

Paip lentur induksi untuk sistem paip
Mungkin 26, 2025
Paip 5L Karbon Keluli Karbon Dalaman
Jun 4, 2025
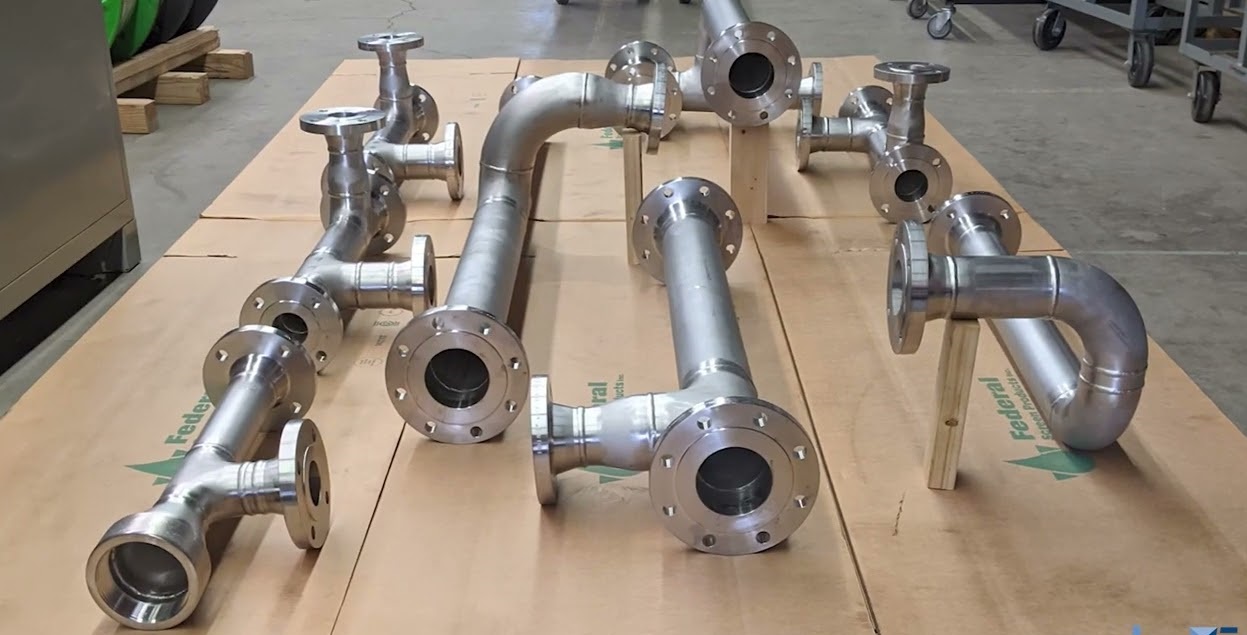
Fabrikasi Spool Paip: Analisis saintifik terperinci
Fabrikasi kilat paip adalah proses kritikal dalam industri seperti minyak dan gas, petrokimia, penjanaan tenaga, rawatan air, dan farmaseutikal, Di mana sistem paip pra-dipasang diperlukan untuk pemasangan yang cekap di tapak pembinaan. Pipa Pipa adalah bahagian pasang siap dari sistem paip, biasanya terdiri daripada paip, kelengkapan (siku, T, pengurang), bebibir, injap, dan komponen lain, dipasang di persekitaran terkawal (bengkel atau kilang) sebelum dihantar ke laman web untuk pemasangan. Kaedah ini meningkatkan kecekapan, mengurangkan buruh di tempat, dan memastikan piawaian berkualiti tinggi melalui proses fabrikasi terkawal.
Analisis ini akan meliputi bidang utama berikut:
- Gambaran keseluruhan fabrikasi kilat paip
- Parameter utama dalam fabrikasi kilat paip (dengan jadual)
- Analisis saintifik dan teknikal proses
- Pemilihan bahan dan kesannya
- Teknik dan peralatan fabrikasi
- Kawalan dan piawaian kualiti
- Pertimbangan pengoptimuman dan kecekapan
- Kajian kes dan aplikasi praktikal
- Kesimpulan
1. Gambaran keseluruhan fabrikasi kilat paip
Fabrikasi kilat paip melibatkan pemasangan komponen paip ke dalam unit modular yang boleh diangkut dan dipasang dengan mudah. Proses ini digunakan secara meluas dalam industri yang memerlukan sistem paip yang kompleks, kerana ia meminimumkan kimpalan lapangan, Mengurangkan garis masa projek, dan meningkatkan keselamatan dengan mengehadkan kerja di tempat di persekitaran yang berbahaya. Proses fabrikasi biasanya merangkumi pemotongan, serong, kimpalan, pemasangan, pemeriksaan, dan ujian, semua dilakukan di bawah keadaan terkawal.
