

Поиск спецификации стальных труб
марш 5, 2026
Трубный переходник – концентрический и эксцентричный переходник: Библия слесаря, о которой вы не знали
Смотреть, Я в этой игре тридцать два года. Начинал с должности помощника в магазине за пределами Хьюстона., удаление смазки с резьбовых соединений. Теперь я тот парень, к которому прилетают, когда утром в понедельник треснет 48-дюймовый редуктор из нержавеющей стали, и весь химический завод теряет двадцать тысяч в час.. Я не пишу маркетинговые брошюры. Я пишу отчеты о сбоях на местах. Но мой босс говорит, что новые клиенты “нужно понять, что они на самом деле покупают,” не просто красивые характеристики из каталога. Так, а вот и я.
Мы говорим о редукторах. Концентрические и эксцентрические. Звучит просто, верно? Это воронка. Большой конец, маленький конец. Но позвольте мне сказать вам, Я видел больше простоев, вызванных неисправным редуктором, чем неисправным регулирующим клапаном.. Вы сэкономите пятьдесят долларов, покупая не тот., и вы потеряете пятьдесят тысяч на чистке и замене. В этой статье мы рассмотрим то, чего нет в учебниках.: реальная физика, головная боль при установке, и подводные камни закупок.
Основы: О чем вам, вероятно, не сказал ваш чертежник
Переходник – это фитинг, используемый для соединения двух труб разного диаметра.. Это словарное определение. В действительности, это точка стресса. Здесь меняется скорость жидкости, где начинается турбулентность, и где, если тебе не повезло, кавитация разъедает стенку трубы изнутри.
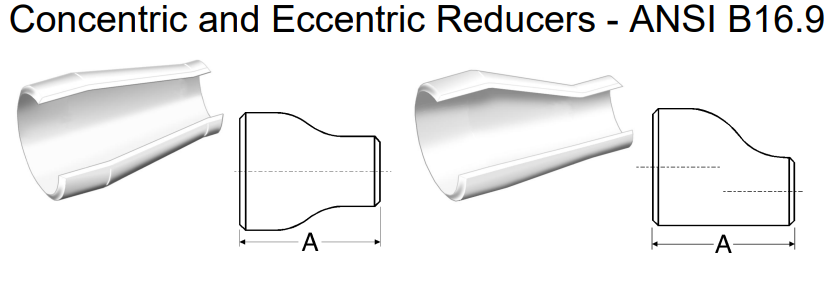
У нас есть два основных типа: Концентрические и эксцентрические. Названия относятся к выравниванию по осевой линии..
Концентрические переходники выглядят как конус.. Центральная линия проходит прямо через середину. Сокращение является симметричным..
Эксцентриковые переходники имеют один край, который остается прямым. (в “плоская сторона”) в то время как другая сторона сужается. Центральная линия смещена.
Почему такое различие? Дело не только в том, чтобы выглядеть аккуратно. Речь идет о физике и, что еще более важно, о дренаже и воздушных карманах.
Если вы используете горизонтальную линию с жидкостью, и прилепляешь к нему концентрический переходник, верхняя часть трубы на большом конце выше, чем верхняя часть трубы на маленьком конце. Эта высшая точка? Вот где собирается воздух. Формы с воздушным карманом. Вы получаете турбулентность, вы получаете уменьшение потока, и в паропроводе, вы получаете гидроудар, который может снести прокладку прямо с места. Я видел, как это произошло на молочной ферме в Висконсине в 1998 году.. Взял весь цикл пастеризации. Тысячи галлонов выброшены на ветер, потому что кто-то использовал концентрический переходник на горизонтальной линии..
Вот тут-то и появляется эксцентрик. Вы устанавливаете его плоской стороной вверх для выпуска газа., или плоской стороной вниз, чтобы слить осадок. Простое правило, но вы будете удивлены, сколько “опытный” монтажники ошибаются.
