

EN 10216-1 P195 Nahtloses Stahlrohr
April 4, 2026
Feuerverzinktes ERW-Stahlrohr
Feuerverzinkt (HDG) Elektrischer Widerstand geschweißtes (ERW) Stahlrohre stellen den Standard für korrosionsbeständige Flüssigkeitstransport- und Strukturgerüste im modernen Bauwesen dar. Durch die Kombination der Hochfrequenzschweißeffizienz der ERW-Technologie mit einer umfassenden metallurgischen Zinkbindung, Diese Rohre erreichen eine überdurchschnittliche Lebensdauer 50 Jahre unter verschiedenen atmosphärischen Bedingungen.
Als erstklassige Industriekomponente, Feuerverzinkt ERW Stahlrohr wird in Übereinstimmung mit globalen Standards einschließlich ASTM A53 hergestellt, BS 1387, und EN 39, bietet eine Zinkbeschichtungsdichte von bis zu 600 g/m². Dieser Leitfaden dient als maßgebliche technische Referenz für Beschaffungsbeauftragte, Bauingenieure, und Projektmanager.
1. Technische Spezifikationen & Lieferumfang
Die Produktion von HDG ERW-Rohren erfolgt über ein zweistufiges Qualitätstor: Erste, das Präzisionsschweißen der Basiskohlenstoffstahlspule, und zweitens, das Eintauchen in ein $450^{\Zirkel}C$-Bad aus geschmolzenem Zink. Nachfolgend finden Sie die technische Hauptzusammenfassung.
| Parameter | Technische Details / Fähigkeit |
|---|---|
| Außendurchmesser (OD) | 1/2″ – 12″ (21.3mm bis 323,9 mm) |
| Wandstärke (WT) | 0.8mm – 10,0 mm (Bis zu 17,5 mm für kundenspezifische Serien) |
| Gewicht der Zinkbeschichtung | Durchschnittlich 200 g/m² bis 600 g/m² ($30\mu m$ to $70\mu m$) |
| Materialqualitäten | Q235, Q345, S235GT, S355, STK400, STK500 |
| Standardkonformität | ASTM A53, API 5L, EN39, BS1139, JIS3444, GB / T3091 |
| Rohrlänge | 1.0m – 12,0 m (Feste oder zufällige Längen) |
| Produktivität | 5,000 Metrische Tonnen pro Tag |
2. Produktionskapazität & Produktklassifizierung
Sicherstellung einer konsistenten Versorgung für Tier-1-Infrastrukturprojekte, Unsere Einrichtung ist in Betrieb 18 Spezielle Feuerverzinkungslinien mit einer Jahreskapazität von mehr als 1.5 Millionen Tonnen. Dieser Maßstab ermöglicht die gleichzeitige Herstellung verschiedener Geometrien, auch rund, Platz, und rechteckige Abschnitte.
| Hauptproduktlinie | Größenbereich (mm) | WT (mm) | Zeilenanzahl | Kapazität (Tonnen/Jahr) |
|---|---|---|---|---|
| Schwarzes ERW-Rohr | 21.3 – 219.1 | 1.5 – 10.0 | 13 | 1,000,000 |
| Feuerverzinkt. Rohr | 21.3 – 219.1 | 1.5 – 10.0 | 18 | 1,500,000 |
| TripAdvisor-Stahlrohr | 219 – 2020 | 5.0 – 28.0 | 5 | 150,000 |
| Quadratisches/rechteckiges Rohr | 20×20 – 400×600 | 1.3 – 20.0 | 10 | 800,000 |
| HDG-Vierkantrohr | 20×20 – 250×150 | 1.5 – 7.5 | 3 | 250,000 |
| Stahl-Kunststoff-Komplex | 1/2″ – 12″ | 1.5 – 10.0 | 9 | 100,000 |
3. Master-Dimensionen & Wandstärkenmatrix
Die folgende Tabelle enthält die standardisierten Abmessungen für Verzinktes Rundrohr. Diese Kennzahlen sind für die Berechnung von Flüssigkeitsdurchflussraten und strukturellen Lagerbelastungen bei Gerüstanwendungen von entscheidender Bedeutung.
