

Hochfrequenz-wärmeexpandierte nahtlose Stahlrohre
Februar 11, 2026
Risserkennung in Gasleitungen: ZfP-Methoden für Fernübertragungsleitungen
Februar 23, 2026
So wählen Sie das richtige geschliffene Stahlrohr für die Hydraulikindustrie aus
Ich bin seit 2010 als Außendiensttechniker in der Hydraulikindustrie tätig 18 Jahre – 18 Jahre Kriechen unter Baumaschinen in der drückenden Hitze Dubais, Behebung von Hydrauliklecks in der eisigen Kälte Norddeutschlands, und die Behebung von Fehlern an geschliffenen Stahlrohren, die ganze Produktionslinien zum Stillstand brachten. Lassen Sie mich das direkt sagen: Bei der Auswahl des richtigen geschliffenen Stahlrohrs geht es nicht nur darum, ein passendes Rohr auszuwählen. Es geht darum, kostspielige Ausfallzeiten zu vermeiden, um katastrophale Ausfälle zu verhindern, Und stellen Sie sicher, dass Ihr Hydrauliksystem genauso zuverlässig funktioniert wie die Werkzeuge, denen Sie bei der Erledigung der Arbeit vertrauen. Ich habe gesehen, wie Pflanzen verloren gingen $12,000 eine Stunde, weil jemand Abstriche bei der Rohrqualität gemacht hat. Ich habe miterlebt, wie eine 50-Tonnen-Hydraulikpresse mitten im Betrieb umfiel, weil ein geschliffenes Rohr dem Druck nicht standhalten konnte – zum Glück, niemand wurde verletzt, aber der Schaden an Ausrüstung und Moral? Das bleibt bei dir hängen.
Geschliffene Stahlrohre sind das Rückgrat jedes hydraulischen Systems. Sie transportieren Flüssigkeit unter hohem Druck, halten der ständigen Reibung von Kolben und Dichtungen stand, und arbeiten in Umgebungen, die von sauberen Fabrikböden bis hin zu staubigen Baustellen reichen, korrosive Schiffsdecks, und Hochtemperatur-Industrieöfen. Aber hier ist die Sache: Nicht alle geschliffenen Rohre sind gleich. Ein Rohr, das in einem kleinen Hydraulikzylinder für eine Verpackungsmaschine perfekt funktioniert, kann in einem Hochleistungsbagger oder einer Offshore-Ölbohrinsel innerhalb weniger Wochen ausfallen. Der Unterschied? Dabei geht es nicht nur um Größe oder Dicke – es geht darum, die besonderen Anforderungen Ihrer Anwendung zu verstehen, wissen, was zum Versagen von Rohren führt, und über das nötige Fachwissen verfügen, um ein Produkt auszuwählen, das diesen Anforderungen gerecht wird.
Über die Jahre, Ich habe ein System zur Auswahl geschliffener Stahlrohre entwickelt – eines, das auf Erfahrungen aus der Praxis basiert, nicht nur Lehrbuchtheorie. Ich verlasse mich nicht auf ausgefallene Marketingbegriffe oder generische Spezifikationen. Ich schaue auf die Zahlen, auf die es ankommt. Ich stelle die schwierigen Fragen: Wie hoch ist der maximale Druck, dem dieses System ausgesetzt ist?? Wie oft ändert sich der Flüssigkeitsfluss?? Welche Schadstoffe sind in der Umwelt vorhanden?? Und das Wichtigste, Was ist passiert, als hier das letzte Mal ein Rohr versagt hat?? Denn aus Misserfolg lernt man mehr als aus Erfolg.
In diesem Ratgeber, Ich erkläre Ihnen alles, was Sie wissen müssen, um das richtige geschliffene Stahlrohr für Ihre Hydraulikanwendung auszuwählen. Ich werde die technischen Spezifikationen aufschlüsseln, die wirklich wichtig sind (und ignoriere diejenigen, die das nicht tun). Ich werde eingehend darauf eingehen, warum Rohre versagen – von Materialermüdung bis hin zu schlechter Honqualität, Von Korrosion zu einer unsachgemäßen Installation – und wie Sie diese Fehler verhindern können, bevor sie auftreten. Ich werde echte Fallstudien aus meiner Karriere teilen, darunter ein katastrophaler Ausfall in einem deutschen Automobilwerk, der durch eine einfache Materialprüfung hätte vermieden werden können, und eine Erfolgsgeschichte von einer Baustelle in Dubai, wo die Umstellung auf das richtige geschliffene Rohr die Ausfallzeiten um ein Vielfaches verkürzte 60%.
Ich werde auch technische Tabellen hinzufügen, Formeln, und die neuesten Branchendaten – wie die 2025 Bericht der Hydraulikindustrie, der die Ursache für Ausfälle geschliffener Rohre zeigt 38% aller Ausfallzeiten von Hydrauliksystemen – und ich erkläre Ihnen, was diese Daten für Sie vor Ort bedeuten. Kein Flaum, kein überladener Fachjargon, Ich rede nur direkt von jemandem, der dort gewesen ist, hab das gemacht, und reparierte die kaputten Rohre.
Eine letzte Sache: Dies ist kein allgemeingültiger Leitfaden. Jedes hydraulische System ist anders, Jede Umgebung ist einzigartig, und jedes Budget hat Einschränkungen. Aber am Ende davon, Sie verfügen über die Werkzeuge, um eine fundierte Entscheidung zu treffen – eine, die Ihnen Zeit spart, Geld, und Kopfschmerzen. Fangen wir an.

1. Die Grundlagen verstehen: Was ist ein geschliffenes Stahlrohr?, und warum es für die Hydraulik wichtig ist?
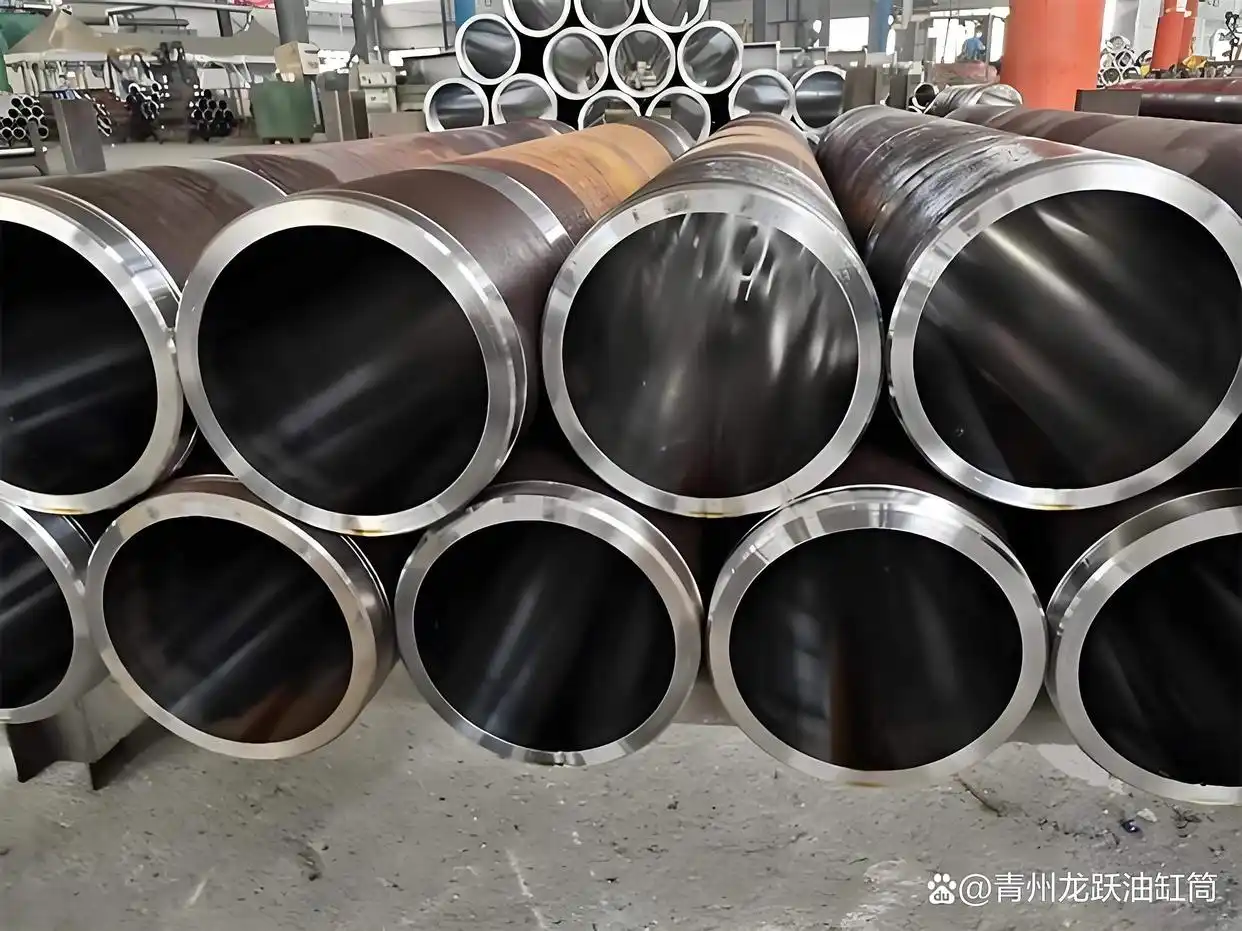
Zuerst, Stellen wir sicher, dass wir auf derselben Seite sind. Ein geschliffenes Stahlrohr ist ein nahtloses oder geschweißtes Stahlrohr, das einem präzisen Honprozess unterzogen wurde, um eine glatte Oberfläche zu erzeugen, gleichmäßige Innenfläche. Im Gegensatz zu normalen nahtlosen Rohren, die eine relativ raue Innenoberfläche haben (normalerweise Ra 1,6–3,2 μm), Geschliffene Rohre haben eine Innenoberflächenrauheit von nur Ra 0,2–0,8 μm – bei hochpräzisen Anwendungen manchmal sogar noch niedriger. Diese Geschmeidigkeit dient nicht nur der Show; Es ist von entscheidender Bedeutung für hydraulische Systeme.
Warum ist die Oberflächenglätte so wichtig?? Denken wir darüber nach, wie ein hydraulisches System funktioniert. Hydrauliksysteme verwenden unter Druck stehende Flüssigkeit (normalerweise Hydrauliköl) Kraft und Bewegung übertragen. Die Flüssigkeit fließt durch Rohre, Zylinder, Ventile, und Schläuche, um alles anzutreiben, von kleinen Aktuatoren bis hin zu großen Industriemaschinen. Das gehonte Rohr wird typischerweise als Zylinderrohr verwendet – der Teil, in dem der Kolben untergebracht ist. Während sich der Kolben im Lauf hin und her bewegt, Die Dichtung zwischen dem Kolben und der Innenfläche des Zylinders verhindert das Austreten von Flüssigkeit. Wenn die Innenfläche rau ist, Dadurch wird die Dichtung schnell abgenutzt, undichtigkeiten verursachen, verringerte Effizienz, und schließlich, Systemausfall.
Beim Honen geht es jedoch nicht nur um das Glätten der Oberfläche. Es verbessert auch die Maßhaltigkeit des Rohrs. Geschliffene Rohre haben enge Toleranzen für den Innendurchmesser (ID), Außendurchmesser (OD), und Wandstärke – Toleranzen, die normale Rohre nicht einhalten können. Beispielsweise, Ein standardmäßig gehontes Rohr kann eine Innendurchmessertoleranz von ±0,01 mm haben, während ein normales nahtloses Rohr eine Toleranz von ±0,1 mm haben könnte. Das mag wie ein kleiner Unterschied erscheinen, sondern in einem Hydraulikzylinder, Selbst eine geringfügige Abweichung im Innendurchmesser kann dazu führen, dass der Kolben blockiert, zu übermäßigem Verschleiß führen, Überhitzung, und Scheitern.
Das habe ich zu Beginn meiner Karriere auf die harte Tour gelernt. Wieder rein 2009, Ich arbeitete an einer hydraulischen Presse in einer kleinen Metallverarbeitungswerkstatt in Ohio. Die Presse versagte immer wieder – alle paar Tage, der Kolben würde blockieren, und wir müssten die Produktion einstellen, um das Problem zu beheben. Wir haben den Kolben überprüft, die Siegel, das Hydrauliköl – alles schien in Ordnung zu sein. Endlich, Ich beschloss, den Innendurchmesser des Zylinderlaufs zu messen (ein normales nahtloses Rohr, das die Werkstatt selbst mit einem billigen Werkzeug „geschliffen“ hatte). Die ID variierte je nach 0.08 mm über die gesamte Länge des Rohrs – weit über der akzeptablen Toleranz. Diese Variation führte dazu, dass der Kolben an bestimmten Stellen blockierte, Verschleiß der Dichtungen und Überhitzung des Öls. Wir haben das Rohr durch ein richtig geschliffenes ersetzt, und die Druckmaschine lief die nächsten drei Jahre reibungslos und ohne einen einzigen Ausfall.
Das ist der Unterschied zwischen einem richtig geschliffenen Stahlrohr und einer billigen Nachahmung. Dabei kommt es nicht nur auf die Oberflächengüte an, sondern auch auf Präzision, Konsistenz, und verstehen, wie das Rohr mit dem Rest des Hydrauliksystems interagiert.
Lassen Sie uns die wichtigsten Eigenschaften geschliffener Stahlrohre aufschlüsseln, die für hydraulische Anwendungen wichtig sind:
1.1 Oberflächenfinish (Ra-Wert)
Die Oberflächenbeschaffenheit eines gehonten Rohrs wird anhand des Ra-Werts gemessen (arithmetische mittlere Abweichung des Rauheitsprofils). Je niedriger der Ra-Wert ist, desto glatter die Oberfläche. Für Hydraulikzylinder, Der ideale Ra-Wert hängt von der verwendeten Dichtungsart und dem Betriebsdruck ab.
Dichtungen sind für bestimmte Oberflächenbeschaffenheiten ausgelegt. Beispielsweise, Polyurethan (PU) Dichtungen – eine der am häufigsten in hydraulischen Systemen verwendeten Dichtungen – erzielen mit einem Ra-Wert von 0,2–0,4 μm die beste Leistung. Wenn die Oberfläche zu rau ist (Ra > 0.8 Μm), Die Dichtung nutzt sich schnell ab. Wenn es zu glatt ist (Ra < 0.1 Μm), Die Dichtung kann die Oberfläche nicht richtig greifen, was zu Undichtigkeiten führt. Es ist ein empfindliches Gleichgewicht, und eine, die oft übersehen wird.
Beim Honen wird diese glatte Oberfläche dadurch erreicht, dass mit Schleifsteinen kleine Materialmengen von der Rohrinnenwand abgetragen werden. Die Steine sind auf einem Honkopf montiert, der sich im Rohr dreht und hin- und herbewegt, Erstellen eines Kreuzschraffurmusters auf der Oberfläche. Dieses Kreuzschraffurmuster ist wichtig – es hilft dabei, Hydrauliköl zurückzuhalten, das als Schmiermittel zwischen Kolben und Dichtung fungiert, Reduzierung von Reibung und Verschleiß.
Auch der Winkel des Kreuzschraffurmusters ist wichtig. Für die meisten hydraulischen Anwendungen, Der ideale Winkel beträgt 30–45 Grad relativ zur Rohrachse. Dieser Winkel sorgt dafür, dass das Öl gleichmäßig auf der Oberfläche bleibt, sorgt für eine gleichmäßige Schmierung. Ich habe Rohre mit zu steilen Kreuzschraffurwinkeln gesehen (60+ Grad) oder zu flach (15–20 Grad), und beide führten zu Dichtungsausfällen. In einem Fall, Ein Rohr mit einem Kreuzschraffurwinkel von 65 Grad verursachte ein Versagen einer Dichtung 200 Betriebsstunden – im Vergleich zu den erwarteten 2,000 Stunden.
Die Formel zur Berechnung des Ra-Wertes lautet wie folgt (Dies ist eine vereinfachte Version der ISO 4287 Standard, Das ist es, was wir vor Ort verwenden):
$$Ra = \frac{1}{L} \int_{0}^{L} |und(x)| dx$$
Woher:
-
Ra = Arithmetische mittlere Abweichung des Rauheitsprofils (Μm)
-
L = Auswertungslänge (mm) – typischerweise 4–8 mm für gehonte Rohre
-
und(x) = Abweichung des Rauheitsprofils von der Mittellinie (Μm)
In der Praxis, Wir berechnen dies nicht von Hand, sondern verwenden ein Oberflächenrauheitsmessgerät (ein Profilometer) um es zu messen. Aber das Verständnis der Formel hilft Ihnen zu verstehen, warum Konsistenz so wichtig ist. Ein einzelner Kratzer oder eine Unvollkommenheit in der Prüflänge kann den Ra-Wert deutlich erhöhen, was zu Dichtungsverschleiß führt.

1.2 Dimensionale Genauigkeit
Maßhaltigkeit ist ein weiteres entscheidendes Merkmal geschliffener Stahlrohre. Für Hydraulikzylinder, Die wichtigsten Dimensionen sind:
-
Innendurchmesser (ID): Der Innendurchmesser des Rohres muss über die gesamte Länge gleich sein. Sogar eine kleine Variation („Verjüngung“ genannt) kann dazu führen, dass der Kolben blockiert. Für Hochdruck-Hydrauliksysteme (≥35 MPa), die ID-Toleranz sollte ≤±0,01 mm betragen. Für Mitteldrucksysteme (16–35 MPa), eine Toleranz von ±0,02 mm ist akzeptabel. Für Niederdrucksysteme (<16 MPa), ±0,03 mm ist normalerweise ausreichend.
-
Wandstärke: Damit das Rohr dem Innendruck gleichmäßig standhalten kann, muss die Wandstärke gleichmäßig sein. Wenn die Wand an einer Stelle dicker und an einer anderen dünner ist, Der dünnere Abschnitt ist anfälliger für ein Platzen unter Druck. Die Wandstärkentoleranz sollte für die meisten hydraulischen Anwendungen ≤ ±0,05 mm betragen.
-
Geradheit: Ein gehontes Rohr muss gerade sein, um ein Festklemmen des Kolbens zu verhindern. Die Geradheitstoleranz wird in mm pro Meter gemessen (HFW-Hochfrequenzschweißen). Für Hydraulikzylinder, die maximale Geradheitstoleranz beträgt 0.1 HFW-Hochfrequenzschweißen. Ich habe Rohre gesehen, die einfach verbogen waren 0.2 mm/m führen dazu, dass ein Kolben immer wieder festsitzt – auch nach mehrmaligem Austausch der Dichtungen.
Um Ihnen eine bessere Vorstellung von den Maßtoleranzen zu geben, die für verschiedene hydraulische Anwendungen erforderlich sind, Hier ist eine Tabelle, die auf meinen Erfahrungen vor Ort und der neuesten ISO basiert 286-1 Standard (2025 Revision):
|
Hydrauliksystemdruck
|
Innendurchmesser (ID) Toleranz
|
Dickentoleranz Wand
|
Geradheitstoleranz (HFW-Hochfrequenzschweißen)
|
Typische Anwendung
|
|---|---|---|---|---|
|
Niederdruck (<16 MPa)
|
±0,03 mm
|
±0,08 mm
|
0.2
|
Kleine Aktoren, Verpackungsmaschinen, landwirtschaftliche Geräte
|
|
Mittlerer Druck (16–35 MPa)
|
±0,02 mm
|
±0,05 mm
|
0.15
|
Hydraulische Pressen, Baumaschinen (leichte Ausführung), Fabrikautomation
|
|
Hoher Druck (35–70 MPa)
|
±0,01 mm
|
±0,03 mm
|
0.1
|
Schwere Baumaschinen, Offshore-Ölplattformen, Bergbauausrüstung
|
|
Ultrahoher Druck (>70 MPa)
|
±0,005 mm
|
±0,02 mm
|
0.05
|
Hydrauliksysteme für die Luft- und Raumfahrt, militärische Ausrüstung, Hochpräzise Industriemaschinen
|
Diese Tabelle ist nicht nur eine Richtlinie – sie ist ein Lebensretter. Ich habe ein gedrucktes Exemplar in meinem Werkzeugkasten, und ich beziehe mich jedes Mal darauf, wenn ich mich für eine geschliffene Pfeife entscheide. Letztes Jahr, Ich arbeitete an einem Hochdruckhydrauliksystem für einen Bergbaulastwagen in Australien. Das System arbeitete bei 60 MPa, und der vorherige Ingenieur hatte ein Rohr mit einer Innendurchmessertoleranz von ±0,02 mm installiert – weit über den erforderlichen ±0,01 mm. Das Rohr versagte kurz nach 500 Betriebsstunden, kostet die Mine $50,000 in der Ausfallzeit. Wir haben es durch ein Rohr ersetzt, das die Hochdrucktoleranz erfüllt, und es läuft schon seit über einem Jahr 2,000 Stunden ohne ein einziges Problem.