Производственная реальность: Это не просто воронка
То, как мы делаем эти вещи, имеет значение. Нельзя просто взять кусок трубы и сжать его.. Хорошо, ты можешь, но он сморщится, как стариковский носок.
Бесшовный маршрут (Дорогой, Сильный маршрут)
Для меньших размеров — скажем, до 24 дюймы — начинаем с бесшовной трубы. Мы нагреваем его и используем процесс, называемый холодной или горячей формовкой., в зависимости от толщины стены и материала.
-
Метод холодной штамповки/прессования: Берем трубку, положи это в кубик, и вставьте в него коническую заглушку (расширение) или сжать конец вниз (обхватывание). Для резкого снижения, возможно, вам придется делать это поэтапно. Нажмите на него немного, отожгите это, нажми еще раз. Это сохраняет зернистую структуру. Это как выковать меч, не лить горшок. Зерно течет по форме.
-
Метод выпуклой головы (Штамповка): Для более крупных вещей, или странные сплавы, мы могли бы вырезать круг из тарелки, нагреть это, и штампуем его на штампе, чтобы получилась половина. Затем свариваем две половинки вместе.. Это “сегментированный” редуктор. Имеет продольный сварной шов.. Это дешевле, но этот сварной шов является потенциальной точкой отказа. Вам нужно сделать рентген, проверь это на краситель. Если поставщик не указывает сварной шов на переходнике большого диаметра, просить. Возможно, они это скрывают.
Математика конусности
Мы не угадываем углы. Все дело в включенном ракурсе. Для стандартных фитингов под приварку встык (ASME B16.9), конус не агрессивно крутой. Но для нестандартных вещей? Вам нужно рассчитать падение давления..
Вот упрощенная версия коэффициента потерь Бернулли для постепенного сжатия.:
Где:
-
= Коэффициент сопротивления
-
= Включенный угол конуса (узкий угол)
-
= Коэффициент диаметра (малого диаметра / большой диаметр)
Если
слишком большой,
шипы. Это означает, что вы тратите энергию насоса., и вы рискуете получить кавитацию. Я всегда говорю ребятам-дизайнерам: делайте конус мягким. Угол наклона в 15 градусов — это хорошо.. 30 градусов толкает его. Что-нибудь сверх 45 градусов на высокоскоростной линии, и ты напрашиваешься на неприятности.
Выбор материала: Не будь героем
Я все время вижу спецификации, в которых говорится “Нержавеющая сталь.” Это все равно, что сказать “Машина.” Какой? Куда это идет?
Углеродистая сталь (ASTM A234 WPB)
Это твоя рабочая лошадка. вода, Стим, масло, газ. Примерно до 800°F. Но вот что интересно: оно ржавеет. Если вы находитесь во влажной среде, например, на побережье Мексиканского залива или в Юго-Восточной Азии., и вы храните эту фурнитуру снаружи без покрытия, они ржавеют за ночь. Однажды я открыл ящик в Джакарте, а редукторы выглядели так, будто их вытащили из гавани. Поверхностная ржавчина обычно не является структурной проблемой., но это выглядит плохо, и это ямы. Эта питтинг может стать отправной точкой для коррозия под изоляцией (КОТОРЫЙ). Укажите учебник для начинающих, если они собираются простоять на складе шесть месяцев..
Нержавеющая сталь (АСТМ А403 WP304/316)
304 для общей коррозионной стойкости. 316 добавляет молибден, который борется с хлоридами. Если вы рядом с побережьем, или на химическом заводе с отбеливателем, идти 316.
Но у нержавеющей стали есть грязный секрет: хлоридное коррозионное растрескивание под напряжением. Если вы поставите 304 редуктор в горячем состоянии, богатая хлоридами среда (как изоляция, которая намокает от морской воды), оно треснет. Это все равно, что смотреть, как в замедленной съемке разбивается стекло.. надо смотреть рабочую температуру. Если температура выше 140°F и есть хлориды, либо вы переходите на сплав с высоким содержанием никеля (как 6% Мо или Инконель), или вы убедитесь, что изоляционная оболочка запечатана плотнее, чем на подводной лодке.