| Zoll (in) | Nenndurchmesser (mm) | WT -Reichweite (mm) | Standardlänge (m) |
|---|---|---|---|
| 1/2″ | 21.3 | 0.5 – 2.75 | 5.8m / 6.0m |
| 3/4″ | 26.9 | 0.5 – 2.75 | 5.8m / 6.0m |
| 1″ | 33.7 | 0.5 – 3.75 | 5.8m / 6.0m |
| 1-1/4″ | 42.4 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 1-1/2″ | 48.3 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 2″ | 60.3 | 0.5 – 5.0+ | 1.0m – 12,0 m |
| 2-1/2″ | 76.1 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 3″ | 88.9 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 4″ | 114.3 | 0.8 – 4.0 | 5.8m / 6.0m |
| 6″ | 168.3 | 1.1 – 6.0+ | 6.0m / 12.0m |
| 8″ | 219.1 | 1.2 – 6.5+ | 6.0m / 12.0m |
| 10″ | 273.0 | 2.75 – 5.0+ | 6.0m / 12.0m |
| 12″ | 323.9 | 3.0 – 10.0 | 6.0m / 12.0m |
Hinweis: Alle oben aufgeführten Wandstärken beinhalten das Basis-ERW-Rohrsubstrat. The added zinc coating typically contributes an additional $30\mu m$ to $70\mu m$ per side, abhängig von der angegebenen Beschichtungsmasse ($g/m^2$).
“
4. Chemische Zusammensetzung & Materialqualitätsstandards
Die Leistung eines verzinkten Rohrs wird durch die Chemie seines Substrats bestimmt. Für ERW-Rohre aus verzinktem Stahl, Der Stahl muss eine hervorragende Schweißbarkeit und einen niedrigen Siliziumgehalt aufweisen, um eine glatte Oberfläche zu gewährleisten, gleichmäßige Zinkoberfläche. Wir verwenden erstklassige Kohlenstoffstahlsorten, die internationale Standards für Konstruktion und Druckübertragung erfüllen oder übertreffen.
Tabelle 3: Grenzwerte für chemische Komponenten (%)
| Stahlsorte | C (max) | Si (max) | MN (max) | P (max) | S (max) |
|---|---|---|---|---|---|
| Q235 (GB/T 3091) | 0.22 | 0.35 | 1.40 | 0.045 | 0.045 |
| S235GT (EN 10219) | 0.20 | – | 1.40 | 0.040 | 0.040 |
| ASTM A53 Klasse B | 0.30 | – | 1.20 | 0.050 | 0.045 |
| STK400 (JIS G3444) | 0.25 | – | – | 0.040 | 0.040 |
Anforderungen an die mechanischen Eigenschaften
| Metrisch | Zerreißfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung (mir %) |
|---|---|---|---|
| Q235 / S235-Serie | 370 – 500 | ≥ 235 | ≥ 26 |
| Q345 / S355-Serie | 470 – 630 | ≥ 345 | ≥ 20 |
| ASTM A53 Gr. B | ≥ 415 | ≥ 240 | Standardformel |
5. Die ERW-Produktionskette für Feuerverzinkung
Die Langlebigkeit unserer Rohre ist das Ergebnis eines 16-stufigen Herstellungszyklus. Jeder ERW Galvanisiertes Stahlrohr wird einer gründlichen Reinigung unterzogen (Beizen und alkalisches Waschen) vor dem Betreten des Zinkkessels, um sicherzustellen, dass die metallurgische Verbindung einwandfrei ist.
Im Gegensatz zu vorverzinkten Rohren (wobei das Band vor dem Schweißen verzinkt wird), unser Hot-Dip galvanisierten Der Prozess findet statt, nachdem das Rohr geformt wurde. Dadurch wird sichergestellt, dass die Schweißnaht vollständig durch die gleiche Zinkdicke geschützt ist wie der Rest des Rohrkörpers, verhindert vorzeitige Nahtkorrosion.
