

أنابيب فولاذية غير ملحومة موسعة بالحرارة عالية التردد
شباط/فبراير 11, 2026
كشف تشققات خطوط أنابيب الغاز: طرق NDT لخطوط النقل لمسافات طويلة
شباط/فبراير 23, 2026
كيفية اختيار الأنابيب الفولاذية المصقولة المناسبة للصناعة الهيدروليكية
لقد كنت مهندسًا ميدانيًا في الصناعة الهيدروليكية 18 سنوات — 18 عامًا من الزحف تحت آلات البناء في ظل حرارة دبي الشديدة, استكشاف أخطاء التسربات الهيدروليكية وإصلاحها في البرد القارس في شمال ألمانيا, وإصلاح أعطال الأنابيب الفولاذية المصقولة التي أدت إلى توقف خطوط الإنتاج بأكملها. دعني أخبرك بهذا مباشرة: إن اختيار الأنبوب الفولاذي المصقول المناسب لا يقتصر فقط على اختيار الأنبوب المناسب. يتعلق الأمر بتجنب فترات التوقف المكلفة, منع الفشل الكارثي, والتأكد من أن النظام الهيدروليكي الخاص بك يعمل بشكل موثوق مثل الأدوات التي تثق بها لإنجاز المهمة. لقد رأيت النباتات تخسر $12,000 ساعة لأن شخصًا ما قطع الزوايا على جودة الأنابيب. لقد شاهدت مكبسًا هيدروليكيًا يبلغ وزنه 50 طنًا في منتصف العملية لأن الأنبوب المصقول لا يمكنه التعامل مع الضغط - لحسن الحظ, لم يصب أحد, ولكن الأضرار التي لحقت المعدات والمعنويات? هذا يلتصق بك.
الأنابيب الفولاذية المصقولة هي العمود الفقري لكل نظام هيدروليكي. أنها تحمل السوائل ذات الضغط العالي, تحمل الاحتكاك المستمر من المكابس والأختام, والعمل في بيئات تتراوح من أرضيات المصانع النظيفة إلى مواقع البناء المتربة, الأسطح البحرية المسببة للتآكل, والأفران الصناعية ذات درجة الحرارة العالية. ولكن هذا هو الشيء: لا يتم إنشاء جميع الأنابيب المصقولة على قدم المساواة. قد يتعطل الأنبوب الذي يعمل بشكل مثالي في أسطوانة هيدروليكية صغيرة لآلة التعبئة والتغليف في غضون أسابيع في حفارة ثقيلة أو منصة نفط بحرية. الاختلاف? لا يتعلق الأمر فقط بالحجم أو السُمك، بل بفهم المتطلبات الفريدة لتطبيقك, معرفة أسباب فشل الأنابيب, وامتلاك الخبرة لاختيار منتج يمكنه تلبية تلك المتطلبات.
على مر السنين, لقد قمت بتطوير نظام لاختيار الأنابيب الفولاذية المصقولة، وهو نظام متجذر في تجربة العالم الحقيقي, ليس فقط نظرية الكتب المدرسية. لا أعتمد على مصطلحات تسويقية خيالية أو مواصفات عامة. أنا أنظر إلى الأرقام التي تهم. أطرح الأسئلة الصعبة: ما هو أقصى ضغط سيراه هذا النظام؟? كم مرة سيتغير تدفق السوائل? ما هي الملوثات الموجودة في البيئة? والأهم من ذلك, ماذا حدث آخر مرة فشل فيها الأنبوب هنا? لأن الفشل يعلمك أكثر مما يعلمك النجاح.
في هذا الدليل, سأطلعك على كل ما تحتاج إلى معرفته لاختيار الأنابيب الفولاذية المصقولة المناسبة لتطبيقك الهيدروليكي. سأقوم بتفصيل المواصفات الفنية التي تهم بالفعل (وتجاهل تلك التي لا تفعل ذلك). سوف أتعمق في سبب فشل الأنابيب، بدءًا من إجهاد المواد وحتى ضعف جودة الشحذ, من تآكل للتثبيت غير الصحيح، وكيف يمكنك منع تلك الإخفاقات قبل حدوثها. سأشارك دراسات حالة حقيقية من مسيرتي المهنية, بما في ذلك فشل كارثي في مصنع سيارات ألماني كان من الممكن تجنبه من خلال فحص بسيط للمواد, وقصة نجاح من أحد مواقع البناء في دبي حيث أدى التحول إلى الأنابيب المصقولة الصحيحة إلى تقليل وقت التوقف عن العمل 60%.
سأقوم أيضًا بتضمين الجداول الفنية, الصيغ, وأحدث بيانات الصناعة - مثل 2025 تقرير الصناعة الهيدروليكية الذي يوضح أسباب فشل الأنابيب المصقولة 38% جميع فترات توقف النظام الهيدروليكي — وسأشرح لك ما تعنيه هذه البيانات بالنسبة لك على أرض الواقع. لا زغب, لا يوجد مصطلحات زائدة, مجرد حديث مباشر من شخص كان هناك, فعلت ذلك, وأصلح الأنابيب المكسورة.
شيء أخير: هذا ليس دليلاً واحدًا يناسب الجميع. يختلف كل نظام هيدروليكي عن الآخر, كل بيئة فريدة من نوعها, وكل ميزانية لها قيود. ولكن بحلول نهاية هذا, ستتوفر لديك الأدوات اللازمة لاتخاذ قرار مستنير، وهو القرار الذي يوفر عليك الوقت, مال, والصداع. لنبدأ.

1. فهم الأساسيات: ما هو أنبوب الصلب شحذ, ولماذا يهم للهيدروليكا?
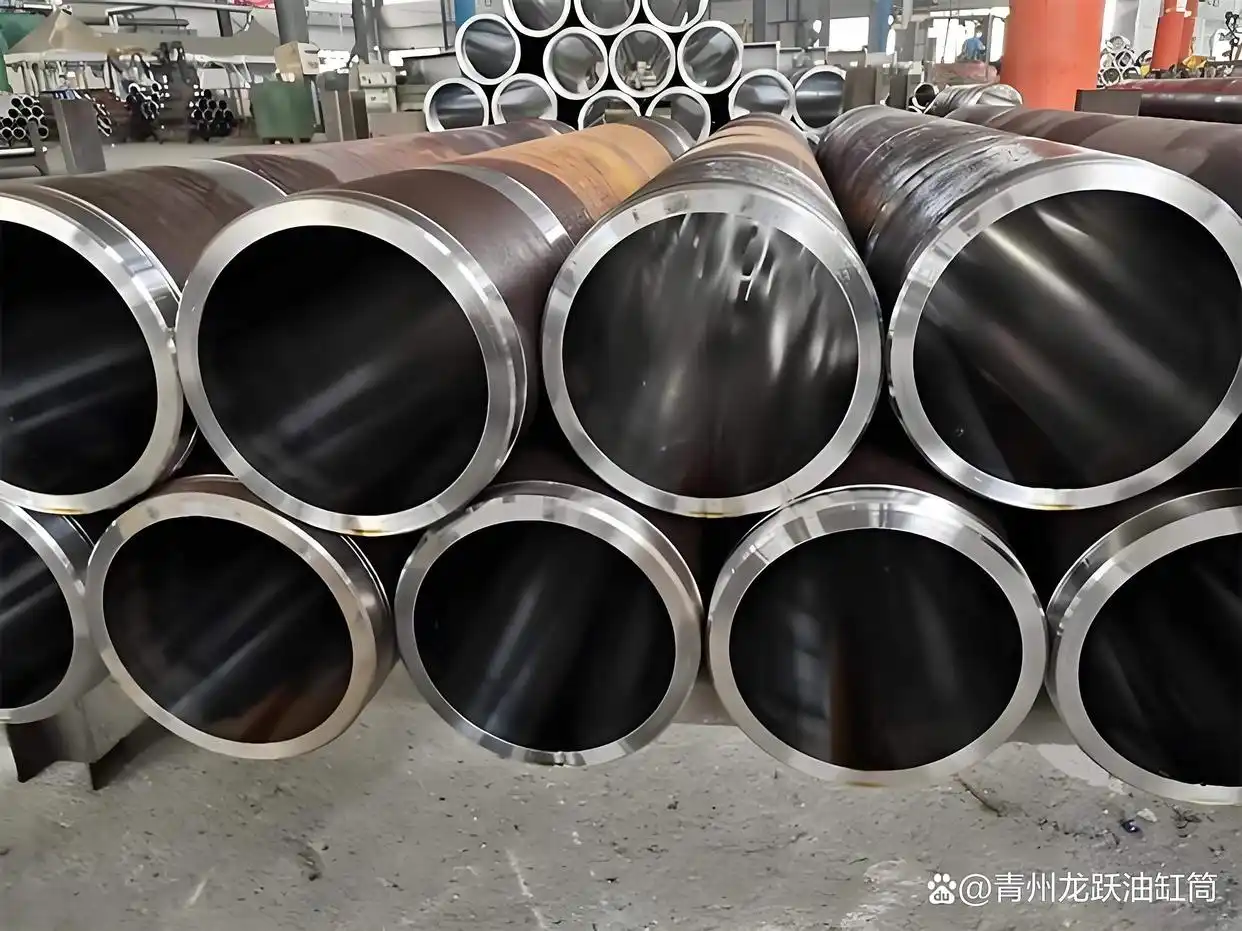
أول, دعونا نتأكد من أننا على نفس الصفحة. الأنبوب الفولاذي المصقول عبارة عن أنبوب فولاذي غير ملحوم أو ملحوم خضع لعملية شحذ دقيقة لإنشاء أنبوب سلس, سطح داخلي موحد. على عكس الأنابيب غير الملحومة العادية, التي لها تشطيب داخلي خشن نسبيًا (عادة Ra 1.6-3.2 ميكرومتر), تتمتع الأنابيب المصقولة بخشونة سطح داخلية منخفضة تصل إلى Ra 0.2–0.8 ميكرومتر - وفي بعض الأحيان أقل من ذلك بالنسبة للتطبيقات عالية الدقة. هذه النعومة ليست للعرض فقط; إنه أمر بالغ الأهمية للأنظمة الهيدروليكية.