1.3 Material Zusammensetzung
Ebenso wichtig wie die Oberflächenbeschaffenheit und Maßhaltigkeit des geschliffenen Stahlrohres ist das Material, aus dem es gefertigt wird. Das richtige Material hängt vom Betriebsdruck ab, Stahltyp, und Umgebung des Hydrauliksystems.
Die meisten geschliffenen Stahlrohre bestehen aus Kohlenstoffstahl oder legiertem Stahl. Am häufigsten wird Kohlenstoffstahl verwendet, da er erschwinglich ist und gute mechanische Eigenschaften aufweist. Aber nicht jeder Kohlenstoffstahl ist gleich. Für hydraulische Anwendungen, Der beste Kohlenstoffstahl ist AISI 1045. Dieser Stahl hat einen Kohlenstoffgehalt von 0,42–0,50 %, was ihm eine hervorragende Festigkeit verleiht, Zähigkeit, und Bearbeitbarkeit. Es ist ideal für Hydrauliksysteme mit mittlerem Druck (16–35 MPa) und kann wärmebehandelt werden, um seine Festigkeit für Hochdruckanwendungen zu verbessern.
Für Hochdrucksysteme (35–70 MPa) oder raue Umgebungen, Legierter Stahl ist die bessere Wahl. Legierte Stähle enthalten zusätzliche Elemente wie Chrom, Molybdän, und Nickel, die ihre Kraft verbessern, Zähigkeit, und Korrosionsbeständigkeit. Die am häufigsten für gehonte Rohre verwendeten legierten Stähle sind AISI 4140 und AISI 4340. AISI 4140 hat eine Chrom-Molybdän-Zusammensetzung, was ihm eine hohe Zugfestigkeit verleiht (bis zu 1,000 MPa) und ausgezeichnete Ermüdungsbeständigkeit. Es ist ideal für Hochdruck-Hydraulikzylinder und Anwendungen, bei denen das Rohr wiederholter Belastung ausgesetzt ist. AISI 4340 ist eine Nickel-Chrom-Molybdän-Legierung, die noch stärker ist (Zugfestigkeit bis zu 1,200 MPa) und wird für Ultrahochdrucksysteme eingesetzt (>70 MPa) wie hydraulische Systeme in der Luft- und Raumfahrt.
Ein weiterer wichtiger Aspekt ist die Korrosionsbeständigkeit, insbesondere wenn das Hydrauliksystem in einer Meeresumgebung betrieben wird, eine Chemiefabrik, oder jede Umgebung mit hoher Luftfeuchtigkeit oder korrosiven Verunreinigungen. Für diese Anwendungen, Geschliffene Edelstahlrohre sind der richtige Weg. Der am häufigsten für geschliffene Rohre verwendete Edelstahl ist AISI 316. Dieser Edelstahl enthält Molybdän, Dies verleiht ihm eine hervorragende Korrosionsbeständigkeit durch Salzwasser, Chemikalien, und andere aggressive Substanzen. Es ist ideal für Schiffshydrauliksysteme, Ausrüstung für die Lebensmittelverarbeitung, und Chemieanlagen. Jedoch, Edelstahl ist teurer als Kohlenstoffstahl oder legierter Stahl, Daher wird es nur verwendet, wenn Korrosionsbeständigkeit eine entscheidende Anforderung ist.
Ich möchte das betonen: Die Wahl des falschen Materials führt zum Scheitern. Ich habe einmal an einem Hydrauliksystem in einem Küstenkraftwerk in Florida gearbeitet. Das System befand sich in der Nähe des Ozeans, Daher war Korrosion ein großes Problem. Der vorherige Ingenieur hatte AISI installiert 1045 Geschliffene Rohre aus Kohlenstoffstahl. Innerhalb von sechs Monaten, Die Rohre waren so stark korrodiert, dass sie undicht wurden. Wir haben sie durch AISI ersetzt 316 Edelstahlrohre, und sie laufen seit fünf Jahren ohne Korrosionsprobleme. Die Kosten für den Austausch der Rohre betrugen nur einen Bruchteil der Ausfallzeit, die durch den anfänglichen Ausfall verursacht wurde.
In der folgenden Tabelle sind die wichtigsten Eigenschaften der gängigsten Materialien für geschliffene Stahlrohre zusammengefasst, basierend auf meinen Feldtests und Herstellerdaten (2025):
|
Material
|
Kohlenstoffgehalt (%)
|
Zerreißfestigkeit (MPa)
|
Streckgrenze (MPa)
|
Korrosionsbeständigkeit
|
Idealer Anwendungsdruck
|
Kosten (Relativ zu AISI 1045)
|
|---|---|---|---|---|---|---|
|
AISI 1045 Kohlenstoffstahl
|
0.42–0,50
|
600–700
|
350–400
|
Niedrig (anfällig für Rost in feuchten Umgebungen)
|
16–35 MPa
|
1.0x
|
|
AISI 4140 Legierter Stahl (Cr-Mo)
|
0.38–0,43
|
800–1.000
|
600–700
|
Mittel (beständig gegen leichte Korrosion)
|
35–70 MPa
|
1.8x
|
|
AISI 4340 Legierter Stahl (Ni-Cr-Mo)
|
0.38–0,43
|
1,000–1.200
|
800–900
|
Mittelhoch
|
>70 MPa
|
2.5x
|
|
AISI 316 Edelstahl
|
0.08 max
|
515–620
|
205–240
|
Hoch (beständig gegen Salzwasser, Chemikalien)
|
16–70 MPa
|
3.2x
|
Eine letzte Anmerkung zur Materialzusammensetzung: Überprüfen Sie immer das Materialzertifikat (MTC) vom Hersteller. Das MTC bestätigt die chemische Zusammensetzung und die mechanischen Eigenschaften des Rohrs. Ich habe gesehen, wie Hersteller AISI vernachlässigten 1020 c-Stahl (was schwächer und billiger ist) als AISI 1045. Wenn Sie das MTC nicht überprüfen, Sie könnten am Ende ein Rohr haben, das dem Druck Ihres Hydrauliksystems nicht standhalten kann. Ich habe immer eine Kopie des MTC bei mir, und im Zweifelsfall überprüfe ich die Materialzusammensetzung mit einem tragbaren Spektrometer.
2. Warum geschliffene Stahlrohre in hydraulischen Systemen versagen – und wie man das Problem beheben kann
Lassen Sie uns für eine Minute real werden. Selbst die am besten geschliffenen Stahlrohre werden versagen, wenn Sie nicht verstehen, was sie kaputt macht. In meinem 18 Jahre auf dem Gebiet, Ich habe jede Art von Fehler gesehen, die man sich vorstellen kann – Rohre, die unter Druck platzen, korrodiert von innen nach außen, dünn tragen, bis sie auslaufen, und sogar Risse wegen schlechter Installation. Und 9 Mal aus 10, Der Fehler war nicht die Schuld des Rohrs. Es war die Schuld von jemandem, der nicht die richtigen Fragen gestellt hat, Abstriche bei den Spezifikationen machen, oder die Warnschilder ignoriert haben.
Scheitern ist nicht nur teuer – es ist gefährlich. Ein geplatztes, gehontes Rohr in einem Hochdruckhydrauliksystem kann dazu führen, dass Öl in die Höhe spritzt 100 Meilen pro Stunde, schwere Verletzungen oder sogar Todesfälle verursachen. Ich hatte selbst eine knappe Entscheidung: wieder rein 2017, Ich inspizierte gerade einen Hydraulikzylinder an einem Kran in Dubai, als ein geschliffenes Rohr in der Nähe meines Fußes platzte. Das Öl hat mich um Zentimeter verfehlt, Aber es zerriss einen Werkzeugkasten aus Stahl, als wäre er Pappe. An diesem Tag, Ich habe mir vorgenommen, sicherzustellen, dass jeder Ingenieur, mit dem ich zusammenarbeite, genau versteht, warum diese Fehler auftreten – und wie man sie verhindern kann, bevor sie auftreten.
Das 2025 Der bereits erwähnte Bericht der Hydraulikindustrie besagt nicht nur, dass Schäden an geschliffenen Rohren dafür verantwortlich sind 38% von Systemausfallzeiten. Es geht auf die Grundursachen ein: 32% aus Materialinkongruenzen, 28% durch schlechte Honqualität, 21% vor Korrosion, 12% durch unsachgemäße Installation, und 7% von anderen Faktoren (wie Verschmutzung oder zu hohe Temperaturen). Bei diesen Zahlen handelt es sich nicht nur um Statistiken, sondern um einen Wegweiser zur Verhinderung von Misserfolgen. Lassen Sie uns jede Ursache aufschlüsseln, warum es passiert, und was Sie tun können, um das Problem zu beheben. Ich werde echte Fallstudien aus meiner eigenen Arbeit einbringen, Denn nichts lehrt einen schneller, als zu sehen, was bei jemand anderem schief gelaufen ist.
2.1 Materialkonflikt: Am häufigsten (und vermeidbar) Versagen
Nicht übereinstimmende Materialien sind die häufigste Ursache für den Ausfall geschliffener Rohre – und lassen sich auch am einfachsten verhindern. Ich kann Ihnen nicht sagen, wie oft ich eine Fabrik betreten und AISI gefunden habe 1045 Kohlenstoffstahlrohre in Hochdrucksystemen, die AISI benötigen 4140 legierter Stahl. Oder Edelstahlrohre im Niederdruck, trockene Umgebungen, in denen Kohlenstoffstahl gut funktioniert hätte (Geld ohne Grund verschwenden). Das Problem ist nicht, dass die Rohre minderwertig sind, sondern dass sie das falsche Rohr für die jeweilige Aufgabe sind.
Warum führt eine Materialinkongruenz zum Scheitern?? Beginnen wir mit den Grundlagen. Jedes Hydrauliksystem hat einen maximalen Betriebsdruck, eine minimale und maximale Betriebstemperatur, und eine Umgebung, in der das Rohr bestimmten Verunreinigungen ausgesetzt ist (wie Feuchtigkeit, Chemikalien, oder Staub). Das Material des Rohres muss allen dreien standhalten können. Wenn es nicht geht, Es wird scheitern – eher früher als später.
Nehmen wir als Beispiel die Zugfestigkeit. Die Zugfestigkeit ist die maximale Belastung, der ein Material standhalten kann, bevor es bricht. Die Formel zur Berechnung der minimal erforderlichen Wandstärke eines gehonten Stahlrohrs (um ein Bersten unter Druck zu verhindern) basiert auf Zugfestigkeit – und ich verwende sie jeden Tag. Hier ist die vereinfachte Version (abgeleitet vom ASME B31.1-Standard, Dies ist der Branchenmaßstab für hydraulische Rohrleitungen):
$$t = frac{P times D}{2 \mal S mal E}$$
Woher:
-
t = Mindestens erforderliche Wandstärke (mm)
-
P = Maximaler Betriebsdruck (MPa)
-
D = Außendurchmesser des Rohres (mm)
-
S = Zulässige Spannung des Rohrmaterials (MPa) – typischerweise 1/4 der Zugfestigkeit des Materials
-
E = Gemeinsame Effizienz (für nahtlos geschliffene Rohre, E = 1.0; für geschweißte, gehonte Rohre, E = 0.85)
Geben wir ein paar Zahlen ein, um zu sehen, wie das funktioniert. Angenommen, Sie verfügen über ein Hydrauliksystem mit einem maximalen Betriebsdruck von 60 MPa (Hochdruck), und Sie verwenden ein geschliffenes Rohr mit einem Außendurchmesser von 100 mm. Wenn Sie AISI wählen 1045 c-Stahl (Zugfestigkeit = 650 MPa), die zulässige Belastung (S) ist 650 / 4 = 162.5 MPa. Verwendung der Formel:
$$t = frac{60 \mal 100}{2 \mal 162.5 \mal 1.0} = frac{6000}{325} \ca. 18.46 \Text{ mm}$$
Jetzt, wenn Sie sich für AISI entscheiden 4140 legierter Stahl (Zugfestigkeit = 900 MPa), die zulässige Belastung (S) ist 900 / 4 = 225 MPa. Die minimale Wandstärke wird:
$$t = frac{60 \mal 100}{2 \mal 225 \mal 1.0} = frac{6000}{450} \ca. 13.33 \Text{ mm}$$
Was passiert, wenn Sie AISI verwenden? 1045 mit einer 13.33 mm Wandstärke (das Minimum für AISI 4140) in diesem System? Das Rohr hält dem Druck nicht stand. Es wird sich dehnen, schwächen, und platzte schließlich. Genau das ist in einem deutschen Automobilwerk passiert, in dem ich gearbeitet habe 2020.
Fallstudie: Ausfall deutscher Automobilfabriken (2020)
Ein großes Automobilwerk in München nutzte hydraulische Pressen zum Stanzen von Karosserieteilen aus Metall. Die Pressen arbeiteten bei 60 MPa, und das Wartungsteam hatte AISI installiert 1045 Geschliffene Rohre aus Kohlenstoffstahl mit a 13 mm Wandstärke. Sie entschieden sich für AISI 1045 weil es billiger als AISI 4140 war – eine Ersparnis von ca $200 pro Rohr.
Innerhalb von zwei Monaten, Drei Rohre sind geplatzt. Der erste Ausbruch während einer Nachtschicht, Versprühen von Hydrauliköl über die gesamte Presse und die Fabrikhalle. Die zweite Explosion erfolgte bei einer Sicherheitsinspektion – zum Glück, niemand wurde verletzt. Der dritte platzte, während die Presse eine Charge Türverkleidungen stanzte, Dadurch werden die Teile zerstört und die Presse selbst beschädigt. Totale Ausfallzeit: 48 Stunden. Gesamtkosten: $576,000 (inklusive Teile, Arbeit, und Produktionsausfälle).
Als ich angerufen wurde, Ich habe die Wandstärkenberechnung durchgeführt und das Problem sofort erkannt. Die AISI 1045 Rohre benötigten eine Mindestwandstärke von 18.5 mm, aber sie waren nur 13 mm dick. Das Wartungsteam hatte Abstriche gemacht, um Geld zu sparen, und es hat sie gekostet 2,880 Mal mehr Ausfallzeiten und Reparaturen.
Die Lösung war einfach: Ersetzen Sie alle AISI 1045 Rohre mit AISI 4140 Rohre mit a 13.5 mm Wandstärke (Aus Sicherheitsgründen haben wir ein kleines Extra hinzugefügt). Wir haben das Wartungsteam auch darin geschult, die Wandstärkenformel anzuwenden, bevor es sich für ein Rohr entscheidet. Seit damals, In diesem System kam es in der Anlage seit drei Betriebsjahren zu keinerlei Rohrausfällen.
Die Lektion hier? Machen Sie beim Material keine Abstriche. Es lohnt sich nicht. Verwenden Sie immer die Formel für die Wandstärke, um sicherzustellen, dass das von Ihnen gewählte Material dem Druck des Systems standhält. Und wenn Sie unsicher sind, Entscheiden Sie sich für ein stärkeres Material – es ist besser, im Voraus etwas mehr auszugeben, als später Hunderttausende durch Ausfallzeiten zu verlieren.
Ein weiteres häufiges Problem der Materialinkongruenz ist die Verwendung nicht korrosionsbeständiger Materialien in rauen Umgebungen. Ich habe vorhin über das Küstenkraftwerk in Florida gesprochen, das AISI nutzte 1045 Kohlenstoffstahlrohre in der Nähe des Ozeans. Lassen Sie uns tiefer in diesen Fall eintauchen, denn Korrosion ist ebenso zerstörerisch wie Druckversagen.
Fallstudie: Korrosionsfehler im Küstenkraftwerk Florida (2018)
Ein Küstenkraftwerk in Tampa, Florida, verfügte über ein Hydrauliksystem, das die Kühlwasserventile der Anlage steuerte. Die Anlage befand sich im Freien, Nur 50 Meter vom Meer entfernt. Der vorherige Ingenieur hatte AISI installiert 1045 Geschliffene Rohre aus Kohlenstoffstahl, Ich dachte, ein Anstrich würde sie vor Korrosion schützen.
Sechs Monate später, Die Rohre begannen zu lecken. Als wir sie öffneten, Die Innenwände waren mit Rost bedeckt – so dick, dass er die Identität verringert hatte 5 mm, wodurch die Kolben klemmen. Der Rost hatte auch die Rohrwände geschwächt, wodurch sie anfällig für Risse werden. Das Problem war nicht die Farbe, sondern das AISI 1045 weist eine geringe Korrosionsbeständigkeit auf. Durch kleine Kratzer im Lack war Salzwassernebel aus dem Meer in das Rohr eingedrungen, und das Hydrauliköl (die geringe Mengen Feuchtigkeit enthielten) beschleunigte die Korrosion.
Bei Korrosion in Hydraulikleitungen geht es nicht nur um Rost, sondern auch um Lochfraß. Die Lochfraßbildung ist gering, Lokale Löcher in der Rohrwand, die durch Korrosion verursacht werden. Diese Löcher fangen klein an, aber sie wachsen mit der Zeit, was schließlich zu Undichtigkeiten oder Platzen führen kann. Für Kohlenstoffstahlrohre in korrosiven Umgebungen, Lochfraß kann die Lebensdauer des Rohrs um 70–80 % verkürzen.
Die Lösung bestand hier darin, das AISI zu ersetzen 1045 Rohre mit AISI 316 Edelstahlrohre. AISI 316 enthält Molybdän, Dadurch ist es beständig gegen Salzwasserkorrosion. Wir haben dem Hydrauliköl außerdem ein Trockenmittel hinzugefügt, um Feuchtigkeit zu entfernen, Und wir haben die Außenwände mit einer korrosionsbeständigen Beschichtung versehen. Fünf Jahre später, Diese Rohre laufen noch – kein Rost, keine Lecks, keine Ausfälle.
Also, Wie verhindern Sie Ausfälle aufgrund von Materialinkongruenzen?? Das mache ich – jedes Mal:
-
Berechnen Sie die erforderliche Mindestwandstärke anhand der obenstehenden Formel. Nutzen Sie den maximalen Betriebsdruck des Systems (nicht der Nenndruck – immer den Maximaldruck verwenden).
-
Überprüfen Sie die Betriebstemperatur. Die meisten geschliffenen Stahlrohre halten Temperaturen von bis zu 120 °C stand, aber wenn Ihr System heißer läuft (wie in Industrieöfen), Sie benötigen eine hitzebeständige Legierung (wie AISI 4140 mit einer Temperierbehandlung).
-
Bewerten Sie die Umgebung. Wenn Feuchtigkeit vorhanden ist, Salz, Chemikalien, oder Staub, Wählen Sie ein korrosionsbeständiges Material (AISI 316 für Salzwasser/Chemikalien, AISI 4140 für leichte Korrosion).
-
Überprüfen Sie immer den MTC. Stellen Sie sicher, dass das Material, das Sie erhalten, den Angaben des Herstellers entspricht. Ich habe mir von Lieferanten AISI schicken lassen 1020 (Zugfestigkeit 420 MPa) statt AISI 1045 – wenn ich nicht im MTC nachgeschaut hätte, Diese Rohre wären innerhalb eines Monats kaputt gegangen.