6. Überprüfung der hochwertigen Zinkbeschichtung
In unserer Einrichtung, “Qualität zuerst” ist nicht nur ein Slogan. Jede Charge von Feuerverzinktes Gerüststahlrohr wird drei primären Verifizierungstests unterzogen, um die globale Konformität sicherzustellen.
Oberflächenintegrität
Visuelle Prüfung auf Konsistenz der Innen- und Außenflächen. Beseitigung von Zinkspitzen, Blasen, und “schwarze Flecken.”
Dimensionale Genauigkeit
Präzise Messung von OD und WT mit kalibrierten Mikrometern vor und nach dem Verzinkungsprozess.
Gleichmäßigkeit der Zinkschicht
Probenrohre müssen standhalten fünf aufeinanderfolgende Einbrüche in einer Kupfersulfatlösung, ohne metallisches Rot zu zeigen (Der Preece-Test).
7. Maßgeschneiderte Verarbeitung & Strukturelle Änderung
Bereitstellung eines “Einbaufertig” Lösung für komplexe Ingenieurprojekte, unser Feuerverzinktes ERW-Stahlrohr Die Anlage bietet ein umfassendes Angebot an Sekundärverarbeitungsdiensten. Diese Modifikationen werden nach der Galvanisierung mithilfe von Kaltumformtechniken durchgeführt, um die Integrität der Zink-Eisen-Legierungsschicht zu bewahren.
| Verarbeitungsart | Technische Spezifikation | Industrielle Anwendung |
|---|---|---|
| Stempeln & Prägung | Permanente Laufzahl / Notenmarkierung | Rückverfolgbarkeit für Hochdrucksysteme |
| Mit Gewinde & Gekoppelt | NPT, BSP, oder ISO 7-1 Standardthreads | Gasleitungen, Niederdruckinstallation |
| Gerillte Enden | Standard-Rollnut für mechanische Verbindungen | Brandbekämpfung & Sprinkleranlagen |
| Biegen & Gewölbt | Kaltgewölbt (Min. 3D-Radius) | Gewächshausrahmen & Strukturbögen |
| Endkappe | Kunststoff-/interne staubdichte Stecker | Maritimer Exportschutz |
8. Primäre industrielle Anwendungen
Die Vielseitigkeit von ERW Feuerverzinkte Stahlrohre ermöglicht den Einsatz in Umgebungen mit hoher mechanischer Belastung und hoher Luftfeuchtigkeit. Unsere Rohre werden hauptsächlich in den folgenden drei Branchen eingesetzt:
A. Baugerüste
Konform mit EN 39 und BS 1139, unsere Gerüstrohre ($48.3mm$ AD) sorgen für die notwendige Steifigkeit für Traggerüste und Zugangstürme von Hochhäusern. Die Zinkbeschichtung verhindert die dadurch verursachte Strukturschwächung “Lochfraß” im feuchten Küstenklima.
B. Feuersprinkleranlagen
Zertifiziert nach ASTM A795, Diese Rohre sind so konstruiert, dass sie einer inneren Verstopfung durch Rostflocken widerstehen. Der Schmelztauchprozess stellt sicher, dass sowohl die Innen- als auch die Außenflächen der ERW-Naht immun gegen sauerstoffinduzierte Oxidation sind.
Weitere Anwendungen umfassen Gewächshausrohre (Resistenz gegen Düngemittel), Autobahnleitplanken (Schlagfestigkeit), und Ölmantelrohre (API 5L-Konformität) für den Energietransport im Mitteldruckbereich.

9. Globale Exportlogistik & Schutzverpackung
Als führender chinesischer Exporteur mit einer täglichen Produktivität von 5.000 Tonnen, Stahl verwaltet komplexe Logistik für den Nahen Osten, Afrika, Südostasien, und Australien. Vorbeugen “Weißer Rost” (nasser Lagerfleck) beim Seetransport hat für uns oberste Priorität.