легированная сталь (АСТМ А234 WP11, WP22, WP91)
Это для высокая температура. Электростанции, нефтеперерабатывающие заводы. WP91 это зверь. Это сильно, но это привередливо. Надо правильно его термически обработать. Если треснул редуктор WP91, обычно это потому, что производитель не провел послесварочную термообработку (ПВТ) правильно. Зернистая структура искажается.. Это хрупкий. Я забил фитинг WP91, с которым неправильно обращались., и оно разбилось как чугун. Страшные вещи.
Таблица: Распространенные материалы переходников & Приложения
| Марка материала | стандарт | Типичное применение | Макс. температура (Грубый) | Риск коррозии |
|---|---|---|---|---|
| Углеродистая сталь | ASTM A234 WPB | вода, Пар, Нефть, Газ | 800° F (425° C) | Генерал Руст, КОТОРЫЙ |
| Углеродистая сталь | АСТМ А420 ВПЛ6 | Низкая температура (Криогенный) | -50° F (-45° C) | Требуется ударная вязкость |
| Нержавеющая сталь 304/304L | АСТМ А403 WP304 | Еда, вода, Мягкая химия | 1500° F (800° C) | Хлоридное растрескивание под напряжением |
| Нержавеющая сталь 316/316L | АСТМ А403 WP316 | Морской, Харш Хим | 1500° F (800° C) | Лучшая стойкость к хлоридам |
| легированная сталь | АСТМ А234 WP11 | НПЗ, Высокая температура | 1100° F (595° C) | Окисление |
| легированная сталь | АСТМ А234 WP91 | Генерация энергии, Сверхвысокая температура | 1200° F (650° C) | Растрескивание типа IV в ЗТВ |
Размеры концентрических и эксцентрических переходников ANSI B16.9
На основе стандарта ASME/ANSI B16.9. | 40Расписание S/STD
| Размер трубы номинального | Большой конец OD (в) | Большой конец OD (мм) | Малый конец OD (в) | Малый конец OD (мм) | Сквозное измерение (в) | Сквозное измерение (мм) | Вес (кг/шт.) |
|---|---|---|---|---|---|---|---|
| 3/4×1/2 | 1.05 | 27 | 0.84 | 21 | 1.50 | 38 | 0.06 |
| 3/4×3/8 | 1.05 | 27 | 0.68 | 17 | 1.50 | 38 | |
| 1×3/4 | 1.32 | 33 | 1.05 | 27 | 2.00 | 51 | 0.12 |
| 1×1/2 | 1.32 | 32 | 0.84 | 21 | 2.00 | 51 | 0.11 |
| 11/4×1 | 1.66 | 42 | 1.32 | 33 | 2.00 | 51 | 0.16 |
| 11/4×3/4 | 1.66 | 42 | 1.05 | 27 | 2.00 | 51 | 0.14 |
| 11/4×1/2 | 1.66 | 42 | 0.84 | 21 | 2.00 | 51 | 0.13 |
| 11/2×11/4 | 1.90 | 48 | 1.66 | 42 | 2.50 | 64 | 0.24 |
| 11/2×1 | 1.90 | 48 | 1.32 | 33 | 2.50 | 64 | 0.22 |
| 11/2×3/4 | 1.90 | 48 | 1.05 | 27 | 2.50 | 64 | 0.20 |
