
rapporto Ottone Alluminio Tubi di ispezione
giugno 29, 2018
Soluzione Steel Pipe Coating
luglio 19, 2018
Metodi di giunzione E INSTALLAZIONE TUBO
Questa tecnica descrive i metodi più comuni di giunzione della rete idrica acciaio e le fasi più importanti dell'installazione.
applicazioni • rete idrica • tubazioni fognarie
1. Trincea, fondazione e riempimento
La trincea è scavata sufficientemente ampia, secondo la figura 1, in modo da avere abbastanza spazio di lavoro su entrambi i lati del pipeline. Se necessario, un corso di livellamento è posta sul fondo della trincea. E 'di essere almeno 150 mm di spessore misurato dal fondo esterno del tubo (Vedi Fig. 2). il max. granulometria permesso del materiale lapideo naturale utilizzato per il livellamento è sempre 60 mm, mentre il max. granulometria permesso di aggregato minerale in contatto diretto con il rivestimento del tubo è 32 mm. Non ci sono pietre taglienti sono consentiti nello strato di livellamento, e il materiale di livellamento congelato non deve essere utilizzato. Se il sottosuolo è morbido, l'oleodotto potrebbe dover essere fondata sulla griglia o anche su pali.
L'intera lunghezza della parte inferiore di ogni tubo deve appoggiare sul fondo della trincea tranne per una distanza di circa mezzo metro dal manicotto in entrambe le direzioni (Vedi Fig. 3). Ciascun tubo della linea installata deve effettuare, oltre al peso proprio, anche il peso dell'acqua ed il recupero, nonché altri carichi esterni possibili.
Se si utilizzano tavole di supporto o simili in installazione di un gasdotto di terra coperto, essi devono essere rimossi prima del riempimento in trincea. Il materiale di riempimento iniziale deve soddisfare gli stessi requisiti corso di livellamento e deve essere compattabile morena sabbia o ghiaia morenico intorno alla metà inferiore del tubo - limo e argilla può essere utilizzato anche intorno alla metà superiore. Riempire materiale non deve essere lasciato cadere su un tubo in modo che si muove o viene danneggiato. Esso deve essere posizionato il più uniforme possibile su entrambi i lati del tubo e costipato sotto e sui lati badando rivestimento del tubo, e infine compattato.
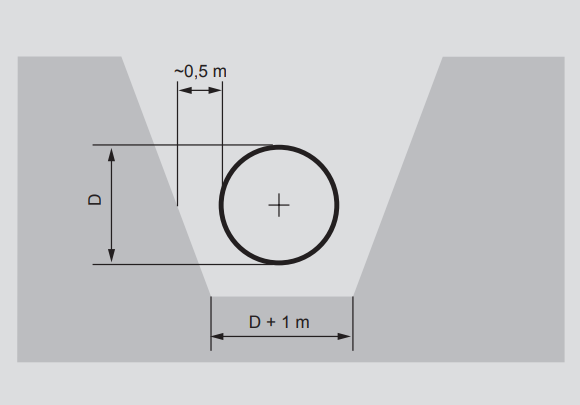
Figura-1-Trench
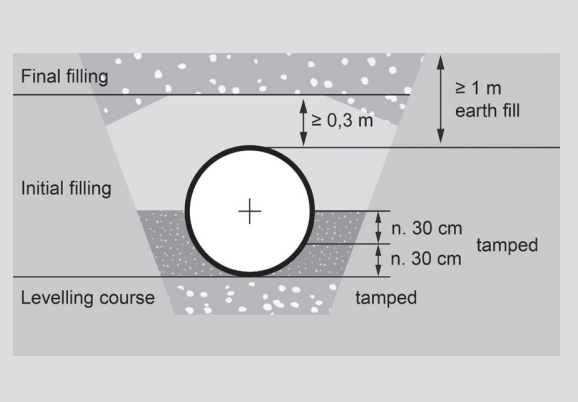
Figura-2.-riempimento-di-trincea
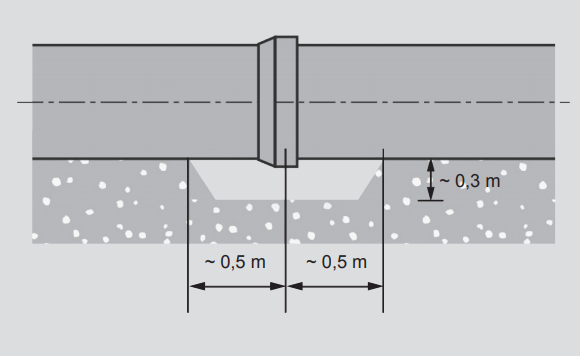
Figura-3-Trench-bottom-at-manicotto
Il principio fondamentale nel riempire una trincea è che i tubi, in particolare le articolazioni, deve avere il supporto laterale sufficiente contro i carichi ambientali. Perciò, il riempimento iniziale lungo i lati pressarlo meccanicamente a metà del tubo in strati di circa 30 cm ad almeno 90% densità Proctor, garantendo, però, che la compattazione non alzare il tubo.
