

БЕСШОВНЫЕ & МАТЕРИАЛ-ЗАМЕНИТЕЛЬ СВАРНЫХ СТАЛЬНЫХ ТРУБ ПО СПЕЦИФИКАЦИИ СТАНДАРТА ASTM – JIS, BS, DIN
ноябрь 11, 2023
Труба из ковкого чугуна и оцинкованная стальная труба для систем водоснабжения – Сравнительное исследование
ноябрь 20, 2023
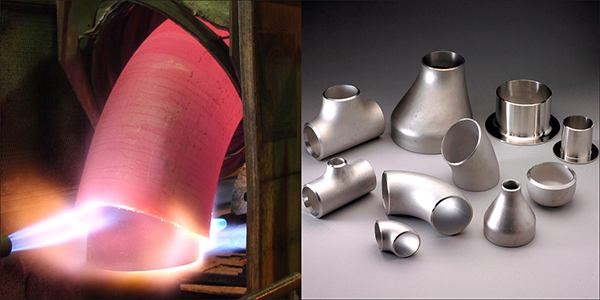
Процессы производства трубопроводной арматуры
Для производства трубопроводной арматуры, такой как колена, используется несколько производственных процессов., тройники, и редукторы.
Трубопроводная арматура обычно изготавливается из бесшовных и сварных труб с присадочным материалом.. тем не мение, ВПВ (Электрическое сопротивление сварного) и ЕФВ (Электрическая сварка плавлением) трубы не подходят для создания фитингов. Для производства арматуры большого диаметра, пластины обычно используются.
Введение
Трубопроводная арматура – неотъемлемая часть сантехнического оборудования., механические, и промышленное применение, используется для соединения участков трубы или трубки. Изготовление этих фитингов включает в себя различные методы., каждый подходит для различных типов фитингов, таких как колена, тройники, редукторы, шапки, и тупиковые концы. В этой статье рассматриваются эти разнообразные производственные процессы..
Метод горячего формования или экструзии
Процесс горячей формовки или экструзии является универсальным методом производства., часто используется для создания разнообразной трубопроводной арматуры.
Обзор
Процесс экструзии начинается с нагрева заготовки. (твердый, цилиндрический блок металла) пока он не станет податливым. Затем нагретая заготовка продавливается через фасонную матрицу., инструмент, используемый для резки или придания формы материалу с помощью пресса.
Процесс
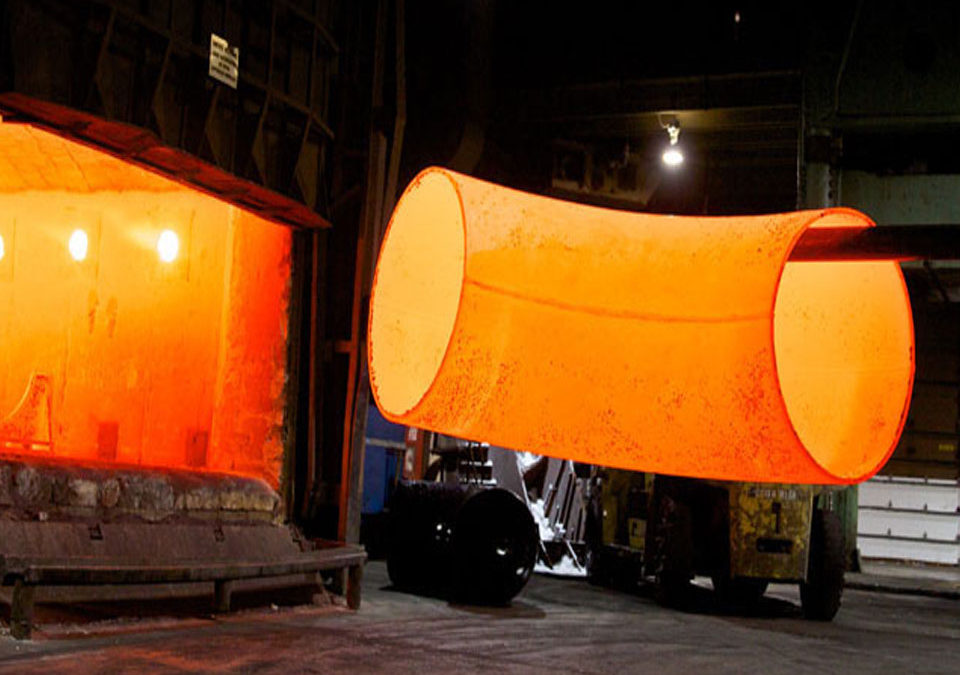
Когда заготовка проталкивается через матрицу, он начинает принимать форму отверстия матрицы, образуя длинный, прямая труба. Однажды полностью пройдя через матрицу, экструдированный металл охлаждается и закаливается, сохраняя свою новую форму.
Приложения
Метод экструзии особенно полезен для изготовления длинных, прямые фитинги для труб. Он также используется для создания сложных профилей для различного промышленного применения., в том числе производство отводов и тройников.
Гидравлический метод выпуклости – холодная штамповка
Метод гидравлического выпучивания, процесс холодной штамповки, Это еще одна распространенная технология, используемая при производстве трубопроводной арматуры..
Обзор
В методе гидравлического выпучивания, трубка помещается и запечатывается внутри матрицы. Затем в трубку подается гидравлическая жидкость под высоким давлением., заставляя его расширяться и адаптироваться к форме штампа.
Процесс
Давление, оказываемое гидравлической жидкостью, заставляет металлическую трубку сгибаться. “выпуклость” наружу, соответствие контурам штампа. Как только гидравлическое давление сброшено, теперь расширенная трубка сохраняет свою новую форму.
Приложения