| 11/2×1/2 | 1.90 | 48 | 0.84 | 21 | 2.50 | 64 | 0.18 |
| 2×11/2 | 2.38 | 60 | 1.90 | 48 | 3.00 | 76 | 0.37 |
| 2×11/4 | 2.38 | 60 | 1.66 | 42 | 3.00 | 76 | 0.35 |
| 2×1 | 2.38 | 60 | 1.32 | 33 | 3.00 | 76 | 0.32 |
| 2×3/4 | 2.38 | 60 | 1.05 | 27 | 3.00 | 76 | 0.30 |
| 21/2×2 | 2.88 | 73 | 2.38 | 60 | 3.50 | 89 | 0.72 |
| 21/2×11/2 | 2.88 | 73 | 1.90 | 48 | 3.50 | 89 | 0.66 |
| 21/2×11/4 | 2.88 | 73 | 1.66 | 42 | 3.50 | 89 | 0.63 |
| 21/2×1 | 2.88 | 73 | 1.32 | 33 | 3.50 | 89 | |
| 3×21/2 | 3.50 | 89 | 2.88 | 73 | 3.50 | 89 | 0.93 |
| 3×2 | 3.50 | 89 | 2.38 | 60 | 3.50 | 89 | 0.85 |
| 3×11/2 | 3.50 | 89 | 1.90 | 48 | 3.50 | 89 | 0.78 |
| 3×11/4 | 3.50 | 89 | 1.66 | 42 | 3.50 | 89 | 0.75 |
| 31/2×3 | 4.00 | 102 | 3.50 | 89 | 4.00 | 102 | |
| 31/2×21/2 | 4.00 | 102 | 2.88 | 73 | 4.00 | 102 | |
| 31/2×2 | 4.00 | 102 | 2.38 | 60 | 4.00 | 102 | |
| 31/2×11/2 | 4.00 | 102 | 1.90 | 48 | 4.00 | 102 | |
| 4×31/2 | 4.50 | 114 | 4.00 | 102 | 4.00 | 102 | |
| 4×3 | 4.50 | 114 | 3.50 | 89 | 4.00 | 102 | 1.45 |
| 4×21/2 | 4.50 | 114 | 2.88 | 73 | 4.00 | 102 | 1.37 |
| 4×2 | 4.50 | 114 | 2.38 | 60 | 4.00 | 102 | 1.27 |
| 4×11/2 | 4.50 | 114 | 1.90 | 48 | 4.00 | 102 | 1.18 |
| 5×4 | 5.56 | 141 | 4.50 | 114 | 5.00 | 127 | 2.50 |
| 5×3 | 5.56 | 141 | 3.50 | 89 | 5.00 | 127 | 2.27 |
| 32×26 | 32.00 | 813 | 26.00 | 660 | 24.00 | 610 | |
| 32×24 | 32.00 | 813 | 24.00 | 610 | 24.00 | 610 | |
| 34×32 | 34.00 | 864 | 32.00 | 813 | 24.00 | 610 | |
| 34×30 | 34.00 | 864 | 30.00 | 762 | 24.00 | 610 | |
| 34×26 | 34.00 | 864 | 26.00 | 660 | 24.00 | 610 | |
| 34×24 | 34.00 | 864 | 24.00 | 610 | 24.00 | 610 | |
| 36×34 | 36.00 | 914 | 34.00 | 864 | 24.00 | 610 | |
| 36×32 | 36.00 | 914 | 32.00 | 813 | 24.00 | 610 | |
| 36×30 | 36.00 | 914 | 30.00 | 762 | 24.00 | 610 | |
| 36×26 | 36.00 | 914 | 26.00 | 660 | 24.00 | 610 | |
| 36×24 | 36.00 | 914 | 24.00 | 610 | 24.00 | 610 | |
| 38×36 | 38.00 | 965 | 36.00 | 914 | 24.00 | 610 | |
| 38×34 | 38.00 | 965 | 34.00 | 864 | 24.00 | 610 | |
| 38×32 | 38.00 | 965 | 32.00 | 813 | 24.00 | 610 | |
| 38×30 | 38.00 | 965 | 30.00 | 762 | 24.00 | 610 | |
| 38×28 | 38.00 | 965 | 28.00 | 711 | 24.00 | 610 | |
| 38×26 | 38.00 | 965 | 26.00 | 660 | 24.00 | 610 | |
| 40×38 | 40.00 | 1016 | 38.00 | 965 | 24.00 | 610 | |
