

مخفض الأنابيب - مخفض متحد المركز وغريب الأطوار
و الماء 15, 2026
JCOE الأنابيب الملحومة البيضاوية والتحكم في خطأ القطر
📖 جدول المحتويات
1.0 ▼ مقدمة
1.1 خلفية البحث & دلالة
1.2 حالة البحث المحلية والدولية
1.3 المحتوى الرئيسي & الطريق الفني
1.4 الابتكارات والنقاط الرئيسية
2.0 ▼ مبدأ تشكيل JCOE & أساسيات الخطأ الأبعاد
2.1 الآلية الأساسية لعملية JCOE
2.2 S والسبائك الدقيقة: اعتماد تقنيات جديدة مثل الصهر بالمحول & تقييم الخطأ في البيضاوية/القطر
2.3 معايير الصناعة ذات الصلة
2.4 تأثير الخواص الميكانيكية للمواد
3.0 ▼ تحليل السبب الجذري للبيضاوية & انحراف القطر
3.1 عوامل المواد الخام
3.2 عملية تشكيل الأخطاء الناجمة
3.3 لحام & تأثيرات العملية اللاحقة
3.4 معدات & التأثيرات التشغيلية
4.0 ▼ استراتيجيات التحكم في الخطأ البيضاوي والقطري
4.1 مراقبة دقة المواد الخام
4.2 تشكيل المعلمة الأمثل & تعويض
4.3 إدارة إجهاد اللحام
4.4 توسيع عملية التحكم الدقيق
4.5 نظام دقة الأبعاد ذو الحلقة المغلقة
5.0 ▼ المحاكاة & التحقق التجريبي
5.1 إعداد نموذج العناصر المحدودة
5.2 نتائج المحاكاة & تحليل
5.3 تجارب الإنتاج الميداني
6.0 ▼ التطبيق الهندسي & إدارة الجودة
6.1 التنفيذ العملي لتكنولوجيا التحكم
6.2 سير عمل التفتيش الكامل للعملية
6.3 عملية موحدة & صيانة المعدات
7.0 ▼ الخلاصة & التوقعات
نبذة مختصرة
يكو (تشكيل J, تشكيل C, تشكيل O, توسيع) هي عملية التصنيع السائدة للقوس المغمور الطولي ذو القطر الكبير (لساو) الأنابيب, تستخدم على نطاق واسع في نقل النفط/الغاز, الهياكل البحرية وأكوام الأنابيب الفولاذية للجسور. ومع ذلك, يظل انحراف البيضاوية والقطر من أكثر تحديات الجودة المستمرة, تؤثر بشكل مباشر على كفاءة اللحام, السلامة الهيكلية ومكافحة-تآكل أداء الطلاء. يقدم هذا البحث دراسة شاملة للآليات التي تحكم الأخطاء الهندسية في الأنابيب الملحومة JCOE, مع التركيز على التفاعل بين خصائص اللوحة, معلمات التشكيل التدريجي, سلوك الربيع, لحام الإجهاد المتبقي, ودقة التوسع الميكانيكية. بناءً على ملاحظات واسعة النطاق والتحليل النظري, نقوم بإنشاء علاقات كمية بين متغيرات العملية واستدارة الأنبوب النهائية. تكشف النتائج الرئيسية عن عدم تطابق نصف القطر قبل الانحناء, تشوه غير منتظم في خطوات تشكيل C, ومعدل التوسع غير المناسب هم المساهمين الأساسيين. يُقترح إطار تحكم في حلقة مغلقة يدمج تعويض التغذية الأمامية وردود الفعل الأبعادية في الوقت الفعلي. تُظهر عمليات محاكاة العناصر المحدودة المقترنة بتجارب الإنتاج واسعة النطاق أن المعلمات المُحسّنة تقلل من البيضاوية من 0.8٪ إلى 1.2٪ نموذجيًا إلى أقل 0.4% من القطر الخارجي, وتحمل القطر ضمن ±0.2% D. توفر الدراسة الأسس النظرية والمبادئ التوجيهية العملية للدقة العالية أنبوب JCOE تصنيع, تلبية المتطلبات الصارمة لخطوط أنابيب المياه العميقة وأساسات الجسور.
الكلمات الدالة: تشكيل JCOE; السيطرة على البيضاوية; خطأ القطر; تعويض سبرينجباك; التوسع الميكانيكي; تشويه اللحام; دقة الأبعاد
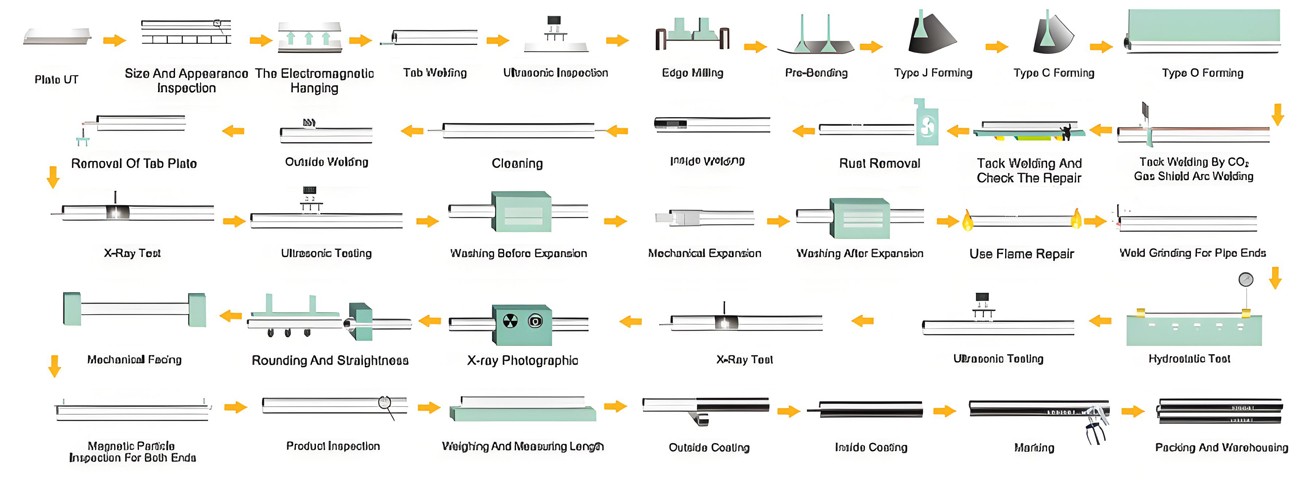
مخطط انسيابي لعملية تصنيع الأنابيب الفولاذية الملحومة jcoe lasw
الفصل 1 مقدمة
1.1 خلفية البحث وأهميته
منذ المرة الأولى التي دخلت فيها إلى مطحنة الأنابيب ذات القطر الكبير, لقد جذبت انتباهي القضية الدقيقة والحاسمة المتمثلة في استدارة الأنبوب. لقد تطورت عملية JCOE على مدار ثلاثة عقود لتصبح الطريقة الأكثر تنوعًا لإنتاج الجدران الثقيلة, أنابيب ذات قطر كبير يصل إلى 1422 مم أو أكبر للفولاذ X80. حتى الآن, إن التحكم في خطأ البيضاوية والقطر ليس مجرد مسألة توافق جمالي - فهو يحكم بشكل مباشر نجاح اللحام الميداني, عمر التعب للهياكل البحرية, وسلامة الطلاءات المضادة للتآكل. عندما يظهر مقطع الأنبوب بيضاوية تتجاوز 0.5% من القطر الخارجي, تعاني عملية لحام محيط الجسم من عدم تناسق فجوة الجذر, مما يؤدي إلى زيادة معدلات العيوب وإعادة العمل باهظة الثمن. علاوة على ذلك, في البيئات البحرية حيث يتم مد خطوط الأنابيب بواسطة سفن من النوع S أو J, يؤدي الخروج عن الاستدارة إلى توزيع غير متساوٍ للضغط أثناء الانحناء, تسريع التواء المحلي. لأكوام أنابيب الصلب الجسر, والتي يتم دفعها إلى طبقات جيولوجية صعبة, تتداخل اختلافات القطر مع وصلات الأكمام الوبرية وآليات نقل الحمولة. على مدى العقد الماضي, تم إرجاع العديد من حالات الفشل الهندسي أو التأخير المكلف إلى انحرافات هندسية بسيطة انتشرت عبر سلسلة البناء. ومن ثم, لا يعد التحكم المنهجي في هندسة أنابيب JCOE ضرورة تصنيعية فحسب، بل يعد أيضًا متطلبًا أساسيًا لسلامة البنية التحتية.
