang untuk membeli AISI yang sama 1045 paip keluli karbon yang mereka gunakan sebelum ini, tetapi mereka memanggil saya untuk menyemak semula.
Apabila saya meminta parameter sistem mereka, mereka menyedari bahawa mereka tidak pernah mendokumentasikannya dengan betul. Mereka meneka tekanan maksimum adalah 35 MPa (tekanan nominal), tetapi apabila kita mengukurnya, kami mendapati tekanan maksimum (termasuk pancang) adalah 50 MPa. Mereka juga tidak menyedari suhu bendalir mencapai 125°C (lebih tinggi daripada had 120°C untuk AISI 1045) dan bahawa jengkaut itu beroperasi dalam persekitaran berdebu dengan kelembapan yang tinggi.
Jika mereka pergi dengan AISI 1045 sekali lagi, paip akan gagal dalam masa yang lebih singkat-mungkin 3-4 bulan. Sebaliknya, kami menggunakan parameter yang didokumenkan untuk memilih AISI 4140 paip keluli aloi (dirawat haba untuk mengendalikan 130°C) dengan 3 sistem penapisan μm (untuk mengelakkan pencemaran habuk) dan perencat kakisan (untuk kelembapan yang tinggi). Paip baru habis 1,500 jam tanpa sebarang kegagalan—menyelamatkan syarikat $80,000 dalam masa henti dan penggantian.
Pengajaran di sini: Jangan langkau langkah ini. Mendokumentasikan parameter sistem anda mengambil masa satu atau dua jam, tetapi ia boleh menjimatkan ratusan ribu ringgit anda dalam kesilapan yang mahal. Saya menyimpan templat parameter ini dalam buku nota saya, dan saya mengisinya untuk setiap pelanggan—anda juga harus melakukannya.
3.2 Langkah 2: Kira Ketebalan Dinding Minimum yang Diperlukan
Sebaik sahaja anda mempunyai parameter sistem anda didokumenkan, langkah seterusnya ialah mengira ketebalan dinding minimum yang diperlukan bagi paip yang diasah. Langkah ini memastikan paip boleh mengendalikan tekanan operasi maksimum sistem tanpa pecah—ini tidak boleh dirunding. Seperti yang kita bincangkan dalam Bab 2, formula untuk ketebalan dinding minimum (diperoleh daripada piawaian ASME B31.1) adalah:
$$t = \\frac{P \\times D}{2 \\times S \\times E}$$
di mana:
-
t = Ketebalan dinding minimum yang diperlukan (mm)
-
P = Tekanan operasi maksimum (MPa) (daripada Step 1)
-
D = Diameter luar paip (mm) (daripada Step 1)
-
S = Tegasan yang dibenarkan bagi bahan paip (MPa) – biasanya 1/4 daripada kekuatan tegangan bahan (rujuk jadual sifat bahan dalam Bab 1.3)
-
E = Kecekapan bersama (untuk paip diasah lancar, E = 1.0; untuk paip diasah yang dikimpal, E = 0.85) – Saya hampir selalu mengesyorkan paip lancar untuk sistem hidraulik, kerana paip yang dikimpal mempunyai sambungan yang lebih lemah dan lebih terdedah kepada kegagalan.
Mari kita lihat contoh sebenar untuk menunjukkan cara ini berfungsi. Katakan anda mempunyai sistem hidraulik dengan parameter berikut (daripada Step 1):
-
Tekanan operasi maksimum (P) = 50 MPa
-
Diameter luar yang diperlukan (D) = 80 mm
-
Bahan terancang = AISI 4140 besi aloi (kekuatan tegangan = 900 MPa, jadi tegasan dibenarkan S = 900 / 4 = 225 MPa)
-
Jenis paip = lancar (E = 1.0)
Memasukkan nombor ini ke dalam formula:
$$t = \\frac{50 \\kali 80}{2 \\kali 225 \\kali 1.0} = \\frac{4000}{450} \\lebih kurang 8.89 \\teks{ mm}$$
Ini bermakna ketebalan dinding minimum yang diperlukan adalah lebih kurang 8.89 mm. Saya selalu bundarkan kepada yang terdekat 0.5 mm untuk keselamatan—jadi dalam kes ini, Saya akan memilih paip dengan a 9.0 ketebalan dinding mm. Jangan sekali-kali bulatkan ke bawah; malah a 0.1 perbezaan mm boleh menyebabkan paip tidak dapat mengendalikan tekanan maksimum.
Contoh lain: Jika anda menggunakan AISI 1045 keluli karbon (kekuatan tegangan = 650 MPa, S = 162.5 MPa) untuk sistem yang sama (P = 50 MPa, D = 80 mm, E = 1.0):
$$t = \\frac{50 \\kali 80}{2 \\kali 162.5 \\kali 1.0} = \\frac{4000}{325} \\lebih kurang 12.31 \\teks{ mm}$$
di sini, ketebalan dinding minimum ialah 12.31 mm, jadi anda akan memilih a 12.5 ketebalan dinding mm. Ini menunjukkan mengapa pemilihan bahan dan pengiraan ketebalan dinding berjalan seiring—memilih bahan yang lebih lemah memerlukan dinding yang lebih tebal, yang selalunya lebih mahal daripada memilih bahan yang lebih kuat dengan dinding yang lebih nipis.
Beberapa petua utama untuk langkah ini:
-
Sentiasa gunakan tekanan operasi maksimum, bukan tekanan nominal. Jika anda tidak mempunyai bacaan yang tepat, sewa tolok tekanan dan ukurnya—ini berbaloi dengan pelaburan.
-
Gunakan tekanan yang dibenarkan yang betul (S) untuk bahan anda. Rujuk jadual sifat bahan dalam Bab 1.3, atau semak MTC pengeluar untuk kekuatan tegangan yang tepat.
-
Bulatkan ketebalan dinding kepada yang terdekat 0.5 mm untuk keselamatan. Adalah lebih baik untuk mempunyai dinding yang lebih tebal sedikit daripada dinding yang sedikit nipis—ini menambahkan margin keselamatan untuk pancang tekanan atau haus yang tidak dijangka.
-
Jika anda menggunakan paip yang dikimpal, ingat guna E = 0.85 (kecekapan bersama). Paip yang dikimpal lebih murah, tetapi mereka memerlukan dinding yang lebih tebal untuk mengendalikan tekanan yang sama seperti paip lancar—untuk kebanyakan sistem hidraulik, lancar berbaloi dengan kos tambahan.