| 40×36 | 40.00 | 1016 | 36.00 | 914 | 24.00 | 610 | |
| 40×34 | 40.00 | 1016 | 34.00 | 864 | 24.00 | 610 | |
| 40×32 | 40.00 | 1016 | 32.00 | 813 | 24.00 | 610 | |
| 40×30 | 40.00 | 1016 | 30.00 | 762 | 24.00 | 610 | |
| 42×40 | 42.00 | 1067 | 40.00 | 1016 | 24.00 | 610 | |
| 42×38 | 42.00 | 1067 | 38.00 | 965 | 24.00 | 610 | |
| 42×36 | 42.00 | 1067 | 36.00 | 914 | 24.00 | 610 | |
| 42×34 | 42.00 | 1067 | 34.00 | 864 | 24.00 | 610 | |
| 42×32 | 42.00 | 1067 | 32.00 | 813 | 24.00 | 610 | |
| 42×30 | 42.00 | 1067 | 30.00 | 762 | 24.00 | 610 | |
| 44×42 | 44.00 | 1118 | 42.00 | 1067 | 24.00 | 610 | |
| 44×40 | 44.00 | 1118 | 40.00 | 1016 | 24.00 | 610 | |
| 44×38 | 44.00 | 1118 | 38.00 | 965 | 24.00 | 610 | |
| 44×36 | 44.00 | 1118 | 36.00 | 914 | 24.00 | 610 | |
| 46×44 | 46.00 | 1168 | 44.00 | 1118 | 28.00 | 711 | |
| 46×42 | 46.00 | 1168 | 42.00 | 1067 | 28.00 | 711 | |
| 46×40 | 46.00 | 1168 | 40.00 | 1016 | 28.00 | 711 | |
| 46×38 | 46.00 | 1168 | 38.00 | 965 | 28.00 | 711 | |
| 48×46 | 48.00 | 1219 | 46.00 | 1168 | 28.00 | 711 | |
| 48×44 | 48.00 | 1219 | 44.00 | 1118 | 28.00 | 711 | |
| 48×42 | 48.00 | 1219 | 42.00 | 1067 | 28.00 | 711 | |
| 48×40 | 48.00 | 1219 | 40.00 | 1016 | 28.00 | 711 | |
| 5×21/2 | 5.56 | 141 | 2.88 | 73 | 5.00 | 127 | 2.16 |
| 6×5 | 6.62 | 168 | 5.56 | 141 | 5.50 | 140 | 3.57 |
| 6×4 | 6.62 | 168 | 4.50 | 114 | 5.50 | 140 | 3.30 |
| 6×3 | 6.62 | 168 | 3.50 | 89 | 5.50 | 140 | 3.04 |
| 8×6 | 8.62 | 219 | 6.62 | 168 | 6.00 | 152 | 5.71 |
| 8×5 | 8.62 | 219 | 5.56 | 141 | 6.00 | 152 | 5.40 |
| 8×4 | 8.62 | 219 | 4.50 | 114 | 6.00 | 152 | 5.10 |
| 10×8 | 10.75 | 273 | 8.62 | 219 | 7.00 | 178 | 9.58 |
| 10×6 | 10.75 | 273 | 6.62 | 168 | 7.00 | 178 | 8.78 |
| 10×5 | 10.75 | 273 | 5.56 | 141 | 7.00 | 178 | 8.42 |
| 12×10 | 12.75 | 324 | 10.75 | 273 | 8.00 | 203 | 13.60 |
| 12×8 | 12.75 | 324 | 8.62 | 219 | 8.00 | 203 | 12.70 |
| 12×6 | 12.75 | 324 | 6.62 | 168 | 8.00 | 203 | 11.80 |
| 14×12 | 14.00 | 356 | 12.75 | 324 | 13.00 | 330 | 25.40 |
| 14×10 | 14.00 | 356 | 10.75 | 273 | 13.00 | 330 | 23.60 |
| 14×8 | 14.00 | 356 | 8.62 | 219 | 13.00 | 330 | 21.80 |
| 16×14 | 16.00 | 406 | 14.00 | 356 | 14.00 | 356 | 31.00 |
| 16×12 | 16.00 | 406 | 12.75 | 324 | 14.00 | 356 | 29.60 |
| 16×10 | 16.00 | 406 | 10.75 | 273 | 14.00 | 356 | 27.80 |