Exportverpackungsstandards
| Verpackungselement | nach Steel Professional Standard |
|---|---|
| Bündelung | Sechskantbündel gesichert mit 8-10 Punkte aus Stahlband für Stabilität. |
| Kleiner OD-Schutz | In Bündeln verpackt; Rohre mit großem Außendurchmesser werden in großen Mengen versandt. |
| Gewebter Schutz | Wasserdichtes gewebtes Tuch mit 7 Lamellen, um Reibung und das Eindringen von Salznebel zu verhindern. |
| Innenbeschichtung | Gewindeenden mit Kunststoffkappen versehen; blanke Enden auf Wunsch geölt. |
Strategische Handelsbedingungen
- Handelsbedingungen: FOB, CFR, CIF, DDP, EXW
- Zahlungsmethoden: T/T (Telegrafische Übermittlung), Unwiderrufliches Akkreditiv
- Mindestbestellmenge: 2 Metrische Tonnen
- Vorlaufzeit: Prompter Versand am oder vor 20 Tagen
Ihr vertrauenswürdiger Partner für feuerverzinkten Stahl
Ob Sie es benötigen ASTM A53 Brandschutzrohre bzw BS 1139 Gerüstlösungen, unser 18 Produktionslinien sind bereit, Ihre technischen Anforderungen präzise und schnell zu erfüllen.
Schlüsselwörter: Feuerverzinktes ERW-Rohr, Gerüststahlrohr, Zinkbeschichtung 600 g/m², ASTM A53 Klasse B, BS 1387 Stahlrohr, Youfa-Stahlrohr, nach Steel China.
10. Hydrostatische Tests & Zerstörungsfreie elektrische Überprüfung
Um die strukturelle Integrität zu gewährleisten Feuerverzinkte ERW-Stahlrohre unter Hochdruckbedingungen, Jede Einheit muss strengen Sicherheitstests unterzogen werden. Gemäß der Norm ASTM A53, Hydrostatische Tests stellen sicher, dass keine Undichtigkeiten oder Strukturfehler in der Schweißnaht oder dem Rohrkörper vorliegen.
ASTM A53 Hydrostatische Testprotokolle:
- Testdauer: Rohre der Güteklasse B müssen den angegebenen Druck mindestens aufrechterhalten 5 Sekunden.
- Druckschwellen:
- Für NPS 3 (DN 80) und kleiner, Der minimale hydrostatische Druck darf nicht überschritten werden 2500 PSI [17,200 kPa].
- Für NPS 3 (DN 80) und größer, Der Druck darf nicht überschritten werden 2800 PSI [19,300 kPa].
Zerstörungsfreie elektrische Prüfung (Nde)
Für Typ E (ERW) Stahl Röhren, NDE ist ein obligatorischer Ersatz oder eine Ergänzung zur hydraulischen Prüfung. Die Schweißnaht von Rohren der Güteklasse A und B wird komplett mittels Wirbelstrom geprüft (E213, E273) oder Ultraschall (E309, E570) Methoden zur Erkennung von Fehlern unter der Oberfläche, die bei der visuellen Inspektion möglicherweise übersehen werden.

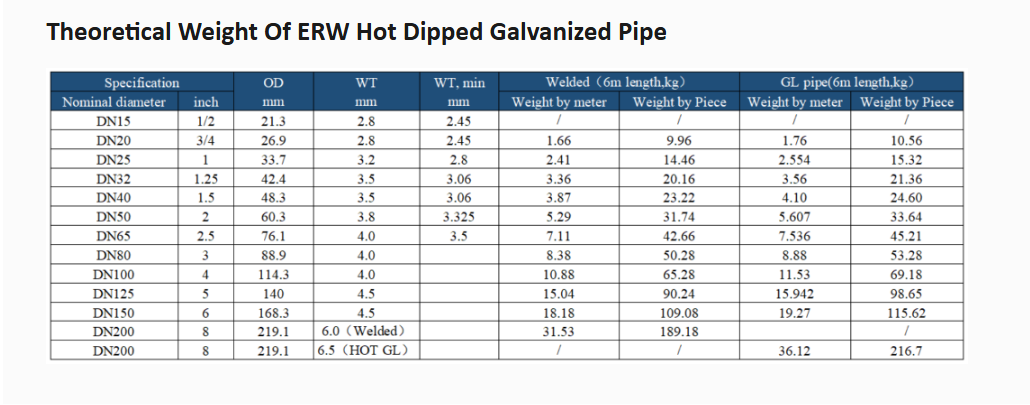
11. Erweiterter theoretischer Gewichtsvergleich: Geschweißt vs.. Verzinkt
Das Verständnis der Gewichtszunahme nach der Galvanisierung ist für die Logistik und strukturelle Tragfähigkeitsberechnungen von entscheidender Bedeutung. Die Tabelle unten, abgeleitet aus industriellen Chargendaten, vergleicht das Standardgewicht von schwarzen geschweißten Rohren mit einer Länge von 6 m Feuerverzinkt (GL) Rohre.