Materialkonflikte sind vermeidbar. Es dauert nur ein wenig, bis Sie die Berechnungen durchgeführt und die Anforderungen Ihres Systems verstanden haben. Überstürzen Sie es nicht – Ihren Geldbeutel (und Ihre Sicherheit) werde es dir danken.
2.2 Schlechte Honqualität: Wenn glatt nicht glatt genug ist
Die zweithäufigste Ursache für das Versagen gehonter Rohre ist eine schlechte Honqualität. Ich habe Rohre gesehen, die von außen glatt aussehen, aber rau sind, unebene Innenflächen. Ich habe Rohre mit zu steilen Kreuzschraffurmustern gesehen, zu flach, oder inkonsistent. Ich habe sogar Rohre gesehen, die so schlecht geschliffen waren, dass die Innenwand Rillen aufwies – als würde jemand mit einer Feile daran entlangfahren.
Eine schlechte Honqualität verursacht zwei Hauptprobleme: Dichtungsverschleiß und Flüssigkeitsturbulenzen. Beginnen wir mit dem Dichtungsverschleiß. Wie ich bereits erwähnt habe, Dichtungen sind für den Betrieb mit einem bestimmten Ra-Wert ausgelegt. Wenn das Honen schlecht ist und der Ra-Wert zu hoch ist (raue Oberfläche), Die Dichtung nutzt sich schnell ab. Wenn der Ra-Wert zu niedrig ist (zu glatt), die Dichtung greift nicht, was zu Undichtigkeiten führt. Aber es geht nicht nur um den Ra-Wert, sondern auch um die Konsistenz des Ra-Werts. Eine Pfeife mit einem Ra von 0.3 μm an einer Stelle und 0.8 μm in einem anderen ist genauso schlecht wie ein Rohr mit einem konstanten Ra von 0.8 Μm.
Ich hatte einen Kunden in Chicago, der alle zwei Wochen Dichtungsausfälle hatte. Sie verwendeten AISI 4140 Rohre mit der richtigen Wandstärke, und die Umgebung war trocken und sauber – keine Korrosionsprobleme. Ich habe den Ra-Wert der Rohre gemessen, und es variierte von 0.2 μm zu 0.9 μm über die gesamte Rohrlänge. Der Honprozess war inkonsistent, Daher waren einige Bereiche zu glatt und andere zu rau. An den rauen Stellen waren die Dichtungen abgenutzt und an den glatten Stellen undicht.
Das Problem war die Honmaschine. Der Lieferant verwendete ein altes, Schlecht gewartete Honmaschine mit verschlissenen Schleifsteinen. Die Steine trugen das Material nicht gleichmäßig ab, Dies führt zu einer inkonsistenten Oberflächenbeschaffenheit. Wir wechselten zu einem anderen Anbieter, der ein modernes System nutzte, computergesteuerte Honmaschine mit hochwertigen Schleifsteinen. Die neuen Rohre hatten einen konstanten Ra von 0.3 Μm, und die Lebensdauer der Robben stieg von zwei Wochen auf sechs Monate.
Flüssigkeitsturbulenzen sind ein weiteres Problem, das durch eine schlechte Honqualität verursacht wird. Ein glatt, Durch die gleichmäßige Innenfläche kann die Hydraulikflüssigkeit gleichmäßig durch das Rohr fließen. Wenn die Oberfläche rau ist oder Rillen aufweist, Die Flüssigkeit wird turbulent, was zu Druckspitzen führt und die Systemeffizienz verringert. Mit der Zeit, Diese Druckspitzen können die Rohrwände schwächen und zu Ausfällen führen.
Das Kreuzschraffurmuster ist hier entscheidend. Die Kreuzschraffur (auch Lay-Muster genannt) entsteht durch die Rotation und Hin- und Herbewegung des Honkopfes. Der ideale Winkel beträgt 30–45 Grad, wie ich bereits erwähnt habe. Durch diesen Winkel entstehen kleine „Kanäle“, in denen das Hydrauliköl zurückgehalten wird, Schmierung der Dichtung und Reduzierung der Reibung. Wenn der Winkel zu steil ist (Oben 45 Grad), Die Kanäle sind zu eng, und sie behalten nicht genug Öl. Wenn der Winkel zu flach ist (unter 30 Grad), Die Kanäle sind zu breit, und die Dichtung kann an den Rändern hängen bleiben, Verschleiß verursacht.
Wie erkennt man eine schlechte Honqualität?? Hier ist mein Prozess:
-
Messen Sie den Ra-Wert an drei verschiedenen Punkten entlang des Rohrs (in der Nähe der Spitze, Mitte, und am Boden). Die Abweichung sollte nicht mehr als ±0,1 μm betragen. Wenn es mehr ist, Das Honen ist inkonsistent.
-
Überprüfen Sie den Schraffurwinkel. Verwenden Sie einen Winkelmesser, um den Winkel des Musters relativ zur Rohrachse zu messen. Die Temperatur sollte 30–45 Grad betragen.
-
Untersuchen Sie die Innenfläche auf Rillen, Kratzer, oder Lochfraß. Sogar kleine Kratzer (mehr als 0.5 μm tief) kann zu Dichtungsverschleiß führen. Ich benutze ein Endoskop, um in das Rohr zu schauen – das ist eine kleine Kamera, die in das Rohr passt und die Innenoberfläche deutlich zeigt.
Eine weitere Sache, auf die Sie achten sollten, ist das übermäßige Schärfen. Von übermäßigem Honen spricht man, wenn beim Honen zu viel Material abgetragen wird, Dadurch wird die ID zu groß. Dadurch sitzt der Kolben locker, Dies führt zu Flüssigkeitslecks und verringerter Systemeffizienz. Ich habe Pfeifen gesehen, die übergeschliffen waren 0.1 mm – gerade genug, um Undichtigkeiten zu verursachen. Die Lösung besteht darin, den Innendurchmesser nach dem Honen zu überprüfen und sicherzustellen, dass er innerhalb der erforderlichen Toleranz liegt.
Fallstudie: Schlechtes Honen im Produktionswerk in Chicago (2022)
Eine Produktionsanlage in Chicago nutzte Hydraulikzylinder zum Bewegen von Förderbändern. Alle zwei Wochen fielen die Zylinder aus – die Dichtungen waren undicht, und die Förderbänder bewegten sich ungleichmäßig. Das Werk hatte das Material überprüft (AISI 1045, was für sie richtig war 25 MPa-System) und die Wanddicke (10 mm, was im geforderten Bereich lag). Sie konnten nicht herausfinden, warum die Dichtungen versagten.
Als ich ankam, Ich habe den Ra-Wert der geschliffenen Rohre gemessen. Der Ra variierte von 0.2 μm zu 0.9 μm – viel zu inkonsistent. Ich habe auch den Kreuzschraffurwinkel überprüft, was war 55 Grad (zu steil). Der Honlieferant verwendete eine alte Maschine mit abgenutzten Steinen, und sie haben es nicht regelmäßig kalibriert. Die rauen Stellen des Rohrs verschleißten die Dichtungen, und der steile Kreuzschraffurwinkel hielt nicht genug Öl zurück, um die Dichtung zu schmieren.
Wir wechselten zu einem Lieferanten, der eine computergesteuerte Honmaschine einsetzte. Die neuen Rohre hatten einen konstanten Ra von 0.3 μm und einem Kreuzschraffurwinkel von 35 Grad. Wir haben auch die Dichtungen ausgetauscht (die irreparabel abgenutzt waren) und ein hochwertiges Hydrauliköl mit Anti-Verschleiß-Zusätzen hinzugefügt. Die Förderbänder begannen sich reibungslos zu bewegen, und die Lebensdauer der Robben erhöhte sich von zwei Wochen auf sechs Monate. Die Pflanze hat überlebt $100,000 ein Jahr an Dichtungswechseln und Ausfallzeiten.
Die wichtigste Erkenntnis hier ist: Gehen Sie nicht davon aus, dass alle geschliffenen Rohre richtig geschliffen sind. Überprüfen Sie immer die Oberflächenbeschaffenheit, Kreuzschraffurwinkel, und ID-Toleranz, bevor Sie ein Rohr installieren. Wenn die Honqualität schlecht ist, Schicken Sie die Rohre zurück – auch wenn es Ihr Projekt verzögert. Es ist besser, ein paar Tage zu warten, als sich später mit Fehlern zu befassen. Ich habe zu viele Teams gesehen, die die Installation überstürzt haben, um eine Frist einzuhalten, Nur um eine Woche später das gesamte System ausfallen zu lassen, weil diese Inspektion ausgelassen wurde. Wenn Sie sich beeilen, sparen Sie ein paar Tage im Voraus, Aber es kostet Sie wochenlange Ausfallzeiten und Tausende an Reparaturen – vertrauen Sie mir, Dieser Kompromiss lohnt sich nie.
Ein weiterer Punkt, der meiner Meinung nach von Ingenieuren nicht ausreichend beachtet wird: Beim Honen bleibt eine dünne Schicht Schleifmittelrückstände im Rohr zurück, sogar auf gut geschliffenen. Dieser Rückstand könnte unbedeutend erscheinen, aber wenn Sie es vor der Installation nicht reinigen, es vermischt sich mit dem Hydrauliköl, die Dichtungen zerkratzen, und beschleunigen den Verschleiß sowohl am Kolben als auch an der Innenwand des Rohrs. Ich verwende einen einfachen Spülvorgang, bei dem ich vor der Installation 5–10 Minuten lang sauberes Hydrauliköl bei niedrigem Druck durch das Rohr laufen lasse. Es ist ein schneller Schritt, Aber es verlängert die Lebensdauer der Pfeife um Jahre.
Und verlassen Sie sich nicht ausschließlich auf die Qualitätskontrolle des Lieferanten. Selbst seriöse Lieferanten haben arbeitsfreie Tage. Ich habe einmal mit einem Lieferanten in Pennsylvania zusammengearbeitet, der eine hatte 99% Qualitätsbewertung – und doch, eine Menge 50 Die geschliffenen Rohre, die wir erhielten, hatten inkonsistente Kreuzschraffurwinkel (einige so niedrig wie 25 Grad, andere so hoch wie 50). Ihr QC-Team hatte es verpasst, Aber wir haben es bei unserer Prüfung vor der Installation entdeckt. Wir haben die Charge zurückgeschickt, und sie haben es kostenlos ausgetauscht – etwas, was sie nicht getan hätten, wenn wir sie zuerst installiert und uns dann über den Ausfall beschwert hätten.
Sie müssen auch die Körnung des Honwerkzeugs berücksichtigen. Die meisten geschliffenen Rohre verwenden Körnungen dazwischen 120 und 240–120 zum Grobhonen (um überschüssiges Material zu entfernen) und 240 zum Fertighonen (um den gewünschten Ra-Wert zu erreichen). Wenn der Lieferant eine zu grobe Körnung verwendet (wie 80), Die Innenfläche weist tiefere Kratzer auf, die schwer zu entfernen sind, auch mit Fertighonen. Wenn sie eine zu feine Körnung verwenden (wie 320), der Honvorgang dauert länger, Steigungskosten, und die Oberfläche könnte zu glatt sein (Ra < 0.1 Μm) für den richtigen Halt der Dichtung. Ich frage den Lieferanten immer nach der verwendeten Körnung und überprüfe diese mit einer Lupe – bei falscher Körnung kann man das Kratzbild deutlich erkennen.
Noch eine letzte Bemerkung zur Honqualität: Die Konsistenz über die gesamte Rohrlänge ist wichtiger als ein perfekter Messwert an einer Stelle. Ich hatte Rohre mit perfektem Ra-Wert und Kreuzschraffurwinkel in der Mitte, aber raue Stellen an den Enden (wo der Honkopf in das Rohr ein- und austritt). Diese rauen Enden werden häufig dadurch verursacht, dass der Honkopf beim Starten oder Stoppen des Prozesses nicht richtig ausgerichtet ist. Sie sind leicht zu übersehen, wenn Sie nur die Mitte messen, Sie verursachen jedoch genauso schnell einen Dichtungsverschleiß wie eine raue Stelle in der Mitte. Deshalb messe ich den Ra-Wert immer an drei Punkten – an jedem Ende und in der Mitte – und überprüfe den Kreuzschraffurwinkel an denselben Punkten. Wenn einer dieser Punkte außerhalb der Spezifikation liegt, Das Rohr geht zurück.
2.3 Korrosion: Der stille Killer geschliffener Stahlrohre
Wir haben die Korrosion bereits im Fall des Kraftwerks in Florida angesprochen, Aber ich muss tiefer eintauchen – denn Korrosion ist der stille Killer. Es passiert nicht über Nacht. Es schleicht sich langsam ein, das Rohr von innen heraus zerfressen, bis eines Tages, Das Rohr leckt oder platzt ohne Vorwarnung. Ich habe gesehen, wie hydraulische Systeme aufgrund von Korrosion ausfielen, die monatelang niemand bemerkte – Korrosion, die mit ein wenig Voraussicht hätte verhindert werden können.
Das 2025 Der Hydraulic Industry Report weist auf Korrosion hin 21% von Schäden an geschliffenen Rohren, und diese Zahl wird nicht ausreichend gemeldet. Viele Teams schreiben Korrosion als „Umweltschaden“ oder „Pech“ ab,Aber es ist fast immer vermeidbar. Das Problem besteht darin, dass die meisten Ingenieure nur an äußere Korrosion denken – den Rost, den man an der Außenseite des Rohrs sehen kann. Aber innere Korrosion, die Art, die im Rohr passiert, wo man es nicht sehen kann, ist weitaus gefährlicher.
Lassen Sie uns eines klarstellen: Alles Stahl rostet. Sogar Edelstahl kann unter den richtigen Bedingungen korrodieren. Der Unterschied besteht darin, wie schnell es passiert, und ob Sie Maßnahmen ergreifen, um es zu verlangsamen. Korrosion in geschliffenen Stahlrohren entsteht, wenn der Stahl mit Sauerstoff und Feuchtigkeit in Kontakt kommt – zwei Dinge, die in den meisten hydraulischen Systemen kaum zu vermeiden sind. Fügen Sie jedoch Verunreinigungen wie Salz hinzu, Chemikalien, oder sogar Schmutz, und Sie haben ein Rezept für eine Katastrophe.
Es gibt drei Hauptarten von Korrosion, die geschliffene Stahlrohre in Hydrauliksystemen beeinträchtigen: gleichmäßige Korrosion, Lochfraß, und galvanische Korrosion. Lassen Sie uns jeden einzelnen aufschlüsseln, warum sie passieren, und wie man sie aufhält. Ich füge eine weitere Fallstudie hinzu – diese aus einer Chemiefabrik in Texas – um Ihnen zu zeigen, wie kostspielig Korrosion sein kann, wenn man sie ignoriert.
Zuerst, gleichmäßige Korrosion. Dies ist der häufigste Typ – Sie haben ihn schon einmal gesehen. Es ist das Gleiche, Rotbrauner Rost, der die gesamte Rohroberfläche bedeckt. Eine gleichmäßige Korrosion entsteht, wenn die gesamte Rohroberfläche Sauerstoff und Feuchtigkeit ausgesetzt ist. Es schwächt die Rohrwand mit der Zeit gleichmäßig, Dadurch verringert sich die Zugfestigkeit und es kommt schließlich zu Undichtigkeiten. Für Kohlenstoffstahlrohre, Durch gleichmäßige Korrosion kann sich die Wandstärke in feuchten Umgebungen um 0,1–0,2 mm pro Jahr verringern. Das hört sich vielleicht nicht nach viel an, aber wenn Ihr Rohr eine Wandstärke von hat 10 mm, Das sind 50–100 Jahre Nutzungsdauer – richtig? Falsch. Denn in hydraulischen Systemen, Die Flüssigkeit im Rohr beschleunigt die Korrosion. Der konstante Fluss von Hydrauliköl, das oft geringe Mengen Feuchtigkeit enthält, Es entsteht Reibung, die jegliche Schutzschicht abnutzt, mehr Stahl dem Sauerstoff aussetzen.
Ich habe vor ein paar Jahren in einem Lagerhaus in Atlanta an einem Hydrauliksystem gearbeitet – feucht, kein Salz, keine Chemikalien. Das System verwendete AISI 1045 Geschliffene Rohre aus Kohlenstoffstahl, und das Wartungsteam hat nichts unternommen, um Korrosion zu verhindern. Innerhalb von drei Jahren, Die Rohre wiesen eine gleichmäßige Korrosion auf, die zu einer Verringerung der Wandstärke führte 0.8 mm. Das System arbeitete bei 20 MPa, was knapp unter der neuen Mindestwandstärke lag. Aber ein heißer Sommertag, als die Luftfeuchtigkeit anstieg, ein Rohrbruch. Die Ursache? Die gleichmäßige Korrosion hatte die Wand gerade so geschwächt, dass der Druck zu groß war. Die Lösung war einfach: Fügen Sie dem Hydrauliköl einen Korrosionshemmer hinzu und lackieren Sie die Außenrohre mit einer korrosionsbeständigen Beschichtung. Wir haben auch die dünnsten Rohre ausgetauscht, und das System lief weitere sieben Jahre ohne Korrosionsprobleme.
Nächste, Lochfraß. Dies ist die gefährlichste Korrosionsart für geschliffene Stahlrohre. Die Lochfraßbildung ist gering, Lokale Löcher in der Rohrwand – oft weniger als 1 mm im Durchmesser – aber sie können tief sein. Im Gegensatz zu gleichmäßiger Korrosion, wodurch das Rohr gleichmäßig geschwächt wird, Durch Lochfraß entstehen Schwachstellen, die unter Druck ohne Vorwarnung platzen können. Lochfraß wird durch lokale Konzentrationen von Verunreinigungen verursacht, wie Salz oder Chemikalien, die den Stahl in kleinen Bereichen angreifen.
Lochfraß ist schwer zu erkennen, da die Löcher klein sind und oft im Rohr verborgen sind. Ich habe Endoskope verwendet, um Rohre zu inspizieren, die von außen perfekt aussahen, nur um darin Dutzende kleiner Gruben zu finden. Das Schlimmste? In rauen Umgebungen kann es bereits nach sechs Monaten zu Lochfraß kommen. Beispielsweise, in Schiffshydrauliksystemen, Durch kleine Kratzer kann Salzwassernebel in das Rohr eindringen, und das Salz wirkt als Katalysator für Lochfraß.
Fallstudie: Lochfraßkorrosionsfehler in der Chemiefabrik in Texas (2021)
Eine Chemiefabrik in Houston, Texas, verfügten über ein hydraulisches System, das die Ventile ihrer Chemikalienlagertanks steuerte. Das System arbeitete bei 30 MPa, Verwendung von AISI 4140 Geschliffene Rohre aus legiertem Stahl. Die Anlage befand sich in der Nähe des Houston Ship Channel, Daher war die Luft mit Salznebel und geringen Mengen chemischer Verunreinigungen gefüllt.
Das Wartungsteam wusste, dass Korrosion ein Problem darstellte, Deshalb haben sie die Außenrohre mit einer korrosionsbeständigen Beschichtung versehen. Aber sie ignorierten die innere Korrosion. Acht Monate nach der Installation des Systems, Ein Rohrbruch in der Nähe eines Lagertanks mit Schwefelsäure. Durch den Rohrbruch spritzte Hydrauliköl auf den Tank, einen kleinen Brand verursachen (glücklicherweise, Der Tank war versiegelt, es sind also keine Chemikalien ausgelaufen). Die Ausfallzeit war 72 Stunden, und die Kosten beliefen sich auf über 800.000 US-Dollar – einschließlich Reparaturen, Umweltsanierung, und Produktionsausfälle.
Als ich das defekte Rohr untersuchte, Ich habe Dutzende kleiner Gruben in der Wand gefunden – einige so tief wie 2 mm. Die Lochfraßbildung hatte die Wand so stark geschwächt, dass sie den Belastungen nicht mehr standhalten konnte 30 MPa-Druck. Das Problem war nicht die äußere Beschichtung, sondern das AISI 4140 legierter Stahl, während stark, weist nicht genügend Korrosionsbeständigkeit für eine Chemiefabrik in der Nähe von Salzwasser auf. Das Hydrauliköl enthielt außerdem geringe Mengen an Feuchtigkeit und chemischen Verunreinigungen, die die Lochfraßbildung beschleunigten.