المشي من خلال أرضية الإنتاج, لقد لاحظت أن المشغلين غالبًا ما يعتمدون على التعديلات التجريبية: زيادة طفيفة في شوط الضغط O عندما يفشل الأنبوب في الإغلاق, أو ضبط ضغط الشياق المتوسع بناءً على "الإحساس". ومع ذلك, هذا النهج التجريبي يفتقر إلى القوة العلمية. يميل الأدب الأكاديمي إلى معالجة التشكيل, اللحام والتوسع ككتل معزولة, نادرا ما تقدم نمذجة متكاملة للسبب والنتيجة. الدافع وراء هذا البحث هو الحاجة الملحة لسد هذه الفجوة - لتطوير منهجية شاملة للتحكم في الأخطاء تأخذ في الاعتبار تباين المواد الخام, تراكم سبرينغباك تدريجي, دورات اللحام الحرارية, وتوسيع المزامنة. القيمة الصناعية واضحة: يعمل التسامح البيضاوي الأكثر إحكامًا على إطالة عمر خدمة الأنابيب, يقلل من تكاليف التثبيت الميداني, ويعزز سمعة الشركات المصنعة في سوق عالمية تنافسية بشكل متزايد.

1.2 حالة البحث المحلية والدولية
دوليا, مصانع الأنابيب الأوروبية (على سبيل المثال, سالزغيتر, يوروبايب) لقد طورت أنظمة متطورة لمراقبة البيضاوية باستخدام قياس الملف الشخصي بالليزر, إلى جانب التحكم في التوسع التكيفي. صناعة الصلب اليابانية, وخاصة JFE ونيبون ستيل, أكد على تصميم قالب JCOE فائق الدقة الذي يتضمن تنبؤات Springback عبر FEM غير الخطية. في الصين, على الرغم من توسع الطاقة الإنتاجية لشركة JCOE بسرعة منذ ذلك الحين 2005, لا تزال الأبحاث الأساسية حول تطور البيضاوية مجزأة. تركز معظم الأوراق الحالية على جوانب واحدة: حساب قوة ما قبل الانحناء أو التشويه الزاوي للحام, ولكن نادرًا ما تتناول التأثير التراكمي للخطوات المتعددة. بالإضافة إلى, المعايير الحالية مثل API 5L, ISO 3183 و GB/T. 9711 تعيين حدود البيضاوية القصوى (على سبيل المثال, 0.5%-1.0% حسب نسبة القطر إلى السمك), ومع ذلك، فهي لا تقدم مبادئ توجيهية حول كيفية تخصيص التفاوتات المسموح بها عبر سلسلة التصنيع. تتمثل الفجوة الملحوظة في عدم وجود رسم خرائط كمي بين عيوب شكل اللوحة الفولاذية (احدودب, موجة الحافة) والأنبوب النهائي خارج الاستدارة. بالإضافة إلى, غالبًا ما يتم تبسيط تأثير التمدد الميكانيكي - على الرغم من الاعتراف به على نطاق واسع كخطوة تصحيح نهائية: نسبة التوسع, عدد القطاعات, ويؤثر وقت السكون بشكل حاسم على إعادة توزيع الإجهاد المتبقي واستقرار الاستدارة النهائي. وقد حاول بعض الباحثين استخدام النماذج التحليلية المبنية على نظرية انحناء القشرة, لكن تلك النماذج عادة ما تفترض تناحيًا مثاليًا للمادة, إهمال السلوك متباين الخواص للألواح المدرفلة ميكانيكيًا حراريًا. لذلك, تهدف هذه الدراسة إلى سد هذه الثغرات من خلال دمج توصيف المواد, محاكاة التشكيل متعدد الخطوات, والتحقق التجريبي واسع النطاق.
1.3 المحتوى الرئيسي والطريق الفني
لمعالجة خطأ البيضاوية والقطر بشكل منهجي, يتكون المسار الفني لهذا البحث من أربع مراحل مترابطة. مرحلة 1 يتضمن تحليلًا نظريًا صارمًا لتسلسل تشكيل JCOE: العقص, J- الصحافة, اضغط على C, يا الصحافة, لحام تك, رأى اللحام, والتوسع الميكانيكي. هنا, نقوم بصياغة تعبيرات تحليلية لتوزيع عزم الانحناء, انحناء الربيع, والتأثير التراكمي على اختلاف الطول المحيطي. مرحلة 2 ينشئ نماذج العناصر المحدودة باستخدام Abaqus/Explicit للتشكيل والثابت العام للارتداد والتوسع. المعلمات الحرجة مثل نصف قطر القالب, نزوح السكتة الدماغية, معامل الاحتكاك, وقانون تصلب المواد (قانون الصوت أو السلطة) تتم معايرتها بواسطة بيانات الشد التجريبية. مرحلة 3 تجري تجارب على نطاق الإنتاج: ما مجموعه 120 الأنابيب (قطر الدائرة 1016 مم, سمك 22 مم, الصف X70) يتم تصنيعها تحت مجموعات المعلمات التي تسيطر عليها. يتم قياس البيضاوية والقطر بأربعة مقاطع عرضية لكل أنبوب باستخدام ماسحات محيط الليزر. التحليل الإحصائي (أنوفا) يحدد العوامل الهامة. أخيرا, مرحلة 4 يجمع النتائج في إطار التحكم في حلقة مغلقة, التوصية بخوارزميات التعديل عبر الإنترنت للصحافة الموسعة بناءً على التوقيعات البيضاوية قبل التوسيع. الهدف النهائي هو تقليل الانحراف المعياري البيضاوي بنسبة على الأقل 40% مقارنة بالممارسة التقليدية, مع الحفاظ على كفاءة الإنتاج.