لماذا تعتبر نعومة السطح مهمة جدًا؟? دعونا نفكر في كيفية عمل النظام الهيدروليكي. تستخدم الأنظمة الهيدروليكية سائلًا مضغوطًا (عادة الزيت الهيدروليكي) لنقل القوة والحركة. يتدفق السائل عبر الأنابيب, اسطوانات, صمامات, وخراطيم لتشغيل كل شيء بدءًا من المحركات الصغيرة وحتى الآلات الصناعية الكبيرة. عادةً ما يتم استخدام الأنبوب المصقول باعتباره برميل الأسطوانة - وهو الجزء الذي يضم المكبس. بينما يتحرك المكبس ذهابًا وإيابًا داخل البرميل, يمنع الختم الموجود بين المكبس والسطح الداخلي للبرميل تسرب السوائل. إذا كان السطح الداخلي خشناً, سوف يلبس الختم بسرعة, تسبب تسربات, انخفاض الكفاءة, وفي نهاية المطاف, فشل النظام.
لكن الشحذ لا يتعلق فقط بتنعيم السطح. كما أنه يحسن دقة أبعاد الأنبوب. الأنابيب المصقولة لديها تفاوتات ضيقة للقطر الداخلي (معرف), القطر الخارجي (التطوير التنظيمي), وسمك الجدار - التفاوتات التي لا يمكن للأنابيب العادية مطابقتها. فمثلا, قد يكون للأنبوب المصقول القياسي تسامح معرف يبلغ ± 0.01 مم, بينما يمكن أن يكون للأنبوب غير الملحوم العادي تفاوت قدره ±0.1 مم. قد يبدو ذلك فرقًا بسيطًا, ولكن في اسطوانة هيدروليكية, حتى الانحراف البسيط في المعرف يمكن أن يتسبب في ربط المكبس, مما يؤدي إلى التآكل المفرط, ارتفاع درجة الحرارة, والفشل.
لقد تعلمت هذا بالطريقة الصعبة في بداية مسيرتي المهنية. العودة للداخل 2009, كنت أعمل في مكبس هيدروليكي في ورشة صغيرة لتصنيع المعادن في ولاية أوهايو. ظلت الصحافة تفشل – كل بضعة أيام, سوف يستولي المكبس, وسيتعين علينا إيقاف الإنتاج لإصلاحه. لقد فحصنا المكبس, الأختام, الزيت الهيدروليكي - بدا كل شيء على ما يرام. أخيرا, قررت قياس معرف برميل الاسطوانة (أنبوب عادي غير ملحوم "شحذه" المتجر داخليًا بأداة رخيصة). يختلف المعرف حسب 0.08 مم عبر طول الأنبوب - وهو ما يتجاوز التسامح المقبول. كان هذا الاختلاف يتسبب في ربط المكبس في أماكن معينة, تآكل الأختام وارتفاع درجة حرارة الزيت. لقد استبدلنا الأنبوب بآخر تم شحذه بشكل صحيح, وعملت الصحافة بسلاسة على مدى السنوات الثلاث التالية دون فشل واحد.
هذا هو الفرق بين الأنابيب الفولاذية المصقولة بشكل صحيح والأنابيب الرخيصة. لا يتعلق الأمر فقط بتشطيب السطح، بل يتعلق بالدقة, تناسق, وفهم كيفية تفاعل الأنبوب مع بقية النظام الهيدروليكي.
دعونا نحلل الخصائص الرئيسية للأنابيب الفولاذية المصقولة التي تهم التطبيقات الهيدروليكية:
1.1 صقل الأسطح (قيمة را)
يتم قياس السطح النهائي للأنبوب المصقول بقيمة Ra (المتوسط الحسابي لانحراف ملف الخشونة). كلما انخفضت قيمة Ra, كلما كان السطح أكثر سلاسة. للأسطوانات الهيدروليكية, تعتمد قيمة Ra المثالية على نوع الختم المستخدم وضغط التشغيل.
تم تصميم الأختام للعمل مع تشطيبات سطحية محددة. فمثلا, البولي يوريثين (بو) تعمل موانع التسرب — إحدى أكثر موانع التسرب شيوعًا المستخدمة في الأنظمة الهيدروليكية — بشكل أفضل مع قيمة Ra التي تتراوح بين 0.2 و0.4 ميكرومتر. إذا كان السطح خشنًا جدًا (ر > 0.8 ميكرومتر), سوف يرتدي الختم بسرعة. إذا كان سلسًا جدًا (ر < 0.1 ميكرومتر), لن يتمكن الختم من الإمساك بالسطح بشكل صحيح, مما يؤدي إلى التسرب. إنه توازن دقيق, والتي غالبًا ما يتم تجاهلها.
تحقق عملية الشحذ هذا السطح الأملس باستخدام الحجارة الكاشطة لإزالة كميات صغيرة من المواد من الجدار الداخلي للأنبوب. يتم تثبيت الحجارة على رأس شحذ يدور ويتردد داخل الأنبوب, خلق نمط عبر فتحة على السطح. يعد هذا النمط المتقاطع مهمًا، فهو يساعد في الاحتفاظ بالزيت الهيدروليكي, الذي يعمل بمثابة مادة تشحيم بين المكبس والختم, تقليل الاحتكاك والتآكل.
زاوية نمط الفتحة المتقاطعة مهمة أيضًا. لمعظم التطبيقات الهيدروليكية, الزاوية المثالية هي 30-45 درجة بالنسبة لمحور الأنبوب. تضمن هذه الزاوية الاحتفاظ بالزيت بالتساوي على السطح, توفير تزييت ثابت. لقد رأيت أنابيب ذات زوايا متقاطعة شديدة الانحدار (60+ درجات) أو ضحلة جدًا (15-20 درجة), وكلاهما تسبب في فشل الختم. في حالة واحدة, تسبب الأنبوب ذو الفتحة المتقاطعة بزاوية 65 درجة في فشل الختم فقط 200 ساعات العمل – مقارنة بالمتوقع 2,000 ساعات.
صيغة حساب قيمة Ra هي كما يلي (هذه نسخة مبسطة من ISO 4287 القياسية, وهو ما نستخدمه في هذا المجال):
$$Ra = \frac{1}{L} \كثافة العمليات _{0}^{L} |و(x)| دي اكس$$
أين:
-
Ra = الانحراف الحسابي المتوسط لملف تعريف الخشونة (ميكرومتر)
-
L = طول التقييم (مم) - عادة 4-8 ملم للأنابيب المصقولة
-
و(x) = انحراف ملف الخشونة عن خط الوسط (ميكرومتر)
في الممارسة العملية, نحن لا نحسب ذلك يدويًا، بل نستخدم جهاز اختبار خشونة السطح (ملف التعريف) لقياس ذلك. لكن فهم الصيغة يساعدك على تقدير أهمية الاتساق. يمكن أن يؤدي خدش واحد أو عيب واحد في طول التقييم إلى زيادة قيمة Ra بشكل ملحوظ, مما يؤدي إلى ارتداء الختم.