Il grado di compattazione deve essere determinata mediante misurazioni. Il pannello deve vibrazioni in nessun momento toccare un tubo o raccordo per evitare danni al rivestimento. compattazione meccanica sopra il tubo è consentito solo dopo 50 cm di riempimento è stato collocato sulla parte superiore (Vedi Fig. 2). Dopo il riempimento finale, vi deve essere uno strato di materiale di riempimento almeno un metro di spessore, misurata dalla parte superiore del tubo, che non contiene pietre o massi più di 300 mm di diametro. Qualsiasi pietra o masso nel materiale di riempimento finale non devono trovarsi più vicino al tubo del suo diametro. suoli scavati possono essere utilizzati all'esterno zone di traffico. Una pipeline .
deve sempre essere collegato temporaneamente installazione viene interrotta per evitare impurità dai tubi introdotti. durante l'installazione, il livello dell'acqua nella trincea deve essere mantenuto sufficientemente basso in modo che non si muoverà galleggiabilità né acqua danneggiare il tubo installato. Istruzioni più dettagliate per l'installazione di tubazioni rivestite in plastica sono previsti nei regolamenti comunali di ingegneria di ogni paese. Durante l'installazione di tubi nelle zone dove ci sono strade o linee ferroviarie, le istruzioni del funzionario di pertinenza sono da seguire.
2. Unire metodi
Generale
giunti di tubi (Figura. 4) sono utilizzati per unire tubi e raccordi in un gasdotto integrato. I giunti possono essere divisi in due tipi principali: quelle tensione-resistenti e non resistenti. Articolazioni possono essere divisi per applicazioni come segue:
2.1 giunto di testa
Utilizzato principalmente in linee di pressione tensione resistente come l'olio, condutture per il riscaldamento di gas naturale e di distretto. Utilizzato in condotte idriche in particolare con il tubo di dimensioni ≥ DN 600 quando il giunto può essere riparato dall'interno dopo la saldatura. Per una descrizione più dettagliata, Guarda la figura 6 alla pagina 5. Un collare di saldatura viene utilizzato per unire tubi nuovi o un raccordo ad una linea esistente. saldatura interna e completamento del rivestimento in calcestruzzo richiedono un tombino in connessione con il giunto. Installazione del collare di saldatura è descritta nella figura 9.
2.2 DIN / G giunto saldato
Utilizzato in tubazioni in cui una facile installazione del giunto tensionresistant e la possibilità di fare a meno di 1.0 curve gradi sono un must. Saldati dall'esterno. diametri tute tubo DN 400-900 pressione classe PN16 e pressione DN1000-1200 classe PN10. Solo rivestimento in calcestruzzo interno viene utilizzato con questo tipo di manicotto, nessuna pittura è fatta. Il giunto DIN / G è prodotto in fabbrica incorporando un anello di gomma nel rivestimento calcestruzzo, il che significa che non v'è alcuna necessità di completare il rivestimento in calcestruzzo interna sul posto. L'anello di gomma impedisce all'acqua di cambiare nello spazio del giunto manicotto.