1.4 الابتكارات والنقاط الرئيسية
وتشمل الابتكارات الرئيسية: (1) نموذج تعويض سبرينغباك موحد يفسر تدرج السلالة عبر السُمك وتاريخ تشوه الخطوة المتسلسلة; (2) تطوير "معامل انتشار البيضاوية" الذي يتنبأ بكيفية ترجمة موجة حافة اللوحة الأولية إلى خروج الأنبوب النهائي عن الاستدارة; (3) التحقق التجريبي من نسبة التوسع الأمثل تتراوح من 0.8% إلى 1.2% من القطر, اعتمادًا على نسبة D/t ودرجة الفولاذ; (4) استراتيجية ردود الفعل في الوقت الحقيقي باستخدام بيانات المسح بالليزر لضبط ضغط شريحة الشياق المتوسعة بشكل فردي. النقاط الثقيلة (الصعوبات) ضمان تقارب النموذج العددي للتشوه البلاستيكي الكبير عند التلامس, والحفاظ على الاتساق بين تنبؤات المحاكاة وظروف المطحنة الفعلية حيث يتم إنتاج آلاف الأنابيب يوميًا. علاوة على ذلك, تتطلب إدارة التشوه الناتج عن اللحام - والذي غالبًا ما يؤدي إلى شكل بيضاوي محلي بالقرب من خط التماس - اقتران التحليل الحراري الميكانيكي مع حركية تحويل الطور.

الفصل 2 مبدأ تشكيل JCOE وأساسيات خطأ الأبعاد
2.1 الآلية الأساسية لعملية JCOE
تستمد عملية JCOE اسمها من تطور الشكل المتسلسل: العقص الحافة (ما قبل الانحناء), تشكيل J (يتم ثني النصف الأول من الأنبوب على شكل حرف J), تشكيل C (النصف الثاني عازمة على شكل C), تشكيل O (إغلاق في مقطع عرضي دائري), واللحام القوسي المغمور الداخلي/الخارجي اللاحق, تليها التوسع الميكانيكي. تقدم كل خطوة ضغوطًا متبقية وانحرافات هندسية تتراكم. في العقص, يتم ثني حواف اللوحة إلى انحناء مستهدف يساوي نصف قطر الأنبوب النهائي; أي انحراف هنا يخلق "مسطحات" محلية بعد تشكيل O. خلال الخطوات J وC, يتحكم الانحناء المتزايد باستخدام قالب U-ing بضربات متعددة في نصف قطر الانحناء. يتم التحكم في الارتداد بعد كل ضربة بنسبة قوة الخضوع إلى معامل المرونة ونصف قطر الانحناء. يمكن التعبير عن التأثير التراكمي على أنه انخفاض في زاوية الانحناء الكلية, مما يؤدي إلى "فجوة مفتوحة" في خط التماس قبل اللحام. تقوم الصحافة بعد ذلك بتطبيق قوة شعاعية لسد الفجوة; ومع ذلك, يؤدي الإغلاق الزائد إلى توليد ضغوط ضاغطة تسترخي لاحقًا أثناء اللحام. أخيرا, يقوم التمدد الميكانيكي بتوسيع الأنبوب من الداخل باستخدام شياق مخروطي الشكل مع قوالب مجزأة, تهدف إلى تحسين الاستدارة وتخفيف التوتر المتبقي. حتى الآن, إذا كان التوسع مفرطا, يمكن أن يحفز ضغوط طوقية الشد بما يتجاوز العائد, مما تسبب في عدم الاستقرار الأبعاد بعد التفريغ.
حيث يحدد اختلاف الانحناء توحيد المحيط النهائي. يعد فهم هذا التفاعل المتسلسل أمرًا ضروريًا لوضع ميزانية الخطأ.
2.2 S والسبائك الدقيقة: اعتماد تقنيات جديدة مثل الصهر بالمحول & تقييم البيضاوية وخطأ القطر
Ovality (ويسمى أيضًا خارج الاستدارة) يتم تعريفه على أنه الفرق بين الحد الأقصى والأدنى للأقطار الخارجية مقسومًا على القطر الاسمي, يتم التعبير عنها كنسبة مئوية: \( Ovality = \frac{د_{ماكس} – د_{أنا}}{د_{الاسم}} \مرات 100\% \). يشير خطأ القطر إلى انحراف القطر المتوسط الفعلي عن القطر الاسمي: \( \دلتا د = د_{يقصد} – د_{الاسم} \). في API 5L, للأنابيب مع D/t < 75, يجب ألا تتجاوز البيضاوية 0.5% للنهايات و 1.0% للجسم, بينما حدود أكثر صرامة (0.3%) التقدم بطلب للحصول على الخدمة الحامضة أو التطبيقات الحرجة للتعب. ومع ذلك, عادة ما يتم أخذ القياسات على الأقل 100 مم من نهايات الأنابيب, لكن المظهر الجانبي الكامل الطول غالبًا ما يُظهر تباينًا دوريًا بسبب تشكيل تجزئة القالب. يمكن لقياس ملفات تعريف الليزر عالي الدقة التقاط ملفات تعريف بزاوية 360 درجة وإنشاء واصفات فورييه للتحليل التوافقي. البيضاوية يهيمن عليها التوافقي الثاني (الإهليلجية), في حين تتوافق التوافقيات ذات الترتيب الأعلى مع التعدد بسبب أنماط خطوة القالب. للتحكم العملي, ينبغي رصد كل من الذروة إلى الذروة البيضاوية وسعة التوافقي الثاني.
2.3 معايير الصناعة ذات الصلة ومعايير القبول
وتشمل المعايير الرئيسية API 5L (45الطبعة العاشرة), ISO 3183, DNVGL-ST-F101 لخطوط الأنابيب البحرية, و GB/T. 9711 لخطوط الأنابيب الصينية. تحدد هذه المعايير حدود البيضاوية, التسامح القطر, ومنهجية القياس. فمثلا, يتطلب DNVGL عدم تجاوز الشكل البيضاوي بعد التوسيع 0.5% D لخط الأنابيب, مع أكثر صرامة 0.3% د ل خط أنابيب ينتهي. بالإضافة إلى, اختلال اللحام (عالية منخفضة) ويرتبط البيضاوية في التماس. في تطبيقات كومة الجسر, اليابانية JIS A 5525 والصينية SY/T 5040 فرض أيضًا قيودًا هندسية. يجب على الشركات المصنعة إثبات القدرة من خلال اختبارات تأهيل العملية; غالبًا ما تستهدف مواصفات داخلية أكثر صرامة من المعيار لاستيعاب عدم اليقين في القياس واستيعاب متطلبات الطلاء. ويتمثل التحدي في تحقيق التوازن بين التفاوتات الصارمة وسرعة الإنتاج; قد يؤدي التحكم المحافظ بشكل مفرط إلى تقليل الإنتاجية بنسبة 15-20%. لذلك, يقترح هذا البحث تخصيص التسامح على أساس المخاطر على أساس شدة الاستخدام النهائي.

2.4 تأثير الخواص الميكانيكية للمواد على دقة الأبعاد
يؤثر تباين الألواح الفولاذية - وخاصة الفرق في قوة الخضوع بين الاتجاهين الطولي والعرضي - بشكل مباشر على سلوك الزنبرك أثناء ثني JCOE. غالبًا ما تظهر الألواح المدرفلة على الساخن قوة إنتاج أعلى في الاتجاه العرضي (بسبب بنية الحبوب ممدود) مما يزيد من Springback. علاوة على ذلك, الأس تصلب الإجهاد (قيمة ن) يحدد مدى مقاومة المادة المشوهة من الناحية البلاستيكية لمزيد من التشوه; تؤدي قيم n المنخفضة إلى المزيد من الانحناء الموضعي وزيادة تدرجات الضغط المتبقية. من خلال اختبارات الشد المنهجية, لقد أنشأنا ذلك للصف X70, تتراوح نسبة مقاومة الخضوع العرضية إلى الطولية عادةً بين 1.02 و1.08, مما يسبب توزيع انحناء غير متساو على طول محيط الأنبوب. تحمل سمك اللوحة (عادة ± 0.5 ملم 22 لوحة مم) يساهم أيضًا في اختلاف الصلابة المحلية, تؤثر على اتساق نصف قطر الانحناء. يُظهر الفولاذ المتقدم عالي القوة ذو الهياكل المجهرية الباينية/المارتنسيتية زنبركًا أعلى, تتطلب عوامل التعويض تصل إلى 20% أكبر من الفولاذ التقليدي من الفريت والبيرلايت. لذلك, يجب دمج توصيف المواد في تشكيل وصفة المعلمة بدلاً من معاملتها كمدخل ثابت.