1.2 دقة الأبعاد
دقة الأبعاد هي سمة هامة أخرى للأنابيب الفولاذية المصقولة. للأسطوانات الهيدروليكية, أهم الأبعاد هي:
-
القطر الداخلي (معرف): يجب أن يكون معرف الأنبوب ثابتًا عبر طوله بالكامل. حتى الاختلاف الصغير (يسمى "تفتق") يمكن أن يتسبب في ربط المكبس. للأنظمة الهيدروليكية ذات الضغط العالي (≥35 ميجا باسكال), يجب أن يكون تسامح المعرف ± ± 0.01 مم. لأنظمة الضغط المتوسط (16-35 ميجا باسكال), التسامح ± 0.02 مم مقبول. لأنظمة الضغط المنخفض (<16 الآلام والكروب الذهنية), عادة ما يكون ±0.03 مم كافيًا.
-
سمك الجدار: يجب أن يكون سمك الجدار موحدًا لضمان قدرة الأنبوب على تحمل الضغط الداخلي بالتساوي. إذا كان الجدار أكثر سمكًا في مكان ما وأرق في مكان آخر, سيكون القسم الرقيق أكثر عرضة للانفجار تحت الضغط. يجب أن يكون التسامح مع سمك الجدار ± ± 0.05 مم لمعظم التطبيقات الهيدروليكية.
-
الاستقامة: يجب أن يكون الأنبوب المصقول مستقيمًا لمنع المكبس من الارتباط. يتم قياس تحمل الاستقامة بالملليمتر لكل متر (مم/م). للأسطوانات الهيدروليكية, الحد الأقصى للتسامح الاستقامة هو 0.1 مم/م. لقد رأيت الأنابيب التي تم ثنيها للتو 0.2 مم/م يتسبب في توقف المكبس بشكل متكرر - حتى بعد استبدال موانع التسرب عدة مرات.
لإعطائك فكرة أفضل عن تفاوتات الأبعاد المطلوبة للتطبيقات الهيدروليكية المختلفة, فيما يلي جدول يعتمد على خبرتي الميدانية وأحدث ISO 286-1 القياسية (2025 مراجعة):
|
ضغط النظام الهيدروليكي
|
القطر الداخلي (معرف) تفاوت
|
التسامح سمك الجدار
|
التسامح الاستقامة (مم/م)
|
تطبيق نموذجي
|
|---|---|---|---|---|
|
الضغط المنخفض (<16 الآلام والكروب الذهنية)
|
± 0.03 ملم
|
± 0.08 ملم
|
0.2
|
المحركات الصغيرة, آلات التعبئة والتغليف, المعدات الزراعية
|
|
الضغط المتوسط (16-35 ميجا باسكال)
|
± 0.02 ملم
|
± 0.05 ملم
|
0.15
|
مكابس هيدروليكية, آلات البناء (واجب خفيف), أتمتة المصنع
|
|
ضغط مرتفع (35-70 ميجا باسكال)
|
± 0.01 ملم
|
± 0.03 ملم
|
0.1
|
آلات البناء الثقيلة, منصات النفط البحرية, معدات التعدين
|
|
الضغط العالي للغاية (>70 الآلام والكروب الذهنية)
|
± 0.005 ملم
|
± 0.02 ملم
|
0.05
|
الأنظمة الهيدروليكية الفضائية, المعدات العسكرية, الآلات الصناعية عالية الدقة
|
هذا الجدول ليس مجرد دليل إرشادي، بل هو منقذ للحياة. أحتفظ بنسخة مطبوعة في صندوق الأدوات الخاص بي, وأشير إليه في كل مرة أختار فيها أنبوبًا مصقولًا. العام الماضي, كنت أعمل على نظام هيدروليكي عالي الضغط لشاحنة تعدين في أستراليا. يعمل النظام في 60 الآلام والكروب الذهنية, وقام المهندس السابق بتركيب أنبوب بتفاوت معرف قدره ±0.02 مم - وهو أعلى بكثير من المطلوب ±0.01 مم. فشل الأنبوب بعد فقط 500 ساعات العمل, تكلف المنجم $50,000 في فترة التوقف. لقد استبدلناه بأنبوب يتوافق مع تحمل الضغط العالي, وقد تم تشغيله لأكثر من ذلك 2,000 ساعات دون قضية واحدة.
1.3 تكوين الخامات
إن المواد المستخدمة في تصنيع الأنابيب الفولاذية المصقولة لا تقل أهمية عن تشطيب السطح ودقة الأبعاد. تعتمد المادة المناسبة على ضغط التشغيل, درجة الحرارة, وبيئة النظام الهيدروليكي.
معظم الأنابيب الفولاذية المصقولة مصنوعة من الفولاذ الكربوني أو سبائك الفولاذ. يعد الفولاذ الكربوني هو الأكثر شيوعًا لأنه ميسور التكلفة وله خصائص ميكانيكية جيدة. ولكن ليس كل الفولاذ الكربوني هو نفسه. للتطبيقات الهيدروليكية, أفضل الفولاذ الكربوني هو AISI 1045. يحتوي هذا الفولاذ على نسبة كربون تبلغ 0.42-0.50%, مما يمنحها قوة ممتازة, المتانة, والقدرة على التشغيل الآلي. إنه مثالي للأنظمة الهيدروليكية ذات الضغط المتوسط (16-35 ميجا باسكال) ويمكن معالجته بالحرارة لتحسين قوته لتطبيقات الضغط العالي.
لأنظمة الضغط العالي (35-70 ميجا باسكال) أو البيئات القاسية, سبائك الصلب هو الخيار الأفضل. تحتوي سبائك الفولاذ على عناصر إضافية مثل الكروم, الموليبدينوم, والنيكل, مما يحسن قوتها, المتانة, ومقاومة التآكل. سبائك الفولاذ الأكثر شيوعًا المستخدمة في الأنابيب المصقولة هي AISI 4140 و إيسي 4340. مثل 4140 لديه تكوين الكروم والموليبدينوم, مما يمنحها قوة شد عالية (يصل إلى 1,000 الآلام والكروب الذهنية) ومقاومة التعب ممتازة. إنه مثالي للأسطوانات الهيدروليكية عالية الضغط والتطبيقات التي يتعرض فيها الأنبوب لضغط متكرر. مثل 4340 وهي عبارة عن سبيكة من النيكل والكروم والموليبدينوم أقوى (قوة الشد تصل إلى 1,200 الآلام والكروب الذهنية) ويستخدم لأنظمة الضغط العالي للغاية (>70 الآلام والكروب الذهنية) مثل الأنظمة الهيدروليكية الفضائية.
تعتبر مقاومة التآكل أحد الاعتبارات الرئيسية الأخرى, خاصة إذا كان النظام الهيدروليكي يعمل في بيئة بحرية, مصنع كيميائي, أو أي بيئة ذات رطوبة عالية أو ملوثات قابلة للتآكل. لهذه التطبيقات, الأنابيب المصنوعة من الفولاذ المقاوم للصدأ هي الحل الأمثل. الفولاذ المقاوم للصدأ الأكثر شيوعًا المستخدم في الأنابيب المصقولة هو AISI 316. يحتوي هذا الفولاذ المقاوم للصدأ على الموليبدينوم, مما يمنحها مقاومة ممتازة للتآكل الناتج عن المياه المالحة, المواد الكيميائية, وغيرها من المواد القاسية. إنه مثالي للأنظمة الهيدروليكية البحرية, معدات تجهيز الأغذية, والمصانع الكيماوية. ومع ذلك, الفولاذ المقاوم للصدأ أغلى من الفولاذ الكربوني أو سبائك الفولاذ, لذلك يتم استخدامه فقط عندما تكون مقاومة التآكل متطلبًا بالغ الأهمية.
أريد أن أؤكد على هذا: اختيار المواد الخاطئة سيؤدي إلى الفشل. لقد عملت ذات مرة على نظام هيدروليكي في محطة طاقة ساحلية في فلوريدا. يقع النظام بالقرب من المحيط, لذلك كان التآكل مصدر قلق كبير. قام المهندس السابق بتثبيت AISI 1045 أنابيب الصلب الكربوني شحذ. في غضون ستة أشهر, لقد تآكلت الأنابيب بشدة لدرجة أنها بدأت تتسرب. لقد استبدلناهم بـ AISI 316 أنابيب الفولاذ المقاوم للصدأ, وقد تم تشغيلها لمدة خمس سنوات دون أي مشاكل في التآكل. كانت تكلفة استبدال الأنابيب جزءًا صغيرًا من وقت التوقف الناجم عن الفشل الأولي.