Kelebihan fabrikasi kilat paip
- Kawalan kualiti yang lebih baik: Fabrikasi dalam persekitaran terkawal memastikan ketepatan dan pematuhan kepada piawaian.
- Kecekapan kos: Mengurangkan kos buruh di tempat dan meminimumkan kesilapan semasa pemasangan.
- Penjimatan masa: Pra-fabrikasi membolehkan aliran kerja selari, memendekkan jadual projek.
- Keselamatan: Had kimpalan dan pengendalian komponen berat, mengurangkan risiko.
- Modularity: Memudahkan pengangkutan dan pemasangan sistem kompleks yang lebih mudah.
Cabaran
- Logistik: Mengangkut kili besar memerlukan perancangan yang teliti untuk mengelakkan kerosakan.
- Keserasian Bahan: Memastikan semua komponen serasi dengan keadaan cecair dan operasi proses.
- Ketepatan Dimensi: Pengukuran yang tepat adalah penting untuk mengelakkan ketidakcocokan semasa pemasangan medan.

2. Parameter utama dalam fabrikasi kilat paip
Untuk memastikan kejayaan fabrikasi kilat paip, Beberapa parameter mesti dikawal dengan teliti. Parameter ini mempengaruhi kualiti, ketahanan, dan fungsi kili akhir. Berikut adalah jadual terperinci yang meringkaskan parameter kritikal, diikuti dengan penjelasan mengenai kepentingan mereka.
Jadual 1: Parameter utama dalam fabrikasi kilat paip
| parameter | Penerangan | Nilai/piawaian biasa | Kesan terhadap fabrikasi |
|---|---|---|---|
| Diameter paip | Diameter nominal paip (NPS atau DN) | 1/2"Hingga 48" (NPS), DN15 hingga DN1200 | Menentukan saiz kili, berat badan, dan keperluan kimpalan. |
| Ketebalan dinding | Ketebalan dinding paip (Jadual atau mm) | SCH 10, 40, 80, 160; 2-50 mm | Mempengaruhi penarafan tekanan, Kesukaran kimpalan, dan kos bahan. |
| Jenis Bahan | Bahan paip dan komponen | Keluli karbon, keluli tahan karat, besi aloi, dan lain-lain. | Impak rintangan kakisan, kekuatan, dan kebolehkimpalan. |
| Kriteria ketidaksempurnaan kimpalan | Had yang boleh diterima untuk ketidaksempurnaan kimpalan (cth., keliangan, retak) | ASME B31.3, API 1104, ISO 5817 | Memastikan integriti struktur dan pematuhan piawaian. |
| Sudut Bevel | Sudut penyediaan akhir paip untuk kimpalan | 30° -37.5 ° (Biasanya 37.5 ° untuk V-Groove) | Mempengaruhi penembusan dan kekuatan kimpalan. |
| Proses Kimpalan | Jenis kimpalan yang digunakan (cth., GTAW, SMAW, GMAW) | TIG, SAYA, tongkat, Arka tenggelam | Menentukan kualiti kimpalan, kelajuan, dan kos. |
| Toleransi yang sesuai | Ketepatan penjajaran komponen sebelum kimpalan | ± 1-2 mm (bergantung kepada standard) | Memastikan penjajaran bersama yang betul dan meminimumkan tekanan. |
| Tekanan ujian hidrostatik | Tekanan yang digunakan semasa ujian untuk memastikan integriti | 1.5X tekanan reka bentuk (ASME B31.3) | Mengesahkan integriti kili dalam keadaan operasi. |
| Kemasan Permukaan | Rawatan permukaan (cth., acar, Passivation, salutan) | RA 0.8-3.2 μm (Untuk keluli tahan karat) | Kesan rintangan kakisan dan ciri aliran bendalir. |
| Toleransi Dimensi | Penyimpangan yang dibenarkan dalam dimensi kili | ± 3 mm untuk panjang, ± 1.5 mm untuk penjajaran | Memastikan keserasian dengan pemasangan medan. |
| Rawatan haba | Rawatan haba selepas kimpalan (PWHT) keperluan | 600-700 ° C untuk keluli karbon (jika diperlukan) | Mengurangkan tekanan sisa dan meningkatkan ketahanan kimpalan. |
| Ujian Tidak Memusnahkan (NDT) | Kaedah untuk mengesan kecacatan (cth., RT, UT, PT, MT) | Radiografi, Ultrasonik, Pewarna penembusan, Zarah magnet | Memastikan integriti kimpalan dan material tanpa merosakkan kili. |
| Berat Jalur | Jumlah berat kili yang direka | 10 kg hingga beberapa tan | Mempengaruhi keperluan pengangkutan dan mengangkat. |
Penjelasan Parameter Utama
- Diameter Paip dan Ketebalan Dinding: Diameter paip dan ketebalan dinding sangat penting untuk menentukan keupayaan kili untuk mengendalikan tekanan, kadar aliran, dan beban struktur. Sebagai contoh, Jadual 80 paip mempunyai dinding tebal daripada jadual 40, menjadikan mereka sesuai untuk aplikasi tekanan yang lebih tinggi tetapi meningkatkan kos bahan dan fabrikasi.