Метод гидравлического выпучивания идеально подходит для создания сложных форм или изгибов трубопроводной арматуры., такие как тройники и переходники. Он также используется для изготовления фитингов, которые должны выдерживать высокое давление., поскольку в результате этого процесса достигается бесшовная и надежная установка.
Статья будет продолжена подробными разделами, посвященными:
- UO или метод одиночного сварного шва
- Монака или метод двойного сварного шва
- Метод глубокой вытяжки крышек
- Метод раструба для коротких концов
- UO или метод одиночного сварного шва: Этот метод назван в честь процесса, который он включает.: сгибание плоской пластины в форме буквы U, а затем дальнейшее сгибание ее в форме буквы О (следовательно “УО”). Края пластины затем свариваются вместе, образуя единый шов.. Этот метод часто используется для изготовления бесшовных трубопроводных фитингов., которые предпочтительны в определенных областях применения из-за гладкой внутренней поверхности и большей прочности..
- Монака или метод двойного сварного шва: Метод Монаки также предполагает формирование плоской пластины., но в этом случае, пластина имеет форму хафпайпа. Две из этих полутруб свариваются вместе, образуя фитинг с двумя сварными швами.. Этот метод особенно полезен для трубопроводной арматуры большего размера., там, где один сварной шов не может обеспечить достаточную прочность.
- Метод глубокой вытяжки крышек: Глубокая вытяжка — это метод изготовления заглушек для труб и аналогичных наконечников.. Он включает в себя радиальную протяжку металлической заготовки в формовочную матрицу с помощью механического пуансона.. Этот процесс представляет собой разновидность преобразования формы с сохранением материала., что приводит к бесшовному, очень прочный фитинг.
- Метод раструба для коротких концов: Метод развальцовки используется для изготовления заглушек., тип фитинга, используемый для соединения труб вместе. Он включает в себя развальцовку или расширение конца трубы или трубки.. Раструбный конец трубы надевается на конец меньшей трубы., и затем эти два свариваются вместе, возможность соединения двух труб разного диаметра.
Похожие сообщения

Индукционные изгибы поставляются в стандартных углах изгиба (например. 45°, 90°, и т.п.) или может быть изготовлен на заказ для определенных углах изгиба. Составные изгибы (вне плоскости) изгиб в одном соединении трубы также может быть произведен. Радиус изгиба указан как функция диаметра. Например, Радиумы общего изгиба для индукционных изгибов 3D, 5D и 7d, где D - номинальный диаметр трубы.






Дуплекс 2205 и Супер Дуплекс 2507 фланцы из нержавеющей стали характеризуются высоким пределом текучести., что в два раза превышает предел текучести типичных аустенитных нержавеющих сталей при отжиге., как 304 а также 316 фланцы из нержавеющей стали. Из-за этого, Дуплекс 2205 и Супер Дуплекс 2507 Стали являются одними из наиболее распространенных марок дуплексной стали, используемых для фланцев с Super Duplex. 2507 фланцы являются более устойчивым к коррозии классом из двух.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}