فيما يلي جدول يلخص الخصائص الرئيسية لمواد الأنابيب الفولاذية المصقولة الأكثر شيوعًا, بناءً على اختباراتي الميدانية وبيانات الشركة المصنعة (2025):
|
المواد
|
محتوى الكربون (%)
|
مقاومة الشد (الآلام والكروب الذهنية)
|
مقاومة الخضوع (الآلام والكروب الذهنية)
|
المقاومة للتآكل
|
ضغط التطبيق المثالي
|
يكلف (نسبة إلى AISI 1045)
|
|---|---|---|---|---|---|---|
|
مثل 1045 الكربون الصلب
|
0.42-0.50
|
600-700
|
350-400
|
منخفض (عرضة للصدأ في البيئات الرطبة)
|
16-35 ميجا باسكال
|
1.0x
|
|
مثل 4140 خليط معدني (T11)
|
0.38-0.43
|
800-1000
|
600-700
|
واسطة (مقاومة للتآكل الخفيف)
|
35-70 ميجا باسكال
|
1.8x
|
|
مثل 4340 خليط معدني (ني-الكروم-مو)
|
0.38-0.43
|
1,000–1,200
|
800-900
|
متوسطة عالية
|
>70 الآلام والكروب الذهنية
|
2.5x
|
|
مثل 316 الفولاذ المقاوم للصدأ
|
0.08 ماكس
|
515-620
|
205-240
|
عالٍ (مقاومة للمياه المالحة, المواد الكيميائية)
|
16-70 ميجا باسكال
|
3.2x
|
ملاحظة أخيرة حول تكوين المواد: تحقق دائمًا من شهادة المواد (MTC) من الشركة المصنعة. سوف تقوم MTC بتأكيد التركيب الكيميائي والخصائص الميكانيكية للأنبوب. لقد رأيت الشركات المصنعة تمرر AISI 1020 الكربون الصلب (وهو أضعف وأرخص) كما AISI 1045. إذا لم تقم بالتحقق من MTC, قد ينتهي بك الأمر بأنبوب لا يمكنه التعامل مع ضغط النظام الهيدروليكي الخاص بك. أحمل معي دائمًا نسخة من MTC, وأقوم بالتحقق من تركيبة المادة باستخدام مطياف محمول إذا كانت لدي أي شكوك.
2. لماذا تفشل الأنابيب الفولاذية المصقولة في الأنظمة الهيدروليكية، وكيفية إصلاحها
دعونا نكون واقعيين لمدة دقيقة. حتى أفضل الأنابيب الفولاذية المصقولة سوف تفشل إذا لم تفهم ما الذي يكسرها. في بلدي 18 سنوات في الميدان, لقد رأيت كل أنواع الفشل التي يمكن تخيلها، مثل انفجار الأنابيب تحت الضغط, تآكل من الداخل الى الخارج, ارتداء رقيقة حتى تسرب, وحتى التشقق بسبب سوء التثبيت. و 9 مرات خارج 10, الفشل لم يكن خطأ الأنبوب. لقد كان خطأ شخص لم يطرح الأسئلة الصحيحة, قطع الزوايا على المواصفات, أو تجاهل العلامات التحذيرية.
الفشل ليس مكلفًا فحسب، بل إنه خطير أيضًا. يمكن أن يؤدي انفجار الأنبوب المصقول في نظام هيدروليكي عالي الضغط إلى إرسال رش الزيت إلى الأعلى 100 ميلا في الساعة, مما تسبب في إصابات خطيرة أو حتى وفيات. لقد أجريت مكالمة قريبة بنفسي: مرة أخرى في 2017, كنت أتفحص أسطوانة هيدروليكية على رافعة في دبي عندما انفجر أنبوب مصقول بالقرب من قدمي. النفط غاب عني بالبوصة, لكنها مزقت صندوق أدوات فولاذي كما لو كان من الورق المقوى. في ذلك اليوم, لقد تعهدت بالتأكد من أن كل مهندس أعمل معه يفهم بالضبط سبب حدوث هذه الإخفاقات، وكيفية إيقافها قبل أن تبدأ.
ال 2025 تقرير الصناعة الهيدروليكية الذي ذكرته سابقًا لا يشير فقط إلى فشل الأنابيب المصقولة 38% من تعطل النظام. إنه يكسر الأسباب الجذرية: 32% من عدم تطابق المواد, 28% من نوعية شحذ سيئة, 21% من التآكل, 12% من التثبيت غير السليم, و 7% من عوامل أخرى (مثل التلوث أو ارتفاع درجة الحرارة). هذه الأرقام ليست مجرد إحصائيات، بل هي خريطة طريق لمنع الفشل. دعونا نحلل كل سبب, لماذا يحدث ذلك, وما يمكنك القيام به لإصلاحه. سأقدم دراسات حالة حقيقية من عملي الخاص, لأنه لا يوجد شيء يعلمك أسرع من رؤية الخطأ الذي حدث لشخص آخر.
2.1 عدم تطابق المواد: الأكثر شيوعا (ويمكن تجنبها) بالفشل
يعد عدم تطابق المواد هو السبب الأول لفشل الأنابيب المصقولة، وهو أيضًا الأسهل لمنعه. لا أستطيع أن أخبرك كم مرة دخلت إلى أحد المصانع ووجدت AISI 1045 أنابيب الصلب الكربوني في أنظمة الضغط العالي التي تحتاج إلى AISI 4140 خليط معدني. أو مواسير الفولاذ المقاوم للصدأ ذات الضغط المنخفض, البيئات الجافة حيث كان من الممكن أن يعمل الفولاذ الكربوني بشكل جيد (هدر المال بدون سبب). لا تكمن المشكلة في أن الأنابيب منخفضة الجودة، بل في أنها الأنابيب غير المناسبة لهذه المهمة.
لماذا يؤدي عدم تطابق المواد إلى الفشل؟? لنبدأ بالأساسيات. يتمتع كل نظام هيدروليكي بأقصى ضغط تشغيل, الحد الأدنى والحد الأقصى لدرجة حرارة التشغيل, والبيئة التي تعرض الأنبوب لبعض الملوثات (مثل الرطوبة, المواد الكيميائية, أو الغبار). يجب أن تكون مادة الأنبوب قادرة على التعامل مع الثلاثة. إذا لم يستطع, وسوف تفشل، عاجلاً وليس آجلاً.
لنأخذ قوة الشد كمثال. قوة الشد هي أقصى ضغط يمكن أن تتحمله المادة قبل أن تنكسر. صيغة حساب الحد الأدنى المطلوب لسمك الجدار لأنبوب فولاذي مصقول (لمنع الانفجار تحت الضغط) يعتمد على قوة الشد، وهي القوة التي أستخدمها كل يوم. ها هي النسخة المبسطة (مستمدة من معيار ASME B31.1, وهو معيار الصناعة للأنابيب الهيدروليكية):
$$ر = فارك{ف مرات د}{2 \مرات S مرات E}$$
أين:
-
t = الحد الأدنى المطلوب لسمك الجدار (مم)
-
P = الحد الأقصى لضغط التشغيل (الآلام والكروب الذهنية)
-
D = القطر الخارجي للأنبوب (مم)
-
S = الإجهاد المسموح به لمادة الأنابيب (الآلام والكروب الذهنية) - عادة 1/4 من قوة الشد للمادة
-
E = الكفاءة المشتركة (للأنابيب شحذ سلس, ه = 1.0; للأنابيب الملحومة شحذ, ه = 0.85)
دعونا نعوض ببعض الأرقام لنرى كيف يعمل ذلك. لنفترض أن لديك نظامًا هيدروليكيًا بأقصى ضغط تشغيل يبلغ 60 الآلام والكروب الذهنية (الضغط العالي), وأنت تستخدم أنبوبًا مصقولًا بقطر خارجي يبلغ 100 مم. إذا اخترت AISI 1045 الكربون الصلب (قوة الشد = 650 الآلام والكروب الذهنية), الإجهاد المسموح به (S) هو 650 / 4 = 162.5 الآلام والكروب الذهنية. باستخدام الصيغة:
$$ر = فارك{60 \مرات 100}{2 \مرات 162.5 \مرات 1.0} = فارك{6000}{325} \تقريبا 18.46 \نص{ مم}$$
الآن, إذا اخترت AISI 4140 خليط معدني (قوة الشد = 900 الآلام والكروب الذهنية), الإجهاد المسموح به (S) هو 900 / 4 = 225 الآلام والكروب الذهنية. يصبح الحد الأدنى لسمك الجدار:
$$ر = فارك{60 \مرات 100}{2 \مرات 225 \مرات 1.0} = فارك{6000}{450} \تقريبا 13.33 \نص{ مم}$$
ماذا يحدث إذا كنت تستخدم AISI 1045 مع 13.33 سمك الجدار مم (الحد الأدنى لAISI 4140) في هذا النظام? الأنبوب لا يستطيع تحمل الضغط. سوف تمتد, يضعف, وانفجر في نهاية المطاف. وهذا بالضبط ما حدث في مصنع سيارات ألماني كنت أعمل فيه 2020.