- Pertimbangan saintifik: Tekanan gelung (p) Dalam paip di bawah tekanan dikira menggunakan formula:
S = (P · d) / (2t)
Mana
Padalah tekanan dalaman,Dadalah diameter luar, dantAdakah ketebalan dinding. Memilih ketebalan yang sesuai memastikan kili dapat menahan tegasan operasi tanpa kegagalan. - Jenis Bahan: Bahan biasa termasuk keluli karbon (cth., ASTM A106), keluli tahan karat (cth., 304/316), dan keluli aloi (cth., P91 untuk aplikasi suhu tinggi). Pemilihan bahan bergantung pada cecair proses, suhu, dan persekitaran kakisan.
- Pertimbangan saintifik: Sifat bahan seperti kekuatan hasil, pengembangan haba, dan rintangan kakisan mesti dianalisis. Contohnya, Keluli tahan karat lebih disukai dalam persekitaran yang menghakis kerana kandungan kromium yang tinggi, yang membentuk lapisan oksida pasif.
- Kriteria ketidaksempurnaan kimpalan: Ketidaksempurnaan kimpalan (cth., keliangan, Kekurangan gabungan) dinilai menggunakan standard seperti ASME B31.3 atau ISO 5817. Ketidaksempurnaan mesti berada dalam had yang boleh diterima untuk memastikan integriti struktur.
- Pertimbangan saintifik: Ketidaksempurnaan kimpalan boleh bertindak sebagai penumpu tekanan, mengurangkan kehidupan keletihan kili. Ujian tidak merosakkan (NDT) Kaedah seperti radiografi dan ujian ultrasonik digunakan untuk mengesan kecacatan bawah tanah.
- Sudut serong dan toleransi yang sesuai: Beveling yang betul memastikan penembusan kimpalan yang mencukupi, Walaupun toleransi yang sesuai dengan ketat mengurangkan misalignment dan tekanan sisa. Sendi yang tidak disengajakan dapat menyebabkan kepekatan tekanan dan kegagalan pramatang.
- Pertimbangan saintifik: Sudut serong mempengaruhi dinamik kolam kimpalan dan zon yang terjejas haba (JADIKAN). A-alur 37.5 ° V adalah standard untuk kimpalan pantat, Mengimbangi Penembusan dan Penggunaan Bahan Pengisi.
- Proses Kimpalan: Proses kimpalan biasa termasuk kimpalan arka tungsten gas (Gtaw / giliran) untuk kimpalan ketepatan tinggi, Kimpalan arka logam gas (Gmaw/mig) untuk pengeluaran yang lebih cepat, dan kimpalan arka logam terlindung (Smaw/Stick) untuk pembaikan lapangan.
- Pertimbangan saintifik: Pilihan proses kimpalan mempengaruhi input haba, yang mempengaruhi mikrostruktur haz. Sebagai contoh, Gtaw menghasilkan haz yang lebih kecil, Mengurangkan risiko retak dalam bahan aloi tinggi.
- Ujian hidrostatik: Ujian Hydrostatic Mengesahkan keupayaan Spool untuk Menahan Tekanan Reka Bentuk. Tekanan ujian biasanya 1.5 kali tekanan reka bentuk, Seperti ASME B31.3.