3.3 Langkah 3: Pilih Bahan Paip yang Tepat
Sekarang anda mempunyai ketebalan dinding minimum yang diperlukan, sudah tiba masanya untuk memilih bahan paip. Langkah ini adalah tentang memadankan bahan dengan tekanan sistem anda, suhu, persekitaran, dan jenis bendalir—kami merangkumi sifat bahan utama dalam Bab 1.3, tetapi inilah cara untuk menggunakan pengetahuan itu dalam amalan.
Saya menggunakan pepohon keputusan untuk memilih bahan yang betul-ia mudah, mudah untuk diikuti, dan memastikan saya tidak terlepas sebarang faktor kritikal. Begini cara ia berfungsi:
-
Mulakan dengan tekanan: Gunakan tekanan operasi maksimum dan ketebalan dinding minimum untuk mengecilkan pilihan bahan anda. Untuk sistem tekanan rendah (<16 MPa), AISI 1045 keluli karbon biasanya mencukupi. Untuk sistem tekanan sederhana (16–35 MPa), AISI 1045 (dengan ketebalan dinding yang betul) atau AISI 4140 kerja keluli aloi. Untuk sistem tekanan tinggi (35–70 MPa), AISI 4140 adalah ideal. Untuk sistem tekanan ultra tinggi (>70 MPa), gunakan AISI 4340 besi aloi.
-
Laraskan untuk suhu: Jika suhu pengendalian sistem anda melebihi 120°C, anda memerlukan aloi tahan haba (cth., AISI 4140 marah untuk mengendalikan 130–150°C, atau AISI 4340 untuk suhu sehingga 180°C). Jika suhu turun di bawah -20°C, gunakan bahan bersuhu rendah (cth., AISI 1020 diubah suai untuk persekitaran yang sejuk, atau AISI 316 keluli tahan karat, yang mengendalikan suhu rendah dengan baik).
-
Akaun untuk kakisan: Menilai persekitaran dan jenis bendalir untuk menentukan keperluan rintangan kakisan. Jika anda berada di dalam marin, kimia, atau persekitaran kelembapan tinggi, atau menggunakan cecair yang menghakis (cth., air-glikol), pilih AISI 316 keluli tahan karat. Jika anda dalam keadaan kering, persekitaran yang ringan, keluli karbon (AISI 1045) atau keluli aloi (AISI 4140) baik—tetapi tambahkan perlindungan kakisan (perencat, salutan).
-
Pertimbangkan kadar kitaran: Untuk sistem kitaran tinggi (≥100 kitaran sehari), pilih bahan dengan rintangan keletihan yang baik (AISI 4140 atau AISI 4340). Sistem kitaran rendah boleh menggunakan AISI 1045 atau AISI 316 (jika kakisan menjadi kebimbangan).
-
Mengimbangi kos dan prestasi: Keluli tahan karat (AISI 316) lebih mahal daripada keluli karbon atau aloi, tetapi ia berbaloi jika kakisan adalah risiko. Besi aloi (AISI 4140) lebih mahal daripada AISI 1045, tetapi ia memerlukan dinding yang lebih nipis untuk sistem tekanan tinggi, yang boleh mengimbangi kos. Jangan pilih bahan yang lebih murah jika ia bermakna risiko kegagalan yang lebih tinggi—ingat kajian kes kilang automotif Jerman, mana menyimpan $200 kos setiap paip $576,000 dalam masa henti.
Mari kita gunakan pokok keputusan ini kepada contoh sebenar. Katakan anda mempunyai sistem hidraulik dengan parameter berikut:
-
Tekanan maksimum = 40 MPa (tekanan tinggi)
-
Julat suhu = -10°C hingga 110°C (julat ringan)
-
Persekitaran = Kawasan pantai (kabus air masin, kelembapan yang tinggi)
-
Bendalir = Minyak hidraulik mineral (tidak menghakis)
-
Kadar kitaran = 50 kitaran setiap hari (kitaran rendah)
-
Ketebalan dinding minimum (dikira) = 10 mm (jika menggunakan AISI 1045) atau 7 mm (jika menggunakan AISI 4140) atau 12 mm (jika menggunakan AISI 316)
Proses keputusan:
-
tekanan: 40 MPa (tekanan tinggi) → AISI 4140 adalah calon; AISI 1045 adalah mungkin tetapi memerlukan dinding yang lebih tebal; AISI 316 adalah mungkin tetapi tidak perlu untuk tekanan sahaja.
-
Suhu: -10°C hingga 110°C → Ketiga-tiga bahan (AISI 1045, AISI 4140, AISI 316) boleh mengendalikan julat ini.
-
kakisan: Kawasan pantai (kabus air masin, kelembapan yang tinggi) → AISI 1045 mempunyai rintangan kakisan yang rendah (akan cepat berkarat); AISI 4140 mempunyai rintangan kakisan sederhana (akan berkarat dari semasa ke semasa); AISI 316 mempunyai ketahanan kakisan yang tinggi (sesuai untuk air masin).
-
Kadar kitaran: 50 kitaran setiap hari (kitaran rendah) → Rintangan keletihan bukanlah kebimbangan utama.
-
Kos lwn. prestasi: AISI 316 lebih mahal, tetapi ia akan menghalang kegagalan kakisan. AISI 4140 dengan perencat kakisan dan salutan lebih murah daripada AISI 316 tetapi memerlukan penyelenggaraan yang kerap (pemeriksaan, penggantian perencat). AISI 1045 adalah paling murah tetapi akan gagal dengan cepat kerana kakisan.
Pilihan terakhir: AISI 316 keluli tahan karat dengan a 12 ketebalan dinding mm. Walaupun harganya lebih mahal, ia menghapuskan risiko kakisan dan memerlukan kurang penyelenggaraan, menjimatkan wang dalam jangka masa panjang. Sebagai alternatif, jika bajet sempit, AISI 4140 dengan salutan tahan kakisan, perencat kakisan, dan pemeriksaan boreskop bulanan akan berfungsi—tetapi ia lebih berisiko.
Contoh lain: Sistem hidraulik dalam keadaan kering, kilang dalaman dengan tekanan maksimum 25 MPa, suhu 20–80°C, minyak mineral jenis cecair, kadar kitaran 200 kitaran setiap hari.
Proses keputusan:
-
tekanan: 25 MPa (tekanan sederhana) → AISI 1045 atau AISI 4140.
-
Suhu: 20–80°C → Kedua-dua bahan berfungsi.