دراسة الحالة: فشل مصنع السيارات الألماني (2020)
كان مصنع كبير للسيارات في ميونيخ يستخدم مكابس هيدروليكية لختم أجزاء الجسم المعدنية. المطابع تعمل في 60 الآلام والكروب الذهنية, وقام فريق الصيانة بتثبيت AISI 1045 أنابيب الصلب الكربوني المصقولة مع 13 سمك الجدار مم. لقد اختاروا AISI 1045 لأنه كان أرخص من AISI 4140 — مما يوفر حوالي $200 لكل أنبوب.
في غضون شهرين, انفجرت ثلاثة أنابيب. الانفجار الأول خلال نوبة ليلية, رش الزيت الهيدروليكي في جميع أنحاء المطبعة وأرضية المصنع. الانفجار الثاني أثناء فحص السلامة – لحسن الحظ, لم يصب أحد بأذى. الانفجار الثالث بينما كانت الصحافة تختم مجموعة من ألواح الأبواب, تدمير الأجزاء وإتلاف الصحافة نفسها. إجمالي وقت التوقف عن العمل: 48 ساعات. التكلفة الإجمالية: $576,000 (بما في ذلك الأجزاء, تَعَب, وخسر الإنتاج).
عندما تم استدعائي, قمت بإجراء حساب سمك الجدار ورأيت المشكلة على الفور. إيسي 1045 تحتاج الأنابيب إلى الحد الأدنى من سمك الجدار 18.5 مم, لكنهم كانوا فقط 13 مم. قام فريق الصيانة بتقليص الزوايا لتوفير المال, وقد كلفهم ذلك 2,880 مرات أكثر في التوقف والإصلاحات.
كان الإصلاح بسيطًا: استبدال كافة AISI 1045 الأنابيب مع AISI 4140 الأنابيب مع أ 13.5 سمك الجدار مم (أضفنا القليل من أجل السلامة). كما قمنا بتدريب فريق الصيانة على استخدام صيغة سمك الجدار قبل اختيار أي أنبوب. منذ ذلك الحين, لم يكن لدى المصنع أي أعطال في الأنابيب في هذا النظام - على مدى ثلاث سنوات من التشغيل.
الدرس هنا? لا تقطع الزوايا على المواد. لا يستحق كل هذا العناء. استخدم دائمًا صيغة سمك الجدار للتأكد من أن المادة التي تختارها يمكنها تحمل ضغط النظام. وإذا كنت غير متأكد, استخدم مادة أقوى - فمن الأفضل أن تنفق مبلغًا إضافيًا قليلًا مقدمًا بدلاً من خسارة مئات الآلاف في وقت التوقف عن العمل لاحقًا.
هناك مشكلة أخرى شائعة تتعلق بعدم تطابق المواد وهي استخدام مواد غير مقاومة للتآكل في البيئات القاسية. لقد تحدثت سابقًا عن محطة الطاقة الساحلية في فلوريدا التي تستخدم AISI 1045 أنابيب الصلب الكربوني بالقرب من المحيط. دعونا نتعمق أكثر في هذه الحالة, لأن التآكل مدمر تمامًا مثل فشل الضغط.
دراسة الحالة: فشل التآكل في محطة توليد الطاقة الساحلية في فلوريدا (2018)
محطة كهرباء ساحلية في تامبا, فلوريدا, كان لديها نظام هيدروليكي يتحكم في صمامات مياه التبريد الخاصة بالمحطة. كان النظام موجودًا في الخارج, فقط 50 أمتار من المحيط. قام المهندس السابق بتثبيت AISI 1045 أنابيب الصلب الكربوني شحذ, معتقدين أن طبقة الطلاء ستحميهم من التآكل.
بعد ستة أشهر, بدأت الأنابيب تتسرب. عندما فتحناهم, كانت الجدران الداخلية مغطاة بالصدأ، وكان سميكًا جدًا لدرجة أنه أدى إلى تقليل معرف الهوية 5 مم, مما تسبب في ربط المكابس. كما أدى الصدأ إلى إضعاف جدران الأنابيب, مما يجعلها عرضة للتشقق. لم تكن المشكلة في الطلاء، بل في AISI 1045 لديه مقاومة منخفضة للتآكل. تسرب ضباب المياه المالحة من المحيط إلى الأنبوب من خلال خدوش صغيرة في الطلاء, والزيت الهيدروليكي (والتي تحتوي على كميات صغيرة من الرطوبة) تسارع التآكل.
لا يقتصر التآكل في الأنابيب الهيدروليكية على الصدأ فحسب، بل يتعلق أيضًا بالتنقر. التأليب صغير, ثقوب موضعية في جدار الأنابيب بسبب التآكل. تبدأ هذه الثقوب صغيرة, لكنها تنمو مع مرور الوقت, مما تسبب في نهاية المطاف في حدوث تسرب أو انفجار. لأنابيب الصلب الكربوني في البيئات المسببة للتآكل, يمكن أن يؤدي الحفر إلى تقليل عمر خدمة الأنبوب بنسبة 70-80%.
كان الإصلاح هنا هو استبدال AISI 1045 الأنابيب مع AISI 316 أنابيب الفولاذ المقاوم للصدأ. مثل 316 يحتوي على الموليبدينوم, مما يجعلها مقاومة للتآكل بالمياه المالحة. أضفنا أيضًا مادة مجففة إلى الزيت الهيدروليكي لإزالة الرطوبة, واستخدمنا طلاءًا مقاومًا للتآكل على الجدران الخارجية. بعد خمس سنوات, لا تزال هذه الأنابيب تعمل، ولا يوجد صدأ, لا تسرب, لا الفشل.
حتى, كيف يمكنك منع فشل عدم تطابق المواد? وإليك ما أفعله – في كل مرة:
-
احسب الحد الأدنى المطلوب لسمك الجدار باستخدام الصيغة أعلاه. استخدم أقصى ضغط تشغيل للنظام (ليس الضغط الاسمي - دائمًا ما يكون الحد الأقصى).
-
تحقق من درجة حرارة التشغيل. يمكن لمعظم الأنابيب الفولاذية المصقولة تحمل درجات حرارة تصل إلى 120 درجة مئوية, ولكن إذا كان نظامك يعمل بشكل أكثر سخونة (كما هو الحال في الأفران الصناعية), ستحتاج إلى سبيكة مقاومة للحرارة (مثل إيسي 4140 مع علاج هدأ).
-
تقييم البيئة. إذا كان هناك رطوبة, ملح, المواد الكيميائية, أو الغبار, اختر مادة مقاومة للتآكل (مثل 316 للمياه المالحة/المواد الكيميائية, مثل 4140 للتآكل الخفيف).
-
تحقق دائمًا من MTC. تأكد من أن المادة التي تحصل عليها هي ما تدعي الشركة المصنعة. لقد أرسل لي الموردين AISI 1020 (قوة الشد 420 الآلام والكروب الذهنية) بدلاً من AISI 1045، إذا لم أتحقق من MTC, كانت هذه الأنابيب ستفشل في غضون شهر.
يمكن تجنب عدم تطابق المواد. لا يستغرق الأمر سوى القليل من الوقت لإجراء العمليات الحسابية وفهم احتياجات نظامك. لا تتعجل - محفظتك (وسلامتك) سوف أشكرك.
2.2 جودة شحذ سيئة: عندما لا يكون السلس سلسًا بدرجة كافية
السبب الثاني الأكثر شيوعًا لفشل الأنابيب المصقولة هو ضعف جودة الشحذ. لقد رأيت أنابيب تبدو ناعمة من الخارج ولكنها خشنة, الأسطح الداخلية غير المستوية. لقد رأيت أنابيب ذات أنماط متقاطعة شديدة الانحدار, ضحلة جدا, أو غير متناسقة. لقد رأيت حتى الأنابيب التي تم شحذها بشكل سيء للغاية لدرجة أن الجدار الداخلي به أخاديد - كما لو أن شخصًا ما قام بتشغيل ملف أسفله.