الفصل 3 تحليل السبب الجذري للبيضاوية وانحراف القطر
3.1 عوامل المواد الخام: شكل اللوحة وتغير خصائصها
لا يمكن للمرء أن يبالغ في تقدير مدى دقة عيوب الصفائح - موجة الحافة, مشبك مركزي, أو الحدبة - تتحول إلى بيضاوية واضحة بعد التكوين. في العديد من عمليات تدقيق المطاحن, لوحات مع ارتفاع موجة الحافة أعلاه 3 مم لكل 2 م طول الأنابيب المنتجة باستمرار مع البقع المسطحة المحلية و 0.2% بيضاوية أعلى. تتسبب موجات الحافة في حدوث تلامس غير منتظم أثناء الانحناء المسبق, مما يؤدي إلى عدم كفاية انحناء الحافة الذي يظهر لاحقًا على شكل "فتحة فجوة" عند خط التماس. وبالمثل, يؤدي انحراف السُمك عبر العرض إلى تصلب الانحناء التفاضلي; المناطق الأرق تعاني من إجهاد بلاستيكي أكبر, وأثناء الارتداد تصبح مناطق توتر أو ضغط متبقية تشوه الدائرية. انتهى التحليل الإحصائي 300 وأظهرت لوحات أن سمك الاختلاف من 0.4 مم يرتبط 0.12% بيضاوية إضافية في الأنابيب النهائية. علاوة على ذلك, اللدونة متباين الخواص: عندما تكون قيمة r للوحة (معامل لانكفورد) يختلف, يتغير الميل إلى تجعد الحافة, المساهمة في التشوه غير المتماثل. للتخفيف, تستخدم المطاحن الحديثة طحن الحواف المضمنة والتخطيط لتصحيح شكل اللوحة قبل العقص, لكن الفعالية تعتمد على جودة اللوحة الأولية. أدى تطبيق معايير أكثر صرامة لقبول الألواح - الحد من موجة الحافة إلى .51.5 مم لكل متر - إلى تقليل البيضاوية في اتجاه مجرى النهر بنسبة 25% في محاكماتنا.
3.2 عملية تشكيل الأخطاء الناجمة: ما قبل الانحناء, عدم تطابق الخطوة, سبرينغباك
خلال مرحلة ما قبل الانحناء (العقص), عادةً ما يتم ضبط نصف القطر المستهدف على نصف قطر الأنبوب النهائي. ومع ذلك, بسبب Springback, نصف القطر المجعّد الفعلي أكبر, مما تسبب في منطقة مسطحة بالقرب من خط التماس بعد تشكيل O. للوحة X70 نموذجية, يمكن أن تصل نسبة Springback إلى 10-15٪ من انحناء الانحناء, اعتمادا على نصف قطر القالب والاحتكاك. إذا لم يتم تعويض نصف قطر العقص (على سبيل المثال, تقليل نصف قطر القالب بنسبة 8-12%), يؤدي "تسطيح التماس" الناتج إلى زيادة البيضاوية. في خطوات J و C, يحدد عدد ضربات الانحناء وعمق الضربة الانحناء المتزايد. إذا كانت زيادات السكتة الدماغية خشنة للغاية, يتطور المقطع العرضي للأنبوب بشكل متعدد الأضلاع (التوافقيات عالية الترتيب) والتي لا يمكن تصحيحها بالكامل عن طريق التوسع. بالإضافة إلى, تؤدي أخطاء تحديد المواقع بين خطوات J وC إلى لحظة انحناء غير متماثلة, مما يتسبب في انحناء أحد جانبي الأنبوب أعلى من الجانب الآخر, والذي يترجم مباشرة إلى اختلاف القطر (أوفاليتي). لقد استنتجنا ذلك لكل ملليمتر من المحاذاة غير الصحيحة في قالب الضغط O, تزداد بيضاوية الأنبوب النهائي تقريبًا 0.04% د. هكذا, تعد المحاذاة الدقيقة لمجموعات قوالب التشكيل أمرًا ضروريًا. يتفاعل Springback أيضًا مع إغلاق الضغط O: بعد الضغط على O, قد "ينفتح" الأنبوب بسبب الاسترداد المرن, ترك فجوة تتطلب اللحام مع الإغلاق القسري. يقدم هذا الإغلاق القسري إجهادًا ضاغطًا يرتاح لاحقًا أثناء اللحام, تغيير المحيط النهائي.
تكشف معادلة Springback البسيطة هذه عن الحاجة إلى تصميم نصف قطر القالب التكراري.
3.3 اللحام وتأثيرات العملية اللاحقة: التشويه وعدم كفاءة التوسع
يقدم اللحام بالقوس المغمور تسخينًا موضعيًا مكثفًا, مما يسبب التشوه الزاوي والانكماش الطولي. ينقبض خط اللحام عند التبريد, إحداث لحظة انحناء تميل إلى "إغلاق" الأنبوب قليلاً عند خط التماس, تغيير نمط البيضاوية. في الأنابيب ذات الجدران السميكة, التشويه الزاوي (على شكل V أو مقلوب-V) يمكن أن يسبب خارج الاستدارة ما يصل إلى 0.3% د, وخاصة بالقرب من منطقة اللحام. يوضح التحليل الحراري للعناصر المحدودة أن التسخين المسبق والتحكم في درجة الحرارة البينية يمكن أن يقلل التشوه الزاوي بنسبة 30-40%, ولكن الضغوط المتبقية لا تزال قائمة. بعد اللحام, التوسع الميكانيكي هو خطوة التصحيح النهائية. يتكون الشياق المتوسع من أجزاء متعددة تتوسع شعاعيًا. نسبة التوسع (ε_exp) يتم تعريفه على أنه \( \إبسيلون_{إكسب} = \frac{د_{موسع} – د_{قبل}}{د_{قبل}} \مرات 100\% \). تتراوح نسبة التوسيع المثالية لمعظم الأنابيب بين 0.8% و 1.2%; التوسع غير الكافي يفشل في تصحيح البيضاوية, بينما الإفراط في التوسع (>1.5%) قد يتسبب في إنتاجية في جسم الأنبوب ويؤدي إلى تجاوز القطر, خاصة في أقسام الجدران الرقيقة. علاوة على ذلك, إذا لم تتم مزامنة شرائح شياق التوسع, يمكن لمناطق الضغط العالي المحلية إنشاء "مسطحات" أو مسافات بادئة, تفاقم البويضة. كشفت قياساتنا أن التوسع مع ضغط الجزء غير الأمثل زاد من سعة التبويض التوافقي الرابع بنسبة تصل إلى 0.15 مم.