-
kakisan: Keringkan, dalaman → Tiada risiko kakisan; AISI 1045 baik.
-
Kadar kitaran: 200 kitaran setiap hari (kitaran tinggi) → AISI 4140 mempunyai rintangan keletihan yang lebih baik daripada AISI 1045.
-
Kos lwn. prestasi: AISI 4140 lebih mahal sedikit tetapi menghalang kegagalan keletihan.
Pilihan terakhir: AISI 4140 keluli aloi dengan ketebalan dinding minimum yang dikira (≈8 mm, dibundarkan kepada 8.5 mm).
Petua utama untuk pemilihan bahan: Sentiasa semak MTC (Sijil Ujian Bahan) daripada pembekal. MTC mengesahkan komposisi kimia dan sifat mekanikal bahan—jangan sekali-kali menerima paip tanpa MTC. Saya telah meminta pembekal menghantar AISI 1020 (lebih lemah) bukannya AISI 1045, dan MTC mendedahkan penipuan itu. Jika anda tidak pasti tentang bahan tersebut, gunakan spektrometer mudah alih untuk mengesahkan komposisi-ia adalah pelaburan kecil yang menghalang kegagalan besar.
3.4 Langkah 4: Tentukan Kemasan Permukaan yang Betul (Nilai Ra) dan Sudut Cross-Hatch
Dengan bahan dan ketebalan dinding yang dipilih, langkah seterusnya ialah menentukan kemasan permukaan (Nilai Ra) dan sudut penetasan silang—penting untuk prestasi pengedap dan aliran bendalir. Seperti yang kita bincangkan dalam Bab 1.1, nilai Ra dan sudut penetasan silang mesti sepadan dengan jenis pengedap dan keperluan sistem.
Berikut ialah cara untuk menentukan parameter ini dengan betul:
-
Tentukan nilai Ra yang diperlukan berdasarkan jenis pengedap:Poliuretana (PU) anjing laut (paling biasa): Ra 0.2–0.4 μm
-
Nitril (Nbr) anjing laut: Ra 0.4–0.8 μm
-
Fluorokarbon (FKM) anjing laut (suhu tinggi, tahan bahan kimia): Ra 0.3–0.6 μm
-
meterai PTFE (geseran rendah): Ra 0.1–0.3 μm
-
Nyatakan sudut tetas silang: Untuk kebanyakan aplikasi hidraulik, sudut penetasan silang yang ideal ialah 30–45 darjah berbanding paksi paip. Sudut ini mengekalkan minyak hidraulik, melincirkan pengedap dan mengurangkan geseran. Jika sudutnya terlalu curam (>45 darjah), ia tidak menyimpan minyak yang mencukupi; jika terlalu cetek (<30 darjah), anjing laut boleh menangkap di tepi, menyebabkan kehausan. Saya menyatakan 35–40 darjah untuk kebanyakan sistem—ia adalah jalan tengah yang selamat.
-
Memerlukan konsistensi: Nilai Ra mestilah konsisten merentas keseluruhan panjang paip—variasi hendaklah tidak lebih daripada ±0.1 μm. Sebagai contoh, jika anda nyatakan Ra 0.3 Μm, paip hendaklah berukuran 0.2–0.4 μm pada setiap titik (berhampiran kedua-dua hujung dan tengah). Nilai Ra yang tidak konsisten menyebabkan kehausan dan kebocoran pengedap yang tidak sekata.
-
Nyatakan saiz pasir mengasah: Untuk memastikan nilai Ra dan corak tetas silang yang betul, nyatakan saiz pasir batu mengasah. Untuk Ra 0.2–0.4 μm, gunakan batu 240 grit untuk mengasah penamat (120-pasir untuk mengasah kasar). Untuk Ra 0.4–0.8 μm, gunakan batu 180 grit untuk mengasah penamat. Ini memastikan pembekal menggunakan alatan yang betul untuk mencapai kemasan permukaan yang diingini.
Kajian Kes: Nilai Ra Salah Menyebabkan Kegagalan Pengedap (2022)
Sebuah kilang pemprosesan makanan di Chicago menggunakan silinder hidraulik dengan pengedap PU untuk mengendalikan mesin pembungkusan mereka. Mereka memilih AISI 316 paip keluli tahan karat (betul untuk basah, persekitaran yang menghakis) dengan ketebalan dinding yang betul (10 mm) untuk mereka 20 sistem MPa. Tetapi dalam masa sebulan, anjing laut mula bocor—setiap minggu, mereka terpaksa menggantikan 5–6 meterai, menelan belanja beribu-ribu dalam masa henti dan alat ganti.
Apabila saya memeriksa paip, Saya dapati nilai Ra ialah 0.1 μm—terlalu licin untuk pengedap PU. Pembekal telah menggunakan batu asah 320 grit (bukannya 240-grit), mencipta permukaan yang terlalu licin untuk digenggam pengedap. Pengedap tidak dapat mengekalkan minyak hidraulik, membawa kepada kebocoran dan kehausan yang cepat.
Penyelesaiannya adalah mudah: kami meminta pembekal mengasah semula paip dengan batu 240 grit, mencapai nilai Ra yang konsisten daripada 0.3 μm dan sudut tetas silang 35 darjah. Kami juga menggantikan pengedap yang haus dengan pengedap PU yang baharu. Selepas itu, hayat anjing laut meningkat daripada satu minggu kepada enam bulan—menyelamatkan tumbuhan itu $80,000 setahun dalam penggantian meterai dan masa henti.
Pengajaran di sini: Jangan anggap pembekal akan mendapat nilai Ra dengan betul—nyatakan dengan jelas dalam pesanan anda, bersama dengan sudut tetas silang dan saiz pasir. Sentiasa ukur nilai Ra dengan profilometer sebelum memasang paip; jika ia di luar spesifikasi, hantar mereka balik.
3.5 Langkah 5: Sahkan Ketepatan Dimensi (Had terima)
Walaupun anda telah memilih bahan yang betul, ketebalan dinding, dan kemasan permukaan, paip dengan ketepatan dimensi yang lemah akan gagal. Paip keluli yang diasah adalah komponen ketepatan, dan ID mereka, OD, ketebalan dinding, dan kelurusan mesti memenuhi had terima yang ketat untuk memastikan keserasian dengan silinder dan kelengkapan.