| 18×16 | 18.00 | 457 | 16.00 | 406 | 15.00 | 381 | 37.80 |
| 18×14 | 18.00 | 457 | 14.00 | 356 | 15.00 | 381 | 35.70 |
| 18×12 | 18.00 | 457 | 12.75 | 324 | 15.00 | 381 | 34.30 |
| 20×18 | 20.00 | 508 | 18.00 | 457 | 20.00 | 508 | 56.40 |
| 20×16 | 20.00 | 508 | 16.00 | 406 | 20.00 | 508 | 53.50 |
| 20×14 | 20.00 | 508 | 14.00 | 356 | 20.00 | 508 | 50.80 |
| 22×20 | 22.00 | 559 | 20.00 | 508 | 20.00 | 508 | 62.60 |
| 22×18 | 22.00 | 559 | 18.00 | 457 | 20.00 | 508 | 59.70 |
| 22×16 | 22.00 | 559 | 16.00 | 406 | 20.00 | 508 | 57.10 |
| 24×22 | 24.00 | 610 | 22.00 | 559 | 20.00 | 508 | 68.60 |
| 24×20 | 24.00 | 610 | 20.00 | 508 | 20.00 | 508 | 65.70 |
| 24×18 | 24.00 | 610 | 18.00 | 457 | 20.00 | 508 | 63.00 |
| 26×24 | 26.00 | 600 | 24.00 | 610 | 24.00 | 610 | |
| 26×22 | 26.00 | 600 | 22.00 | 559 | 24.00 | 610 | |
| 26×20 | 26.00 | 600 | 20.00 | 508 | 24.00 | 610 | |
| 26×18 | 26.00 | 600 | 18.00 | 457 | 24.00 | 610 | |
| 28×26 | 28.00 | 711 | 26.00 | 660 | 24.00 | 610 | |
| 28×24 | 28.00 | 711 | 24.00 | 610 | 24.00 | 610 | |
| 28×20 | 28.00 | 711 | 20.00 | 508 | 24.00 | 610 | |
| 28×18 | 28.00 | 711 | 18.00 | 457 | 24.00 | 610 | |
| 30×28 | 30.00 | 762 | 28.00 | 711 | 24.00 | 610 | |
| 30×26 | 30.00 | 762 | 26.00 | 660 | 24.00 | 610 | |
| 30×24 | 30.00 | 762 | 24.00 | 610 | 24.00 | 610 | |
| 30×20 | 30.00 | 762 | 20.00 | 508 | 24.00 | 610 | |
| 32×30 | 32.00 | 813 | 30.00 | 762 | 24.00 | 610 | |
| 32×28 | 32.00 | 813 | 28.00 | 711 | 24.00 | 610 |
Примечания:
- Размеры основаны на стандарте ASME/ANSI B16.9 для фитингов под приварку встык.
- НД = внешний диаметр
- Значения веса, отмеченные пустым знаком, недоступны в исходном стандарте.
- Все размеры указаны в дюймах (в) и миллиметры (мм) как указано
- Формат номинального размера трубы: Большой размер х маленький размер (например., 3/4×1/2)
Дилемма закупок: Что не дает покупателям спать по ночам
Я общаюсь с ребятами из отдела закупок каждую неделю. Они в стрессе. Они не трубоукладчики; это счетчики бобов с формой заказа на покупку. И они боятся трех вещей.
1. Азартная игра на толщину стены
В спецификации написано SCH 80. Поставщик цитирует SCH 80. Вы получаете примерку, и он приваривается к СЧ 80 труба. Но вот маленький грязный секрет: внутренний диаметр может быть неправильным.