| Nenndurchmesser | OD (mm) | WT (mm) | Geschweißte Rohr (6m/kg) | GL (Verzinkt) Rohr (6m/kg) | ||
|---|---|---|---|---|---|---|
| Gewicht/Meter | Gewicht/Stück | Gewicht/Meter | Gewicht/Stück | |||
| DN20 (3/4″) | 26.9 | 2.8 | 1.66 | 9.96 | 1.76 | 10.56 |
| DN25 (1″) | 33.7 | 3.2 | 2.41 | 14.46 | 2.554 | 15.32 |
| DN32 (1.25″) | 42.4 | 3.5 | 3.36 | 20.16 | 3.56 | 21.36 |
| DN40 (1.5″) | 48.3 | 3.5 | 3.87 | 23.22 | 4.10 | 24.60 |
| DN50 (2″) | 60.3 | 3.8 | 5.29 | 31.74 | 5.607 | 33.64 |
| DN100 (4″) | 114.3 | 4.0 | 10.88 | 65.28 | 11.53 | 69.18 |
| DN150 (6″) | 168.3 | 4.5 | 18.18 | 109.08 | 19.27 | 115.62 |
| DN200 (8″) | 219.1 | 6.5 | / | / | 36.12 | 216.7 |
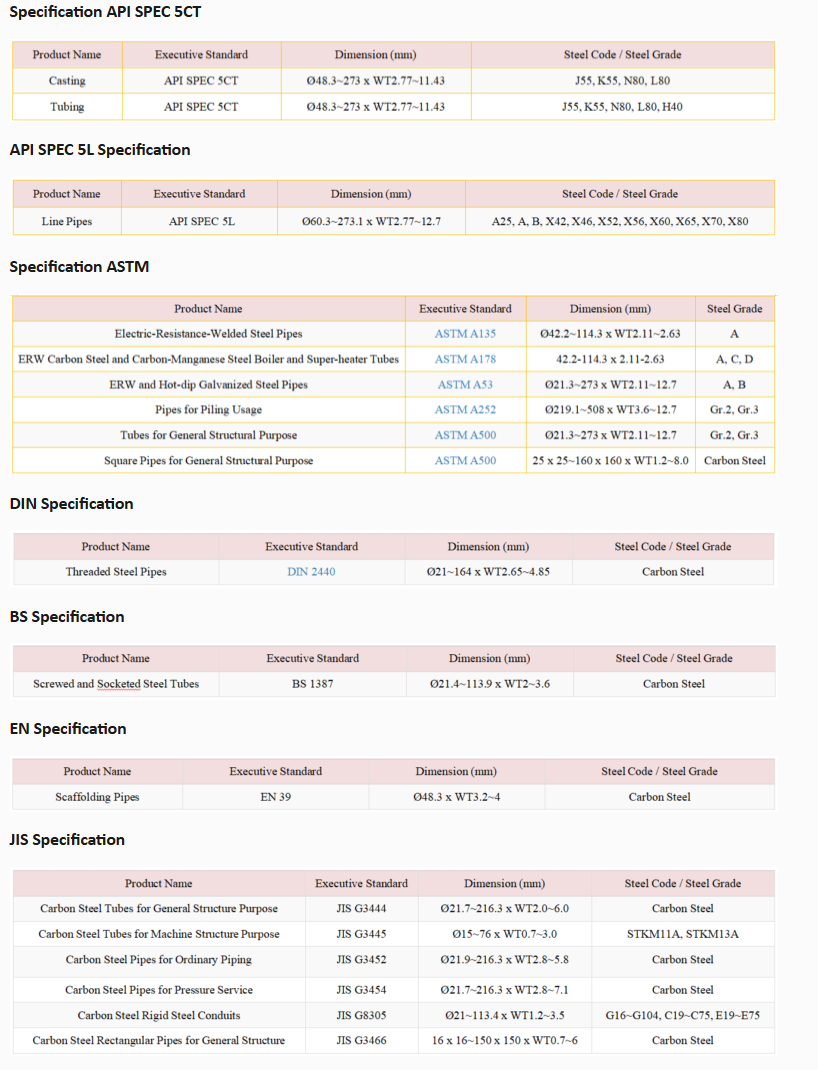
12. Globale Spezifikationsquerverweis
Beschaffungsteams müssen häufig mehrere internationale Standards berücksichtigen. Das Feuerverzinktes ERW-Stahlrohr wird gemäß den spezifischen Lieferbedingungen der EN hergestellt, ASTM, JIS, und GB-Standards.
| Region/Standard | Executive Standard | Stahlsorte / Eine Diskontinuität, die einer Erklärung bedarf, um ihre Bedeutung zu bestimmen | Typische Abmessungen (mm) |
|---|---|---|---|
| API (Leitungsrohre) | API SPEC 5L | J55 K55 N80-1 N80-Q N80-1 C90 BG80S BG90S BG95S BG110S P110 BG110T Q125 BG140, B, X42 - X 80 | $\Varnothing 60.3 – 273.1$ |
| ASTM (Allgemeines) | ASTM A53 | Gr. A, Gr. B | $\Varnothing 21.3 – 273$ |
| BS (Verschraubt) | BS 1387 | Kohlenstoffstahl | $\Varnothing 21.4 – 113.9$ |