Begini cara untuk mengesahkan ketepatan dimensi, menggunakan toleransi yang kami bincangkan dalam Bab 1.2 (berdasarkan ISO 286-1:2025):
-
Diameter dalaman (ID) Toleransi:Tekanan rendah (<16 MPa): ±0.03 mm
-
Tekanan sederhana (16–35 MPa): ±0.02 mm
-
Tekanan tinggi (35–70 MPa): ±0.01 mm
-
Tekanan ultra-tinggi (>70 MPa): ±0.005 mm
-
Toleransi ketebalan dinding:Tekanan rendah (<16 MPa): ±0.08 mm
-
Tekanan sederhana (16–35 MPa): ±0.05 mm
-
Tekanan tinggi (35–70 MPa): ±0.03 mm
-
Tekanan ultra-tinggi (>70 MPa): ±0.02 mm
-
Toleransi Kelurusan: maksimum 0.1 mm/m untuk sistem tekanan tinggi, 0.15 mm/m untuk tekanan sederhana, dan 0.2 mm/m untuk tekanan rendah. Untuk mengukur kelurusan, letakkan paip di atas permukaan rata dan gunakan alat penjajaran lurus atau laser untuk memeriksa lenturan. Paip yang dibengkokkan oleh hanya 0.2 mm/m akan menyebabkan omboh merampas berulang kali.
-
Diameter luaran (OD) Toleransi: Biasanya ±0.05 mm untuk kebanyakan aplikasi hidraulik. OD mesti sepadan dengan kelengkapan yang anda gunakan—jika OD terlalu besar, pemasangan tidak akan meluncur; jika terlalu kecil, ia tidak akan mengelak dengan betul.
Saya membawa caliper mudah alih, mikrometer, dan alat penjajaran laser dengan saya untuk setiap kerja, dan saya menyemak toleransi ini untuk setiap paip sebelum pemasangan. Ia mengambil masa 5-10 minit setiap paip, tetapi ia menghalang kegagalan yang disebabkan oleh ketepatan dimensi yang lemah.
contoh: Sistem hidraulik tekanan tinggi (50 MPa) menggunakan paip yang diasah dengan ID 100 mm, OD 120 mm, panjang 2 meter. Toleransi sepatutnya:
-
ID: ±0.01 mm, tirus ≤0.01 mm
-
Ketebalan dinding: ±0.03 mm (minimum yang dikira 8.89 mm, jadi ketebalan sebenar hendaklah 8.86–8.92 mm)
-
Straightness: ≤0.2 mm (0.1 mm/m × 2 m)
-
OD: ±0.05 mm (119.95–120.05 mm)
Jika ID paip mengukur 100.02 mm di bahagian atas dan 99.98 mm di bahagian bawah (variasi 0.04 mm), ia di luar spesifikasi dan harus ditolak. Walaupun purata ID adalah betul, tirus akan menyebabkan omboh terikat.
3.6 Langkah 6: Pilih Pembekal Bereputasi dan Sahkan Kawalan Kualiti
Anda boleh melakukan semuanya dengan betul—parameter dokumen, mengira ketebalan dinding, pilih bahan dan kemasan permukaan yang betul—tetapi jika anda memilih pembekal yang tidak baik, anda masih akan mendapat paip yang rosak. Kawalan kualiti pembekal (QC) proses adalah penting untuk memastikan paip memenuhi spesifikasi anda.
Begini cara untuk memilih pembekal yang bereputasi dan mengesahkan QC mereka:
-
Minta rujukan: Pembekal yang baik tidak akan menghadapi masalah menyediakan rujukan daripada pelanggan dalam industri anda. Hubungi rujukan ini dan tanya tentang pengalaman mereka: Adakah paip memenuhi spesifikasi? Adakah terdapat sebarang kegagalan? Sejauh mana responsif pembekal terhadap isu? Saya pernah menghubungi rujukan untuk pembekal dan mendapati mereka menghantar paip secara konsisten dengan nilai Ra yang salah—menyelamatkan saya daripada kesilapan yang mahal.
-
Semak proses QC mereka: Minta pembekal menerangkan proses QC mereka. Adakah mereka mengukur nilai Ra dan toleransi dimensi untuk setiap paip? Adakah mereka menguji komposisi bahan (cth., menggunakan spektrometer)? Adakah mereka menyediakan MTC untuk setiap kumpulan? Pembekal yang bereputasi baik akan mempunyai proses QC yang didokumenkan dan dengan senang hati akan berkongsi dengan anda. Elakkan pembekal yang tidak dapat menjelaskan proses QC mereka—mereka mengambil jalan keluar.
-
Minta sampel: Sebelum menempah batch yang banyak, minta sampel paip. Uji komposisi bahan sampel, ketepatan dimensi, kemasan permukaan, dan sudut tetas silang. Jika sampel tidak memenuhi spesifikasi anda, jangan pesan daripada pembekal itu. Adalah lebih baik untuk membayar sampel daripada menerima sekumpulan paip yang rosak.
-
Sahkan MTC: Untuk setiap kumpulan paip, minta Sijil Ujian Bahan (MTC) yang sepadan dengan nombor kelompok pada paip. MTC harus disertakan: komposisi kimia, kekuatan tegangan, kekuatan alah, dan sebarang rawatan haba digunakan. Sahkan silang MTC dengan ujian anda sendiri (cth., menggunakan spektrometer untuk memeriksa komposisi bahan) jika anda mempunyai sebarang keraguan.
-
Semak masa utama dan perkhidmatan pelanggan: Pembekal yang baik akan mempunyai masa memimpin yang munasabah (2–4 minggu untuk paip standard, 4–6 minggu untuk paip tersuai) dan perkhidmatan pelanggan yang responsif. Jika anda mempunyai masalah dengan paip, mereka harus menyelesaikannya dengan cepat (cth., menggantikan paip yang rosak secara percuma). Elakkan pembekal dengan masa pendahuluan yang panjang atau perkhidmatan pelanggan yang tidak responsif—anda tidak mahu menunggu berminggu-minggu untuk mendapatkan paip pengganti apabila sistem anda rosak.
