

Inspektion des Rohrleitungssystems
Juni 29, 2022
Numerische Simulation des Kaltziehens von Stahlrohren mit geradem Innenzug
Juni 29, 2022
Erdgasleitungen enthalten hauptsächlich ein Gasgemisch namens Methan. Erdgas entsteht durch chemische Veränderungen in den Überresten von Pflanzen und Tieren, die vor Millionen von Jahren existierten, und verbleibt im Laufe der Zeit unter dem Einfluss von Hitze und Druck tief in der Erdkruste. Erdgasrohre befinden sich normalerweise in ölhaltigen oder nicht ölhaltigen Lagerstätten.

Heute, erdgas wird als wichtiger energieträger zum heizen von wohnungen und arbeitsplätzen eingesetzt, und angesichts der Risiken, die von Erdgas ausgehen, Inspektionen der Installation von Gasleitungssystemen durch autorisierte Stellen sind in dieser Hinsicht wichtig.
Erdgasanlagen werden für die Beheizung von Wohngebäuden verwendet, Warmwasserbereitung und Küchenherde. In Handelsunternehmen, Sie werden auch in produktiven Aktivitäten eingesetzt.
Die Erdgas-Inneninstallation umfasst das gesamte System ab der Gasübergabestelle (Service-Box) zum Schornstein, der das Abgasleitungssystem in die Luft entlädt. Es besteht im Wesentlichen aus drei Teilen: die Hausanschlussleitung (Diese Leitung ist die Leitung vom Hausanschlusskasten zum Hauptabsperrventil am Eingang des Gebäudes), die Säulenlinie (die Leitung ist die Leitung vom Hauptabsperrventil zum Dosierventil) und die Flugzeuginstallation (Leitung vom Dosierventil zum Ofen).
Stahlrohre, die in Installationen von Erdgasleitungssystemen verwendet werden, entsprechen TS 6047, EN 10208 oder ISO 3183 Standards.Kupferrohre müssen TS entsprechen 9872 EN 1057 Standard. Schweißfittings und Flansche müssen TS entsprechen 2649, TS 11 EN 10242 und TS-ISO 7005-1 Normen, und Kugelhähne müssen TS EN entsprechen 331 und TS 9809 Normen.
In Ergänzung, Es umfasst die Inspektion von Erdgasanlagen, unterirdische Rohrleitungen, kathodische Schutzanwendungen, Dichtheitsprüfung, Rohre platzieren, Verbindungsrohre, Erdgaszähler, Gasverbraucher, Schornsteine, Heizraumbelüftung, Elektroinstallation, und Inspektion von Brenner- und Gasregelleitungen.
Unsere Organisation bietet auch Inspektionsdienste für die Installation von Gasleitungssystemen im Rahmen von Inspektionsdiensten für mechanische Installationen an.
Leitungsrohr für Gasleitungssystem
Leitungsrohre werden hauptsächlich zum Transport von Gas verwendet, Wasser, Öl in Petroleum,und Erdgasindustrie.
API SPEC 5L (Pipeline-Spezifikation), das American Petroleum Institute erstellt und weltweit veröffentlicht.
Öl, Aus dem Boden gewonnenes Gas oder Wasser wird über Pipelines zu den Unternehmen der Öl- und Gasindustrie transportiert. Es umfasst nahtlose und geschweißte Rohre, und hat schlicht, Gewinde- und Muffenende; es ist mit dem Spitzenschweißen verbunden, Kupplungsverbindung, Socket-Verbindungen. Stahlsorte von Leitungsrohren sind hauptsächlich GR.B, X42, X46, X56, X65, X70, X80, etc..
Nahtloses GAS-Rohr
Stahlsorte: B, X42, X52, X60, X65, X70
Dimension: 1″/2″—24″
Prozess: WARMWALZEN, Heiß expandieren, TRIPADVISOR
Stahlsorte: B, X42, X52, X60, X65, X70, X80
Dimension: 5″ — 48″
Prozess: TRIPADVISOR
Gasleitung schweißen
Stahlsorte: B, X42, X52, X60, X65, X70, X80
Dimension: 2„–30”
Prozess: ERW, MAN, HFW, JCOE
Und, Anson kann auch Anti bieten-Korrosion Verfahren für Leitungsrohre, die nach DIN30670, AWWA210-Standard, wie der Prozess FBE, 3AN, die auch als 3PP bezeichnet werden kann, 3SEITE.