Die Lösung war zweifach: Erste, Wir haben alle AISI ersetzt 4140 Rohre mit AISI 316 Edelstahlrohre, die sowohl gegen Salzwasser als auch gegen chemische Korrosion beständig sind. Zweite, Wir haben ein Filtersystem installiert, um Verunreinigungen aus dem Hydrauliköl zu entfernen, und wir haben einen Korrosionsinhibitor hinzugefügt, der speziell für chemische Umgebungen entwickelt wurde. Wir begannen außerdem, alle drei Monate die Innenwände der Rohre mit einem Endoskop zu inspizieren – etwas, das das Wartungsteam zuvor noch nicht getan hatte.
Drei Jahre später, Diese Rohre haben keine Lochfraßbildung. Die Pflanze verbringt jetzt ca $5,000 ein Jahr für Korrosionsinhibitoren und Inspektionen – viel weniger als das $800,000 Sie haben durch diesen einen Misserfolg verloren.
Die dritte Art von Korrosion ist die galvanische Korrosion. Dies geschieht, wenn zwei verschiedene Metalle in Gegenwart von Feuchtigkeit miteinander in Kontakt kommen. Beispielsweise, wenn Sie ein geschliffenes Stahlrohr haben, das an eine Kupferarmatur angeschlossen ist, Der Stahl korrodiert schneller, da Kupfer edler ist (Korrosion ist weniger wahrscheinlich). Die Feuchtigkeit fungiert als Elektrolyt, Es wird ein kleiner elektrischer Strom erzeugt, der die Korrosion im unedleren Metall beschleunigt (der Stahl).
In älteren Hydrauliksystemen sehe ich ständig galvanische Korrosion. Viele Wartungsteams ersetzen eine Stahlarmatur durch eine Kupferarmatur, weil diese billiger oder leichter zu finden ist, nicht erkennen, dass sie die Korrosion im geschliffenen Rohr beschleunigen. Ich habe vor ein paar Jahren auf einem Bauernhof in Iowa an einem Hydrauliksystem gearbeitet – sie hatten eine Stahlarmatur durch eine Kupferarmatur ersetzt, Und zwar innerhalb eines Jahres, Das mit der Armatur verbundene geschliffene Rohr war so stark korrodiert, dass es undicht war. Die Lösung war einfach: Ersetzen Sie die Kupferarmatur durch eine Stahlarmatur aus dem gleichen Material wie das Rohr. Keine galvanische Korrosion mehr.
Also, Wie verhindert man Korrosion in geschliffenen Stahlrohren?? Hier ist mein Schritt-für-Schritt-Prozess, bezogen auf 18 Jahre der Behebung von korrosionsbedingten Ausfällen:
-
Wählen Sie das richtige Material für die Umgebung. Dies ist der wichtigste Schritt. Wenn Sie sich in einer Meeres- oder chemischen Umgebung befinden, Verwenden Sie AISI 316 Edelstahl. Wenn Sie in einer milden Situation sind, trockene Umgebung, AISI 1045 oder AISI 4140 wird funktionieren – aber fügen Sie Korrosionsschutz hinzu.
-
Verwenden Sie Korrosionsinhibitoren im Hydrauliköl. Korrosionsinhibitoren sind Chemikalien, die eine dünne Schutzschicht auf der Innenseite des Rohrs bilden, verhindert, dass Sauerstoff und Feuchtigkeit mit dem Stahl in Kontakt kommen. Ich empfehle die Verwendung eines Inhibitors, der mit Ihrem Hydrauliköl und Ihrem Rohrmaterial kompatibel ist – fragen Sie Ihren Lieferanten nach Empfehlungen.
-
Halten Sie das Hydrauliköl sauber und trocken. Schadstoffe wie Salz, Schmutz, und Feuchtigkeit beschleunigen die Korrosion. Installieren Sie ein hochwertiges Filtersystem, um Verunreinigungen zu entfernen, und verwenden Sie ein Trockenmittel, um die Feuchtigkeit aus dem Öl zu entfernen. Ich überprüfe jeden Monat den Feuchtigkeitsgehalt des Öls – wenn er darüber liegt 0.1%, Ich wechsle das Trockenmittel und füge mehr Inhibitor hinzu.
-
Schützen Sie die Außenfläche des Rohrs. Verwenden Sie eine korrosionsbeständige Beschichtung oder Farbe auf der Außenseite des Rohrs, vor allem, wenn es den Elementen ausgesetzt ist. Achten Sie darauf, alle Kratzer oder Absplitterungen in der Beschichtung auszubessern – selbst kleine Kratzer können Feuchtigkeit und Sauerstoff eindringen lassen.
-
Vermeiden Sie galvanische Korrosion. Mischen Sie niemals verschiedene Metalle in Ihrem Hydrauliksystem. Wenn Sie zwei verschiedene Metalle verbinden müssen, Verwenden Sie eine Isolierarmatur, um sie zu trennen. Dadurch wird der elektrische Strom unterbrochen, der galvanische Korrosion verursacht.
-
Regelmäßig prüfen. Überprüfen Sie die Innenwände der Rohre alle 3–6 Monate mit einem Endoskop, abhängig von der Umgebung. Suchen Sie nach Lochfraß, Rost, oder andere Anzeichen von Korrosion. Wenn man es früh erkennt, Sie können das Rohr reinigen und weiteren Inhibitor hinzufügen – ein Austausch ist nicht erforderlich.
Ich möchte das wiederholen: Korrosion ist vermeidbar. Es ist kein Pech. Es handelt sich um einen Fehler bei der Planung der Umgebung, in der Ihr Hydrauliksystem betrieben wird. Das Kraftwerk in Florida, die Chemiefabrik in Texas, die Farm in Iowa – all ihre Korrosionsschäden hätten mit ein wenig Planung und regelmäßiger Wartung vermieden werden können.
Ein letzter Tipp: Sparen Sie nicht an Korrosionsinhibitoren. Ich hatte Kunden, die versuchten, durch die Verwendung eines billigen Hemmstoffs Geld zu sparen, Nur einige Monate später kam es zu Korrosionsausfällen. Ein guter Korrosionsinhibitor kostet im Voraus etwas mehr, Aber es spart Ihnen Tausende von Rohrwechseln und Ausfallzeiten. Vertrau mir, es lohnt sich.
2.4 Unsachgemäße Installation: Selbst das beste Rohr versagt, wenn es falsch installiert wird
Wir haben über Materialinkongruenzen gesprochen, schlechte Honqualität, und Korrosion – aber es gibt noch eine weitere häufige Ursache für den Ausfall gehonter Rohre, die oft übersehen wird: unsachgemäße Installation. Ich habe brandneu gesehen, Hochwertig geschliffene Rohre versagen innerhalb weniger Tage, weil sie falsch installiert wurden. Das nervt, weil es völlig vermeidbar ist.
Das 2025 Der Hydraulic Industry Report weist auf eine unsachgemäße Installation hin 12% von Schäden an geschliffenen Rohren, und diese Zahl wächst. Viele Wartungsteams beeilen sich mit der Installation, um Fristen einzuhalten, Abstriche machen, die sie am Ende teuer zu stehen kommen. Bei der Installation geht es nicht nur darum, das Rohr an den Zylinder oder die Armatur anzuschließen – es geht auch darum, sicherzustellen, dass das Rohr richtig ausgerichtet ist, richtig festgezogen, und vor Beschädigungen bei der Montage geschützt.
Beginnen wir mit der Fehlausrichtung. Geschliffene Stahlrohre sind Präzisionsbauteile, und sie müssen perfekt auf den Hydraulikzylinder und die Anschlüsse ausgerichtet sein. Wenn das Rohr auch nur geringfügig falsch ausgerichtet ist (Nur 0.5 Grad), es erzeugt Spannungen an der Rohrwand. Mit der Zeit, Diese Spannung führt dazu, dass sich das Rohr verbiegt, Riss, oder Leck. Ich habe Rohre gesehen, die falsch ausgerichtet waren, weil das Installationsteam das Rohr mit einem Hammer „justiert“ hatte – tun Sie das niemals. Durch Hämmern wird ein geschliffenes Rohr gebogen, beschädigt die Innenfläche, und ruiniert seine Maßhaltigkeit.
Ich habe vor ein paar Jahren in Saudi-Arabien an einem Hydraulikkran gearbeitet. Das Installationsteam hatte das geschliffene Rohr um etwa 100 % falsch ausgerichtet 0.7 Grad beim Anschließen an den Zylinder. Das Rohr versagte kurz nach 300 Betriebsstunden – direkt an der Verbindungsstelle geknackt. Die Ursache? Die Fehlausrichtung führte bei jeder Kranbewegung zu einer Belastung der Rohrwand, bis das Rohr es nicht mehr aushielt. Die Lösung bestand darin, das Rohr mithilfe eines Laserausrichtungswerkzeugs neu auszurichten (kein Hammer) und ersetzen Sie das gerissene Rohr. Wir haben das Installationsteam auch in den richtigen Ausrichtungstechniken geschult, und der Kran lief über 2,000 Stunden ohne Probleme.
Nächste, zu starkes oder zu geringes Anziehen der Anschlüsse. Geschliffene Stahlrohre werden über Gewindeverbindungen oder Flansche mit Fittings verbunden. Wenn Sie die Armatur zu fest anziehen, Sie können das Rohrgewinde beschädigen oder die Rohrwand zerdrücken, Dadurch entsteht eine Schwachstelle, die auslaufen oder platzen kann. Wenn Sie die Verschraubung zu wenig anziehen, Hydraulikflüssigkeit tritt aus, Dies verringert die Systemeffizienz und ermöglicht das Eindringen von Verunreinigungen in das Rohr (was zu Korrosion und Verschleiß führt).
Ich verwende jedes Mal, wenn ich eine Armatur installiere, einen Drehmomentschlüssel – keine Ausnahme. Unterschiedliche Rohrgrößen und Materialien erfordern unterschiedliche Drehmomenteinstellungen. Beispielsweise, ein 50 mm AISI 1045 Geschliffene Rohre mit Gewindeanschluss erfordern ein Drehmoment von 80–90 N·m. Wenn Sie es festziehen 100 N·m, Sie würden die Gewinde beschädigen. Wenn Sie es festziehen 70 N·m, es wird auslaufen. Ich habe eine Tabelle mit den Drehmomenteinstellungen in meinem Werkzeugkasten (Genau wie die Maßtoleranztabelle) und beziehen Sie sich jedes Mal darauf.
Ein weiterer Installationsfehler besteht darin, das Rohr während der Installation zu beschädigen. Geschliffene Stahlrohre haben eine glatte Innenfläche, die leicht zerkratzt werden kann. Wenn Sie das Rohr über den Boden ziehen, Schlagen Sie mit Werkzeug darauf, oder lass es fallen, Sie können die Innenfläche zerkratzen (auch wenn man den Kratzer von außen nicht sehen kann). Diese Kratzer verschleißen die Dichtungen und verursachen Flüssigkeitsturbulenzen, zum Scheitern führt.
Ich habe gesehen, wie Installationsteams geschliffene Rohre über Betonböden zogen, um Zeit zu sparen. Der Beton zerkratzt die Innenfläche, Dies erhöht den Ra-Wert und führt zu Dichtungsverschleiß. Die Lösung besteht darin, die Rohre zu tragen (oder nutzen Sie einen Einkaufswagen) und schützen Sie die Enden während der Installation mit Kunststoffkappen. Die Kappen verhindern das Eindringen von Schmutz und Ablagerungen in das Rohr und schützen die Innenfläche vor Kratzern.
Fallstudie: Unsachgemäße Installation auf der Baustelle in Dubai (2023)
Auf einer Baustelle in Dubai wurden Hydraulikzylinder für einen neuen Wolkenkratzer installiert. Das Team verwendete hochwertiges AISI 4140 geschliffene Rohre (richtig für die 50 MPa-System) mit angemessener Honqualität und Korrosionsschutz. Aber innerhalb einer Woche nach der Installation, Drei Rohre fielen aus – zwei waren undicht, einer ist geknackt.
Als ich angerufen wurde, Ich habe die defekten Rohre untersucht und das Problem sofort erkannt. Das Installationsteam hatte drei Fehler gemacht: Erste, Sie hatten die Rohre falsch ausgerichtet 0.6 Grad (Verwenden Sie einen Hammer, um sie anzupassen); Sekunde, Sie hatten die Armaturen zu fest angezogen (Verwenden Sie einen Schraubenschlüssel anstelle eines Drehmomentschlüssels), die Gewinde beschädigen; Dritter, Sie hatten die Rohre über den Betonboden geschleift, Kratzer an der Innenfläche.
Die Fehlausrichtung verursachte Spannungen an den Rohrwänden, Die zu fest angezogenen Armaturen führten zu Schwachstellen, und die Kratzer erhöhten den Dichtungsverschleiß. Die Kombination dieser drei Fehler führte zu einem schnellen Scheitern.
Die Lösung bestand darin, die defekten Rohre auszutauschen, Richten Sie das System mit einem Laserausrichtungswerkzeug neu aus, Schulen Sie das Team im Umgang mit Drehmomentschlüsseln (mit den richtigen Einstellungen), und verlangen, dass sie die Rohre tragen und während der Installation Kunststoffkappen verwenden. Wir haben auch alle installierten Rohre überprüft und alle Rohre ersetzt, die Kratzer oder Gewindeschäden aufwiesen. Danach, Die Hydraulikzylinder liefen während der gesamten Baumaßnahme reibungslos 12 Monate – ohne einen einzigen Rohrausfall.

Also, Was ist der Schlüssel zur ordnungsgemäßen Installation?? Verlangsamen. Nehmen Sie sich Zeit. Beeilen Sie sich nicht, eine Frist einzuhalten, wenn Sie dafür Abstriche machen müssen. Hier ist mein Schritt-für-Schritt-Installationsprozess:
-
Überprüfen Sie das Rohr vor der Installation. Auf Kratzer prüfen, Beulen, oder andere Schäden. Messen Sie den Ra-Wert und die ID-Toleranz ein letztes Mal, um sicherzustellen, dass sie innerhalb der Spezifikation liegen.
-
Reinigen Sie das Rohr. Spülen Sie das Rohr mit sauberem Hydrauliköl, um eventuelle Schleifmittelrückstände zu entfernen (darüber haben wir vorhin gesprochen). Reinigen Sie die Gewinde oder Flanschflächen, um Schmutz und Ablagerungen zu entfernen.
-
Richten Sie das Rohr perfekt aus. Verwenden Sie ein Laserausrichtungswerkzeug, um sicherzustellen, dass das Rohr mit dem Zylinder und den Anschlüssen ausgerichtet ist. Verwenden Sie niemals einen Hammer, um das Rohr auszurichten – wenn es falsch ausgerichtet ist, Positionieren Sie stattdessen den Zylinder oder die Armatur neu.
-
Ziehen Sie die Anschlüsse richtig fest. Verwenden Sie einen Drehmomentschlüssel, der auf das richtige Drehmoment für die Rohrgröße und das Rohrmaterial eingestellt ist. Nicht zu fest oder zu fest anziehen.
-
Schützen Sie das Rohr während der Installation. Tragen Sie die Pfeife (zieh es nicht) und verwenden Sie Plastikkappen, um die Enden zu schützen. Vermeiden Sie es, mit Werkzeugen auf das Rohr zu schlagen oder es fallen zu lassen.
-
Testen Sie das System, bevor Sie es vollständig in Betrieb nehmen. Lassen Sie das System 30–60 Minuten lang bei niedrigem Druck laufen, auf Undichtigkeiten prüfen, ungewöhnliche Geräusche, oder Überhitzung. Wenn alles gut aussieht, Erhöhen Sie den Druck schrittweise auf den maximalen Betriebsdruck und testen Sie erneut.
Eine unsachgemäße Installation ist ein Fehler, den jeder machen kann – aber es ist ein Fehler, den niemand machen sollte. Das am besten geschliffene Rohr der Welt wird versagen, wenn es falsch installiert wird. Nehmen Sie sich Zeit, es richtig zu machen, und Sie ersparen sich eine Menge Kopfschmerzen (und Geld) die Straße runter.
2.5 Andere Fehlerfaktoren: Kontamination, Übermäßige Temperatur, und Müdigkeit
Wir haben die vier Hauptursachen für das Versagen von geschliffenen Rohren behandelt: Nichtübereinstimmung der Materialien, schlechte Honqualität, Korrosion, und unsachgemäße Installation – das ist der Grund dafür 93% aller Misserfolge, laut der 2025 Bericht der Hydraulikindustrie. Aber das bleibt 7% von Fehlern, die durch andere Faktoren verursacht werden – Faktoren, die leicht zu übersehen, aber ebenso zerstörerisch sind. In meiner Karriere, Diese „anderen“ Faktoren haben zu einigen der frustrierendsten Misserfolge geführt, weil sie nicht immer offensichtlich sind. Lassen Sie uns die beiden häufigsten aufschlüsseln: Verschmutzung und zu hohe Temperaturen. Ich werde auch auf die Materialermüdung eingehen, ein weniger häufiger, aber kritischer Fehlermodus, der Rohre in Hydrauliksystemen mit hohem Zyklus betrifft.
Zuerst, Kontamination. Unter Verunreinigungen versteht man jedes Fremdmaterial, das in das Hydrauliksystem gelangt – Schmutz, Metallspäne, Staub, Trümmer, sogar Wasser oder Luft. Es mag harmlos erscheinen, aber auch nur ein winziges Teilchen (so klein wie 5 Μm) kann zu erheblichen Schäden an der Innenfläche eines gehonten Rohrs führen. Hier erfahren Sie, warum: Hydraulikflüssigkeit strömt mit hoher Geschwindigkeit durch das Rohr, und Verunreinigungen wirken wie Schleifmittel, Kratzer an der glatten Innenwand, Erhöhung des Ra-Wertes, und Verschleiß der Dichtungen. Mit der Zeit, diese Kratzer werden tiefer, Dadurch entstehen Schwachstellen, die zu Undichtigkeiten oder Platzen führen können. Verunreinigungen verstopfen auch Ventile und Zylinder, Dies erhöht den Systemdruck und belastet das Rohr zusätzlich.
Verunreinigungsausfälle sehe ich am häufigsten in schmutzigen Bau- und Bergbauumgebungen, staubige Orte, an denen es schwierig ist, das System sauber zu halten. Aber ich habe es auch in sauberen Werkseinstellungen gesehen, Dabei gelangt eine kleine Menge Schmutz von einer verschlissenen Pumpe oder Armatur in die Flüssigkeit und zirkuliert durch das Rohr. Einer der denkwürdigsten Kontaminationsfehler, den ich behoben habe, ereignete sich an einem Bergbaustandort in Australien.
Fallstudie: Fehler bei der Kontamination des australischen Bergbaustandorts (2022)
Ein Bergbauunternehmen in Westaustralien nutzte hydraulische Systeme zum Betrieb seiner Erzbrecher. Die Systeme verwendeten hochwertiges AISI 4140 geschliffene Rohre, korrekt installiert, mit entsprechendem Korrosionsschutz. Aber innerhalb von drei Monaten nach der Operation, Mehrere Rohre begannen undicht zu werden, und die Brecher blieben stehen. Das Wartungsteam überprüfte das Material, Honqualität, und Installation – alles entsprach den Spezifikationen. Sie waren ratlos.
Als ich ankam, Ich nahm eine Probe des Hydrauliköls und schickte sie zur Analyse an ein Labor. Die Ergebnisse waren schockierend: das enthaltene Öl über 100 Partikel pro Milliliter größer als 10 μm – hauptsächlich Metallspäne und Schmutz. Die Quelle? Eine verschlissene Pumpe, die Metallpartikel in die Flüssigkeit abgab. Diese Partikel zirkulierten durch die geschliffenen Rohre, Die Innenwände werden zerkratzt und die Dichtungen abgenutzt. Die Kratzer waren klein, Sie waren jedoch tief genug, um Lecks zu verursachen, wenn der Systemdruck anstieg.