Kajian Kes: Memilih Pembekal yang Salah Menyebabkan Kelewatan yang Mahal (2021)
Sebuah syarikat perlombongan di Australia diperlukan 50 paip diasah untuk sistem hidraulik tekanan tinggi mereka (60 MPa). Mereka memilih pembekal murah tanpa rujukan, berfikir mereka akan menjimatkan wang. Pembekal menjanjikan masa tunggu 2 minggu, tapi paip dah sampai 4 minggu lewat-dan apabila syarikat perlombongan memeriksa mereka, mereka jumpa:
-
Bahan: AISI 1045 bukannya AISI yang dipesan 4140 (disahkan melalui spektrometer)
-
Nilai Ra: 0.8 μm bukannya yang dinyatakan 0.3 Μm
-
Toleransi ID: ±0.02 mm bukannya ±0.01 mm
Syarikat perlombongan terpaksa menghantar semula paip tersebut, dan pembekal enggan memulangkan wang mereka—mereka terpaksa memesan daripada pembekal yang bereputasi, yang mengambil satu lagi 4 minggu. Jumlah masa henti: 8 minggu. Jumlah kos: $400,000 (kehilangan pengeluaran, kos pesanan semula, penghantaran dipercepatkan).
Jika mereka meluangkan masa untuk menyemak rujukan, mengesahkan proses QC pembekal, dan minta sampel, mereka boleh mengelak bencana ini. pelajaran: Jangan pilih pembekal berdasarkan harga semata-mata—pilih yang mempunyai rekod prestasi yang terbukti kualiti dan kebolehpercayaan.
3.7 Langkah 7: Pemeriksaan dan Penyediaan Pra-Pemasangan
Anda telah memilih paip yang betul, menerimanya daripada pembekal yang bereputasi, dan mengesahkan semua spesifikasi—tetapi tugas anda belum selesai. Langkah terakhir sebelum pemasangan adalah untuk memeriksa paip kali terakhir dan menyediakannya untuk pemasangan. Langkah ini memastikan anda menangkap sebarang kerosakan yang mungkin berlaku semasa penghantaran dan menyediakan paip untuk prestasi optimum.
Inilah senarai semak prapemasangan saya:
-
Pemeriksaan visual: Periksa paip untuk sebarang kerosakan yang kelihatan—penyok, calar, lenturan, atau karat. Malah lekuk kecil boleh melemahkan dinding paip, dan calar pada permukaan dalam boleh menyebabkan kehausan meterai. Jika paip dihantar dengan penutup plastik di hujungnya, keluarkannya dan semak kotoran atau serpihan di dalam paip.
-
Semak semula Spesifikasi Utama: Ukur nilai Ra, ID, ketebalan dinding, dan kelurusan buat kali terakhir. Penghantaran kadangkala boleh merosakkan paip (cth., lenturan, menggaru), jadi penting untuk mengesahkan spesifikasi masih teratur.
-
Bersihkan Paip: Siram paip dengan minyak hidraulik bersih (memadankan minyak dalam sistem anda) pada tekanan rendah (5–10 MPa) selama 5–10 minit. Ini menghilangkan sebarang sisa yang melelas daripada proses mengasah atau serpihan daripada penghantaran. Malah sejumlah kecil sisa boleh mencalarkan pengedap dan permukaan dalaman paip. Saya menggunakan alat pembilasan mudah alih untuk ini—ia cepat dan berkesan.
-
Bersihkan Benang/Kelengkapan: Jika paip mempunyai hujung atau bebibir berulir, bersihkannya dengan berus dawai atau kain untuk menghilangkan kotoran, serpihan, atau karat. Benang yang kotor boleh menyebabkan kebocoran atau merosakkan pemasangan semasa pemasangan.
-
Sapukan Kompaun Anti-Rampasan (jika perlu): Untuk sambungan berulir, sapukan sedikit kompaun anti rampas pada benang (elakkan ia masuk ke dalam paip). Ini menghalang benang daripada merampas (melekat) semasa pemasangan dan penyingkiran, dan ia membantu mencipta meterai yang ketat. Gunakan sebatian yang serasi dengan cecair hidraulik anda—tanya pembekal anda untuk mendapatkan cadangan.
-
Lindungi Paip Semasa Pemasangan: Pastikan paip bersih dan dilindungi semasa pemasangan—jangan seretnya ke atas tanah, pukul dengan alatan, atau lepaskan. Gunakan kereta untuk mengangkut paip, dan pastikan hujungnya dihadkan sehingga anda bersedia untuk menyambungkannya ke silinder atau pemasangan. Ini menghalang calar dan serpihan daripada memasuki paip.
Setelah anda melengkapkan senarai semak ini, paip sedia untuk dipasang. Ingat untuk mengikuti proses pemasangan yang betul yang kami bincangkan dalam Bab 2.4: selaraskan paip dengan sempurna (tidak memalu), ketatkan kelengkapan dengan sepana tork, dan menguji sistem sebelum beroperasi sepenuhnya.
Nota Akhir: Proses 7 langkah ini direka bentuk untuk menjadi fleksibel—menyesuaikannya dengan sistem dan aplikasi khusus anda. Setiap sistem hidraulik adalah unik, dan akan ada masanya anda perlu melaraskan langkah (cth., memilih bahan tersuai untuk suhu yang melampau). Tetapi jika anda mengikuti langkah-langkah ini, anda akan menghapuskan 99% daripada tekaan dan pilih paip keluli yang diasah yang boleh dipercayai, tahan lama, dan disesuaikan dengan keperluan anda.

Selama bertahun, Saya telah melihat ramai jurutera melangkau langkah dalam proses ini—membuat langkah untuk menjimatkan masa atau wang—hanya untuk menangani kegagalan yang mahal. Jangan jadi salah seorang daripada mereka. Luangkan masa untuk mendokumenkan parameter anda, mengira ketebalan dinding, pilih bahan dan kemasan permukaan yang betul, mengesahkan ketepatan dimensi, pilih pembekal yang bereputasi, dan sediakan paip untuk pemasangan. Ini adalah pelaburan kecil masa di muka yang akan menjimatkan beribu-ribu masa henti anda, pengganti, dan sakit kepala di jalan raya.
4. Kesilapan Pemilihan Biasa untuk Dielakkan + Petua Penyelenggaraan Praktikal
Walaupun dengan proses pemilihan langkah demi langkah di atas, jurutera masih jatuh ke dalam perangkap yang boleh dielakkan apabila memilih paip keluli yang diasah—dan ramai yang mengabaikan penyelenggaraan yang betul, yang memendekkan hayat perkhidmatan paip secara mendadak. Dalam bab ini, Saya akan memecahkan kesilapan pemilihan yang paling biasa yang pernah saya lihat (dan tetap) ke atas 18 tahun, bersama-sama dengan petua penyelenggaraan yang terbukti di lapangan untuk memastikan paip asah anda berjalan lancar selama bertahun-tahun. Petua ini bukan sekadar teori—ia diperoleh daripada kajian kes kegagalan yang sama yang telah kami bincangkan, direka untuk membantu anda mengelak daripada mengulangi ralat mahal yang sama.