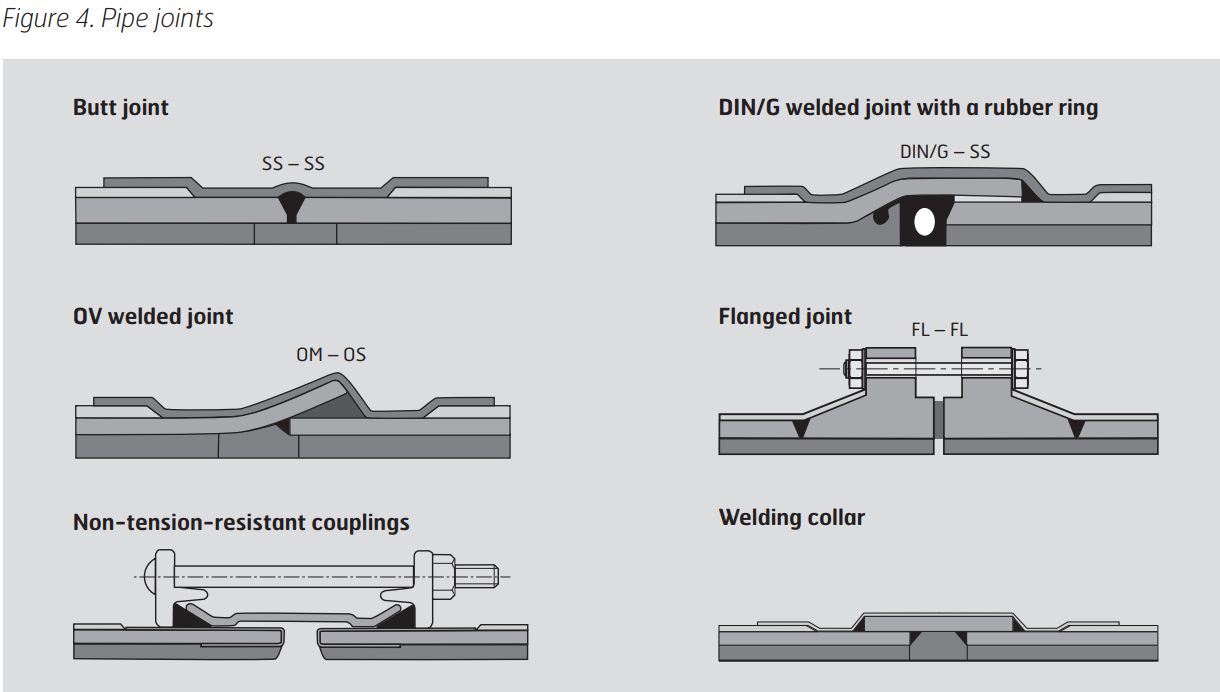
2.3 OV giunto saldato
Utilizzato in linee d'acqua per facilitare l'installazione e consentire 1.5 – 3.0 grado piega ad articolazioni. Poiché il giunto è saldato dall'interno per renderla resistente tensione, è adatto per diametri ≥ DN 600 e pressioni fino a 20 bar. Per una descrizione più dettagliata, vedere la Sezione 3.3 e la figura 8.
2.4 giunto flangiato
giunti flangiati sono ampiamente utilizzati nell'industria. Con tubazioni sotterranee, giunti flangiati sono utilizzati per esempio. in connessione con valvole e pozzetti. Per una descrizione più dettagliata, vedere la Sezione 3.4 e la figura 10. I giunti possono essere sigillati per esempio da guarnizioni Klinger-KGS.