يؤدي ضعف جودة الشحذ إلى مشكلتين رئيسيتين: تآكل الختم واضطراب السوائل. لنبدأ مع ارتداء الختم. كما ذكرت سابقا, تم تصميم الأختام للعمل بقيمة Ra محددة. إذا كان الشحذ ضعيفًا وكانت قيمة Ra مرتفعة جدًا (سطح خشن), سوف يرتدي الختم بسرعة. إذا كانت قيمة Ra منخفضة جدًا (على نحو سلس جدا), الختم لن يمسك, مما يؤدي إلى التسرب. لكن الأمر لا يقتصر على قيمة Ra فحسب، بل يتعلق أيضًا بثبات قيمة Ra. أنبوب يحتوي على Ra of 0.3 ميكرومتر في مكان واحد و 0.8 ميكرومتر في مكان آخر يكون سيئًا تمامًا مثل الأنبوب الذي يحتوي على Ra ثابت 0.8 ميكرومتر.
كان لدي عميل في شيكاغو كان يعاني من فشل الختم كل أسبوعين. كانوا يستخدمون AISI 4140 الأنابيب بسمك الجدار الصحيح, وكانت البيئة جافة ونظيفة، ولم تكن هناك مشاكل في التآكل. قمت بقياس قيمة Ra للأنابيب, واختلفت من 0.2 ميكرومتر ل 0.9 ميكرومتر على طول الأنبوب. كانت عملية الشحذ غير متناسقة, لذلك كانت بعض المناطق ناعمة جدًا وبعضها كان خشنًا جدًا. كانت الأختام تتآكل في المناطق الخشنة وتتسرب في المناطق الملساء.
كانت المشكلة في آلة الشحذ. كان المورد يستخدم القديم, آلة شحذ سيئة الصيانة بالحجارة الكاشطة البالية. لم تكن الحجارة تزيل المواد بالتساوي, مما يؤدي إلى تشطيب سطحي غير متناسق. لقد تحولنا إلى مورد مختلف يستخدم حديثًا, آلة شحذ يتم التحكم فيها بواسطة الكمبيوتر باستخدام أحجار كاشطة عالية الجودة. كان للأنابيب الجديدة رع ثابت يبلغ 0.3 ميكرومتر, وامتد عمر الختم من أسبوعين إلى ستة أشهر.
يعد اضطراب السوائل مشكلة أخرى ناجمة عن سوء جودة الشحذ. سلس, يسمح السطح الداخلي الثابت للسائل الهيدروليكي بالتدفق بالتساوي عبر الأنبوب. إذا كان السطح خشناً أو به أخاديد, سوف يحدث اضطراب في السائل، مما يؤدي إلى ارتفاع الضغط وتقليل كفاءة النظام. متأخر , بعد فوات الوقت, يمكن أن تؤدي ارتفاعات الضغط هذه إلى إضعاف جدران الأنابيب والتسبب في حدوث أعطال.
نمط الفتحة المتقاطعة أمر بالغ الأهمية هنا. الفتحة المتقاطعة (ويسمى أيضًا النمط العادي) يتم إنشاؤه عن طريق الدوران والتبادل لرأس الشحذ. الزاوية المثالية هي 30-45 درجة, كما ذكرت سابقا. تخلق هذه الزاوية "قنوات" صغيرة تحتفظ بالزيت الهيدروليكي, تشحيم الختم وتقليل الاحتكاك. إذا كانت الزاوية شديدة الانحدار (في الاعلى 45 درجات), القنوات ضيقة جدًا, ولا يحتفظون بما يكفي من النفط. إذا كانت الزاوية ضحلة جدًا (أقل 30 درجات), القنوات واسعة جدًا, ويمكن للختم أن يلتصق بالحواف, تسبب التآكل.
كيف يمكنك التحقق من ضعف جودة الشحذ? ها هي عمليتي:
-
قم بقياس قيمة Ra في ثلاث نقاط مختلفة على طول الأنبوب (بالقرب من القمة, الأوسط, وأسفل). يجب ألا يزيد الاختلاف عن ±0.1 ميكرومتر. إذا كان أكثر من ذلك, الشحذ غير متناسق.
-
تحقق من زاوية الفتحة المتقاطعة. استخدم المنقلة لقياس زاوية النموذج بالنسبة لمحور الأنبوب. يجب أن تكون 30-45 درجة.
-
فحص السطح الداخلي للأخاديد, الخدوش, أو تأليب. حتى الخدوش الصغيرة (أكثر من 0.5 ميكرومتر عميق) يمكن أن يسبب تآكل الختم. أستخدم المنظار للنظر داخل الأنبوب، وهي عبارة عن كاميرا صغيرة يمكن وضعها داخل الأنبوب وتظهر السطح الداخلي بوضوح.
شيء آخر يجب الانتباه إليه هو الإفراط في الشحذ. الإفراط في الشحذ هو عندما تقوم عملية الشحذ بإزالة الكثير من المواد, مما يجعل المعرف كبيرًا جدًا. يؤدي هذا إلى تناسب المكبس بشكل فضفاض, مما يؤدي إلى تسرب السوائل وانخفاض كفاءة النظام. لقد رأيت الأنابيب التي تم شحذها بشكل مفرط 0.1 مم - ما يكفي للتسبب في حدوث تسربات. الحل هنا هو التحقق من المعرف بعد الشحذ والتأكد من أنه ضمن التسامح المطلوب.
دراسة الحالة: فشل شحذ ضعيف في مصنع شيكاغو للتصنيع (2022)
كان أحد المصانع في شيكاغو يستخدم الأسطوانات الهيدروليكية لتحريك أحزمة النقل. كانت الأسطوانات تتعطل كل أسبوعين، وكانت الأختام تتسرب, وكانت الأحزمة الناقلة تتحرك بشكل غير متساو. وقد قام المصنع بفحص المواد (مثل 1045, والذي كان صحيحا بالنسبة لهم 25 نظام ميجا باسكال) وسمك الجدار (10 مم, والذي كان ضمن النطاق المطلوب). لم يتمكنوا من معرفة سبب فشل الأختام.
عندما وصلت, لقد قمت بقياس قيمة Ra للأنابيب المصقولة. تنوعت رع من 0.2 ميكرومتر ل 0.9 μm — طريقة غير متناسقة للغاية. لقد تحققت أيضًا من زاوية الفتحة المتقاطعة, الذي كان 55 درجات (شديد الانحدار). كان مورد الشحذ يستخدم آلة قديمة بالحجارة البالية, ولم يقوموا بمعايرتها بانتظام. كانت المناطق الخشنة للأنبوب تتآكل الأختام, ولم تكن زاوية الفتحة المتقاطعة شديدة الانحدار تحتفظ بما يكفي من الزيت لتليين الختم.
لقد تحولنا إلى مورد يستخدم آلة شحذ يتم التحكم فيها بواسطة الكمبيوتر. كان للأنابيب الجديدة رع ثابت يبلغ 0.3 ميكرومتر وزاوية الفتحة المتقاطعة 35 درجات. لقد قمنا أيضًا باستبدال الأختام (التي تم ارتداؤها بشكل لا يمكن إصلاحه) وأضفت زيتًا هيدروليكيًا عالي الجودة مع إضافات مضادة للتآكل. بدأت سيور النقل تتحرك بسلاسة, وزاد عمر الختم من أسبوعين إلى ستة أشهر. تم حفظ النبات $100,000 عام في استبدال الختم ووقت التوقف عن العمل.
الوجبات الجاهزة الرئيسية هنا هي: لا تفترض أن جميع الأنابيب المصقولة قد تم شحذها بشكل صحيح. افحص دائمًا تشطيب السطح, زاوية متقاطعة, وتسامح المعرف قبل تركيب الأنبوب. إذا كانت جودة الشحذ سيئة, أرسل الأنابيب مرة أخرى - حتى لو أدى ذلك إلى تأخير مشروعك. من الأفضل الانتظار بضعة أيام بدلاً من التعامل مع حالات الفشل لاحقًا. لقد رأيت الكثير من الفرق تسرع في التثبيت للوفاء بالموعد النهائي, فقط ليتعطل النظام بأكمله بعد أسبوع لأنهم تخطوا هذا الفحص. التسرع يوفر عليك بضعة أيام مقدمًا, لكنه يكلفك أسابيع من التوقف وآلافًا من الإصلاحات، ثق بي, هذه المقايضة لا تستحق العناء أبدًا.