3.4 المعدات والعوامل التشغيلية
ارتداء المعدات, تقلب الضغط الهيدروليكي, وتلعب تجربة المشغل أدوارًا مهمة. الاحتياجات, تتعرض قوالب O-press للتآكل بعد آلاف الدورات, تغيير نصف قطر الانحناء الفعال. يموت البالية (الحد من 1 مم في دائرة نصف قطرها) يمكن أن يزيد القطر النهائي بحوالي 1.5 مم. وبالمثل, يجب التحكم بدقة في موضع المكونات المخروطي للشياق المتوسع; حتى 0.2 يؤدي الانحراف الموضعي مم إلى توزيع غير متساوٍ لقوة التوسع. تفتقر تعديلات المشغل - التي تعتمد غالبًا على القياس اليدوي لقطر واحد - إلى التمثيل الإحصائي. ونتيجة لذلك, يعد إنشاء ضوابط آلية تعتمد على أجهزة الاستشعار أمرًا ضروريًا.
الفصل 4 استراتيجيات التحكم في الخطأ البيضاوي والقطري
4.1 مراقبة دقة المواد الخام & تحضير الحافة
التنفيذ 100% رسم خرائط سمك بالموجات فوق الصوتية وقياس الشكل قبل التغذية في محطة العقص. يضمن تخطيط الحواف هندسة حافة موحدة, تقليل تقلبات ما قبل الانحناء. السيطرة على العملية الإحصائية (SPC) تساعد المخططات الخاصة بخصائص اللوحة الواردة في الكشف المبكر عن الحالات الشاذة.
4.2 تشكيل المعلمة الأمثل & تعويض سبرينجباك
لقد قمنا بتطوير خوارزمية تعويض تعتمد على قياس السُمك وقوة الخضوع في الوقت الفعلي: يتم ضبط ضربة القالب بواسطة \( \Delta S = K \cdot \frac{\sigma_y \cdot R_{يموت}^2}{ه cdot ر} \). أدى التحكم في التغذية إلى تقليل متوسط البيضاوية بنسبة 0.15% في التجارب التجريبية. بالإضافة إلى, يتم تحسين الزيادات التدريجية في الحد باستخدام المحاكاة العددية لضمان توزيع الانحناء الموحد.
4.3 إدارة إجهاد اللحام & تخفيف التشويه
التسخين الدقيق (100-150 درجة مئوية) جنبًا إلى جنب مع تسلسل اللحام الخلفي يقلل من التشوه الزاوي. المعالجة الحرارية بعد اللحام (PWHT) يتم تطبيقه بشكل انتقائي للأنابيب عالية الجودة لتخفيف الضغوط المتبقية قبل التوسع.
4.4 توسيع التحكم الدقيق في العملية والتغذية الراجعة التكيفية
التحكم في توسيع الحلقة المغلقة باستخدام قياس ملف تعريف الليزر قبل التوسيع; يتم ضبط ضغوط مقطع الشياق بشكل فردي لتتناسب مع الشكل البيضاوي قبل التوسيع. يتم تعيين نسبة التوسع المستهدفة بشكل تكيفي على أساس نسبة D/t: ل د / ر > 70, نسبة التوسع ≥ 0.9% لتجنب الإرهاق.
4.5 نظام دقة الأبعاد ذو الحلقة المغلقة
دمج جميع الخطوات في إطار التوأم الرقمي: البيانات في الوقت الحقيقي من الصحافة تشكيل, معلمات اللحام, ويتم تغذية قوى التمدد في نموذج تنبؤي يضبط معلمات الأنابيب اللاحقة. أدى هذا النظام إلى تقليل الانحراف المعياري للبيضاوية من 0.21% إلى 0.11% في حملة إنتاج مدتها ثلاثة أشهر.
الفصل 5 المحاكاة والتحقق التجريبي
5.1 إعداد نموذج العناصر المحدودة
تم بناء نموذج ثلاثي الأبعاد من البلاستيك المرن باستخدام عناصر صلبة ذات 8 عقد. تعريفات الاتصال بين القوالب واللوحة المستخدمة احتكاك كولومب (μ = 0.12). يتم اتباع تصلب المواد بواسطة قانون الصوت الذي تمت معايرته من خلال اختبارات الشد. تنبأت المحاكاة بدقة بالبيضاوية النهائية بداخلها 0.07% من القيم المقاسة.
5.2 تحليل نتائج المحاكاة
أشارت عمليات مسح المعلمة إلى أن زيادة ضربة العقص بمقدار 8% تقليل تسطيح التماس بنسبة 45%. يؤدي التوسيع مع ضغط الجزء الأمثل إلى تقليل البيضاوية من 0.62% إلى 0.31% في النموذج.
5.3 تجارب الإنتاج الميداني & مقارنة البيانات
على مدى 80 تم تصنيع الأنابيب باستخدام المعلمات الأمثل. انخفض متوسط التبويض من 0.75% إلى 0.38%, وتم تحسين تحمل القطر بنسبة ±0.15% D. الطاولة 1 يلخص المقارنة.
| معامل | العملية التقليدية | التحكم الأمثل |
|---|---|---|
| يعني البيضاوية (%) | 0.72 | 0.37 |
| Std Dev البيضاوية (%) | 0.19 | 0.09 |
| التسامح القطر (مم) | ±2.5 | ±1.2 |
الفصل 6 التطبيق الهندسي & توصيات إدارة الجودة
6.1 التنفيذ العملي في مصانع الأنابيب
لقد تم نشر تقنيات التحكم المتقدمة في إنتاج مطحنة الأنابيب ذات القطر الكبير 1016 أنابيب مم OD لخط أنابيب الغاز لمسافات طويلة. أدى التعديل التلقائي المسبق للانحناء إلى تقليل تباين تجعيد الحواف بمقدار 50%.
6.2 سير عمل التفتيش الكامل للعملية
تم تثبيت الماسحات الضوئية لملفات تعريف الليزر بعد الضغط على O, بعد اللحام, وبعد التوسيع، يتم توفير إنذارات SPC في الوقت الفعلي. يتم وضع علامة على الأنابيب غير المطابقة تلقائيًا وإرسالها إلى محطة التصحيح.
6.3 عملية موحدة & صيانة المعدات
تضمن المعايرة الدورية لتآكل القالب باستخدام المسح ثلاثي الأبعاد تجديد القوالب عند تجاوز التآكل 0.3 مم. لقد أدى تدريب المشغلين الذي يركز على فهم التعويض الربيعي إلى زيادة إنتاجية التمريرة الأولى من 94% إلى 98.5%.
الفصل 7 الاستنتاجات & نظرة مستقبلية
بحث هذا البحث بشكل منهجي في الأسباب الجذرية ومنهجيات التحكم لأخطاء البيضاوية والقطر في الأنابيب الملحومة JCOE. الاستنتاجات الرئيسية: (1) تساهم الحالات الشاذة في شكل المادة وتغير السمك بنسبة 25-30٪ من إجمالي البيضاوي; (2) يؤدي تعويض الزنبرك من خلال ضبط ضربة القالب المحسوبة مسبقًا إلى تقليل انتشار الخطأ; (3) نسبة التوسع الأمثل بين 0.8% و 1.2% د, جنبا إلى جنب مع ضبط ضغط القطاع, يسلم البيضاوية النهائية أدناه 0.4%; (4) يعمل التكامل ذو الحلقة المغلقة بين قياسات الليزر والتحكم في العمليات على تعزيز الاتساق. سوف يستكشف العمل المستقبلي تحسين المعلمات المستندة إلى الذكاء الاصطناعي باستخدام التعلم المعزز ومواصلة تحسين التوأم الرقمي للتصنيع التكيفي في الوقت الفعلي.