Die Lösung war dreifach: Erste, Wir haben die verschlissene Pumpe ausgetauscht, um die Kontamination an der Quelle zu stoppen. Zweite, Wir haben das gesamte Hydrauliksystem mit sauberem Öl gespült, um alle vorhandenen Verunreinigungen zu entfernen. Dritte, Wir haben das Filtersystem auf a aufgerüstet 3 μm-Filter (vom Original 10 μm-Filter) um kleinere Partikel aufzufangen, bevor sie die Rohre erreichen können. Wir haben außerdem damit begonnen, das Hydrauliköl alle zwei Wochen auf Verunreinigungen zu testen – etwas, das das Team zuvor noch nicht getan hatte.
Nach dem Fix, Die Rohre liefen schon lange 1,800 Stunden ohne Ausfälle. Das Bergbauunternehmen hat mehr gespart $120,000 bei Ausfallzeiten und Rohraustausch. Die Lektion hier? Kontamination ist ein stiller Killer – man kann sie nicht immer sehen, aber es ist da. Regelmäßige Ölprüfungen und ordnungsgemäße Filterung sind nicht verhandelbar, Egal wie sauber Ihre Umgebung ist.
Der zweite häufige „andere“ Faktor ist eine zu hohe Temperatur. Geschliffene Stahlrohre sind für den Betrieb in einem bestimmten Temperaturbereich ausgelegt – typischerweise -20 °C bis 120 °C für die meisten Kohlenstoff- und legierten Stähle. Wenn die Temperatur diesen Bereich überschreitet, Die Materialeigenschaften des Rohrs ändern sich, zum Scheitern führt. Hohe Temperaturen schwächen den Stahl, Dadurch wird die Zugfestigkeit verringert und die Biegeneigung erhöht, Rissbildung, oder platzen. Niedrige Temperaturen machen den Stahl spröde, Das Risiko eines Bruchs steigt, wenn das System unter Druck steht.
Ich habe in zwei Hauptszenarien Ausfälle aufgrund übermäßiger Temperatur beobachtet: Industrieöfen (hohe Hitze) und Kühllagereinrichtungen (geringe Hitze). Beginnen wir mit hohen Temperaturen. Vor ein paar Jahren, Ich habe an einem Hydrauliksystem in einem Stahlwerk in Pittsburgh gearbeitet. Die Anlage befand sich in der Nähe eines Ofens, und die Betriebstemperatur erreichte oft 140 °C – weit über der 120 °C-Grenze für das AISI 4140 Es werden geschliffene Rohre verwendet.
Innerhalb von sechs Monaten, Die Rohre begannen zu knacken. Das Schwefelwasserstoff- und Chloridgehalt hatte den Stahl geschwächt, und der ständige Druck des Hydrauliksystems führte dazu, dass sich die Risse ausbreiteten. Die Lösung bestand darin, das AISI zu ersetzen 4140 Rohre mit hitzebeständigen Rohren aus legiertem Stahl (AISI 4340, temperiert, um bis zu 180°C standzuhalten) und installieren Sie ein Kühlsystem, um die Betriebstemperatur zu senken. Danach, Die Rohre liefen über vier Jahre ohne Probleme.
Ebenso problematisch sind niedrige Temperaturen. Ich habe an einem Hydrauliksystem in einem Kühllager in Minnesota gearbeitet, wo die Temperatur oft auf -30°C sank. Das System verwendete AISI 1045 c-Stahl Rohre, die unter -20°C spröde werden. Ein Wintermorgen, Beim Einschalten des Systems ist ein Rohr gebrochen – keine Warnung, nur ein lautes Knacken und ein Ölleck. Die Lösung bestand darin, das AISI zu ersetzen 1045 Rohre mit Niedrigtemperatur-Kohlenstoffstahlrohren (AISI 1020, Für den Einsatz bei -40 °C modifiziert) und isolieren Sie die Rohre, damit sie nicht zu kalt werden.
Der Schlüssel zum Thema Temperatur: Überprüfen Sie immer die Betriebstemperatur Ihres Systems, und wählen Sie ein Rohrmaterial, das damit umgehen kann. Gehen Sie nicht davon aus, dass ein Standardrohr bei extremer Hitze oder Kälte funktioniert – das ist nicht der Fall. Und wenn Sie extreme Temperaturen nicht vermeiden können, Installieren Sie Heiz- oder Kühlsysteme, um die Rohre innerhalb ihres sicheren Bereichs zu halten.
Endlich, Materialermüdung. Ermüdungsversagen tritt auf, wenn ein geschliffenes Rohr wiederholten Druck- und Spannungszyklen ausgesetzt ist – wie bei Hydraulikzylindern, die sich täglich hunderte oder tausende Male hin und her bewegen. Mit der Zeit, Diese wiederholten Zyklen erzeugen kleine Risse in der Rohrwand, die größer werden, bis das Rohr versagt. Ermüdungsversagen ist schwer vorherzusagen, Bei Systemen mit hoher Taktfrequenz wie Förderbändern ist dies jedoch üblich, Roboterarme, und hydraulische Pressen.
Ich hatte einen Kunden in Detroit, der hydraulische Pressen zum Stanzen von Metallteilen verwendete – jede Presse wechselte 500 Mal am Tag. Das System verwendete AISI 4140 geschliffene Rohre, die ermüdungsbeständig sind, aber nach zwei Jahren, Die Rohre begannen zu knacken. Die Ursache? Durch die wiederholten Druckzyklen entstanden Ermüdungsrisse in den Rohrwänden, was schließlich zum Scheitern führte. Die Lösung bestand darin, die Rohre durch AISI zu ersetzen 4340 Legierungsstahlrohre (die eine bessere Ermüdungsbeständigkeit aufweisen) und reduzieren Sie die Zyklusgeschwindigkeit leicht, um die Belastung der Rohre zu verringern. Außerdem haben wir damit begonnen, die Rohre alle sechs Monate mithilfe eines Magnetpulverprüfgeräts auf Ermüdungsrisse zu untersuchen. Dieses Gerät erkennt kleine Risse, die mit bloßem Auge nicht sichtbar sind.
Also, Wie verhindern Sie diese „anderen“ Fehlerfaktoren?? Hier ist meine kurze Checkliste:
-
Kontamination verhindern: Installieren Sie hochwertige Filter (3–5 μm) um kleine Partikel einzufangen, Prüfen Sie das Hydrauliköl alle 2–4 Wochen auf Verunreinigungen, und verschlissene Komponenten austauschen (Pumps, Beschläge) bevor sie Trümmer abwerfen.
-
Temperatur kontrollieren: Wählen Sie ein Rohrmaterial, das dem Betriebstemperaturbereich Ihres Systems entspricht, Installieren Sie Heiz-/Kühlsysteme für extreme Temperaturen, und isolieren Sie Rohre, um eine konstante Temperatur aufrechtzuerhalten.
-
Bewältigen Sie Müdigkeit: Verwenden Sie ermüdungsbeständige Materialien (AISI 4140, AISI 4340) für Hochtaktsysteme, Reduzieren Sie nach Möglichkeit die Zyklusgeschwindigkeit, und prüfen Sie Rohre regelmäßig auf Ermüdungsrisse mittels Magnetpulverprüfung oder Ultraschallprüfung.
2.6 Alles zusammenfügen: So können Sie Schäden an geschliffenen Rohren schnell diagnostizieren und beheben
Mittlerweile, Sie kennen die Hauptursachen für das Versagen von geschliffenen Rohren und wissen, wie Sie diese verhindern können. Aber was tun, wenn ein Rohr versagt?? Der Schlüssel besteht darin, die Grundursache schnell zu diagnostizieren, damit Sie sie beheben und verhindern können, dass sie erneut auftritt. Ich habe im Laufe der Jahre einen schrittweisen Diagnoseprozess entwickelt, der mir hilft, die Ursache eines Fehlers innerhalb von Stunden zu identifizieren, nicht Tage. Gehen wir es durch.
Schritt 1: Überprüfen Sie das defekte Rohr visuell. Schauen Sie sich zunächst die Außenseite des Rohrs an – ob es Anzeichen von Korrosion gibt, Beulen, oder Biegen? Dann, Schauen Sie mit einem Endoskop in das Rohrinnere – ob Kratzer vorhanden sind, Lochfraß, oder Rillen? Überprüfen Sie die Bruch- oder Leckstelle: eine saubere, Ein glatter Bruch weist normalerweise auf ein Ermüdungsversagen oder einen übermäßigen Druck hin. Ein grobes, Ein gezackter Bruch weist normalerweise auf Korrosion oder eine Materialfehlanpassung hin. Ein Leck in der Nähe einer Armatur weist normalerweise auf eine unsachgemäße Installation hin (Fehlausrichtung oder zu starkes Anziehen).
Schritt 2: Messen Sie die Abmessungen und die Oberflächenbeschaffenheit des Rohrs. Verwenden Sie einen Messschieber, um den Innendurchmesser zu messen, OD, und Wandstärke – liegen sie innerhalb der erforderlichen Toleranz?? Verwenden Sie ein Profilometer, um den Ra-Wert zu messen – war er zu hoch?, zu niedrig, oder inkonsistent? Überprüfen Sie den Schraffurwinkel – lag er im Bereich von 30–45 Grad?? Wenn die Abmessungen oder die Oberflächenbeschaffenheit nicht den Spezifikationen entsprechen, Der Fehler war wahrscheinlich auf eine schlechte Honqualität oder eine Materialunverträglichkeit zurückzuführen.
Schritt 3: Analysieren Sie die Hydraulikflüssigkeit. Senden Sie eine Probe des Hydrauliköls zur Analyse an ein Labor, um festzustellen, ob eine hohe Verunreinigung vorliegt, Feuchtigkeit, oder Chemikalien? Ist die Viskosität des Öls für die Betriebstemperatur korrekt?? Wenn das Öl verunreinigt ist oder die falsche Viskosität aufweist, Der Fehler war wahrscheinlich auf Verschmutzung oder zu hohe Temperatur zurückzuführen.
Schritt 4: Überprüfen Sie die Installation. Überprüfen Sie die Anschlussverbindungen – ob sie zu fest oder zu niedrig angezogen sind? Verwenden Sie ein Laserausrichtungswerkzeug, um die Ausrichtung von Rohr und Zylinder zu überprüfen – ob eine Fehlausrichtung vorliegt? Überprüfen Sie die umliegenden Komponenten. Gab es bei der Installation Anzeichen von Beschädigungen? (Kratzer, Beulen)? Wenn die Installation fehlerhaft ist, Das ist wahrscheinlich die Grundursache.
Schritt 5: Überprüfen Sie das Material. Überprüfen Sie das MTC auf das ausgefallene Rohr – ob das Material für den Systemdruck geeignet war, Stahltyp, und Umgebung? Verwenden Sie ein tragbares Spektrometer, um die Materialzusammensetzung zu überprüfen – hat der Lieferant das richtige Material gesendet?? Wenn das Material falsch ist, Der Fehler war auf Materialinkongruenzen zurückzuführen.
Schritt 6: Überprüfen Sie die Betriebsbedingungen des Systems. Sprechen Sie mit dem Wartungsteam – wurde das System bei höherem Druck oder höherer Temperatur als gewöhnlich betrieben?? Gab es in letzter Zeit Ausfallzeiten oder den Austausch von Komponenten?? Wenn das System außerhalb seiner Designgrenzen betrieben wurde, Der Fehler war wahrscheinlich auf übermäßigen Druck zurückzuführen, übermäßige Temperatur, oder Müdigkeit.
Sobald Sie die Grundursache identifiziert haben, Die Lösung ist normalerweise unkompliziert. Aber denken Sie daran: Es reicht nicht aus, die ausgefallene Leitung zu reparieren – Sie müssen die Grundursache beheben. Beispielsweise, wenn der Fehler auf eine Kontamination zurückzuführen ist, Wenn Sie das Rohr austauschen und das Filtersystem nicht reparieren, führt dies lediglich zu einem weiteren Ausfall. Wenn der Fehler auf eine unsachgemäße Installation zurückzuführen ist, Wenn das Rohr ausgetauscht wird und das Team nicht in den richtigen Installationstechniken geschult wird, kommt es zu mehr Ausfällen.
Ich überlasse Ihnen noch eine letzte Geschichte, um dies deutlich zu machen. Vor ein paar Jahren, In einer Lebensmittelverarbeitungsanlage in Wisconsin kam es jeden Monat wiederholt zu Ausfällen geschliffener Rohre, ein Rohr würde lecken oder reißen. Das Wartungsteam tauschte die Rohre immer wieder aus, Aber es kam immer wieder zu Ausfällen. Als ich angerufen wurde, Ich folgte meinem Diagnoseprozess und fand die Grundursache: Die Anlage verwendete AISI 1045 Kohlenstoffstahlrohre in einer nassen Umgebung (in der Nähe einer Waschstation), und das Hydrauliköl hatte einen hohen Feuchtigkeitsgehalt. Die Ausfälle waren auf Korrosion zurückzuführen – und das Team verwendete weder Korrosionsinhibitoren noch eine ordnungsgemäße Filterung.
Wir haben das AISI ersetzt 1045 Rohre mit AISI 316 Edelstahlrohre, Dem Hydrauliköl wurde ein Korrosionshemmer zugesetzt, und ein Trockenmittel installiert, um Feuchtigkeit zu entfernen. Außerdem haben wir das Wartungsteam darin geschult, jeden Monat den Feuchtigkeitsgehalt des Öls zu überprüfen. Danach, In der Anlage kam es über zwei Jahre lang zu keinerlei Rohrausfällen. Das Team hatte das Symptom behoben (das ausgefallene Rohr) statt der Grundursache (Korrosion durch Feuchtigkeit und falsches Material).
Das Endergebnis: Schäden an geschliffenen Rohren sind fast immer vermeidbar. Sie passieren, wenn wir Abstriche machen, Inspektionen überspringen, oder ignorieren Sie die einzigartigen Anforderungen unserer Hydrauliksysteme. Durch das Verständnis der Hauptursachen für Fehler, Befolgen Sie die richtigen Auswahl- und Installationspraktiken, und Fehler schnell diagnostizieren, Sie können den reibungslosen Betrieb Ihres Hydrauliksystems gewährleisten und so Zeit sparen, Geld, und Kopfschmerzen.
3. Praktische Schritte zur Auswahl geschliffener Stahlrohre: Ein praxiserprobter Prozess
Jetzt verstehen Sie die Grundlagen geschliffener Stahlrohre, Die wichtigsten Spezifikationen, auf die es ankommt, und warum Rohre versagen, Kommen wir zu dem Teil, der am wichtigsten ist: wie Sie tatsächlich das richtige Rohr für Ihr Hydrauliksystem auswählen. Über 18 Jahre auf dem Gebiet, Ich habe einen 7-Schritte-Prozess verfeinert, der Rätselraten überflüssig macht, verringert das Risiko eines Scheiterns, und stellt sicher, dass Sie ein Rohr erhalten, das auf Ihre Anwendung zugeschnitten ist – kein übertriebener Fachjargon, Keine allzu komplizierten Dinge, einfach nur unkompliziert, Schritt-für-Schritt-Methode, die für jedes Hydrauliksystem funktioniert, von kleinen Fabrikantrieben bis hin zu hochbelastbaren Offshore-Bohrinseln.
Dieser Prozess basiert nicht auf Lehrbuchtheorien, sondern auf dem, was ich zur Auswahl von Rohren für Hunderte von Kunden verwendet habe, Dadurch sparen sie Tausende an Ausfallzeiten und Ersatz. Ich habe es auf schwülen Baustellen in Dubai eingesetzt, Einfrieren deutscher Fabriken, und korrosive Kraftwerke in Florida, und es hat mich nie im Stich gelassen. Das Ziel hier ist einfach: das „Was wäre wenn“ in „Wir wissen es“ umzuwandeln,” damit Sie sich mit Zuversicht für eine Pfeife entscheiden können, Sie wissen, dass es den Anforderungen Ihres Systems gewachsen ist.
Bevor wir eintauchen, Lassen Sie uns eine Grundregel festlegen: Wählen Sie ein geschliffenes Stahlrohr niemals ausschließlich nach Preis oder Verfügbarkeit aus. Es ist verlockend, die billigste Pfeife oder die Pfeife zu wählen, die drin ist Stock Heute, aber wie wir in den Fallstudien zum Scheitern gesehen haben, Diese Abkürzung wird Sie auf lange Sicht weitaus mehr kosten. Jeder Schritt in diesem Prozess ist darauf ausgelegt, dass Sie sich auf das Wesentliche konzentrieren können: Passen Sie das Rohr an den Druck Ihres Systems an, Stahltyp, Umfeld, und Leistungsanforderungen.
Ich möchte auch betonen, dass dieser Prozess iterativ ist – Sie müssen möglicherweise ein oder zwei Schritte zurückgehen, wenn Sie weitere Informationen sammeln, und das ist okay. Beispielsweise, Wenn Sie die erforderliche Wandstärke berechnen und feststellen, dass das ursprünglich gewählte Material nicht ausreicht, Sie passen Ihre Materialauswahl an und führen eine Neuberechnung durch. Flexibilität ist hier der Schlüssel; Es gibt kein „Einheitsrohr“, das für alle passt, Und es gibt keine „perfekte“ Reihenfolge der Abläufe – nur einen Prozess, der sicherstellt, dass Sie keine wichtigen Details übersehen.
Beginnen wir mit Schritt 1: Sammeln Sie alle wichtigen Informationen über Ihr Hydrauliksystem. Sie können das richtige Rohr nicht auswählen, wenn Sie nicht wissen, womit es konfrontiert ist.
3.1 Schritt 1: Dokumentieren Sie die wichtigsten Parameter Ihres Hydrauliksystems
Der erste Schritt besteht darin, alle wesentlichen Details zu Ihrem Hydrauliksystem zu sammeln – dies ist die Grundlage für Ihre Rohrauswahl. Zu jedem Job habe ich ein kleines Notizbuch dabei, und ich fülle diese Informationen aus, bevor ich überhaupt auf eine Pfeife schaue. Es sorgt dafür, dass ich organisiert bin und nichts verpasse. Hier finden Sie genau das, was Sie dokumentieren müssen, zusammen mit der Begründung, warum jedes Detail wichtig ist:
-
Maximaler Betriebsdruck (MPa): Dies ist der kritischste Parameter – alles andere hängt davon ab. Verwenden Sie NICHT den Nenndruck des Systems; Verwenden Sie den maximalen Druck, der jemals erreicht wird, einschließlich Druckspitzen. Druckspitzen kommen in hydraulischen Systemen häufig vor (z.B., wenn ein Zylinder knallend zum Stillstand kommt) und kann 20–30 % über dem Nenndruck liegen. Beispielsweise, wenn der Nenndruck Ihres Systems beträgt 35 MPa, der maximale Druck könnte sein 45 MPa – und Sie brauchen ein Rohr, das damit umgehen kann 45 MPa, nicht 35. Ich verwende ein Manometer, um den maximalen Druck über einen Zeitraum von 24 Stunden zu messen, um einen genauen Messwert zu erhalten; Erraten Sie diese Zahl niemals.
-
Betriebstemperaturbereich (° C): Dokumentieren Sie sowohl die minimalen als auch die maximalen Temperaturen, denen das Rohr ausgesetzt sein wird, einschließlich Umgebungstemperatur und Flüssigkeitstemperatur. Beispielsweise, Ein Rohr in einem Stahlwerk kann eine Flüssigkeitstemperatur von 130 °C und eine Umgebungstemperatur von 80 °C haben, während ein Rohr in einem Kühllager eine Flüssigkeitstemperatur von 20 °C und eine Umgebungstemperatur von -30 °C haben kann. Das Material der Pfeife muss diesen gesamten Bereich bewältigen können – denken Sie daran, Hohe Temperaturen schwächen Stahl, und niedrige Temperaturen machen es spröde.