| EN (Gerüst) | EN 39 | Kohlenstoffstahl | $\Varnothing 48.3 \mal WT 3.2-4$ |
| JIS (Struktur) | JIS G3444 | STK400, STK500 | $\Varnothing 21.7 – 216.3$ |
13. Maßtoleranzen & Mechanische Prüfung
Über chemische Tests und Drucktests hinaus, Physikalische Verformungstests stellen die Duktilität und Schweißnahtfestigkeit des Rohrs sicher.
Biegetest (NPS 2 und kleiner)
Rohre müssen gebogen werden $90^{\Zirkel}$ um einen zylindrischen Dorn (12x Rohrdurchmesser) ohne dass Risse entstehen.
Abflachung Test (NPS 2 und größer)
Wird auf geschweißte Rohre aufgetragen, um die Widerstandsfähigkeit der Schweißnaht gegen Rissbildung unter extremer Querkompression zu überprüfen.
Dimensionale Genauigkeit:
- Massentoleranz: Das angegebene Gewicht muss innerhalb liegen $\pm 10\%$ der theoretischen Berechnung.
- Durchmesser Toleranz: Für DN 40 (NPS 1-1/2) oder kleiner, tolerance is within $\pm 1/64$ Zoll ($0.4mm$).
- Dickentoleranz: Die Mindestwandstärke darf an keiner Stelle geringer sein als 87.5% der angegebenen Nenndicke.
14. EN 10216-1 Bevorzugte Abmessungen & Wandstärke (Serie 1, 2, 3)
Für hochpräzise Maschinenbau- und Druckzwecke, die EN 10216-1 Der Standard definiert eine strenge Matrix bevorzugter Abmessungen. Im Gegensatz zu handelsüblichen Rohren, Diese nahtlosen und ERW-Rohre werden in drei Serien eingeteilt, um die Verfügbarkeit von standardisiertem Zubehör zu definieren.
Seriendefinitionen:
- Serie 1: Durchmesser, für die alle notwendigen Bauzubehörteile vollständig genormt sind.