- Pertimbangan saintifik: Ujian memastikan tiada kebocoran atau ubah bentuk berlaku di bawah tekanan, mengesahkan integriti kimpalan dan bahan.
- Kemasan permukaan dan rawatan haba: Kemasan permukaan adalah kritikal dalam industri seperti farmaseutikal, di mana permukaan licin (Nilai RA yang rendah) mencegah pertumbuhan bakteria. Rawatan haba selepas kimpalan (PWHT) mengurangkan tekanan sisa dalam kimpalan, Terutama untuk kili berdinding tebal atau tinggi.
- Pertimbangan saintifik: PWHT mengubah struktur mikro kimpalan dan haz, meningkatkan ketangguhan dan mengurangkan risiko retak kakisan tekanan.
3. Analisis saintifik dan teknikal proses
Fabrikasi Spool Pipa adalah proses pelbagai disiplin yang mengintegrasikan sains bahan, Kejuruteraan Mekanikal, dan kawalan kualiti. Berikut adalah analisis terperinci mengenai prinsip saintifik dan pertimbangan teknikal yang terlibat.
3.1 Pertimbangan Sains Bahan
Pemilihan bahan didorong oleh keadaan operasi sistem paip, termasuk suhu, tekanan, dan kekerasan bendalir. Ciri -ciri bahan utama termasuk:
- Kekuatan hasil dan kekuatan tegangan: Menentukan keupayaan paip untuk menahan tekanan dalaman dan beban luaran.
- Kekonduksian terma dan pengembangan: Kritikal untuk aplikasi suhu tinggi, di mana pengembangan haba boleh menyebabkan misalignment atau tekanan.
- Rintangan Kakisan: Penting untuk cecair seperti air laut, asid, atau hidrokarbon. Sebagai contoh, Keluli tahan karat 316L digunakan dalam persekitaran laut kerana kandungan molibdenumnya, yang meningkatkan rintangan pitting.
Contoh pengiraan
Untuk a paip keluli karbon (Gr ASTM A106. B) dengan diameter 12 inci (304.8 mm), ketebalan dinding 10 mm, dan tekanan dalaman 50 bar (5 MPa), Tekanan gelung adalah:
Kekuatan hasil a106 gr. B adalah kira -kira 240 MPa, memberikan faktor keselamatan:
Ini menunjukkan paip sesuai untuk aplikasi, sebagai faktor keselamatan > 2 biasanya diperlukan.
3.2 Sains kimpalan
Kimpalan adalah tulang belakang fabrikasi kili paip, Dan kualitinya secara langsung mempengaruhi prestasi Spool. Pertimbangan saintifik utama termasuk:
- Input haba: Input haba yang berlebihan boleh menyebabkan pertumbuhan bijirin dalam haz, mengurangkan ketangguhan. Input haba (Q) dikira sebagai:
Q = (Voltan · Semasa · 60) / Kelajuan kimpalan (mm/min)
- Ketidaksempurnaan kimpalan: Keliangan, kemasukan, dan keretakan boleh menjejaskan integriti kimpalan. Ini diminimumkan melalui pemilihan gas perisai yang betul, Pilihan elektrod, dan kemahiran pengimpal.
- Tekanan sisa: Kimpalan menginduksi tekanan sisa akibat pengembangan dan penguncupan haba. PWHT atau penyejukan terkawal dapat mengurangkan tekanan ini.
3.3 Dinamik Fluida dan Reka Bentuk Pipa
Ciri -ciri aliran dalaman kili mempengaruhi prestasinya dalam perkhidmatan. Pertimbangan utama termasuk:
- Penurunan tekanan: Ditentukan oleh diameter paip, panjang, dan kekasaran permukaan. Persamaan Darcy-Weisbach digunakan untuk mengira penurunan tekanan:
Δp = f · (L / D) · (P v² / 2)
Mana
fadalah faktor geseran,LAdakah panjang paip,Dadalah diameter,ρAdakah ketumpatan bendalir, danVadalah halaju. - Rejim aliran: Aliran laminar atau bergolak menjejaskan kadar penurunan tekanan dan hakisan. Untuk cecair halaju tinggi, permukaan yang licin (cth., keluli tahan karat elektropolis) lebih suka mengurangkan pergolakan.