-
Hydraulikflüssigkeitstyp: Die Art des verwendeten Hydrauliköls beeinflusst das Material und die Korrosionsbeständigkeit des Rohrs. Beispielsweise, Synthetische Hydrauliköle sind aggressiver als Mineralöle und können bestimmte Beschichtungen oder Dichtungsmaterialien angreifen (welche, im Gegenzug, wirkt sich auf die Innenfläche des Rohres aus). Wasser-Glykol-Hydraulikflüssigkeiten (Einsatz in feuergefährdeten Umgebungen) sind korrosiv gegenüber Kohlenstoffstahl, Daher benötigen Sie ein korrosionsbeständiges Material wie AISI 316 Edelstahl. Dokumentieren Sie die Viskosität der Flüssigkeit, Auch Flüssigkeiten mit höherer Viskosität erzeugen mehr Reibung, Dies kann den Verschleiß an der Innenfläche des Rohrs erhöhen.
-
Umgebungsbedingungen: Beschreiben Sie die Umgebung, in der das Rohr installiert wird – diese bestimmt die Anforderungen an die Korrosionsbeständigkeit. Fragen Sie sich: Gibt es Salzwasser? (Meeresumwelt)? Chemikalien (chemische Fabrik)? Hohe Luftfeuchtigkeit (Lagerhaus, Küstengebiet)? Staub oder Schmutz (Bau, Bergbau)? Extremes Sonnenlicht (Außenanlagen)? Jeder dieser Faktoren beeinflusst das von Ihnen gewählte Material (z.B., Salzwasser = AISI 316, Staub = ordnungsgemäße Filterung zur Vermeidung von Kontaminationen).
-
Rohrabmessungen (ID, OD, Länge): Bestimmen Sie den erforderlichen Innendurchmesser (ID), Außendurchmesser (OD), und Länge des Rohres. Der Innendurchmesser wird durch die Zylindergröße und die Flüssigkeitsdurchflussrate bestimmt – ein zu kleiner Innendurchmesser führt zu Flüssigkeitsturbulenzen und Druckspitzen, Eine zu große ID verschwendet Geld und verringert die Systemeffizienz. Der Außendurchmesser wird oft durch die von Ihnen verwendeten Armaturen bestimmt (Die meisten Anschlüsse sind standardisiert, um bestimmten Außendurchmessern zu entsprechen). Die Länge sollte genau gemessen werden – das Hinzufügen zusätzlicher Länge kann zu einer Fehlausrichtung führen, Eine unzureichende Länge kann jedoch zu einer Belastung des Rohrs und der Formstücke führen. Um genaue Messungen zu erhalten, verwende ich ein Maßband und einen Messschieber; Messen Sie immer zweimal, einmal schneiden (oder in diesem Fall, einmal auswählen).
-
Systemzyklusrate: Wenn es sich bei Ihrem Hydrauliksystem um ein Hochzyklussystem handelt (z.B., eine hydraulische Presse, die zyklisch arbeitet 500 Mal am Tag, oder ein Förderband, das läuft 24/7), Sie benötigen ein Rohr mit guter Ermüdungsbeständigkeit. Low-Cycle-Systeme (z.B., ein Ventil, das einmal am Tag öffnet und schließt) Standardmaterialien können verwendet werden, Hochzyklische Systeme erfordern jedoch legierte Stähle wie AISI 4140 oder AISI 4340 Ermüdungsversagen vorzubeugen.
-
Dichtungstyp: Der im Zylinder verwendete Dichtungstyp bestimmt den erforderlichen Ra-Wert (Oberflächengüte) des Rohres. Wie wir bereits besprochen haben, Polyurethan (PU) Dichtungen funktionieren am besten mit Ra 0,2–0,4 μm, während Nitril (NBR) Dichtungen können Ra 0,4–0,8 μm verarbeiten. Wenn Sie den Ra-Wert nicht an den Dichtungstyp anpassen, Die Dichtungen nutzen sich schnell ab, Dies kann zu Undichtigkeiten und Rohrschäden führen. Dokumentieren Sie das Dichtungsmaterial und die Herstellerempfehlungen für den Ra-Wert.
Fallstudie: Mit der richtigen Parameterdokumentation kostspielige Fehler vermeiden (2023)
Ein Bauunternehmen in Dallas, Texas, war dabei, die geschliffenen Rohre im Hydrauliksystem ihres Baggers auszutauschen. Die bisherigen Rohre waren danach ausgefallen 6 Monate, und sie wollten eine bessere Pfeife auswählen. Das Wartungsteam plante zunächst den Kauf des gleichen AISI 1045 Kohlenstoffstahlrohre, die sie zuvor verwendet hatten, aber sie riefen mich an, um es noch einmal zu überprüfen.
Als ich nach ihren Systemparametern fragte, Ihnen wurde klar, dass sie sie nie richtig dokumentiert hatten. Sie schätzten den maximalen Druck 35 MPa (Nenndruck), aber als wir es gemessen haben, Wir haben den maximalen Druck gefunden (inklusive Spikes) war 50 MPa. Sie wussten auch nicht, dass die Flüssigkeitstemperatur 125 °C erreichte (höher als die 120°C-Grenze für AISI 1045) und dass der Bagger in einer staubigen Umgebung mit hoher Luftfeuchtigkeit betrieben wurde.
Wenn sie sich für AISI entschieden hätten 1045 wieder, Die Rohre wären in noch kürzerer Zeit ausgefallen – wahrscheinlich in drei bis vier Monaten. Stattdessen, Wir haben ihre dokumentierten Parameter verwendet, um AISI auszuwählen 4140 Legierungsstahlrohre (wärmebehandelt auf 130°C) mit einer 3 μm-Filtersystem (um Staubverschmutzung zu verhindern) und ein Korrosionsinhibitor (für hohe Luftfeuchtigkeit). Die neuen Rohre liefen schon lange 1,500 Stunden ohne Ausfälle – das rettet das Unternehmen $80,000 in Ausfallzeiten und Ersatz.
Die Lektion hier: Überspringen Sie diesen Schritt nicht. Die Dokumentation der Parameter Ihres Systems dauert ein bis zwei Stunden, Aber es kann Ihnen Hunderttausende von Dollar an kostspieligen Fehlern ersparen. Ich behalte eine Vorlage dieser Parameter in meinem Notizbuch, und ich fülle es für jeden Kunden aus – das sollten Sie auch tun.
3.2 Schritt 2: Berechnen Sie die minimal erforderliche Wandstärke
Sobald Sie Ihre Systemparameter dokumentiert haben, Im nächsten Schritt wird die minimal erforderliche Wandstärke des gehonten Rohres berechnet. Dieser Schritt stellt sicher, dass das Rohr dem maximalen Betriebsdruck des Systems standhalten kann, ohne zu platzen – das ist nicht verhandelbar. Wie wir im Kapitel besprochen haben 2, die Formel für die Mindestwandstärke (abgeleitet vom ASME B31.1-Standard) ist:
$$t = \\frac{P \\times D}{2 \\times S \\times E}$$
Woher:
-
t = Mindestens erforderliche Wandstärke (mm)
-
P = Maximaler Betriebsdruck (MPa) (von Step 1)
-
D = Außendurchmesser des Rohres (mm) (von Step 1)
-
S = Zulässige Spannung des Rohrmaterials (MPa) – typischerweise 1/4 der Zugfestigkeit des Materials (siehe Materialeigenschaftentabelle im Kapitel 1.3)
-
E = Gemeinsame Effizienz (für nahtlos geschliffene Rohre, E = 1.0; für geschweißte, gehonte Rohre, E = 0.85) – Ich empfehle fast immer nahtlose Rohre für hydraulische Systeme, da geschweißte Rohre schwächere Verbindungen haben und anfälliger für Ausfälle sind.
Sehen wir uns ein reales Beispiel an, um zu zeigen, wie das funktioniert. Angenommen, Sie verfügen über ein Hydrauliksystem mit den folgenden Parametern (von Step 1):
-
Maximaler Betriebsdruck (P) = 50 MPa
-
Erforderlicher Außendurchmesser (D) = 80 mm
-
Geplantes Material = AISI 4140 legierter Stahl (Zugfestigkeit = 900 MPa, also zulässige Spannung S = 900 / 4 = 225 MPa)
-
Rohrtyp = nahtlos (E = 1.0)
Setzen Sie diese Zahlen in die Formel ein:
$$t = \\frac{50 \\mal 80}{2 \\mal 225 \\mal 1.0} = \\frac{4000}{450} \\ca. 8.89 \\Text{ mm}$$
Dies bedeutet, dass die minimal erforderliche Wandstärke ungefähr beträgt 8.89 mm. Ich runde immer auf die nächste Zahl auf 0.5 mm zur Sicherheit – also in diesem Fall, Ich würde eine Pfeife mit a wählen 9.0 mm Wandstärke. Runden Sie niemals ab; sogar ein 0.1 Der Unterschied in mm kann dazu führen, dass das Rohr dem maximalen Druck nicht standhalten kann.
Ein weiteres Beispiel: Wenn Sie AISI verwenden 1045 c-Stahl (Zugfestigkeit = 650 MPa, S = 162.5 MPa) für das gleiche System (P = 50 MPa, D = 80 mm, E = 1.0):
$$t = \\frac{50 \\mal 80}{2 \\mal 162.5 \\mal 1.0} = \\frac{4000}{325} \\ca. 12.31 \\Text{ mm}$$
Hier, Die Mindestwandstärke beträgt 12.31 mm, Sie würden also a wählen 12.5 mm Wandstärke. Dies zeigt, warum Materialauswahl und Wandstärkenberechnung Hand in Hand gehen – die Wahl eines schwächeren Materials erfordert eine dickere Wand, Dies ist oft teurer als die Wahl eines stärkeren Materials mit einer dünneren Wand.
Ein paar wichtige Tipps für diesen Schritt:
-
Verwenden Sie immer den maximalen Betriebsdruck, nicht der Nenndruck. Wenn Sie keinen genauen Messwert haben, Mieten Sie ein Manometer und messen Sie es – die Investition lohnt sich.
-
Verwenden Sie die korrekte zulässige Spannung (S) für Ihr Material. Weitere Informationen finden Sie in der Tabelle mit den Materialeigenschaften im Kapitel 1.3, oder überprüfen Sie die MTC des Herstellers für die genaue Zugfestigkeit.
-
Runden Sie die Wandstärke auf den nächsten Wert auf 0.5 mm zur Sicherheit. Es ist besser, eine etwas dickere Wand als eine etwas dünnere zu haben – das erhöht die Sicherheit bei Druckspitzen oder unerwartetem Verschleiß.
-
Wenn Sie geschweißte Rohre verwenden, Denken Sie daran, E = zu verwenden 0.85 (gemeinsame Effizienz). Geschweißte Rohre sind günstiger, Sie benötigen jedoch eine dickere Wand, um dem gleichen Druck standzuhalten wie nahtlose Rohre – für die meisten hydraulischen Systeme, nahtlos ist den Aufpreis wert.
3.3 Schritt 3: Wählen Sie das richtige Rohrmaterial aus
Jetzt haben Sie die erforderliche Mindestwandstärke, Es ist Zeit, das Rohrmaterial auszuwählen. Bei diesem Schritt geht es darum, das Material an den Druck Ihres Systems anzupassen, Stahltyp, Umfeld, und Flüssigkeitstyp – die wichtigsten Materialeigenschaften haben wir im Kapitel behandelt 1.3, Aber hier erfahren Sie, wie Sie dieses Wissen in der Praxis anwenden können.
Ich verwende einen Entscheidungsbaum, um das richtige Material auszuwählen – es ist ganz einfach, leicht zu befolgen, und stellt sicher, dass ich keine kritischen Faktoren übersehe. So funktioniert es:
-
Beginnen Sie mit Druck: Nutzen Sie den maximalen Betriebsdruck und die minimale Wandstärke, um Ihre Materialoptionen einzugrenzen. Für Niederdrucksysteme (<16 MPa), AISI 1045 Kohlenstoffstahl ist in der Regel ausreichend. Für Mitteldrucksysteme (16–35 MPa), AISI 1045 (mit der richtigen Wandstärke) oder AISI 4140 Werke aus legiertem Stahl. Für Hochdrucksysteme (35–70 MPa), AISI 4140 ist ideal. Für Höchstdrucksysteme (>70 MPa), Verwenden Sie AISI 4340 legierter Stahl.
-
Passen Sie die Temperatur an: Wenn die Betriebstemperatur Ihres Systems 120 °C überschreitet, Sie benötigen eine hitzebeständige Legierung (z.B., AISI 4140 temperiert auf 130–150 °C, oder AISI 4340 für Temperaturen bis 180°C). Wenn die Temperatur unter -20°C sinkt, Verwenden Sie ein Niedrigtemperaturmaterial (z.B., AISI 1020 modifiziert für kalte Umgebungen, oder AISI 316 Edelstahl, das gut mit niedrigen Temperaturen zurechtkommt).
-
Berücksichtigen Sie Korrosion: Bewerten Sie die Umgebung und den Flüssigkeitstyp, um den Bedarf an Korrosionsbeständigkeit zu ermitteln. Wenn Sie in einer Marine sind, chemisch, oder in einer Umgebung mit hoher Luftfeuchtigkeit, oder eine ätzende Flüssigkeit verwenden (z.B., Wasser-Glykol), Wählen Sie AISI 316 Edelstahl. Wenn Sie trocken sind, milde Umgebung, c-Stahl (AISI 1045) oder Legierungsstahl (AISI 4140) ist in Ordnung – aber fügen Sie einen Korrosionsschutz hinzu (Inhibitoren, Glasur).
-
Berücksichtigen Sie die Zyklusrate: Für Hochtaktsysteme (≥100 Zyklen pro Tag), Wählen Sie ein Material mit guter Ermüdungsbeständigkeit (AISI 4140 oder AISI 4340). Low-Cycle-Systeme können AISI nutzen 1045 oder AISI 316 (wenn Korrosion ein Problem darstellt).
-
Kosten und Leistung in Einklang bringen: Rostfreier Stahl (AISI 316) ist teurer als Kohlenstoffstahl oder legierter Stahl, aber es lohnt sich, wenn Korrosion ein Risiko darstellt. Legierter Stahl (AISI 4140) ist teurer als AISI 1045, Für Hochdrucksysteme ist jedoch eine dünnere Wand erforderlich, was die Kosten ausgleichen kann. Wählen Sie kein billigeres Material, wenn es ein höheres Ausfallrisiko mit sich bringt – denken Sie an die Fallstudie eines deutschen Automobilwerks, wo sparen $200 Kosten pro Rohr $576,000 in der Ausfallzeit.
Wenden wir diesen Entscheidungsbaum auf ein reales Beispiel an. Angenommen, Sie verfügen über ein Hydrauliksystem mit den folgenden Parametern:
-
Maximaler Druck = 40 MPa (Hochdruck)
-
Temperaturbereich = -10 °C bis 110 °C (milder Bereich)
-
Umgebung = Küstengebiet (Salzwassernebel, hohe Luftfeuchtigkeit)
-
Flüssigkeit = Mineralhydrauliköl (nicht korrosiv)
-
Taktrate = 50 Zyklen pro Tag (Low-Cycle)
-
Mindestwandstärke (berechnet) = 10 mm (bei Verwendung von AISI 1045) oder 7 mm (bei Verwendung von AISI 4140) oder 12 mm (bei Verwendung von AISI 316)
Entscheidungsprozess:
-
Druck: 40 MPa (Hochdruck) → AISI 4140 ist ein Kandidat; AISI 1045 ist möglich, erfordert aber eine dickere Wand; AISI 316 ist aus alleinigem Druck möglich, aber nicht notwendig.
-
Temperatur: -10°C bis 110°C → Alle drei Materialien (AISI 1045, AISI 4140, AISI 316) kann diesen Bereich bewältigen.
-
Korrosion: Küstengebiet (Salzwassernebel, hohe Luftfeuchtigkeit) → AISI 1045 weist eine geringe Korrosionsbeständigkeit auf (rostet schnell); AISI 4140 weist eine mittlere Korrosionsbeständigkeit auf (wird mit der Zeit rosten); AISI 316 weist eine hohe Korrosionsbeständigkeit auf (Ideal für Salzwasser).
-
Zyklusrate: 50 Zyklen pro Tag (Low-Cycle) → Ermüdungsfestigkeit ist kein großes Problem.
-
Kosten vs. Performance: AISI 316 ist teurer, aber es verhindert Korrosionsausfälle. AISI 4140 mit Korrosionsinhibitoren und Beschichtung ist günstiger als AISI 316 erfordert aber regelmäßige Wartung (Inspektionen, Inhibitorersatz). AISI 1045 ist am billigsten, wird aber aufgrund von Korrosion schnell versagen.
Endgültige Wahl: AISI 316 Edelstahl mit a 12 mm Wandstärke. Obwohl es im Voraus teurer ist, Es eliminiert das Korrosionsrisiko und erfordert weniger Wartung, auf lange Sicht Geld sparen. Alternative, wenn das Budget knapp ist, AISI 4140 mit korrosionsbeständiger Beschichtung, Korrosionshemmer, und monatliche Endoskopinspektionen würden funktionieren – aber es ist riskanter.
Ein weiteres Beispiel: Ein hydraulisches System im Trockenen, Innenfabrik mit maximalem Druck 25 MPa, Temperatur 20–80°C, flüssiges Mineralöl, Zyklusrate 200 Zyklen pro Tag.
Entscheidungsprozess:
-
Druck: 25 MPa (Mitteldruck) → AISI 1045 oder AISI 4140.
-
Temperatur: 20–80°C → Beide Materialien funktionieren.
-
Korrosion: Trocken, Innenbereich → Kein Korrosionsrisiko; AISI 1045 ist in Ordnung.
-
Zyklusrate: 200 Zyklen pro Tag (Hochzyklus) → AISI 4140 hat eine bessere Ermüdungsbeständigkeit als AISI 1045.
-
Kosten vs. Performance: AISI 4140 ist etwas teurer, verhindert aber Ermüdungsversagen.
Endgültige Wahl: AISI 4140 legierter Stahl mit der berechneten Mindestwandstärke (≈8 mm, aufgerundet auf 8.5 mm).
Wichtiger Tipp zur Materialauswahl: Überprüfen Sie immer den MTC (Materialprüfzertifikat) vom Lieferanten. Der MTC bestätigt die chemische Zusammensetzung und die mechanischen Eigenschaften des Materials – akzeptieren Sie niemals ein Rohr ohne MTC. Ich habe Lieferanten AISI schicken lassen 1020 (schwächer) statt AISI 1045, und das MTC deckte den Betrug auf. Wenn Sie sich bezüglich des Materials nicht sicher sind, Verwenden Sie ein tragbares Spektrometer, um die Zusammensetzung zu überprüfen – es ist eine kleine Investition, die große Ausfälle verhindert.
3.4 Schritt 4: Geben Sie die richtige Oberflächenbeschaffenheit an (Ra-Wert) und Kreuzschraffurwinkel
Mit ausgewähltem Material und Wandstärke, Im nächsten Schritt wird die Oberflächenbeschaffenheit festgelegt (Ra-Wert) und Kreuzschraffurwinkel – entscheidend für die Dichtungsleistung und den Flüssigkeitsfluss. Wie wir im Kapitel besprochen haben 1.1, Der Ra-Wert und der Schraffurwinkel müssen mit dem Dichtungstyp und den Systemanforderungen übereinstimmen.
Hier erfahren Sie, wie Sie diese Parameter richtig angeben:
-
Bestimmen Sie den erforderlichen Ra-Wert basierend auf dem Dichtungstyp:Polyurethan (PU) Siegel (am häufigsten): Ra 0,2–0,4 μm
-
Nitril (NBR) Siegel: Ra 0,4–0,8 μm
-
Fluorkohlenstoff (FKM) Siegel (hohe Temperatur, chemikalienbeständig): Ra 0,3–0,6 μm
-
PTFE-Dichtungen (reibungsarm): Ra 0,1–0,3 μm
-
Geben Sie den Schraffurwinkel an: Für die meisten hydraulischen Anwendungen, Der ideale Schraffurwinkel beträgt 30–45 Grad relativ zur Rohrachse. Dieser Winkel hält das Hydrauliköl zurück, Schmierung der Dichtung und Reduzierung der Reibung. Wenn der Winkel zu steil ist (>45 Grad), es speichert nicht genug Öl; wenn zu flach (<30 Grad), die Dichtung kann an den Rändern hängen bleiben, Verschleiß verursacht. Ich gebe für die meisten Systeme 35–40 Grad an – das ist ein sicherer Mittelweg.