2.5 giunto di accoppiamento
tubi in acciaio possono essere raggiunti da vari manicotti meccanici, come quelli prodotti da Straub, VikingJohnson e Victaulic. Poi, le estremità di tubi vengono torniti e cordoni di saldatura esterni vengono macinati per adattarsi accoppiamenti. Per una descrizione più dettagliata, vedere la Sezione 3.5.
2.6 collare di saldatura
Un collare di saldatura viene utilizzato quando si collegano nuove tubazioni o un singolo nuovo componente di una tubazione esistente. L'installazione di un collare di saldatura è descritta nella figura 9. Quando viene installato un singolo nuovo componente, deve avere anche un tombino in modo che il rivestimento interno può essere riparato. Il collare di saldatura può essere saldato solo all'esterno fino alla classe di pressione PN10, ma richiede anche saldatura interna in classe di pressione PN16. dopo la saldatura, il rivestimento interno ed esterno corrosione rivestimento di protezione vengono completati.
2.7 Selezione del metodo di giunzione
La saldatura è normalmente utilizzato con l'installazione sotterranea. giunti saldati manicotto facilitano l'installazione e consentire piccole curve senza raccordi angolari. Nel sottosuolo di bassa portanza (argilla e limo), un giunto saldato è più sicuro di un giunto di accoppiamento. In caso di un giunto di accoppiamento viene utilizzato in terreni deboli, si raccomanda di utilizzare robusto accoppiamento couplings.The deve essere supportato su una lastra di calcestruzzo o simili per eliminare le sollecitazioni di taglio. A pressioni di acqua alta (P92 ASME SA335 10 bar) è inoltre consigliabile utilizzare un tipo robusto di accoppiamento. I denti di tensione resistente, innesti dentati danneggiano rivestimenti protettivi esterni. Perciò, il loro uso dovrebbe essere limitato principalmente ad asciugare, installazioni interne in cui non è necessaria protezione contro la corrosione esterna.
Tensionresistant giunti flangiati sono utilizzati in impianti istituzionali e industriali per facilitare lo smontaggio. giunti Tensionresistant devono essere sempre utilizzati in installazioni sommerso. Quando si utilizza tipo manicotti DIN / G, i tubi sono rivestiti solo con calcestruzzo internamente, nessuna pittura è fatta.
3. Installazione
coperchi terminali in plastica
I coperchi di plastica alle estremità dei tubi non vengono rimossi fino a poco prima installazione al fine di evitare un eccessivo indurimento o sporcare il rivestimento interno calcestruzzo durante la conservazione. In estate, il rivestimento PUR nero esterno delle parti di tubo è ricoperto di plastica bianca per l'intero periodo di conservazione, come calore dal sole ammorbidire la coating.When rimuovendo i coperchi di plastica, un controllo visivo delle estremità, superfici interne e manicotti dei tubi viene effettuata. incrinature nel rivestimento calcestruzzo che sono causati da indurimento eccessivo possono essere rimossi in estate bagnando il cemento con acqua per uso domestico tanto.
3.1. giunto di testa
Generale
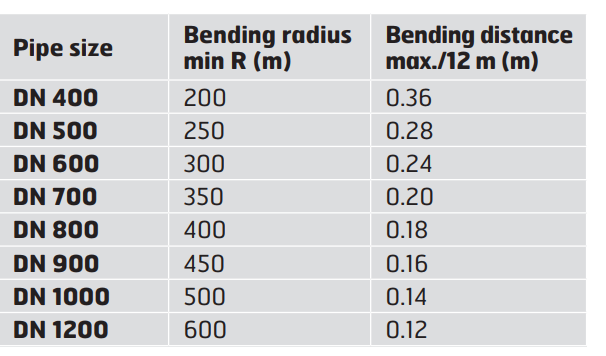
giunti di testa di tensione-resistente (Figura. 6) sono utilizzati con l'intera gamma di dimensioni di tubi. I giunti sono saldati dall'esterno con elettrodi basici. Temperatura di esercizio non deve essere sollevato. I giunti in quanto tali non consentono curve, ma l'estremità di un tubo può essere tagliato ad angolo, o una pipeline con rivestimento in calcestruzzo interna può essere piegato in modo sicuro, se necessario, al raggio minimo di curvatura indicato nella tabella.