4.1 Atas 5 Kesilapan Pemilihan (Dan Cara Mengemudi Jelas)
Kesilapan pemilihan adalah punca utama 60% kegagalan paip yang diasah yang pernah saya temui—kebanyakannya boleh dielakkan dengan sedikit perhatian tambahan terhadap perincian. Mari kita pecahkan yang paling kerap, mengapa ia berlaku, dan cara mencegahnya.
Kesilapan 1: Memilih Paip Berdasarkan Harga, Bukan Prestasi

Ini adalah kesilapan yang paling biasa. Jurutera dan pasukan pemerolehan selalunya memilih paip asah termurah yang ada, mengabaikan spesifikasi kritikal seperti bahan, kemasan permukaan, dan toleransi. Seperti yang kita lihat dalam kajian kes kilang automotif Jerman, penjimatan $200 setiap paip boleh kos lebih $500,000 dalam masa henti dan pembaikan.
Mengapa ia berbahaya: Paip murah selalunya menggunakan bahan yang lebih rendah (cth., AISI 1020 bukannya AISI 1045), kualiti mengasah yang kurang baik (nilai Ra yang tidak konsisten, sudut tetas silang yang salah), dan toleransi yang longgar. Paip ini gagal dengan cepat—biasanya dalam masa 3–6 bulan—dan boleh merosakkan komponen sistem lain (anjing laut, silinder, pam) dalam proses.
Bagaimana untuk mengelakkannya: Utamakan jumlah kos pemilikan (TCO), bukan harga pendahuluan. Paip yang lebih mahal sedikit yang memenuhi semua spesifikasi anda akan bertahan 3–5 kali lebih lama, menjimatkan wang anda dalam penggantian dan masa rehat. Gunakan proses pemilihan 7 langkah untuk menentukan keperluan anda terlebih dahulu, kemudian bandingkan pembekal berdasarkan kualiti (bukan sahaja kos). Minta pembekal untuk pecahan TCO—kebanyakan akan dengan senang hati memberikannya untuk mewajarkan harga mereka.
Kesilapan 2: Mengabaikan Pancang Tekanan Semasa Mengira Ketebalan Dinding
Ramai jurutera menggunakan tekanan nominal sistem (tekanan ia beroperasi pada kebanyakan masa) untuk mengira ketebalan dinding, bukannya tekanan maksimum (termasuk pancang). Pancang tekanan adalah perkara biasa dalam sistem hidraulik-disebabkan oleh berhenti secara tiba-tiba, penutupan injap, atau impak silinder—dan boleh 20–30% lebih tinggi daripada tekanan nominal.
Mengapa ia berbahaya: Paip bersaiz untuk tekanan nominal akan menjadi terlalu nipis untuk mengendalikan pancang, membawa kepada regangan, melemah, dan akhirnya pecah. Saya pernah melihat ini berlaku di tapak pembinaan di Dubai, di mana saiz paip untuk 35 MPa (nominal) gagal apabila lonjakan tekanan mencapai 45 MPa—hanya 2 minggu selepas pemasangan.
Bagaimana untuk mengelakkannya: Ukur tekanan maksimum sistem (termasuk pancang) menggunakan tolok tekanan dalam tempoh 24 jam. Jika anda tidak dapat mengukurnya, tambah a 25% margin keselamatan kepada tekanan nominal semasa mengira ketebalan dinding. Sebagai contoh, jika tekanan nominal ialah 40 MPa, penggunaan 50 MPa untuk pengiraan anda. Ini menambah penimbal kritikal untuk pancang.
Kesilapan 3: Kemasan Permukaan Tidak Padan (Nilai Ra) kepada Jenis Meterai
Jurutera selalunya menentukan nilai Ra generik (cth., 0.5 Μm) tanpa memeriksa sama ada ia serasi dengan jenis pengedapnya. Seperti yang kita lihat dalam kajian kes kilang pemprosesan makanan Chicago, permukaan yang terlalu licin (Ra < 0.2 Μm) untuk pengedap PU menyebabkan kebocoran, manakala permukaan yang terlalu kasar (Ra > 0.8 Μm) menyebabkan kehausan meterai yang cepat.
Mengapa ia berbahaya: Nilai Ra yang tidak sepadan mengurangkan hayat pengedap sebanyak 70–80%, membawa kepada kebocoran yang kerap dan masa henti yang tidak dirancang. Ia juga meningkatkan geseran antara meterai dan paip, yang boleh memanaskan bendalir dan merosakkan silinder.
Bagaimana untuk mengelakkannya: Sentiasa semak pengesyoran pengeluar meterai anda untuk nilai Ra. Simpan carta rujukan cepat berguna:
-
PU (Poliuretana) anjing laut: Ra 0.2–0.4 μm
-
Nbr (Nitril) anjing laut: Ra 0.4–0.8 μm
-
FKM (Fluorokarbon) anjing laut: Ra 0.3–0.6 μm
-
Ptfe (Politetrafluoroetilena) anjing laut: Ra 0.1–0.3 μm
Nyatakan nilai Ra ini dengan jelas kepada pembekal anda, dan ukur dengan profilometer sebelum pemasangan.
Kesilapan 4: Menghadapi Rintangan Kakisan dalam Persekitaran "Ringan".
Ramai jurutera menganggap bahawa keluli karbon (AISI 1045) adalah mencukupi untuk persekitaran "ringan". (cth., gudang dalaman), tetapi walaupun sedikit lembapan atau kelembapan boleh menyebabkan kakisan dari semasa ke semasa. Saya telah melihat paip keluli karbon terhakis di gudang kering dengan kelembapan yang tinggi—kegagalan berlaku dalam 2 tahun, bukannya 5–7 yang dijangkakan.
Mengapa ia berbahaya: Kakisan melemahkan dinding paip, mencipta pitting, dan mengurangkan kekuatan tegangan. Ia selalunya tidak kelihatan dari luar, jadi ia boleh menyebabkan kegagalan mendadak tanpa amaran.
Bagaimana untuk mengelakkannya: Nilaikan risiko kakisan walaupun dalam persekitaran yang sederhana. Jika kelembapan relatif melebihi 60%, atau jika sistem menggunakan cecair air-glikol, tambah perlindungan kakisan:
-
Gunakan perencat kakisan dalam minyak hidraulik (pilih satu yang serasi dengan bahan paip anda).
-
Sapukan salutan tahan kakisan pada permukaan luar paip.