-
Kontinuität erfordern: Der Ra-Wert muss über die gesamte Länge des Rohrs konstant sein – die Abweichung sollte nicht mehr als ±0,1 μm betragen. Beispielsweise, wenn Sie Ra angeben 0.3 Μm, Das Rohr sollte an jeder Stelle 0,2–0,4 μm messen (in der Nähe beider Enden und in der Mitte). Inkonsistente Ra-Werte führen zu ungleichmäßigem Dichtungsverschleiß und Undichtigkeiten.
-
Geben Sie die Größe der Honkörnung an: Um den korrekten Ra-Wert und das richtige Kreuzschraffurmuster sicherzustellen, Geben Sie die Körnung der Honsteine an. Für Ra 0,2–0,4 μm, Verwenden Sie zum Feinschleifen Steine der Körnung 240 (120-Körnung zum groben Honen). Für Ra 0,4–0,8 μm, Verwenden Sie zum Feinschleifen Steine mit einer Körnung von 180. Dadurch wird sichergestellt, dass der Lieferant die richtigen Werkzeuge verwendet, um die gewünschte Oberflächenbeschaffenheit zu erzielen.
Fallstudie: Ein falscher Ra-Wert führt zu Dichtungsfehlern (2022)
Ein Lebensmittelverarbeitungsbetrieb in Chicago nutzte Hydraulikzylinder mit PU-Dichtungen für den Betrieb seiner Verpackungsmaschinen. Sie haben sich für AISI entschieden 316 Edelstahlrohre (richtig für die Nässe, korrosive Umgebung) mit der richtigen Wandstärke (10 mm) für ihre 20 MPa-System. Aber innerhalb eines Monats, Die Dichtungen fingen an zu lecken – jede Woche, Sie mussten 5–6 Dichtungen ersetzen, kostet Tausende an Ausfallzeiten und Ersatzteilen.
Als ich die Rohre inspizierte, Ich fand den Ra-Wert 0.1 μm – zu glatt für PU-Dichtungen. Der Lieferant hatte Honsteine der Körnung 320 verwendet (statt 240er Körnung), Dadurch entstand eine Oberfläche, die zu glatt war, als dass die Dichtungen greifen könnten. Die Dichtungen konnten das Hydrauliköl nicht zurückhalten, Dies führt zu Undichtigkeiten und schnellem Verschleiß.
Die Lösung war einfach: Wir ließen die Rohre vom Lieferanten mit Steinen der Körnung 240 nachschleifen, Erreichen eines konsistenten Ra-Werts von 0.3 μm und einem Kreuzschraffurwinkel von 35 Grad. Außerdem haben wir die verschlissenen Dichtungen durch neue PU-Dichtungen ersetzt. Danach, Die Lebensdauer der Dichtungen verlängerte sich von einer Woche auf sechs Monate – und schonte so die Pflanze $80,000 ein Jahr an Dichtungswechseln und Ausfallzeiten.
Die Lektion hier: Gehen Sie nicht davon aus, dass der Lieferant den Ra-Wert richtig ermittelt – geben Sie ihn in Ihrer Bestellung klar an, zusammen mit dem Kreuzschraffurwinkel und der Körnung. Messen Sie den Ra-Wert immer mit einem Profilometer, bevor Sie die Rohre installieren; wenn es außerhalb der Spezifikation liegt, schick sie zurück.
3.5 Schritt 5: Bestätigen Sie die Maßgenauigkeit (Toleranzen)
Auch wenn Sie das richtige Material ausgewählt haben, Wandstärke, und Oberflächenbeschaffenheit, Ein Rohr mit schlechter Maßhaltigkeit wird versagen. Geschliffene Stahlrohre sind Präzisionsbauteile, und ihre ID, OD, Wandstärke, und Geradheit müssen enge Toleranzen einhalten, um die Kompatibilität mit dem Zylinder und den Anschlüssen sicherzustellen.
So bestätigen Sie die Maßhaltigkeit, unter Verwendung der im Kapitel behandelten Toleranzen 1.2 (basierend auf ISO 286-1:2025):
-
Innendurchmesser (ID) Toleranz:Unterdruck (<16 MPa): ±0,03 mm
-
Mittlerer Druck (16–35 MPa): ±0,02 mm
-
Hochdruck (35–70 MPa): ±0,01 mm
-
Ultrahochdruck (>70 MPa): ±0,005 mm
-
Dickentoleranz Wand:Unterdruck (<16 MPa): ±0,08 mm
-
Mittlerer Druck (16–35 MPa): ±0,05 mm
-
Hochdruck (35–70 MPa): ±0,03 mm
-
Ultrahochdruck (>70 MPa): ±0,02 mm
-
Geradheitstoleranz: Maximal 0.1 mm/m für Hochdrucksysteme, 0.15 mm/m für Mitteldruck, und 0.2 mm/m für Niederdruck. Geradheit messen, Legen Sie das Rohr auf eine ebene Fläche und überprüfen Sie es mit einem Lineal oder einem Laserausrichtungswerkzeug auf Biegung. Ein Rohr, das gerade mal gebogen ist 0.2 mm/m führt dazu, dass der Kolben wiederholt blockiert.
-
Außendurchmesser (OD) Toleranz: Typischerweise ±0,05 mm für die meisten hydraulischen Anwendungen. Der Außendurchmesser muss mit den von Ihnen verwendeten Anschlüssen übereinstimmen – wenn der Außendurchmesser zu groß ist, Die Armatur lässt sich nicht aufschieben; wenn zu klein, es dichtet nicht richtig ab.
Ich trage einen tragbaren Messschieber, Mikrometer, Und ich habe bei jedem Auftrag ein Laser-Ausrichtungswerkzeug dabei, und ich überprüfe diese Toleranzen für jedes Rohr vor der Installation. Es dauert 5–10 Minuten pro Rohr, aber es verhindert Fehler, die durch mangelhafte Maßhaltigkeit verursacht werden.
Beispiel: Ein Hochdruck-Hydrauliksystem (50 MPa) verwendet ein geschliffenes Rohr mit Innendurchmesser 100 mm, OD 120 mm, Länge 2 Meter. Die Toleranzen sollten sein:
-
ID: ±0,01 mm, Konizität ≤0,01 mm
-
Wandstärke: ±0,03 mm (berechnetes Minimum 8.89 mm, Die tatsächliche Dicke sollte also 8,86–8,92 mm betragen)
-
Geradheit: ≤0,2 mm (0.1 mm/m × 2 m)
-
OD: ±0,05 mm (119.95–120,05 mm)
Wenn der Innendurchmesser des Rohrs misst 100.02 mm oben und 99.98 mm unten (Variation 0.04 mm), Es liegt außerhalb der Spezifikation und sollte abgelehnt werden. Auch wenn die durchschnittliche ID korrekt ist, Durch die Verjüngung bleibt der Kolben hängen.
3.6 Schritt 6: Wählen Sie einen seriösen Lieferanten und überprüfen Sie die Qualitätskontrolle
Sie können alles richtig machen – Parameter dokumentieren, Wandstärke berechnen, Wählen Sie das richtige Material und die richtige Oberflächenbeschaffenheit – aber wenn Sie sich für einen schlechten Lieferanten entscheiden, Sie erhalten immer noch ein defektes Rohr. Die Qualitätskontrolle des Lieferanten (QC) Der Prozess ist entscheidend, um sicherzustellen, dass das Rohr Ihren Spezifikationen entspricht.
Hier erfahren Sie, wie Sie einen seriösen Lieferanten auswählen und dessen Qualitätskontrolle überprüfen:
-
Fragen Sie nach Referenzen: Ein guter Lieferant wird kein Problem damit haben, Referenzen von Kunden aus Ihrer Branche bereitzustellen. Rufen Sie diese Referenzen an und fragen Sie nach ihren Erfahrungen: Entsprachen die Rohre den Spezifikationen?? Gab es Ausfälle?? Wie reagierte der Lieferant auf Probleme?? Ich habe einmal bei einem Referenzlieferanten angerufen und herausgefunden, dass dieser durchweg Rohre mit falschen Ra-Werten geliefert hat – was mich vor einem kostspieligen Fehler bewahrt hat.
-
Überprüfen Sie den QC-Prozess: Bitten Sie den Lieferanten, seinen QC-Prozess zu erläutern. Messen sie den Ra-Wert und die Maßtoleranzen für jedes Rohr?? Testen sie die Materialzusammensetzung? (z.B., mit einem Spektrometer)? Stellen sie für jede Charge einen MTC bereit?? Ein seriöser Lieferant verfügt über einen dokumentierten QC-Prozess und teilt diesen gerne mit Ihnen. Vermeiden Sie Lieferanten, die ihren QC-Prozess nicht erklären können – sie machen Abstriche.
-
Fordern Sie ein Muster an: Bevor Sie eine große Menge bestellen, Fordern Sie eine Probepfeife an. Testen Sie die Materialzusammensetzung der Probe, dimensionale Genauigkeit, Oberflächengüte, und Kreuzschraffurwinkel. Wenn die Probe nicht Ihren Spezifikationen entspricht, Bestellen Sie nicht bei diesem Lieferanten. Es ist besser, für eine Probe zu bezahlen, als eine Charge fehlerhafter Rohre zu erhalten.
-
Überprüfen Sie MTCs: Für jede Rohrcharge, Fordern Sie ein Materialprüfzertifikat an (MTC) die mit der Chargennummer auf den Rohren übereinstimmt. Das MTC sollte enthalten: chemische Zusammensetzung, Zugfestigkeit, Streckgrenze, und etwaiger Wärmebehandlung. Überprüfen Sie das MTC mit Ihren eigenen Tests (z.B., Verwendung eines Spektrometers zur Überprüfung der Materialzusammensetzung) wenn Sie irgendwelche Zweifel haben.
-
Überprüfen Sie die Lieferzeiten und den Kundenservice: Ein guter Lieferant hat angemessene Lieferzeiten (2–4 Wochen für Standardrohre, 4–6 Wochen für kundenspezifische Rohre) und reaktionsschneller Kundenservice. Wenn Sie ein Problem mit einem Rohr haben, Sie sollten es schnell lösen (z.B., Kostenloser Austausch defekter Rohre). Vermeiden Sie Lieferanten mit langen Vorlaufzeiten oder einem nicht reagierenden Kundenservice – Sie möchten nicht wochenlang auf ein Ersatzrohr warten, wenn Ihr System ausgefallen ist.
Fallstudie: Die Wahl des falschen Lieferanten führt zu kostspieligen Verzögerungen (2021)
Ein Bergbauunternehmen in Australien gesucht 50 geschliffene Rohre für ihre Hochdruck-Hydrauliksysteme (60 MPa). Sie wählten einen Billiglieferanten ohne Referenzen, Ich dachte, sie würden Geld sparen. Der Lieferant versprach eine Vorlaufzeit von 2 Wochen, aber die Rohre sind angekommen 4 Wochen zu spät – und als das Bergbauunternehmen sie inspizierte, sie fanden:
-
Material: AISI 1045 anstelle des bestellten AISI 4140 (mittels Spektrometer verifiziert)
-
Ra-Wert: 0.8 μm statt der angegebenen 0.3 Μm
-
ID-Toleranz: ±0,02 mm statt ±0,01 mm
Das Bergbauunternehmen musste die Rohre zurückschicken, und der Lieferant weigerte sich, ihr Geld zurückzuerstatten – sie mussten bei einem seriösen Lieferanten bestellen, was einen weiteren brauchte 4 Wochen. Totale Ausfallzeit: 8 Wochen. Gesamtkosten: $400,000 (Produktionsausfälle, Nachbestellungskosten, beschleunigter Versand).
Wenn sie sich die Zeit genommen hätten, Referenzen zu prüfen, Überprüfen Sie den QC-Prozess des Lieferanten, und fordern Sie ein Muster an, Sie hätten diese Katastrophe vermeiden können. Die Lektion: Wählen Sie einen Lieferanten nicht nur nach dem Preis, sondern wählen Sie einen mit einer nachgewiesenen Erfolgsbilanz in Bezug auf Qualität und Zuverlässigkeit.
3.7 Schritt 7: Inspektion und Vorbereitung vor der Installation
Sie haben das richtige Rohr ausgewählt, Ich habe es von einem seriösen Lieferanten erhalten, und alle Spezifikationen überprüft – aber Ihre Arbeit ist noch nicht erledigt. Der letzte Schritt vor der Installation besteht darin, das Rohr ein letztes Mal zu prüfen und für die Installation vorzubereiten. Dieser Schritt stellt sicher, dass Sie eventuelle Schäden erkennen, die während des Transports entstanden sein könnten, und bereitet das Rohr auf eine optimale Leistung vor.
Hier ist meine Checkliste vor der Installation:
-
Visuelle Inspektion: Überprüfen Sie das Rohr auf sichtbare Schäden – Dellen, Kratzer, Biegen, oder Rost. Schon eine kleine Delle kann die Rohrwand schwächen, und ein Kratzer auf der Innenfläche kann zu Dichtungsverschleiß führen. Wenn das Rohr mit Kunststoffkappen an den Enden geliefert wurde, Entfernen Sie sie und überprüfen Sie das Rohr auf Schmutz oder Ablagerungen.
-
Überprüfen Sie die wichtigsten Spezifikationen noch einmal: Messen Sie den Ra-Wert, ID, Wandstärke, und Geradlinigkeit ein letztes Mal. Durch den Transport kann das Rohr manchmal beschädigt werden (z.B., Biegen, Kratzen), Daher ist es wichtig zu bestätigen, dass die Spezifikationen noch in Ordnung sind.
-
Reinigen Sie das Rohr: Spülen Sie das Rohr mit sauberem Hydrauliköl (Passend zum Öl in Ihrem System) bei niedrigem Druck (5–10 MPa) für 5–10 Minuten. Dadurch werden alle Schleifrückstände vom Honprozess oder Rückstände vom Versand entfernt. Schon kleine Rückstände können die Dichtungen und die Innenfläche des Rohrs zerkratzen. Ich verwende hierfür ein tragbares Spülgerät – es geht schnell und effektiv.
-
Reinigen Sie die Gewinde/Anschlüsse: Wenn das Rohr Gewindeenden oder Flansche hat, Reinigen Sie sie mit einer Drahtbürste oder einem Tuch, um Schmutz zu entfernen, Trümmer, oder Rost. Verschmutzte Gewinde können zu Undichtigkeiten führen oder die Armatur beim Einbau beschädigen.
-
Tragen Sie ein Anti-Seize-Mittel auf (wenn nötig): Für Gewindeverbindungen, Tragen Sie eine kleine Menge Anti-Seize-Mittel auf die Gewinde auf (Vermeiden Sie, dass es in das Rohr gelangt). Dadurch wird ein Festfressen der Gewinde verhindert (kleben) beim Ein- und Ausbau, und es trägt dazu bei, eine dichte Abdichtung zu schaffen. Verwenden Sie eine Verbindung, die mit Ihrer Hydraulikflüssigkeit kompatibel ist – fragen Sie Ihren Lieferanten nach Empfehlungen.
-
Schützen Sie das Rohr während der Installation: Halten Sie das Rohr während der Installation sauber und geschützt – ziehen Sie es nicht über den Boden, Schlagen Sie mit Werkzeug darauf, oder lass es fallen. Verwenden Sie zum Transport des Rohrs einen Wagen, und lassen Sie die Enden verschlossen, bis Sie bereit sind, es an den Zylinder oder die Armatur anzuschließen. Dadurch wird verhindert, dass Kratzer und Schmutz in das Rohr gelangen.
Sobald Sie diese Checkliste ausgefüllt haben, Das Rohr ist bereit für die Installation. Denken Sie daran, den ordnungsgemäßen Installationsprozess zu befolgen, den wir im Kapitel beschrieben haben 2.4: Richten Sie das Rohr perfekt aus (kein Hämmern), Ziehen Sie die Anschlüsse mit einem Drehmomentschlüssel fest, und testen Sie das System vor dem vollständigen Betrieb.
Schlussbemerkung: Dieser 7-stufige Prozess ist auf Flexibilität ausgelegt – passen Sie ihn an Ihr spezifisches System und Ihre Anwendung an. Jedes hydraulische System ist einzigartig, und es wird Zeiten geben, in denen Sie einen Schritt anpassen müssen (z.B., Auswahl eines maßgeschneiderten Materials für extreme Temperaturen). Aber wenn Sie diese Schritte befolgen, Du wirst beseitigen 99% Vergessen Sie das Rätselraten und wählen Sie ein geschliffenes Stahlrohr, das zuverlässig ist, dauerhaft, und auf Ihre Bedürfnisse zugeschnitten.

Über die Jahre, Ich habe unzählige Ingenieure gesehen, die Schritte in diesem Prozess übersprungen haben – Abstriche gemacht haben, um Zeit oder Geld zu sparen –, nur um kostspielige Ausfälle zu bewältigen. Seien Sie nicht einer von ihnen. Nehmen Sie sich Zeit, Ihre Parameter zu dokumentieren, Wandstärke berechnen, Wählen Sie das richtige Material und die richtige Oberflächenbeschaffenheit, Überprüfen Sie die Maßhaltigkeit, Wählen Sie einen seriösen Lieferanten, und bereiten Sie das Rohr für die Installation vor. Es handelt sich um eine kleine Investition an Zeit im Vorfeld, die Ihnen Tausende an Ausfallzeiten erspart, Ersatz, und Kopfschmerzen auf der Straße.
4. Häufige Auswahlfehler, die Sie vermeiden sollten + Praktische Wartungstipps
Auch mit dem oben beschriebenen schrittweisen Auswahlverfahren, Ingenieure geraten immer noch in vermeidbare Fallen, wenn sie sich für geschliffene Stahlrohre entscheiden – und viele übersehen die ordnungsgemäße Wartung, was die Lebensdauer der Rohre drastisch verkürzt. In diesem Kapitel, Ich werde die häufigsten Auswahlfehler aufschlüsseln, die ich gesehen habe (und behoben) Über 18 Jahre, zusammen mit praxiserprobten Wartungstipps, damit Ihre geschliffenen Rohre jahrelang reibungslos funktionieren. Bei diesen Tipps handelt es sich nicht nur um Theorie – sie basieren auf den gleichen Fallstudien zu Fehlern, die wir behandelt haben, Entwickelt, um Ihnen dabei zu helfen, die Wiederholung derselben kostspieligen Fehler zu vermeiden.
4.1 Spitze 5 Auswahlfehler (Und wie man die Kontrolle behält)
Auswahlfehler sind die Hauptursache dafür 60% von Fehlern bei geschliffenen Rohren, auf die ich gestoßen bin – die meisten davon hätten mit etwas mehr Liebe zum Detail vermieden werden können. Lassen Sie uns die häufigsten aufschlüsseln, warum sie passieren, und wie man sie verhindert.
Fehler 1: Auswahl der Pfeife basierend auf dem Preis, Nicht Leistung

Dies ist mit Abstand der häufigste Fehler. Ingenieure und Beschaffungsteams entscheiden sich häufig für das günstigste verfügbare geschliffene Rohr, Ignorieren kritischer Spezifikationen wie Material, Oberflächengüte, und Toleranzen. Wie wir in der Fallstudie zum deutschen Automobilwerk gesehen haben, sparen $200 pro Rohr kann mehr kosten $500,000 bei Ausfallzeiten und Reparaturen.