3.4 Integriti Struktur
Kili mesti menahan tekanan dalaman, Beban luaran (cth., angin, seismik), dan pengembangan haba. Analisis Unsur Terhingga (FEA) sering digunakan untuk mensimulasikan tegasan dan memastikan kili memenuhi keperluan reka bentuk. Sebagai contoh, ASME B31.3 menyediakan garis panduan untuk mengira tekanan yang dibenarkan berdasarkan sifat bahan dan keadaan operasi.
4. Pemilihan bahan dan kesannya
Pemilihan bahan adalah aspek kritikal fabrikasi kili paip, kerana ia menjejaskan kos, ketahanan, dan prestasi. Berikut adalah jadual yang meringkaskan bahan biasa dan aplikasi mereka.
Jadual 2: Bahan biasa untuk fabrikasi kili paip
| Bahan | Standard | aplikasi | kelebihan | Had |
|---|---|---|---|---|
| Keluli karbon (A106 gr. B) | ASTM A106 | Minyak dan gas, air, wap | Kos efektif, kekuatan tinggi | Terdedah kepada kakisan |
| Keluli tahan karat (304/316) | ASTM A312 | kimia, farmaseutikal, Marin | Tahan kakisan, tahan lama | Kos yang lebih tinggi, Kekuatan yang lebih rendah daripada keluli karbon |
| Keluli aloi (P91, P22) | ASTM A335 | Loji kuasa suhu tinggi | Kekuatan suhu tinggi, rintangan rayapan | Mahal, Memerlukan PWHT |
| Duplex keluli tahan karat | ASTM A790 | Minyak dan gas luar pesisir, persekitaran yang menghakis | Kekuatan tinggi, rintangan kakisan yang sangat baik | Kimpalan kompleks, kos tinggi |
| PVC/CPVC | ASTM D1785 | Rawatan air, Sistem tekanan rendah | Ringan, tahan kakisan | Terhad kepada suhu dan tekanan rendah |
Pertimbangan saintifik
- kakisan: Kadar kakisan bergantung kepada kimia cecair dan sifat bahan. Sebagai contoh, keluli tahan karat 316L mempunyai kadar kakisan <0.1 mm/tahun di air laut, berbanding dengan >1 mm/tahun untuk keluli karbon.
- Pengembangan Terma: Bahan seperti keluli tahan karat mempunyai pekali pengembangan terma yang lebih tinggi (cth., 16 μm/m · k untuk 316 SS vs. 12 μm/m · k untuk keluli karbon), Memerlukan sendi pengembangan atau sokongan fleksibel dalam sistem suhu tinggi.
- Weldability: Bahan aloi tinggi seperti keluli tahan karat dupleks memerlukan kawalan tepat parameter kimpalan untuk mengelakkan ketidakseimbangan fasa (cth., Nisbah Ferit-Austenite).
5. Teknik dan peralatan fabrikasi
Proses fabrikasi melibatkan beberapa langkah, masing -masing memerlukan peralatan dan teknik khusus. Berikut adalah gambaran keseluruhan peringkat dan alat utama.
5.1 Pemotongan dan beveling
- Proses: Paip dipotong panjang dan bersuara untuk mempersiapkan kimpalan. Kaedah biasa termasuk pemotongan plasma, Pemotongan Oxy-Fuel, dan pemotongan mekanikal.
- Peralatan: Mesin pemotongan paip CNC, Mesin.
- Pertimbangan saintifik: Pemotongan tepat memastikan ketepatan dimensi, sementara beveling yang betul memudahkan penembusan kimpalan. Sebagai contoh, Sudut serong 37.5 ° adalah standard untuk kimpalan V-Groove untuk mengimbangi penembusan dan penggunaan bahan pengisi.
5.2 Welding
- Proses: Komponen disambungkan menggunakan proses kimpalan seperti GTAW, GMAW, atau SMAW. Sistem kimpalan automatik semakin digunakan untuk konsistensi.
- Peralatan: Mesin kimpalan orbital, TIG/MIG WELDERS, Posisi kimpalan.
- Pertimbangan saintifik: Kualiti kimpalan bergantung pada parameter seperti semasa, voltan, dan kelajuan perjalanan. Sebagai contoh, GTAW dengan input haba yang rendah lebih disukai untuk keluli tahan karat untuk meminimumkan herotan.
5.3 Perhimpunan dan Fit-Up
- Proses: Komponen diselaraskan dan diapit sebelum kimpalan untuk memastikan kesesuaian yang sesuai.