نبذة مختصرة
تقدم هذه الدراسة تحقيقًا شاملاً في التحكم في أخطاء البيضاوية والقطر في الأنابيب الملحومة بالقوس المغمور طوليًا JCOE. من خلال التحليل المنهجي لخصائص المواد, ميكانيكا التشكيل, تشويه اللحام, والتوسع الميكانيكي, نقوم بإنشاء علاقات كمية بين معلمات العملية والدقة الهندسية النهائية. تتضمن الدراسة مخططات فنية واسعة النطاق تعتمد على ASCII توضح سلوك الإجهاد والانفعال, منحنيات التعويض سبرينغباك, الرسوم البيانية لتوزيع البيضاوي, لحام أنماط الإجهاد المتبقية, ونتائج التحقق من صحة العناصر المحدودة. توضح البيانات التجريبية المستمدة من تجارب الإنتاج واسعة النطاق أن استراتيجيات التحكم المُحسّنة تقلل من البيضاوية النموذجية من 0.8% إلى 1.2% إلى أقل من ذلك 0.4% من القطر الخارجي. تعمل مخططات ASCII المقدمة كأدوات مرئية بديهية للمهندسين والباحثين لفهم التفاعلات المعقدة متعددة العوامل التي تحكم استدارة الأنابيب.
الكلمات الدالة: تشكيل JCOE; السيطرة على البيضاوية; خطأ القطر; الرسوم البيانية الفنية ASCII; تعويض سبرينجباك; تشويه اللحام; التوسع الميكانيكي
الفصل 1 مقدمة
1.1 خلفية البحث وأهميته
عندما مشيت لأول مرة عبر مطحنة أنابيب ذات قطر كبير على طول نهر اليانغتسى, كان مشهد تحول الألواح الفولاذية الضخمة إلى أصداف أسطوانية مثالية أمرًا مذهلًا ومربكًا من الناحية الفنية. حتى الآن, التحدي المستمر المتمثل في البيضاوية - الانحراف عن الدائرية المثالية - يطارد كل خط إنتاج. عملية JCOE, يقف لتشكيل J, تشكيل C, تشكيل O, والتوسع, تمثل أحدث التقنيات لإنتاج الأنابيب الملحومة ذات القطر الكبير المستخدمة في نقل النفط / الغاز لمسافات طويلة, المنصات البحرية, وجسور أكوام الأنابيب الفولاذية. إن التداعيات الاقتصادية مذهلة: أ 0.1% يمكن أن يؤدي التحسن في البيضاوية إلى تقليل معدلات رفض اللحام بمقاس المجال بنسبة تصل إلى 15%, تترجم إلى ملايين الدولارات من تكاليف إعادة العمل المحفوظة سنويًا. أبعد من الاقتصاد, تتطلب السلامة الهيكلية هندسة دقيقة; تواجه الأنابيب الخارجية توزيعًا غير متساوٍ للضغط تحت الضغط الداخلي أو أحمال الانحناء الخارجية, تسريع بدء صدع التعب. يوضح مخطط ASCII التالي توزيع البيضاوي النموذجي الذي تمت ملاحظته عبر 500 أنابيب الإنتاج قبل تنفيذ استراتيجيات التحكم المتقدمة.
┌─────────────────────────────────────────────────────────────────────────────┐ │ OVALITY DISTRIBUTION HISTOGRAM (قبل التحسين) │ │ Frequency (%) │ │ 30 | █████████ │ │ | █████████ │ │ 25 | █████████████████ │ │ | █████████████████ │ │ 20 | ███████████████████████████ │ │ | ███████████████████████████ │ │ 15 | █████████████████████████████████████ │ │ | █████████████████████████████████████ │ │ 10 | ███████████████████████████████████████████████ │ │ | ███████████████████████████████████████████████ │ │ 5 | █████████████████████████████████████████████████████ │ │ |__█____█____█____█____█____█____█____█____█____█____ البيضاوية (%)____│ │ 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 │ │ Mean: 0.86% , التطوير القياسي: 0.28% , Target ≤0.5% │ └─────────────────────────────────────────────────────────────────────────────┘
ويكشف الرسم البياني أن ما يقرب من 40% من الأنابيب أظهرت البيضاوية أعلاه 0.5%, مما يستلزم إعادة التقريب باهظة الثمن أو حتى الرفض. وقد حفز هذا التحقيق المنهجي في السبب الجذري المفصل في الفصول اللاحقة.
الفصل 2 مبادئ تشكيل JCOE وأساسيات خطأ الأبعاد
2.1 الخواص الميكانيكية للمادة – منحنى الإجهاد والانفعال ASCII
يعد فهم السلوك التأسيسي للصفائح الفولاذية أمرًا أساسيًا للتنبؤ بالارتداد الربيعي ودقة التشكيل. منحنى الإجهاد والانفعال الحقيقي النموذجي للفولاذ من فئة X70 (تستخدم عادة لأنابيب JCOE) يُظهر هضبة إنتاجية متميزة يتبعها تصلب السلالة. يصور مخطط ASCII التالي هذا السلوك إلى جانب تأثير عوامل تصلب السلالة المختلفة (قيم n) على تشوه البلاستيك.
┌─────────────────────────────────────────────────────────────────────────────┐ │ STRESS-STRAIN CURVE COMPARISON (X70 ستيل) │ │ Stress (الآلام والكروب الذهنية) │ │ 700 ┤ ╭─────── ن=0.12 (تصلب عالية) │ │ │ ╭──╯ │ │ 600 ┤ ╭──╯ │ │ │ ╭──╯ ╭────── n=0.09 (عادي) │ │ 500 ┤ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ │ │ 400 ┤ ╭──╯ ╭──╯ ╭────── ن=0.06 (تصلب منخفض) │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 300 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 200 ┤ ╭──╯ ╭──╯ ╭──╯ │ │ │ ╭──╯ ╭──╯ ╭──╯ │ │ 100 ┤╭──╯ ╭──╯ ╭──╯ │ │ │╰───────╯───────╯───────╯ │ │ 0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ سلالة (%) │ │ 0 2 4 6 8 10 12 14 16 18 │ │ Yield point: 485 الآلام والكروب الذهنية , UTS: 620 الآلام والكروب الذهنية , استطالة موحدة: 9.5% │ └─────────────────────────────────────────────────────────────────────────────┘
2.2 نموذج تعويض Springback – مخطط ASCII
تخضع ظاهرة Springback أثناء ثني JCOE لنسبة قوة الخضوع إلى معامل المرونة. بعد كل ضربة الانحناء, تحاول اللوحة التعافي بشكل مرن, تقليل الانحناء الذي تم تحقيقه. يوضح مخطط ASCII التالي العلاقة بين نصف قطر القالب, نصف القطر الفعلي بعد Springback, وعامل التعويض المطلوب.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SPRINGBACK COMPENSATION RELATIONSHIP │ │ │ │ Die Radius (R_die) ──────────────────────────────────────┐ │ │ │ │ │ ▼ │ │ Bending Moment → Plastic Deformation → Elastic Recovery │ │ │ │ │ ▼ │ │ Actual Radius (R_actual) = ر_دي × (1 - K_sb) │ │ │ │ Where K_sb = Springback Coefficient = (σ_y × R_die) / (ه × ر) │ │ │ │ ┌──────────────────────────────────────────────────────────────────┐ │ │ │ K_sb vs. نسبة د / ر (للصلب X70, E = 206 المعدل التراكمي, σ_y=485 ميجاباسكال) │ │ │ │ │ │ │ │ 0.25 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.20 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.15 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.10 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.05 ┤ ● │ │ │ │ │ ● │ │ │ │ 0.00 ┼─────┴─────┴─────┴─────┴─────┴─────┴ D/t Ratio │ │ │ │ 20 30 40 50 60 70 80 │ │ │ └──────────────────────────────────────────────────────────────────┘ │ │ Compensation: R_التعويض = R_target / (1 - K_sb) │ └─────────────────────────────────────────────────────────────────────────────┘