-
Untuk kebolehpercayaan jangka panjang, pertimbangkan AISI 4140 besi aloi (rintangan kakisan sederhana) bukannya AISI 1045.
Kesilapan 5: Andaikan Semua Pembekal Adalah Sama
Tidak semua pembekal paip yang diasah mempunyai standard kualiti yang sama. Banyak pembekal "belanjawan" memotong sudut pada QC—menggunakan batu mengasah yang haus, ponteng ujian bahan, atau memalsukan MTC. Saya telah melihat pembekal melepaskan AISI 1020 sebagai AISI 1045, dan paip dengan nilai Ra dua kali ganda had yang ditentukan.
Mengapa ia berbahaya: Paip yang rosak daripada pembekal berkualiti rendah gagal dengan cepat dan boleh merosakkan komponen sistem lain. Mereka juga sering datang tanpa jaminan, jadi anda terperangkap dengan kos penggantian dan masa henti.
Bagaimana untuk mengelakkannya: Pembekal doktor haiwan dengan teliti (seperti yang digariskan dalam Langkah 6 daripada proses pemilihan). Minta rujukan, meminta paip sampel untuk ujian, dan sahkan MTC dengan spektrometer mudah alih. Elakkan pembekal yang tidak dapat memberikan dokumentasi yang jelas tentang proses QC mereka.
4.2 Petua Penyelenggaraan Praktikal untuk Memanjangkan Hayat Perkhidmatan Paip
Malah paip keluli yang diasah terbaik akan gagal sebelum waktunya tanpa penyelenggaraan yang betul. Berita baiknya ialah kebanyakan tugas penyelenggaraan adalah mudah, kos rendah, dan boleh disepadukan ke dalam pemeriksaan sistem biasa anda. Petua ini akan memanjangkan hayat perkhidmatan paip anda sebanyak 2-3 kali, menjimatkan masa dan wang anda.
Petua 1: Periksa Permukaan Paip secara kerap (Dalam dan Luar)
Periksa permukaan luar paip setiap bulan untuk tanda-tanda kakisan, kemek, atau calar. Gunakan borescope untuk memeriksa permukaan dalam setiap 3-6 bulan (lebih kerap dalam persekitaran yang keras) untuk mengadu, karat, atau calar. Walaupun calar kecil (>0.5 μm dalam) boleh menyebabkan kehausan meterai, jadi atasi mereka lebih awal.
Bagaimana untuk melakukannya: Untuk pemeriksaan luar, lap paip dengan kain bersih—karat atau kakisan akan meninggalkan sisa coklat kemerahan. Untuk pemeriksaan dalaman, gunakan borescope mudah alih (tersedia dengan harga $200–$500) untuk memeriksa keseluruhan panjang paip. Jika anda mendapati calar kecil, siram paip dengan minyak bersih untuk membuang serpihan; jika pitting ada, tambah perencat kakisan atau gantikan paip jika kerosakan teruk.
Petua 2: Mengekalkan Bendalir Hidraulik Bersih (Kritikal untuk Pencegahan Pencemaran)
Pencemaran adalah #1 punca kehausan paip pramatang, jadi memastikan cecair hidraulik bersih tidak boleh dirundingkan. Pasang penapis berkualiti tinggi (3–5 μm) untuk menangkap zarah kecil, dan menggantikan penapis setiap 6 bulan (atau lebih kerap dalam persekitaran yang kotor seperti pembinaan atau perlombongan).
Bagaimana untuk melakukannya: Uji minyak hidraulik setiap 2-4 minggu untuk pencemaran (gunakan pembilang zarah atau hantar sampel ke makmal). Jika minyak mengandungi lebih daripada 50 zarah per mililiter lebih besar daripada 10 Μm, siram sistem dan gantikan penapis. juga, simpan kandungan lembapan minyak di bawah 0.1% menggunakan bahan pengering—kelembapan mempercepatkan kakisan.

Petua 3: Pantau Suhu dan Tekanan Sistem
Lonjakan suhu dan tekanan yang berlebihan memendekkan hayat paip secara mendadak. Pasang tolok suhu dan tolok tekanan untuk memantau parameter ini setiap hari. Jika suhu melebihi 120°C (untuk kebanyakan keluli karbon/aloi) atau jika lonjakan tekanan melebihi 25% daripada tekanan nominal, siasat punca segera.
Bagaimana untuk melakukannya: Sediakan amaran untuk suhu dan ambang tekanan. Jika suhu terlalu tinggi, memasang sistem penyejukan (cth., penukar haba) atau alihkan paip dari sumber haba (cth., relau). Jika lonjakan tekanan kerap berlaku, semak masalah injap, silinder bocor, atau haus pam—ini adalah punca biasa pancang.
Petua 4: Lubricate Seal dan Periksa Kelengkapan Selalu
Seal haus dari semasa ke semasa, yang boleh menyebabkan kebocoran dan merosakkan permukaan dalaman paip. Lubricate pengedap dengan minyak hidraulik setiap bulan untuk mengurangkan geseran. juga, semak kelengkapan setiap 2 minggu untuk memastikan ia diketatkan dengan betul—pelengkapan longgar menyebabkan kebocoran dan membenarkan bahan cemar memasuki paip.
Bagaimana untuk melakukannya: Gunakan sepana tork untuk memeriksa ketat pemasangan (rujuk carta tork anda). Sapukan sedikit kompaun anti rampas pada setiap kelengkapan berulir 6 bulan untuk mengelakkan rampasan. Gantikan pengedap setiap 12-18 bulan (atau lebih cepat jika kebocoran dikesan) untuk mengelakkan kerosakan pada paip.
Petua 5: Siram Sistem Setiap Tahun (atau Selepas Kegagalan Besar)
Lama kelamaan, cecair hidraulik rosak, dan serpihan terkumpul dalam sistem. Membilas sistem setiap tahun mengeluarkan cecair lama, serpihan, dan sisa yang melelas, yang menghalang haus pada permukaan dalaman paip. Siram sistem dengan segera selepas kegagalan besar (cth., paip pecah, kegagalan pam) untuk menghapuskan sebarang pencemaran yang disebabkan oleh kegagalan.
Bagaimana untuk melakukannya: Toskan minyak hidraulik lama, keluarkan dan bersihkan penapis, kemudian siram sistem dengan bersih, minyak hidraulik kelikatan rendah pada tekanan rendah (5–10 MPa) selama 10–15 minit. Toskan minyak siram, menggantikan penapis, dan isi semula sistem dengan minyak segar yang memenuhi spesifikasi sistem anda.