- Peralatan: Pengapit penjajaran paip, jig, dan lekapan.
- Pertimbangan saintifik: Misalignment dapat menyebabkan tekanan sisa, mengurangkan kehidupan keletihan. Toleransi ± 1-2 mm biasanya diperlukan.
5.4 Pemeriksaan dan Pengujian
- Proses: Ujian tidak merosakkan (NDT) Kaedah seperti radiografi (RT), ujian ultrasonik (UT), dan ujian penembus pewarna (PT) digunakan untuk mengesahkan kualiti kimpalan. Ujian hidrostatik atau pneumatik memastikan kebocoran.
- Peralatan: Mesin sinar-X, Pengesan kecacatan ultrasonik, Rig ujian tekanan.
- Pertimbangan saintifik: Kaedah NDT mengesan kecacatan seperti retak atau keliangan, yang boleh bertindak sebagai penumpang tekanan. Ujian Hydrostatic mengesahkan keupayaan kili untuk menahan tekanan reka bentuk.
6. Kawalan dan piawaian kualiti
Kawalan Kualiti adalah yang paling penting dalam fabrikasi kilat paip untuk memastikan pematuhan standard industri dan spesifikasi projek. Piawaian utama termasuk:
- ASME B31.3: Proses Paip, Reka bentuk yang mengawal, fabrikasi, dan ujian.
- API 1104: Kimpalan saluran paip dan kemudahan yang berkaitan.
- ISO 5817: Tahap kualiti untuk ketidaksempurnaan kimpalan.
- Piawaian ASTM: Spesifikasi bahan (cth., A106, A312).
Langkah -langkah kawalan kualiti
- Pemeriksaan bahan: Sahkan sijil bahan dan lakukan analisis kimia untuk memastikan pematuhan spesifikasi.
- Penilaian ketidaksempurnaan kimpalan: Gunakan NDT untuk mengesan kecacatan dan memastikan kimpalan memenuhi kriteria penerimaan.
- Pemeriksaan dimensi: Ukur dimensi kili untuk memastikan pematuhan toleransi.
- Ujian Tekanan: Menjalankan ujian hidrostatik atau pneumatik untuk mengesahkan integriti.
- Dokumentasi: Mengekalkan rekod sijil bahan, Peta Weld, dan laporan ujian untuk kebolehkesanan.
Pertimbangan saintifik: Kawalan proses statistik (SPC) boleh digunakan untuk memantau kualiti fabrikasi. Sebagai contoh, Carta Kawalan dapat mengesan kadar ketidaksempurnaan kimpalan, memastikan mereka berada dalam had yang boleh diterima.
7. Pertimbangan pengoptimuman dan kecekapan
Untuk memaksimumkan kecekapan fabrikasi kili paip, Beberapa strategi boleh digunakan:
- Automasi: Gunakan mesin pemotong CNC dan sistem kimpalan automatik untuk meningkatkan ketepatan dan mengurangkan kos buruh.
- Pembuatan Lean: Melaksanakan prinsip kurus untuk meminimumkan sisa, seperti mengoptimumkan penggunaan bahan dan mengurangkan kerja semula.
- Reka bentuk modular: Reka bentuk kili untuk meminimumkan kimpalan medan, mengurangkan buruh dan kos di tempat.
- Alat digital: Gunakan pemodelan maklumat bangunan (Bim) dan perisian CAD 3D untuk merancang dan menggambarkan reka bentuk kili, memastikan keserasian dengan keadaan lapangan.
- Pengurusan rantaian bekalan: Pastikan penghantaran bahan yang tepat pada masanya untuk mengelakkan kelewatan pengeluaran.
Pertimbangan saintifik: Pengoptimuman boleh dimodelkan menggunakan teknik penyelidikan operasi, seperti pengaturcaraan linear, untuk meminimumkan kos semasa memenuhi kekangan projek. Sebagai contoh, Fungsi objektif dapat meminimumkan jumlah kos fabrikasi:
Mana Cm adalah kos bahan, Cl adalah kos buruh, dan Ct adalah kos pengangkutan, tertakluk kepada kekangan seperti tarikh akhir penghantaran dan piawaian kualiti.