Warum es gefährlich ist: Bei billigen Rohren werden oft minderwertige Materialien verwendet (z.B., AISI 1020 statt AISI 1045), schlechte Honqualität (inkonsistente Ra-Werte, Falsche Schraffurwinkel), und lockere Toleranzen. Diese Rohre versagen schnell – normalerweise innerhalb von 3–6 Monaten – und können andere Systemkomponenten beschädigen (Siegel, Zylinder, Pumps) dabei.
So vermeiden Sie es: Priorisieren Sie die Gesamtbetriebskosten (Gesamtbetriebskosten), kein Vorabpreis. Eine etwas teurere Pfeife, die alle Ihre Spezifikationen erfüllt, hält drei- bis fünfmal länger, Sie sparen Geld für Ersatz und Ausfallzeiten. Nutzen Sie den 7-stufigen Auswahlprozess, um zunächst Ihre Anforderungen zu definieren, Vergleichen Sie dann die Lieferanten anhand ihrer Qualität (nicht nur die Kosten). Bitten Sie Lieferanten um eine Aufschlüsselung der Gesamtbetriebskosten – die meisten stellen Ihnen gerne eine zur Begründung ihrer Preisgestaltung zur Verfügung.
Fehler 2: Druckspitzen bei der Berechnung der Wandstärke ignorieren
Viele Ingenieure verwenden den Nenndruck des Systems (der Druck, mit dem es die meiste Zeit arbeitet) um die Wandstärke zu berechnen, statt des Maximaldrucks (inklusive Spikes). In hydraulischen Systemen kommt es häufig zu Druckspitzen, die durch plötzliche Stopps verursacht werden, Ventilverschlüsse, oder Zylinderstöße – und kann 20–30 % höher als der Nenndruck sein.
Warum es gefährlich ist: Ein für den Nenndruck dimensioniertes Rohr ist zu dünn, um Spitzen zu bewältigen, was zu Dehnungen führt, Schwächung, und schließlich platzen. Ich habe das auf einer Baustelle in Dubai gesehen, wo ein Rohr dimensioniert ist für 35 MPa (nominal) scheiterte, als eine Druckspitze erreicht wurde 45 MPa – einfach 2 Wochen nach der Installation.
So vermeiden Sie es: Messen Sie den maximalen Druck des Systems (inklusive Spikes) mithilfe eines Manometers über einen Zeitraum von 24 Stunden. Wenn Sie es nicht messen können, füge ein hinzu 25% Sicherheitsabstand zum Nenndruck bei der Berechnung der Wandstärke beachten. Beispielsweise, wenn Nenndruck ist 40 MPa, benutzen 50 MPa für Ihre Berechnungen. Dies fügt einen kritischen Puffer für Spitzen hinzu.
Fehler 3: Nicht übereinstimmende Oberflächenbeschaffenheit (Ra-Wert) zum Dichtungstyp
Ingenieure geben häufig einen generischen Ra-Wert an (z.B., 0.5 Μm) ohne zu prüfen, ob es mit ihrem Dichtungstyp kompatibel ist. Wie wir in der Fallstudie zur Lebensmittelverarbeitungsanlage in Chicago gesehen haben, eine zu glatte Oberfläche (Ra < 0.2 Μm) bei PU-Dichtungen führt zu Undichtigkeiten, während eine Oberfläche, die zu rau ist (Ra > 0.8 Μm) verursacht einen schnellen Dichtungsverschleiß.
Warum es gefährlich ist: Nicht übereinstimmende Ra-Werte verkürzen die Lebensdauer der Dichtung um 70–80 %, Dies führt zu häufigen Lecks und ungeplanten Ausfallzeiten. Außerdem erhöht es die Reibung zwischen Dichtung und Rohr, Dies kann die Flüssigkeit überhitzen und den Zylinder beschädigen.
So vermeiden Sie es: Überprüfen Sie immer die Empfehlungen Ihres Dichtungsherstellers zum Ra-Wert. Halten Sie eine Kurzübersichtstabelle bereit:
-
PU (Polyurethan) Robben: Ra 0,2–0,4 μm
-
NBR (Nitril) Robben: Ra 0,4–0,8 μm
-
FKM (Fluorkohlenstoff) Robben: Ra 0,3–0,6 μm
-
PTFE (Die Schutzbeschichtung der dritten Ausführungsform besteht aus den folgenden Rohmaterialien nach Gewicht) Robben: Ra 0,1–0,3 μm
Teilen Sie Ihrem Lieferanten diesen Ra-Wert deutlich mit, und messen Sie es vor der Installation mit einem Profilometer.
Fehler 4: Übersehen der Korrosionsbeständigkeit in „milden“ Umgebungen
Viele Ingenieure gehen davon aus, dass es sich um Kohlenstoffstahl handelt (AISI 1045) reicht für „milde“ Umgebungen aus (z.B., Innenlager), Aber auch geringe Mengen an Feuchtigkeit oder Nässe können mit der Zeit zu Korrosion führen. Ich habe gesehen, wie Kohlenstoffstahlrohre in trockenen Lagerhallen mit hoher Luftfeuchtigkeit korrodierten – es kam zu Ausfällen 2 Jahre, statt der erwarteten 5–7.
Warum es gefährlich ist: Korrosion schwächt die Rohrwand, erzeugt Lochfraß, und verringert die Zugfestigkeit. Von außen ist es oft unsichtbar, Daher kann es ohne Vorwarnung zu plötzlichen Ausfällen kommen.
So vermeiden Sie es: Bewerten Sie das Korrosionsrisiko auch in milden Umgebungen. Wenn die relative Luftfeuchtigkeit übersteigt 60%, oder wenn das System Wasser-Glykol-Flüssigkeit verwendet, Korrosionsschutz hinzufügen:
-
Verwenden Sie Korrosionsinhibitoren im Hydrauliköl (Wählen Sie eines, das mit Ihrem Rohrmaterial kompatibel ist).
-
Tragen Sie eine korrosionsbeständige Beschichtung auf die Außenfläche des Rohrs auf.
-
Für langfristige Zuverlässigkeit, Betrachten Sie AISI 4140 legierter Stahl (mittlere Korrosionsbeständigkeit) statt AISI 1045.
Fehler 5: Vorausgesetzt, alle Lieferanten sind gleich
Nicht alle Lieferanten von geschliffenen Rohren haben die gleichen Qualitätsstandards. Viele „Budget“-Lieferanten sparen bei der Qualitätskontrolle – indem sie abgenutzte Honsteine verwenden, Überspringen von Materialtests, oder Fälschung von MTCs. Ich habe gesehen, wie Lieferanten AISI ignorierten 1020 als AISI 1045, und Rohre mit Ra-Werten, die doppelt so hoch sind wie der angegebene Grenzwert.
Warum es gefährlich ist: Fehlerhafte Rohre von minderwertigen Lieferanten fallen schnell aus und können andere Anlagenkomponenten beschädigen. Oft gibt es auch keine Garantie, Sie bleiben also auf den Kosten für Ersatz und Ausfallzeiten sitzen.
So vermeiden Sie es: Überprüfen Sie Lieferanten gründlich (wie in Schritt beschrieben 6 des Auswahlverfahrens). Fragen Sie nach Referenzen, Fordern Sie ein Musterrohr zum Testen an, und überprüfen Sie MTCs mit einem tragbaren Spektrometer. Vermeiden Sie Lieferanten, die ihren QC-Prozess nicht klar dokumentieren können.
4.2 Praktische Wartungstipps zur Verlängerung der Rohrlebensdauer
Selbst die am besten geschliffenen Stahlrohre versagen ohne ordnungsgemäße Wartung vorzeitig. Die gute Nachricht ist, dass die meisten Wartungsaufgaben einfach sind, niedrige Kosten, und kann in Ihre regelmäßigen Systemprüfungen integriert werden. Mit diesen Tipps verlängern Sie die Lebensdauer Ihrer Pfeife um das Zwei- bis Dreifache, Sparen Sie Zeit und Geld.
Tipp 1: Überprüfen Sie regelmäßig die Rohroberflächen (Innen und außen)
Überprüfen Sie die Außenfläche des Rohrs monatlich auf Anzeichen von Korrosion, Beulen, oder Kratzer. Überprüfen Sie die Innenfläche alle 3–6 Monate mit einem Endoskop (häufiger in rauen Umgebungen) zum Lochfraß, Rost, oder Kratzer. Sogar kleine Kratzer (>0.5 μm tief) kann zu Dichtungsverschleiß führen, Sprechen Sie sie also frühzeitig an.
Wie es geht: Zur äußeren Inspektion, Wischen Sie das Rohr mit einem sauberen Tuch ab – Rost oder Korrosion hinterlassen rotbraune Rückstände. Zur inneren Inspektion, Verwenden Sie ein tragbares Endoskop (erhältlich für 200–500 $) um die gesamte Länge des Rohres zu prüfen. Wenn Sie kleine Kratzer finden, Spülen Sie das Rohr mit sauberem Öl, um Schmutz zu entfernen; wenn Lochfraß vorhanden ist, Fügen Sie einen Korrosionshemmer hinzu oder tauschen Sie das Rohr aus, wenn der Schaden schwerwiegend ist.
Tipp 2: Halten Sie die Hydraulikflüssigkeit sauber (Entscheidend für die Kontaminationsprävention)
Kontamination ist die #1 Ursache für vorzeitigen Rohrverschleiß, Daher ist es nicht verhandelbar, die Hydraulikflüssigkeit sauber zu halten. Installieren Sie einen hochwertigen Filter (3–5 μm) um kleine Partikel einzufangen, und ersetzen Sie den Filter alle 6 Monate (oder häufiger in schmutzigen Umgebungen wie auf dem Bau oder im Bergbau).
Wie es geht: Prüfen Sie das Hydrauliköl alle 2–4 Wochen auf Verunreinigungen (Verwenden Sie einen Partikelzähler oder senden Sie eine Probe an ein Labor). Wenn das Öl mehr als enthält 50 Partikel pro Milliliter größer als 10 Μm, Spülen Sie das System und ersetzen Sie den Filter. Ebenfalls, Halten Sie den Feuchtigkeitsgehalt des Öls niedriger 0.1% Verwendung eines Trockenmittels – Feuchtigkeit beschleunigt die Korrosion.

Tipp 3: Überwachen Sie Systemtemperatur und -druck
Übermäßige Temperatur- und Druckspitzen verkürzen die Lebensdauer der Rohre erheblich. Installieren Sie ein Temperaturmessgerät und ein Manometer, um diese Parameter täglich zu überwachen. Wenn die Temperatur 120°C überschreitet (für die meisten Kohlenstoff-/legierten Stähle) oder wenn Druckspitzen überschritten werden 25% Nenndruck, Ermitteln Sie umgehend die Ursache.
Wie es geht: Richten Sie Warnungen für Temperatur- und Druckschwellenwerte ein. Wenn die Temperaturen zu hoch sind, Installieren Sie ein Kühlsystem (z.B., ein Wärmetauscher) oder entfernen Sie das Rohr von Wärmequellen (z.B., Öfen). Wenn es häufig zu Druckspitzen kommt, Überprüfen Sie, ob Ventilprobleme vorliegen, Zylinder undicht, oder Pumpenverschleiß – das sind häufige Ursachen für Spitzen.
Tipp 4: Schmieren Sie die Dichtungen und überprüfen Sie die Anschlüsse regelmäßig
Mit der Zeit verschleißen Dichtungen, Dies kann zu Undichtigkeiten führen und die Innenfläche des Rohrs beschädigen. Schmieren Sie die Dichtungen jeden Monat mit Hydrauliköl, um die Reibung zu verringern. Ebenfalls, Überprüfen Sie alle Armaturen 2 Es dauert mehrere Wochen, bis sichergestellt ist, dass sie richtig festgezogen sind – lose Anschlüsse verursachen Undichtigkeiten und ermöglichen das Eindringen von Verunreinigungen in das Rohr.
Wie es geht: Verwenden Sie einen Drehmomentschlüssel, um den festen Sitz der Verschraubung zu prüfen (Sehen Sie sich Ihr Drehmomentdiagramm an). Tragen Sie jeweils eine kleine Menge Anti-Seize-Mittel auf die Gewindeanschlüsse auf 6 Monate, um ein Festfressen zu verhindern. Ersetzen Sie die Dichtungen alle 12–18 Monate (oder früher, wenn Lecks festgestellt werden) um Schäden am Rohr zu vermeiden.
Tipp 5: Spülen Sie das System jährlich (oder nach schwerwiegenden Ausfällen)
Mit der Zeit, Hydraulikflüssigkeit zerfällt, und Schmutz sammelt sich im System an. Durch jährliches Spülen des Systems werden alte Flüssigkeiten entfernt, Trümmer, und Schleifrückstände, Dies verhindert den Verschleiß der Rohrinnenfläche. Spülen Sie das System sofort nach einem schwerwiegenden Fehler (z.B., Rohrbruch, Pumpenausfall) um etwaige durch den Fehler verursachte Verunreinigungen zu entfernen.
Wie es geht: Lassen Sie das alte Hydrauliköl ab, Entfernen und reinigen Sie den Filter, Anschließend das System mit sauberem Wasser durchspülen, Hydrauliköl mit niedriger Viskosität und niedrigem Druck (5–10 MPa) für 10–15 Minuten. Spülöl ablassen, Ersetzen Sie den Filter, und füllen Sie das System mit frischem Öl auf, das den Spezifikationen Ihres Systems entspricht.
Tipp 6: Lagern Sie Ersatzrohre ordnungsgemäß
Ersatzgeschliffene Rohre sind für die Minimierung von Ausfallzeiten unerlässlich, Durch unsachgemäße Lagerung können sie jedoch bereits vor der Installation beschädigt werden. Rohre trocken lagern, sauberer Bereich (relative Luftfeuchtigkeit <60%) von Wärmequellen und korrosiven Materialien fernhalten.
Wie man funktioniert:Decken Sie beide Enden des Röhrchens mit Plastikkappen ab,Hält Staub und Schmutz fern。Legen Sie die Rohre horizontal auf die Gestelle (stapeln Sie sie nicht vertikal).,Dadurch verbiegt sich das Rohr)。Bei Lagerung länger als 6 Monate,Bitte tragen Sie eine dünne Schicht Korrosionsschutzöl auf die Außenfläche des Rohrs auf。
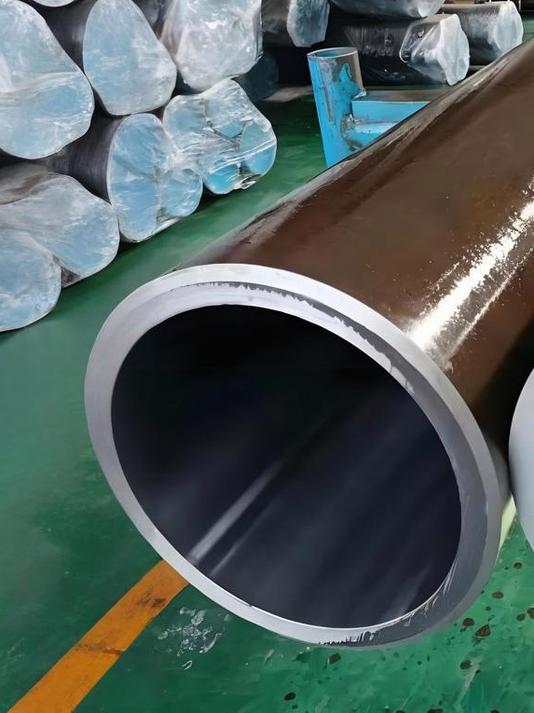
4.3 Checkliste für die abschließende Wartung (Drucken Sie es aus und bewahren Sie es in Ihrer Toolbox auf)
Um die Wartung zu vereinfachen, Ich habe eine kurze Checkliste erstellt, die Sie ausdrucken und griffbereit aufbewahren können. Verwenden Sie es bei Ihren regelmäßigen Systemprüfungen, um sicherzustellen, dass Ihnen nichts entgeht:
-
Monatlich: Überprüfen Sie die äußere Rohroberfläche auf Korrosion/Beulen; Dichtungen schmieren; Überprüfen Sie die Dichtheit der Verschraubung.
-
Alle 2–4 Wochen: Hydrauliköl auf Verunreinigungen prüfen; Überprüfen Sie die Temperatur-/Druckmessgeräte.
-
Alle 3–6 Monate: Überprüfen Sie die Rohrinnenoberfläche mit einem Endoskop; Filter austauschen; Tragen Sie Anti-Seize auf die Armaturen auf.
-
Jährlich: Spülen Sie das Hydrauliksystem; Dichtungen austauschen; Überprüfen Sie die Ersatzrohre auf Beschädigungen.
-
Nach dem Scheitern: Spülen Sie das System; Überprüfen Sie alle Rohre auf Verschmutzung/Beschädigung; Überprüfen Sie beim Austausch von Rohren die Spezifikationen des Lieferanten.
Indem Sie die häufigsten Auswahlfehler vermeiden und diese Wartungstipps befolgen, Sie maximieren die Lebensdauer Ihrer geschliffenen Stahlrohre und sorgen dafür, dass Ihr Hydrauliksystem reibungslos läuft. Merken: Wartung ist kein nachträglicher Einfall – es ist eine Investition, die Ihnen Tausende an Ausfallzeiten und Austauschkosten erspart. Über die Jahre, Ich habe gesehen, dass Kunden Rohrausfälle um ein Vielfaches reduziert haben 80% Indem Sie einfach diese einfachen Tipps umsetzen, können Sie es auch.
Hier sind zwei reale Fehlerfälle im Zusammenhang mit der Wartung dieses Hauses, beides von Kunden, mit denen ich im letzten Jahr zusammengearbeitet habe. Beim ersten handelt es sich um ein mittelgroßes Produktionswerk in Ohio, das die regelmäßige Ölspülung und den Filterwechsel vernachlässigt hat. Die Anlage hatte eine 30 MPa-Hydrauliksystem mit AISI 4140 geschliffene Rohre, und während sie die richtigen Rohrklassen ausgewählt haben, Sie haben den Hydraulikfilter nur einmal im Jahr ausgetauscht (statt jedes 6 Monate) und habe das System nie gespült. Nach dem 18 Monate, Kleine Metallpartikel einer verschlissenen Pumpe sammelten sich im Öl, Kratzer auf der Innenfläche der geschliffenen Rohre (sichtbar über Endoskop) und Dichtungslecks verursachen. Die Pflanze erlebt 3 Rohrausfälle in 2 Monate, Kalkulation $90,000 in Ausfallzeiten und Ersatz. Einmal führten sie monatliche Ölverschmutzungstests durch, halbjährlicher Filterwechsel, und jährliche Systemspülung, Im nächsten Jahr kam es zu keinerlei Rohrausfällen 12 Monate – ein Beweis dafür, wie kostengünstige Wartungsarbeiten kostspielige Ausfälle verhindern.
Beim zweiten Fall handelt es sich um ein Bauunternehmen in North Carolina, das regelmäßige Endoskopinspektionen auf Innenrohrkorrosion ausgelassen hat. Die Bagger des Unternehmens arbeiteten in feuchter Umgebung, staubige Umgebung, Verwendung von AISI 1045 Geschliffene Rohre mit einem Korrosionsinhibitor – aber sie überprüften nur monatlich die Außenfläche der Rohre, niemals das Innere. Nach dem 2 Jahre, ein Rohrbruch während des Betriebs, Die Inspektion ergab schwere innere Lochfraßkorrosion, die unentdeckt geblieben war. Die Korrosion wurde durch Feuchtigkeitsansammlung im Hydrauliköl verursacht (was sie nicht überwacht hatten) und Staubverschmutzung. Die Lösung war einfach: Hinzu kommen vierteljährliche Endoskopinspektionen der inneren Rohroberflächen und monatliche Feuchtigkeitstests des Hydrauliköls. Sie ersetzten auch die verschlissenen Rohre durch AISI 4140 (für eine bessere Korrosionsbeständigkeit) und haben ihren Wartungsplan angepasst, um diese Aufgaben einzubeziehen. Seit damals, Die Ausfallrate ihrer Baggerrohre ist gesunken 4 pro Jahr auf Null, übersparen $120,000 jährlich.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}