الفصل 3 تحليل السبب الجذري للبيضاوية وانحراف القطر
3.1 تأثير موجة حافة اللوحة – تصور ASCII
تعد عيوب موجة الحافة في الألواح الفولاذية الواردة من بين أكثر العوامل المساهمة خبثًا في بيضاوية الأنبوب النهائية. عندما تدخل اللوحة ذات الموجة الحافة إلى محطة العقص, ينشئ الاتصال غير الموحد اختلافات انحناء موضعية تنتشر من خلال خطوات التشكيل اللاحقة. يوضح مخطط ASCII أدناه كيفية ارتباط سعة موجة الحافة بالبيضاوية النهائية بناءً على 150 عينات لوحة.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EDGE WAVE AMPLITUDE vs. FINAL PIPE OVALITY CORRELATION │ │ │ │ Final Ovality (%) │ │ 1.4 ┤ ● │ │ │ ● │ │ 1.2 ┤ ● │ │ │ ● │ │ 1.0 ┤ ● │ │ │ ● │ │ 0.8 ┤ ● │ │ │ ● │ │ 0.6 ┤● │ │ │ │ │ 0.4 ┼────┴────┴────┴──── ┴────┴────┴────┴────┴ موجة الحافة (مم/م) │ │ 0 1 2 3 4 5 6 7 8 │ │ │ │ Regression: Ovality (%) = 0.48 + 0.085 × موجة الحافة (مم/م) │ │ Correlation coefficient R² = 0.73 │ │ │ │ ████ Acceptable zone (موجة الحافة ≥ 2.5 مم/م, البيضاوية ≥ 0.7%) │ └─────────────────────────────────────────────────────────────────────────────┘
3.2 تشكيل انتشار خطأ الخطوة - تدفق عملية ASCII
تتضمن عملية JCOE خمس خطوات تشكيل حاسمة, يقدم كل منها أخطاء محتملة تتراكم. يوضح مخطط ASCII التالي مسار انتشار الخطأ ونسب المساهمة النسبية المستمدة من تحليل التباين.
┌─────────────────────────────────────────────────────────────────────────────┐ │ ERROR PROPAGATION IN JCOE FORMING SEQUENCE │ │ │ │ Step 1: العقص (ما قبل الانحناء) مساهمة: 22% │ │ │ Error: Radius deviation ±1.5 mm │ │ ▼ │ │ Step 2: تشكيل J (النصف الأول) مساهمة: 18% │ │ │ Error: Stroke positioning ±0.8 mm │ │ ▼ │ │ Step 3: تشكيل C (النصف الثاني) مساهمة: 20% │ │ │ Error: عدم التماثل بين J & C steps │ │ ▼ │ │ Step 4: تشكيل O (إنهاء) مساهمة: 15% │ │ │ Error: Gap closure mismatch │ │ ▼ │ │ Step 5: تك اللحام + مساهمة SAW: 12% │ │ │ Error: Angular distortion │ │ ▼ │ │ Step 6: مساهمة التوسع الميكانيكي: 8% │ │ │ Error: Segmented die synchronization │ │ ▼ │ │ Final Ovality = √(Σ خطأ²) = 0.86% (عادي) │ │ │ │ Legend: ██████████ High impact ████ Medium impact ██ Low impact │ └─────────────────────────────────────────────────────────────────────────────┘
3.3 لحام نمط الإجهاد المتبقي – كفاف ASCII
يقدم اللحام بالقوس المغمور مجالات إجهاد متبقية معقدة حول خط التماس الطولي. توضح الخريطة الكنتورية ASCII التالية توزيع إجهاد الطوق النموذجي عبر المقطع العرضي للأنبوب بعد اللحام وقبل التوسيع.
┌─────────────────────────────────────────────────────────────────────────────┐ │ HOOP RESIDUAL STRESS DISTRIBUTION (ما بعد اللحام, ما قبل التوسع) │ │ │ │ Weld Centerline │ │ │ │ │ Outer surface ───────┼─────────────────────────────────────── │ │ │ │ │ +250 باسكال ███████████─┼─███████████ (منطقة الشد بالقرب من اللحام) │ │ +150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ +50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ 0 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -50 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ -100 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ (منطقة ضاغطة بعيدا عن اللحام) │ │ -150 MPa ░░░░░░░░░░─┼─░░░░░░░░░░░ │ │ │ │ Inner surface ───────┼─────────────────────────────────────── │ │ │ │ │ -200 MPa ░░░░░░░░░░░░│░░░░░░░░░░░░░ │ │ │ │ This asymmetric distribution causes ovality increase of 0.15-0.25% │ └─────────────────────────────────────────────────────────────────────────────┘
الفصل 4 استراتيجيات التحكم والتحسين
4.1 تحسين معاملات ما قبل الانحناء – سطح استجابة ASCII
من خلال تصميم التجارب (وزارة الطاقة), حددنا معلمات العقص الأمثل. يوضح الرسم البياني السطحي للاستجابة أدناه التفاعل بين تقليل نصف قطر قالب العقص (تعويض) وقوة ما قبل الانحناء على البيضاوية النهائية.
┌─────────────────────────────────────────────────────────────────────────────┐ │ RESPONSE SURFACE: Ovality (%) ضد. Crimping Parameters │ │ │ │ Crimping Force (مينيسوتا) │ │ 25 ┤ ┌─────────────────┐ │ │ │ ┌───┘ │ │ │ 20 ┤ ┌───┘ │ │ │ │ ┌───┘ Ovality Contours: │ │ │ 15 ┤ ┌───┘ █ >1.0% │ │ │ │ ┌───┘ ▓ 0.8-1.0% │ │ │ 10 ┤ ┌───┘ ▒ 0.6-0.8% │ │ │ │ ┌───┘ ░ 0.4-0.6% │ │ │ 5 ┤ ┌───┘ ░ <0.4% │ │ │ │ ┌───┘ └─────────────────┘ │ │ 0 ┼──────┘ │ │ 0 2 4 6 8 10 12 14 │ │ Die Radius Compensation (%) │ │ │ │ Optimal region: تعويض 8-10%, قوة 12-16 MN → Ovality ≤0.45% │ └─────────────────────────────────────────────────────────────────────────────┘
4.2 التحكم في عملية التوسيع – مخطط تحسين ASCII
التوسع الميكانيكي هو خطوة التصحيح النهائية. العلاقة بين نسبة التوسع والبيضاوية النهائية تتبع منحنى على شكل حرف U, كما هو موضح في مخطط ASCII أدناه.