8. Kajian kes dan aplikasi praktikal
Kajian Kes 1: Kilang minyak dan gas
Projek penapisan diperlukan 500 Spools paip untuk unit pemprosesan minyak mentah. Jam itu dibuat menggunakan keluli karbon (A106 gr. B) dengan diameter dari 4 "hingga 24" dan jadual 40-80 ketebalan dinding. Cabaran utama termasuk:
- kakisan: Minyak mentah mengandungi sebatian sulfur, memerlukan salutan dalaman.
- Toleransi yang ketat: Kupak terpaksa diselaraskan dengan peralatan yang ada, memerlukan ketepatan dimensi ± 1 mm.
- Jadual: Garis masa projek memerlukan fabrikasi selari pelbagai kili.
Penyelesaian
- Kimpalan GTAW automatik yang digunakan untuk memastikan kimpalan berkualiti tinggi.
- Ujian radiografi yang dilaksanakan (RT) untuk semua kimpalan kritikal.
- BIM yang digunakan untuk menyelaraskan reka bentuk kili dengan keadaan medan.
Hasil
Projek itu selesai tepat pada waktunya, dengan kebocoran sifar semasa ujian hidrostatik dan pematuhan penuh dengan ASME B31.3.
Kajian Kes 2: Loji Farmaseutikal
Tumbuhan farmaseutikal memerlukan keluli tahan karat (316L) Spools untuk sistem air steril. Keperluan utama termasuk:
-
- Kemasan Permukaan: Ra < 0.8 μm untuk mencegah pertumbuhan bakteria.
- Kebersihan: Tiada pencemaran semasa fabrikasi.
- Kualiti kimpalan: 100% Pemeriksaan Radiografi untuk Kimpalan.
Penyelesaian
- Kimpalan gtaw orbital terpakai untuk konsisten, Kimpalan berkualiti tinggi.
- Dilakukan elektropolis untuk mencapai kemasan permukaan yang diperlukan.
- Melakukan Passivation untuk meningkatkan rintangan kakisan.
Hasil
The Spools memenuhi keperluan FDA yang ketat, memastikan pematuhan amalan pembuatan yang baik (GMP).
Fabrikasi kilat paip adalah kompleks, Proses pelbagai disiplin yang memerlukan pertimbangan yang teliti terhadap bahan, teknik kimpalan, kawalan kualiti, dan strategi pengoptimuman. Dengan mematuhi piawaian industri seperti ASME B31.3 dan menggunakan teknik fabrikasi lanjutan, Pengilang boleh menghasilkan kili berkualiti tinggi yang memenuhi tuntutan industri seperti minyak dan gas, petrokimia, dan farmaseutikal. Parameter utama yang digariskan dalam diameter jadual -jadual, ketebalan dinding, Jenis Bahan, kualiti kimpalan, dan keperluan ujian -membentuk tulang belakang proses fabrikasi, memastikan integriti struktur dan kebolehpercayaan operasi.
Kata kunci utama:
Fabrikasi Spool Paip
Pembuatan Piping Spool
Sistem Piping Prefabricated
Perhimpunan Pipe Spool
Fabrikasi paip industri
Kata kunci teknikal:
Teknik kimpalan paip
Ujian tidak merosakkan (NDT) untuk paip
Ujian hidrostatik untuk kili paip
ASME B31.3 Pematuhan
Piawaian ketidaksempurnaan kimpalan
Kata kunci yang berkaitan dengan bahan:
Julat paip keluli karbon
Fabrikasi paip keluli tahan karat
Aloi paip keluli Spools
Paip keluli tahan karat dupleks
Pembuatan kili paip PVC
Kata kunci khusus industri:
Fabrikasi paip minyak dan gas
Pipa Petrokimia
Sistem paip farmaseutikal
Fabrikasi paip loji kuasa
Penyelesaian paip rawatan air
Kata kunci proses dan peralatan:
Pemotongan paip CNC
Kimpalan orbit untuk kili paip
Berkaitan posting












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Selekoh induksi datang dalam sudut selekoh standard (cth. 45°, 90°, dan lain-lain.) atau boleh dibuat khas untuk sudut selekoh tertentu. Selekoh kompaun (Out-of-plane) selekoh dalam satu sendi paip juga boleh dihasilkan. Radius Bend ditentukan sebagai fungsi diameter. Sebagai contoh, Radii bend biasa untuk selekoh induksi adalah 3D, 5D dan 7d, di mana d adalah diameter diameter paip nominal.