هناك نقطة أخرى لا أرى ما يكفي من المهندسين يهتمون بها: تترك عملية الشحذ طبقة رقيقة من بقايا المواد الكاشطة داخل الأنبوب, حتى على تلك شحذ جيدا. قد تبدو هذه البقايا غير ذات أهمية, ولكن إذا لم تقم بتنظيفه قبل التثبيت, سوف يختلط مع الزيت الهيدروليكي, خدش الأختام, وتسريع التآكل على كل من المكبس والجدار الداخلي للأنبوب. أستخدم عملية تدفق بسيطة — تشغيل زيت هيدروليكي نظيف عبر الأنبوب بضغط منخفض لمدة تتراوح بين 5 و10 دقائق — قبل تركيبه. إنها خطوة سريعة, لكنها تضيف سنوات إلى عمر خدمة الأنبوب.
ولا تعتمد فقط على مراقبة الجودة لدى المورد. حتى الموردين ذوي السمعة الطيبة لديهم أيام عطلة. لقد عملت ذات مرة مع مورد في ولاية بنسلفانيا كان لديه 99% تصنيف الجودة - وحتى الآن, دفعة من 50 كانت الأنابيب المصقولة التي تلقيناها ذات زوايا متقاطعة غير متناسقة (بعض منخفضة مثل 25 درجات, البعض الآخر يصل إلى 50). لقد فاتها فريق مراقبة الجودة, لكننا اكتشفناها أثناء فحصنا المسبق للتثبيت. أرسلنا الدفعة مرة أخرى, وقاموا باستبدالها مجانًا، وهو أمر لم يكونوا ليفعلوه لو قمنا بتثبيتها أولاً ثم اشتكينا من الفشل.
تحتاج أيضًا إلى مراعاة حجم حبيبات أداة الشحذ. تستخدم معظم الأنابيب المصقولة أحجامًا من الحصى تتراوح بين 120 و240-120 للشحذ الخشن (لإزالة المواد الزائدة) و 240 لإنهاء شحذ (لتحقيق قيمة Ra المطلوبة). إذا كان المورد يستخدم حجم حبيبات خشن جدًا (مثل 80), سيكون للسطح الداخلي خدوش أعمق يصعب إزالتها, حتى مع الانتهاء من الشحذ. إذا استخدموا حجم الحبيبات فهذا جيد جدًا (مثل 320), تستغرق عملية الشحذ وقتًا أطول, زيادة التكاليف, وقد يكون السطح أملسًا جدًا (ر < 0.1 ميكرومتر) لقبضة الختم المناسبة. أسأل المورد دائمًا عن حجم الحبيبات المستخدمة وأتحقق من ذلك باستخدام عدسة مكبرة - يمكنك رؤية نمط الخدش بوضوح إذا كانت الحبيبات خاطئة.
شيء أخير بشأن شحذ الجودة: يعد الاتساق عبر طول الأنبوب بأكمله أكثر أهمية من القراءة المثالية في مكان واحد. لقد كان لدي أنابيب ذات قيمة Ra مثالية وزاوية فتحة متقاطعة في المنتصف, لكن بقع خشنة بالقرب من الأطراف (حيث يدخل رأس الشحذ ويخرج من الأنبوب). غالبًا ما تنتج هذه البقع الخشنة عن عدم محاذاة رأس الشحذ بشكل صحيح عند بدء العملية أو إيقافها. من السهل تفويتها إذا قمت بقياس المنتصف فقط, لكنها ستتسبب في تآكل الختم بنفس سرعة حدوث بقعة خشنة في المركز. ولهذا السبب أقوم دائمًا بقياس قيمة Ra عند ثلاث نقاط - بالقرب من كل طرف وفي المنتصف - وأتحقق من الزاوية المتقاطعة عند نفس النقاط. إذا كانت أي من هذه النقاط خارج المواصفات, يعود الأنبوب.
2.3 تآكل: القاتل الصامت للأنابيب الفولاذية المصقولة
لقد تطرقنا إلى التآكل سابقًا في حالة محطة توليد الكهرباء في فلوريدا, ولكنني بحاجة للتعمق أكثر، لأن التآكل هو القاتل الصامت. لا يحدث بين عشية وضحاها. انها تزحف ببطء, أكل الأنبوب من الداخل إلى الخارج, حتى يوم واحد, يتسرب الأنبوب أو ينفجر دون سابق إنذار. لقد رأيت أنظمة هيدروليكية تفشل بسبب التآكل الذي لم يلاحظه أحد لعدة أشهر، وهو تآكل كان من الممكن منعه بقليل من البصيرة.
ال 2025 تقرير الصناعة الهيدروليكية يضع التآكل في مكانه 21% من فشل الأنابيب شحذ, وهذا الرقم لم يتم الإبلاغ عنه. تشطب الكثير من الفرق التآكل على أنه "ضرر بيئي" أو "حظ سيء".,ولكن يمكن الوقاية منه دائمًا تقريبًا. تكمن المشكلة في أن معظم المهندسين لا يفكرون إلا في التآكل الخارجي، أي الصدأ الذي يمكنك رؤيته على السطح الخارجي للأنبوب. لكن التآكل الداخلي, النوع الذي يحدث داخل الأنبوب حيث لا يمكنك رؤيته, هو أكثر خطورة بكثير.
دعونا نحصل على شيء واحد في نصابه الصحيح: جميع الصدأ الصلب. حتى الفولاذ المقاوم للصدأ يمكن أن يتآكل في ظل الظروف المناسبة. الفرق هو مدى سرعة حدوث ذلك, وما إذا كنت تتخذ خطوات لإبطائه. يحدث التآكل في الأنابيب الفولاذية المصقولة عندما يتلامس الفولاذ مع الأكسجين والرطوبة، وهما أمران يكاد يكون من المستحيل تجنبهما في معظم الأنظمة الهيدروليكية. ولكن أضف الملوثات مثل الملح, المواد الكيميائية, أو حتى الأوساخ, ولديك وصفة لكارثة.
هناك ثلاثة أنواع رئيسية من التآكل الذي يؤثر على الأنابيب الفولاذية المصقولة في الأنظمة الهيدروليكية: تآكل موحد, تأليب التآكل, والتآكل الجلفاني. دعونا كسر كل واحد إلى أسفل, لماذا يحدث ذلك, وكيفية إيقافهم. سأقوم بإجراء دراسة حالة أخرى - هذه دراسة من مصنع كيميائي في تكساس - لأوضح لك مدى تكلفة التآكل عندما تتجاهله.
أول, تآكل موحد. هذا هو النوع الأكثر شيوعًا، وقد رأيته من قبل. إنه حتى, الصدأ البني المحمر الذي يغطي كامل سطح الأنبوب. يحدث التآكل الموحد عندما يتعرض سطح الأنبوب بأكمله للأكسجين والرطوبة. إنه يضعف جدار الأنبوب بالتساوي مع مرور الوقت, مما يقلل من قوة الشد ويؤدي في النهاية إلى حدوث تسربات. لأنابيب الصلب الكربوني, يمكن أن يؤدي التآكل المنتظم إلى تقليل سمك الجدار بمقدار 0.1-0.2 ملم سنويًا في البيئات الرطبة. قد لا يبدو هذا كثيرًا, ولكن إذا كان الأنبوب الخاص بك يبلغ سمك جداره 10 مم, هذا هو 50-100 سنة من عمر الخدمة - صحيح? خطأ. لأنه في الأنظمة الهيدروليكية, يعمل السائل الموجود داخل الأنبوب على تسريع عملية التآكل. التدفق المستمر للزيت الهيدروليكي, والتي غالبا ما تحتوي على كميات صغيرة من الرطوبة, يخلق احتكاكًا يزيل أي طبقة واقية, تعريض المزيد من الفولاذ للأكسجين.
لقد عملت على نظام هيدروليكي في أحد المستودعات في أتلانتا قبل بضع سنوات - كان الجو رطبًا, لا ملح, لا يوجد مواد كيميائية. يستخدم النظام AISI 1045 أنابيب الصلب الكربوني شحذ, ولم يفعل فريق الصيانة أي شيء لمنع التآكل. في غضون ثلاث سنوات, كانت الأنابيب تعاني من تآكل منتظم مما أدى إلى تقليل سمك الجدار بنسبة 100٪ 0.8 مم. يعمل النظام في 20 الآلام والكروب الذهنية, الذي كان أقل بقليل من الحد الأدنى الجديد لسمك الجدار. لكن في أحد أيام الصيف الحارة, عندما ارتفعت الرطوبة, انفجار الأنابيب. السبب? لقد أدى التآكل الموحد إلى إضعاف الجدار بما يكفي لأن الضغط كان أكثر من اللازم. كان الإصلاح بسيطًا: أضف مانع التآكل إلى الزيت الهيدروليكي وقم بطلاء الأنابيب الخارجية بطبقة مقاومة للتآكل. قمنا أيضًا باستبدال أنحف الأنابيب, واستمر النظام لمدة سبع سنوات أخرى دون مشاكل التآكل.