Petua 6: Simpan Paip Ganti Dengan Betul
Paip ganti yang diasah adalah penting untuk meminimumkan masa henti, tetapi storan yang tidak betul boleh merosakkannya sebelum ia dipasang. Simpan paip di tempat yang kering, kawasan bersih (kelembapan relatif <60%) jauh dari sumber haba dan bahan menghakis.
Bagaimana untuk beroperasi:Tutup kedua-dua hujung tiub dengan penutup plastik,Mengelakkan habuk dan serpihan keluar。Letakkan paip secara mendatar pada rak (jangan susun secara menegak,Ini akan menyebabkan paip bengkok)。Jika disimpan lebih dari 6 bulan,Sila sapukan lapisan nipis minyak anti-karat pada permukaan luar paip。
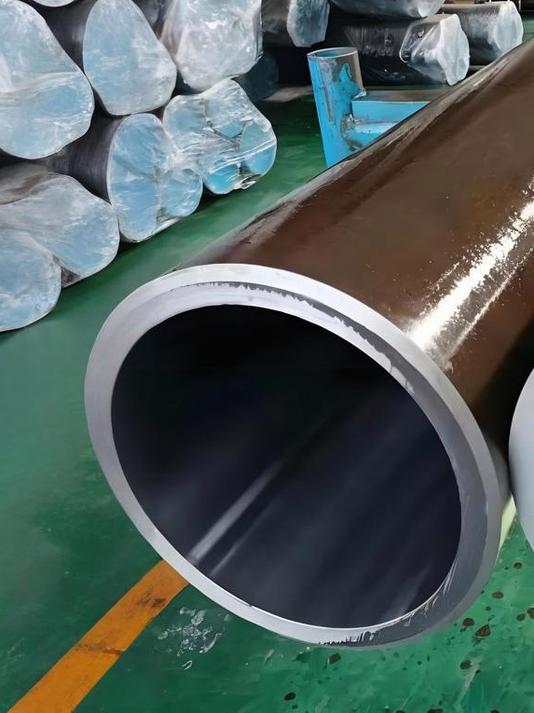
4.3 Senarai Semak Penyelenggaraan Akhir (Cetak dan Simpan dalam Kotak Alat Anda)
Untuk memudahkan penyelenggaraan, Saya telah membuat senarai semak pantas yang boleh anda cetak dan sentiasa berguna. Gunakannya semasa pemeriksaan sistem biasa anda untuk memastikan anda tidak terlepas apa-apa:
-
Bulanan: Periksa permukaan paip luar sama ada kakisan/penyok; pelincir meterai; semak ketat pemasangan.
-
Setiap 2–4 Minggu: Uji minyak hidraulik untuk pencemaran; periksa tolok suhu/tekanan.
-
Setiap 3–6 Bulan: Periksa permukaan paip dalam dengan borescope; menggantikan penapis; sapukan anti rampas pada kelengkapan.
-
Setiap tahun: Siram sistem hidraulik; menggantikan meterai; periksa paip ganti untuk kerosakan.
-
Selepas Kegagalan: Siram sistem; periksa semua paip untuk pencemaran/kerosakan; sahkan spesifikasi pembekal jika menggantikan paip.
Dengan mengelakkan kesilapan pemilihan biasa dan mengikuti petua penyelenggaraan ini, anda akan memaksimumkan hayat perkhidmatan paip keluli yang diasah anda dan memastikan sistem hidraulik anda berjalan lancar. Ingat: penyelenggaraan bukanlah sesuatu yang difikirkan selepas itu—ia adalah pelaburan yang menjimatkan ribuan anda dalam masa henti dan penggantian. Selama bertahun, Saya telah melihat pelanggan mengurangkan kegagalan paip dengan 80% hanya dengan melaksanakan petua mudah ini—anda juga boleh.
Berikut ialah dua kes kegagalan berkaitan penyelenggaraan dunia sebenar untuk memandu pulang ke rumah ini, kedua-duanya daripada pelanggan yang saya pernah bekerja pada tahun lalu. Yang pertama melibatkan kilang pembuatan bersaiz sederhana di Ohio yang mengabaikan pembilasan minyak biasa dan penggantian penapis. Tumbuhan itu mempunyai a 30 Sistem hidraulik MPa menggunakan AISI 4140 paip diasah, dan semasa mereka memilih spesifikasi paip yang betul, mereka hanya menggantikan penapis hidraulik sekali setahun (bukannya setiap 6 bulan) dan tidak pernah membersihkan sistem. selepas 18 bulan, zarah logam kecil daripada pam haus terkumpul di dalam minyak, menggaru permukaan dalaman paip yang diasah (boleh dilihat melalui borescope) dan menyebabkan kebocoran meterai. Tumbuhan itu berpengalaman 3 kegagalan paip masuk 2 bulan, kos $90,000 dalam masa henti dan penggantian. Sebaik sahaja mereka melaksanakan ujian pencemaran minyak bulanan, perubahan penapis dwi-tahunan, dan pembilasan sistem tahunan, mereka mempunyai kegagalan paip sifar pada seterusnya 12 bulan—membuktikan bagaimana tugas penyelenggaraan kos rendah menghalang kerosakan yang mahal.
Kes kedua ialah syarikat pembinaan di North Carolina yang melangkau pemeriksaan borescope biasa untuk kakisan paip dalam. Jengkaut syarikat beroperasi dalam keadaan lembap, persekitaran berdebu, Menggunakan AISI 1045 paip diasah dengan perencat kakisan—tetapi ia hanya memeriksa permukaan luar paip setiap bulan, tidak pernah batin. selepas 2 tahun, paip pecah semasa operasi, dan pemeriksaan mendedahkan kakisan lubang dalaman yang teruk yang tidak dapat dikesan. Hakisan disebabkan oleh pengumpulan lembapan dalam minyak hidraulik (yang mereka tidak pantau) dan pencemaran habuk. Penyelesaiannya adalah mudah: menambah pemeriksaan borescope suku tahunan bagi permukaan paip dalam dan ujian kelembapan bulanan minyak hidraulik. Mereka juga menggantikan paip yang haus dengan AISI 4140 (untuk ketahanan kakisan yang lebih baik) dan melaraskan jadual penyelenggaraan mereka untuk memasukkan tugas-tugas ini. Sejak itu, kadar kegagalan paip penggali mereka menurun daripada 4 setahun kepada sifar, lebih menjimatkan $120,000 setiap tahun.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}