ASME B16.9, стандарт на кованые фитинги заводского изготовления для стыковой сварки, допускает некоторую терпимость. Толщина стенки сварного шва должна соответствовать толщине трубы., но в корпусе редуктора, оно может быть тоньше. Насколько тоньше? Оно может быть настолько низким, насколько 87.5% номинальной стены. Так, если вы заказали SCH 80 примерка (0.500″ стена), тело может быть только 0,4375″ толстые. Это нормально для давления, обычно. Но если вы заказали его под определенный размер отверстия., или если вы планируете обрабатывать внутреннюю часть, ты облажался. Вам не хватит мяса.
Как это исправить: Не просто заказывайте “СЧ 80.” Если вам нужна полная целостность стен, заказ “STD” стена с “S” суффикс, или укажите “Полная стена” на вашем заказе. Еще лучше, отправьте эскиз с указанием минимального внутреннего диаметра. Заставьте их гарантировать это.
2. Эксцентричная путаница ориентации
Две зимы назад мне позвонили с сайта в Альберте.. -40 степени. Они установили 20 эксцентриковые переходники на гликолевой линии. Они положили их все плоской стороной вниз. Линия должна была стекать через насосы.. Плоская сторона вниз удерживает жидкость.. Гликоль замерз.. Треснул корпус насоса. $200,000 mistake.
Рисунок сказал “Экк Красный.” Слесарь принял положение плоской стороной вниз, потому что так его научил его последний бригадир.. А вот на всасывающей линии для насоса, плоская сторона должна быть сверху, чтобы предотвратить скопление воздуха и возникновение кавитации.. На стойке для труб, плоской стороной вниз, чтобы нижняя часть трубы оставалась ровной для поддержки..
Как это исправить: Когда вы пишете заказ на покупку или спецификацию, напиши это вот так: “Эксцентриковый редуктор, Фланец к фланцу, Плоский боковой верх, для всасывания насоса.” Или “Эксцентриковый редуктор, Плоское боковое дно, для поддержки труб.” Если поставщик достоин внимания, они будут штамповать “ВВЕРХ” на плоской стороне. Если они этого не сделают, тебе нужно нарисовать на нем большую стрелку. Никогда не предполагайте.
Мудрость установки: Поле подходит
Итак, у вас есть новый блестящий редуктор.. Что теперь?
Проверка скоса
Фитинги под приварку встык имеют фаску.. Это скошенная кромка для сварного шва.. Прежде чем вы даже прикрепите это, проверить скос. Это стандарт 37.5 степени? Есть ли земля (плоская часть на кончике)? Если скос слишком крутой или слишком пологий, ваш сварщик либо прогорит, либо не получит достаточного провара. Я ношу в кармане измеритель угла наклона. Используйте один.
Высокий-низкий
Когда монтируешь переходник на трубу, вы соединяете два разных диаметра. Задняя часть редуктора (большой конец) соответствует большой трубе. Передняя часть соответствует маленькой трубе. Но если вы используете фитинг одного производителя, а трубу другого., допуски наружного диаметра складываются. Вы можете получить “высокий-низкий” где один край гордится другим. Вы не можете просто сварить это. Вы должны отшлифовать его гладко, или если это очень плохо, вы строите его с помощью сварки и шлифуете обратно. Это время. Это деньги.
The “Тунец Банка”
Никогда, когда-либо поднимайте тяжелый редуктор, пристегивая его цепью через отверстие. Особенно на большом диаметре., тонкостенные вещи. Ты придашь ему овал. Это будет похоже на банку тунца. Как только это будет овал, вы никогда не получите хорошую посадку сварного соединения. Используйте подъемные проушины или закрепите его снаружи..
Будущее: Что меняется в игре с редуктором?
Я наблюдаю две большие тенденции, которые влияют на то, как мы покупаем и используем редукторы..