- Serie 2: Durchmesser, für die nicht alle Zubehörteile genormt sind.
- Serie 3: Durchmesser für spezielle Anwendungen mit sehr wenigen standardisierten Zubehörteilen.
| Außendurchmesser D (mm) | Wanddicke T (mm) – Ausgewählter Bereich | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zu sein. 1 | Zu sein. 2 | Zu sein. 3 | 2.0 | 3.2 | 4.5 | 6.3 | 8.0 | 10.0 | 12.5 | 16.0 | 20.0 | 25.0 |
| 21.3 | – | – | X | X | – | – | – | – | – | – | – | – |
| 33.7 | – | – | X | X | X | – | – | – | – | – | – | – |
| 48.3 | – | – | X | X | X | X | – | – | – | – | – | – |
| 60.3 | – | – | – | X | X | X | X | – | – | – | – | – |
| 88.9 | – | – | – | – | X | X | X | X | – | – | – | – |
| 114.3 | – | – | – | – | – | X | X | X | X | – | – | – |
| 168.3 | – | – | – | – | – | – | X | X | X | X | – | – |
| 219.1 | – | – | – | – | – | – | – | X | X | X | X | – |
| – | – | 323.9 | – | – | – | – | – | – | X | X | X | X |
Hinweis: “X” gibt die gebräuchlichsten OD/WT-Kombinationen gemäß EN an 10216-1 bevorzugter Zeitplan.
15. Industrielle Endbearbeitungen & Kopplungsanforderungen
Die Verbindungsmethode von a Feuerverzinktes Stahlrohr wird durch sein Endfinish bestimmt. ASTM A53 definiert drei Haupttypen der Endvorbereitung, um verschiedene Verbindungstechnologien zu berücksichtigen.
| Anschlussart | Größenbereich / Spezifikation | Anforderungsdetail |
|---|---|---|
| Plain Ends | NPS 1-1/2 (DN 40) oder größer | Standardgewicht oder extrastark; abgeschrägt auf 30 $^{\Zirkel}$ bis 35 $^{\Zirkel}$ zum Schweißen. |
| Gewindeenden | NPS 1/2 für NPS 12 | Gemessen gemäß ANSI B1.20.1; durch Kunststoffkappen geschützt. |
| Kupplungen | NPS 2-1/2 (DN 65) oder größer | Konische Gewindekupplungen, hergestellt nach ASTM A865-Standards. |
16. Standards für feuerverzinkte Beschichtungen (ASTM A53)
Die Wirksamkeit der Korrosionsbarriere wird anhand des Gewichts der Zinkschicht pro Flächeneinheit gemessen. Unter ASTM A53, Durch das Schmelztauchverfahren muss eine metallurgische Verbindung sowohl auf der Innen- als auch auf der Außenfläche erreicht werden.
Beschichtungsgewicht & Dicke
Das durchschnittliche Gewicht der Zinkbeschichtung beträgt nicht weniger als $1.8 oz/ft^2$ ($0.55 kg/m^2$). Dies entspricht einer Dicke von ca $3.4 Mil$ ($86 \mu m$).
Visuelles hochwertiges Erscheinungsbild
Fertige Rohre müssen frei von unbeschichteten Stellen sein, Flussablagerungen, oder schwere Schlacke. A “Flitter” Das Muster ist normal, darf jedoch den vorgesehenen Verwendungszweck des Rohrs nicht beeinträchtigen.
17. ASTM A53 Globale gleichwertige Standards
Im globalen Einkauf, Projektspezifikationen können variieren. Die folgenden Materialien gelten als funktionell gleichwertig mit ASTM A53 Klasse B für die meisten Struktur- und Niederdruckanwendungen.
| API-Standard | ASTM Standard | Ein Standard | JIS-Standard |
|---|---|---|---|
| kohlenstoffarmer Stahl Typ API 5L Grade X52 hat die höchste Zugfestigkeit von | ASTM A106 Klasse B | EN 10219 S275J2H | JIS G 3452 SGP |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}