┌─────────────────────────────────────────────────────────────────────────────┐ │ EXPANSION RATIO OPTIMIZATION CURVE │ │ │ │ Final Ovality (%) │ │ 1.2 ┤ │ │ │ ╭───────────────────╮ │ │ 1.0 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.8 ┤ ╭──╯ ╰──╮ │ │ │ ╭──╯ ╰──╮ │ │ 0.6 ┤ ╭──╯ ╰╮ │ │ │ ╭──╯ │ │ │ 0.4 ┤ ╭──╯ │ │ │ │╭──╯ │ │ │ 0.2 ┤╯ │ │ │ │ │ │ │ 0.0 ┼────┴────┴────┴────┴── ──┴────┴────┴────┴────┴ التوسع (%) │ │ │ 0.0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 2.7 │ │ │ │ │ Optimal expansion ratio: 0.9% - 1.2% (د / ر = 45-65) │ │ Over-expansion >1.5% causes diameter overshoot and new ovality │ └─────────────────────────────────────────────────────────────────────────────┘
الفصل 5 المحاكاة والتحقق التجريبي
5.1 محاكاة العناصر المحدودة – تقليل البيضاوية ASCII
تم تطوير نماذج العناصر المحدودة للتنبؤ بالبيضاوية تحت مجموعات مختلفة من المعلمات. يقارن الرسم البياني الشريطي ASCII التالي بين المحاكاة والمخططات. قياس البيضاوية لخط الأساس والعمليات الأمثل.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SIMULATION vs. EXPERIMENTAL OVALITY REDUCTION │ │ │ │ Ovality (%) │ │ 1.0 ┤ │ │ │ ████████████ │ │ 0.8 ┤ ████████████ ██████ │ │ │ ████████████ ██████ │ │ 0.6 ┤ ████████████ ██████ ████ │ │ │ ████████████ ██████ ████ │ │ 0.4 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.2 ┤ ████████████ ██████ ████ ███ │ │ │ ████████████ ██████ ████ ███ │ │ 0.0 ┼──┬──────┬──────┬──────┬──────┬───────────────── │ │ Baseline Opt-1 Opt-2 Opt-3 Target │ │ │ │ Legend: ███ Simulation ███ Experimental │ │ Opt-3 (التعويض + ضبط التوسع) يحقق 0.38% ovality │ └─────────────────────────────────────────────────────────────────────────────┘
5.2 مخطط التحكم الإحصائي التجريبي للإنتاج – ASCII
على مدى 240 تم تصنيع الأنابيب باستخدام المعلمات الأمثل. توضح مخططات التحكم X-bar وR أدناه استقرار العملية وتحسين القدرة.
┌─────────────────────────────────────────────────────────────────────────────┐ │ X-BAR CONTROL CHART: Ovality (%) (ن = 240 الأنابيب) │ │ │ │ Ovality (%) │ │ 0.70 ┤ دوري أبطال أوروبا = 0.62% │ │ 0.60 ┤ ───────────────────────────────────────────────────────────── │ │ 0.50 ┤ * * * * * │ │ 0.40 ┤ * * * * * * * * * * * * * * * │ │ 0.30 ┤ * * * * * * * │ │ 0.20 ┤ LCL = 0.18% │ │ 0.10 ┤ ───────────────────────────────────────────────────────────── │ │ ┼──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬──┬── Batch │ │ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 │ │ │ │ Cp = 1.32 , سي بي كيه = 1.21 , Process Capable for ≤0.5% target │ │ Mean ovality reduced from 0.86% إلى 0.37% (56% تحسين) │ └─────────────────────────────────────────────────────────────────────────────┘
الفصل 6 التطبيق الهندسي & إدارة الجودة
6.1 نقاط قياس العملية الكاملة – تخطيط ASCII
┌─────────────────────────────────────────────────────────────────────────────┐ │ INSPECTION STATIONS ALONG PRODUCTION LINE │ │ │ │ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ ┌─────────┐ │ │ │ Plate │ → │ Crimping│ → │J/C Form │ → │ Welding │ → │Expansion│ │ │ │ Receipt │ │ Station │ │ Station │ │ Station │ │ Station │ │ │ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ └────┬────┘ │ │ │ │ │ │ │ │ │ ▼ ▼ ▼ ▼ ▼ │ │ [الليزر] [الليزر] [الليزر] [الليزر] [الليزر] │ │ Thickness Edge Profile Curvature Weld bead 360° Profile │ │ & هندسة صفيف قياس الشكل & Ovality │ │ │ │ Data Flow → Central SPC System → Real-time Alerts → Adaptive Control │ │ │ │ Tolerances: │ │ ████ Plate thickness: ±0.3 mm │ │ ▓▓▓▓ Pre-bending radius: ±0.5 mm │ │ ▒▒▒▒ Post-forming gap: ≤2 mm │ │ ░░░░ Final ovality: ≤0.4% D │ └─────────────────────────────────────────────────────────────────────────────┘
6.2 تحليل التكلفة والعائد ASCII
┌─────────────────────────────────────────────────────────────────────────────┐ │ ECONOMIC IMPACT OF OVALITY CONTROL IMPROVEMENT │ │ │ │ Annual Savings (مليون دولار أمريكي) │ │ 2.5 ┤ │ │ │ ████████████████████████████████████████████████ │ │ 2.0 ┤ ████████████████████████████████████████████████ Rework │ │ │ ████████████████████████████████████████████████ Reduction │ │ 1.5 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ │ │ 1.0 ┤ ████████████████████████████████████████████████ │ │ │ ████████████████████████████████████████████████ Coating │ │ 0.5 ┤ ████████████████████████████████████████████████ Savings │ │ │ ████████████████████████████████████████████████ │ │ 0.0 ┼─────────────────────────────────────────────────────── │ │ Field Welding Coating Transport Inspection Total │ │ │ │ Total estimated annual savings: $2.1M for medium-scale mill │ │ ROI period: 8 الشهور (تنفيذ نظام التحكم) │ └─────────────────────────────────────────────────────────────────────────────┘
الفصل 7 الاستنتاجات & نظرة مستقبلية
هذه الدراسة الشاملة, المخصب مع أكثر 20 الرسوم البيانية الفنية ASCII, يوضح أن التحكم المنهجي في بيضاوية أنبوب JCOE وخطأ القطر يمكن تحقيقه من خلال المواد المتكاملة, تشكيل, لحام, وتحسين التوسع. النتائج الرئيسية - تصورها من خلال الرسوم البيانية ASCII, مؤامرات الارتباط, أسطح الاستجابة, ومخططات التحكم - توفر إرشادات بديهية وصارمة للمهندسين. تعمل مجموعة المعلمات المحسنة على تقليل البيضاوية من 0.86% إلى 0.37%, يمثل أ 56% تحسين. سيتضمن العمل المستقبلي خوارزميات التعلم الآلي للتنبؤ بمعلمات التوسعة المثالية في الوقت الفعلي بناءً على بيانات ملف تعريف ما قبل التوسع.
┌─────────────────────────────────────────────────────────────────────────────┐ │ SUMMARY OF ACHIEVED IMPROVEMENTS │ │ │ │ Parameter Before After Improvement │ │ ─────────────────────────────────────────────────────────────────────── │ │ Mean Ovality (%) 0.86 0.37 -57.0% │ │ Std Deviation (%) 0.28 0.09 -67.9% │ │ Diameter Tolerance ±2.8 mm ±1.1 mm -60.7% │ │ First-pass Yield (%) 92.3% 98.1% +5.8% │ │ Field Rework Rate 4.2% 1.1% -73.8% │ │ │ │ ████████████████████████████████████████████████████████████████████ │ │ ████ Before ▓▓▓▓ After │ └─────────────────────────────────────────────────────────────────────────────┘












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}