1. Производство добавок (3D Печать) фитингов
Забудьте о сварке. Я видел демонстрацию на выставке в Дюссельдорфе в прошлом году.. Они печатают редукторы из инконеля. 625. Зернистая структура идеальна.. Нет швов. Время выполнения было 3 недели вместо 12. Прямо сейчас, это дорого. Но для критического, высоколегированные работы в атомной или аэрокосмической отрасли? Это начинает иметь смысл. Специалистам по закупкам это нравится, потому что вы можете напечатать деталь со сварными фасками, уже оптимизированными для конкретной трубы, к которой она соединяется.. Нет наложения допусков.
2. IIoT и прогнозируемое обслуживание
Начинаем ставить датчики на редукторы. Почему? Потому что редуктор — это точка напряжения. Если поставить ультразвуковой датчик на стенку редуктора на нагнетании насоса, вы можете измерить точную толщину стены в режиме реального времени. Когда он начинает истончаться из-за эрозии от кавитации, система отправляет оповещение. “Привет, ваш редуктор вот-вот выйдет из строя 60 дни.” Это меняет процесс закупок с реактивного “ох дерьмо, оно сломалось” к покупке планового обслуживания. Вы можете заказать деталь, есть это на сайте, и заменить его во время планового отключения. Никаких простоев.
Личный анекдот: Сказка о 10-дюймовом концентрике
Я работал над остановкой нефтеперерабатывающего завода в Луизиане.. Большая работа. Замена пакета трубопроводов в сыром агрегате. Парень по закупкам, ребенок сразу после колледжа, заказал все редукторы. He ordered concentrics for everything. Horizontal lines, vertical lines, didn’t matter. “It’s what the MTO said,” he told me, pointing at the Material Take-Off from the engineering firm.
I pointed at a horizontal run of 12-inch to 8-inch. “That needs to be eccentric, flat side up,” I said.
He looked at me like I had three heads. “The drawing just says ‘Red.'”
We argued for an hour. I called his boss. His boss called the project engineer. The project engineer looked at the P&ID and said, “Huh. Yeah, that should be eccentric.”
We had 14 of those reducers already delivered. All concentric. All wrong. We had to air-freight the correct eccentrics from a supplier in Ohio. Cost the project an extra $40,000. And the kicker? The old concentrics are probably still sitting in their warehouse somewhere, rusting away.
The point is, the paperwork isn’t always right. The drawing isn’t always right. You have to think about how the pipe will actually sit, how the fluid will flow, and what happens when you shut the pump off.
Заключение: The Reducer is a Canary in the Coal Mine
Don’t treat a reducer like a commodity. It’s not a bolt. It’s a precision component that manages the flow of energy and material. A bad reducer choice is a symptom of a bad engineering process. A cheap reducer is a bet against your own uptime.
When you’re writing that purchase order, think about the fitter in the ditch in July, trying to line up that weld. Think about the operator in the control room, watching the pump pressure fluctuate because of turbulence. Think about the maintenance guy in January, standing in the snow, вырезание треснувшего фитинга.
Похожие сообщения




Индукционные изгибы поставляются в стандартных углах изгиба (например. 45°, 90°, и т.п.) или может быть изготовлен на заказ для определенных углах изгиба. Составные изгибы (вне плоскости) изгиб в одном соединении трубы также может быть произведен. Радиус изгиба указан как функция диаметра. Например, Радиумы общего изгиба для индукционных изгибов 3D, 5D и 7d, где D - номинальный диаметр трубы.





Дуплекс 2205 и Супер Дуплекс 2507 фланцы из нержавеющей стали характеризуются высоким пределом текучести., что в два раза превышает предел текучести типичных аустенитных нержавеющих сталей при отжиге., как 304 а также 316 фланцы из нержавеющей стали. Из-за этого, Дуплекс 2205 и Супер Дуплекс 2507 Стали являются одними из наиболее распространенных марок дуплексной стали, используемых для фланцев с Super Duplex. 2507 фланцы являются более устойчивым к коррозии классом из двух.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}