Mechanische Eigenschaften:
| Standard | Klasse | Zugfestigkeit (Mpa) | Ertrag (Mpa) | Ertragsverhältnis | Verlängerung(%) | 0℃ Schlag Akv(J) | Wärmebehandlung |
|---|---|---|---|---|---|---|---|
| API SPEC 5L | B | ≥415 | 245~440 | ≤0.80 | 22 | ≥40 | n |
| API SPEC 5L | X42 | ≥415 | 290~440 | ≤0.80 | 21 | ≥40 | n |
| API SPEC 5L | X52 | ≥460 | 360~510 | ≤0.85 | 20 | ≥40 | n |
| API SPEC 5L | X60 | ≥520 | 415~565 | ≤0.85 | 18 | ≥40 | n |
| API SPEC 5L | X65 | ≥535 | 450~570 | ≤0.90 | 18 | ≥40 | H+T |
| API SPEC 5L | X70 | ≥570 | 485~605 | ≤0.90 | 18 | ≥40 | H+T |
Chemische Zusammensetzung:
| Standard | Klasse | Komposition(%) | CEV (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | MN | P | S | V | NB | TI | |||
| API SPEC 5L | B | ≤0.16 | ≤0.40 | ≤1.10 | ≤0.020 | ≤0.010 | - | - | - | ≤0.42 |
| API SPEC 5L | X42 | ≤0.17 | ≤0.40 | ≤1.20 | ≤0.020 | ≤0.010 | Schmelzschweißen | Schmelzschweißen | Abstrakt | ≤0.42 |
| API SPEC 5L | X52 | ≤0.20 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0.10 | Schmelzschweißen | Abstrakt | ≤0.45 |
| API SPEC 5L | X60 | ≤0.21 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0.15 | Schmelzschweißen | Abstrakt | ≤0.45 |
| API SPEC 5L | X65 | ≤0.16 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0,06 | Schmelzschweißen | ≤0,06 | ≤0.45 |
| API SPEC 5L | X70 | ≤0.16 | ≤0.45 | ≤1.70 | ≤0.020 | ≤0.010 | ≤0,06 | Schmelzschweißen | ≤0,06 | ≤0.45 |
Anmerkung:
1.0,015 % ≤ Altges<0.06%;N≤0.012%;Al / N ≥ 2/1;Cu≤0.25%;Ni≤0.30%;Cr≤0.30%;Mo≤0.10%
2.V+Nb+Ti≤0,15
3.X60、X65、X70-Mo ≤ 0,35 %
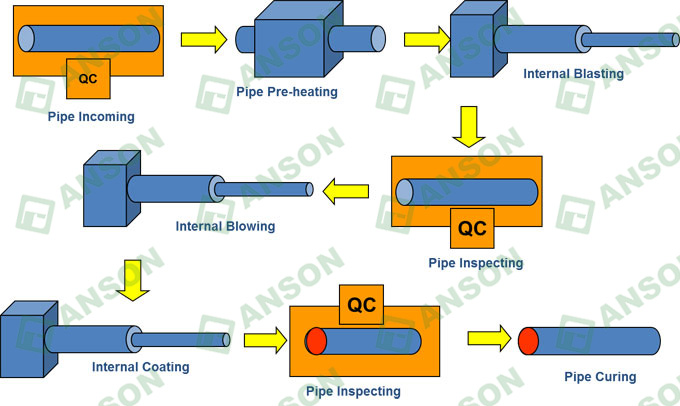
Flussdiagramm der Innenkorrosionsbeständigkeitstechnologie
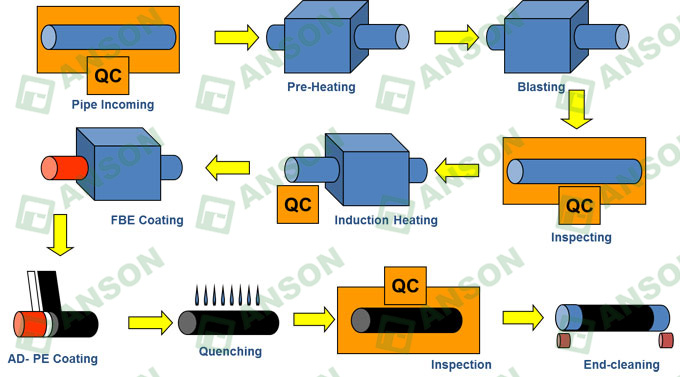
Flussdiagramm der Außenkorrosionsbeständigkeitstechnologie
Produktionsprozess von Leitungsrohren
A . Nahtlose Rohre
- 1. Blockheizung
- 2. Zähnung
- 3. Walzen und Leimen
- 4. Kühlung
- 5. Glätteisen
- 6. NDT, OUT
- 7. Schneiden beenden
- 8. Kupplungsgewinde (Permium-Thread verfügbar)
- 9. Hydrostatischer Test, Röntgentest.
- 10. Lackierung und Fadenschutz
- 11. Verpackung
B. Schweißen von Rohren
- 1. Offen
- 2. Schneiden
- 3. Schweißen
- 4. Gestaltung
- 5. Polieren
- 6. Korrigieren
- 7. Wärmebehandlung
- 8. Wirbelstromtest, Schneiden
- 9. HT
- 10. Beizen und Inspektion
- 11. Malerei, Verpackung.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}