Saldatura
Il saldatore deve avere almeno le competenze richieste dalla norma EN 9606-1. La classe di qualità di saldatura è contenuta nella norma EN ISO 5817, C.Pipes di classe sono regolati per la saldatura. L'effetto di riduzione cavità saldatura di imbastitura e saldatura deve essere considerato nel determinare la larghezza della cavità saldatura (2 – 4 mm). dopo virata, i giunti sono saldati in 2 – 3 corre con un elettrodo di base a secco, come ad esempio Esab OK 48.00, P48 all'estero, Böhler Fox EV 48, FILARC 35 o equivalente. Lo spessore dell'elettrodo è determinata dallo spessore della parete del tubo, la modalità di saldatura, il tipo di posizione di marcia e saldatura, nonché la competenza del saldatore. I valori di saldatura sono selezionati secondo le istruzioni della saldatura fornitori di consumo. L'esecuzione di un test procedura di saldatura secondo la norma EN ISO 15614-1 è raccomandato prima di iniziare la saldatura.
Controllo del giunto saldato
Tutte le saldature devono essere ispezionati almeno visivamente. Inizio e fine difetti, sottosquadri, crepe, eccetera. difetti superficiali vengono macinati o riparati mediante saldatura. Inoltre raccomandazione è che almeno 10% di saldature vengono esaminati da test di particelle magnetiche. Requisito fondamentale è anche che almeno 5 saldature di ogni saldatore devono essere esaminati e se eventuali saldature fallisce, frequenza di prova sarà maggiore. Inoltre, la tenuta dei giunti viene testata prova di pressione dell'acqua dopo la pipeline è completato.
Il completamento del rivestimento in calcestruzzo interno
Interno rivestimento in calcestruzzo si completa con tubo dimensioni ≥ DN 600. dopo la saldatura, sciolto ruggine e scorie di saldatura e la figura 6. Giunto di testa di misura in millimetri. min. 50 Restringibili manicotto o corrosione DIN nastro protezione 30670 N-n 6 qualsiasi cemento possibile staccarsi articolazioni è spazzolato dalla superficie interna. In condizioni invernali l'area di giunzione è riscaldato con una fiamma a gas. L'area di giunzione viene dapprima inumidita e poi rivestito con malta che consiste di parti uguali di sabbia e cemento (cemento SR). La sabbia è sufficientemente pulito con una granulometria 0.125 – 1.5 mm. viene aggiunta acqua sufficiente a ottenere una malta piuttosto rigido. Solo la quantità di malta e cemento utilizzato in un'ora si miscela. La malta si sviluppa con una spatola al livello del rivestimento originale. dopo circa 2 ore la zona è strofinato con una spugna bagnata. In condizioni del sito, cemento richiede almeno 5 giorni per curare. Se possibile, l'area di giunzione deve essere mantenuto umido e ad oltre +5 ºC durante quel periodo. In condizioni invernali un soffiatore di aria calda può essere utilizzato per il riscaldamento. cemento gelo non deve essere utilizzato in quanto contiene additivi idrosolubili idonei per acqua potabile.
Completamento della pittura interna
pittura interna è completata con tubo dimensioni ≥ DN 600. L'area comune è trattata secondo le istruzioni del produttore di vernici. Completamento del rivestimento esterno superfici di acciaio nudi vengono puliti con una spazzola di acciaio (grado di pulizia St 2), essiccato con fiamma gas liquido anticorrosione verniciato (esempio Temaprime EE) prima sarà aggiunto manicotto. Il rivestimento PE viene irruvidita su una distanza di circa 100 mm. L'area di giunzione pulita e riscaldata è protetta da un nastro o manicotto di protezione dalla corrosione termoretraibile (Canusa, Raychem, Denso, Stopaq ecc) secondo le istruzioni del produttore.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}