بالإضافة إلى ذلك, تأليب التآكل. هذا هو أخطر أنواع التآكل للأنابيب الفولاذية المصقولة. التأليب صغير, ثقوب موضعية في جدار الأنابيب - غالبًا ما تكون أقل من 1 ملم، ولكن يمكن أن تكون عميقة. على عكس التآكل الموحد, مما يضعف الأنابيب بالتساوي, يخلق التنقر نقاطًا ضعيفة يمكن أن تنفجر تحت الضغط دون سابق إنذار. يحدث التنقر بسبب التركيزات الموضعية للملوثات, مثل الملح أو المواد الكيميائية, التي تهاجم الفولاذ في مناطق صغيرة.
من الصعب اكتشاف الحفر لأن الثقوب صغيرة وغالبًا ما تكون مخفية داخل الأنبوب. لقد استخدمت المنظار لفحص الأنابيب التي تبدو مثالية من الخارج, فقط لتجد العشرات من الحفر الصغيرة بالداخل. أسوأ جزء? يمكن أن يبدأ التأليب في أقل من ستة أشهر في البيئات القاسية. فمثلا, في الأنظمة الهيدروليكية البحرية, يمكن أن يتسرب رذاذ المياه المالحة إلى الأنبوب من خلال خدوش صغيرة, ويعمل الملح كمحفز للتنقر.
دراسة الحالة: فشل التآكل في مصنع الكيماويات في تكساس (2021)
مصنع كيميائي في هيوستن, تكساس, كان لديهم نظام هيدروليكي يتحكم في الصمامات الموجودة في صهاريج تخزين المواد الكيميائية الخاصة بهم. يعمل النظام في 30 الآلام والكروب الذهنية, باستخدام AISI 4140 سبائك الصلب شحذ الأنابيب. يقع المصنع بالقرب من قناة هيوستن للسفن, لذلك امتلأ الهواء بضباب الملح وكميات صغيرة من الملوثات الكيميائية.
عرف فريق الصيانة أن التآكل كان مصدر قلق, لذلك قاموا بطلاء الأنابيب الخارجية بطبقة مقاومة للتآكل. لكنهم تجاهلوا التآكل الداخلي. بعد ثمانية أشهر من تثبيت النظام, انفجار أنبوب بالقرب من خزان يحتوي على حمض الكبريتيك. قام الأنبوب المنفجر برش الزيت الهيدروليكي على الخزان, مما تسبب في حريق صغير (لحسن الحظ, تم إغلاق الخزان, لذلك لم تتسرب أي مواد كيميائية). كان وقت التوقف عن العمل 72 ساعات, وبلغت التكلفة أكثر من 800 ألف دولار، بما في ذلك الإصلاحات, تنظيف البيئة, وخسر الإنتاج.
عندما فتشت الأنابيب الفاشلة, لقد وجدت العشرات من الحفر الصغيرة داخل الجدار، بعضها عميق 2 مم. لقد أدى التنقر إلى إضعاف الجدار إلى درجة أنه لم يعد قادرًا على التعامل معه 30 ضغط ميغاباسكال. لم تكن المشكلة في الطلاء الخارجي، بل في AISI 4140 خليط معدني, بينما قوي, لا يتمتع بمقاومة كافية للتآكل لمصنع كيميائي بالقرب من المياه المالحة. يحتوي الزيت الهيدروليكي أيضًا على كميات صغيرة من الرطوبة والملوثات الكيميائية التي أدت إلى تسريع عملية الحفر.
كان الإصلاح ذو شقين: أولاً, استبدلنا كل AISI 4140 الأنابيب مع AISI 316 أنابيب الفولاذ المقاوم للصدأ, وهي مقاومة لكل من المياه المالحة والتآكل الكيميائي. ثانيا, قمنا بتركيب نظام ترشيح لإزالة الملوثات من الزيت الهيدروليكي, وأضفنا مانع التآكل المصمم خصيصًا للبيئات الكيميائية. بدأنا أيضًا بفحص الجدران الداخلية للأنابيب كل ثلاثة أشهر باستخدام المنظار، وهو أمر لم يفعله فريق الصيانة من قبل.
بعد ثلاث سنوات, هذه الأنابيب ليس بها أي حفر. ينفق المصنع الآن حوالي $5,000 سنة على مثبطات التآكل وعمليات التفتيش - أقل بكثير من $800,000 لقد خسروا من هذا الفشل الوحيد.
النوع الثالث من التآكل هو التآكل الجلفاني. يحدث هذا عندما يتلامس معدنان مختلفان مع بعضهما البعض في وجود الرطوبة. فمثلا, إذا كان لديك أنبوب فولاذي مصقول متصل بوصلة نحاسية, سوف يتآكل الفولاذ بشكل أسرع لأن النحاس أكثر نبلاً (أقل عرضة للتآكل). الرطوبة بمثابة المنحل بالكهرباء, خلق تيار كهربائي صغير يعمل على تسريع التآكل في المعدن الأقل نبلا (الفولاذ).
أرى تآكلًا كلفانيًا طوال الوقت في الأنظمة الهيدروليكية القديمة. ستقوم الكثير من فرق الصيانة باستبدال التركيبات الفولاذية بتركيبات نحاسية لأنها أرخص أو أسهل في العثور عليها, لا يدركون أنهم يسرّعون عملية التآكل في الأنبوب المصقول. لقد عملت على نظام هيدروليكي في مزرعة في ولاية أيوا قبل بضع سنوات، حيث قاموا باستبدال التركيبات الفولاذية بأخرى نحاسية, وفي غضون عام, لقد تآكل الأنبوب المصقول المتصل بالتركيبات بشدة لدرجة أنه تسرب. كان الإصلاح بسيطًا: استبدل التركيبة النحاسية بتركيبة فولاذية من نفس مادة الأنبوب. لا مزيد من التآكل الجلفاني.
حتى, كيف يمكنك منع التآكل في الأنابيب الفولاذية المصقولة? ها هي عمليتي خطوة بخطوة, مرتكز على 18 سنوات من إصلاح الأعطال المتعلقة بالتآكل:
-
اختر المادة المناسبة للبيئة. هذه هي الخطوة الأكثر أهمية. إذا كنت في بيئة بحرية أو كيميائية, استخدم AISI 316 الفولاذ المقاوم للصدأ. إذا كنت في حالة خفيفة, بيئة جافة, مثل 1045 أو إيسي 4140 ستعمل - ولكنها تضيف الحماية من التآكل.
-
استخدم مثبطات التآكل في الزيت الهيدروليكي. مثبطات التآكل هي مواد كيميائية تشكل طبقة واقية رقيقة داخل الأنبوب, منع الأكسجين والرطوبة من ملامسة الفولاذ. أوصي باستخدام مثبط متوافق مع الزيت الهيدروليكي الخاص بك ومواد الأنابيب الخاصة بك - اطلب من المورد الخاص بك تقديم توصيات.
-
حافظ على الزيت الهيدروليكي نظيفًا وجافًا. الملوثات مثل الملح, الأوساخ, والرطوبة تسرع التآكل. تركيب نظام ترشيح عالي الجودة لإزالة الملوثات, واستخدم المجفف لإزالة الرطوبة من الزيت. أتحقق من محتوى الرطوبة في الزيت كل شهر، إذا كان أعلى من ذلك 0.1%, أقوم بتغيير المجفف وأضيف المزيد من المانع.
-
حماية السطح الخارجي للأنبوب. استخدم طلاءًا أو طلاءًا مقاومًا للتآكل على الجزء الخارجي من الأنبوب, خاصة إذا تعرضت للعناصر. تأكد من إزالة أي خدوش أو رقائق في الطلاء، فحتى الخدوش الصغيرة يمكن أن تسمح بدخول الرطوبة والأكسجين.
-
تجنب التآكل كلفاني. لا تخلط أبدًا معادن مختلفة في نظامك الهيدروليكي. إذا كان عليك توصيل معدنين مختلفين, استخدم وصلة عازلة لفصلها، فهذا يقطع التيار الكهربائي الذي يسبب التآكل الجلفاني.
-
فحص بانتظام. استخدم المنظار لفحص الجدران الداخلية للأنابيب كل 3-6 أشهر, اعتمادا على البيئة. ابحث عن الحفر, الصدأ, أو أي علامات أخرى للتآكل. إذا قبضت عليه في وقت مبكر, يمكنك تنظيف الأنبوب وإضافة المزيد من المانع، فلا داعي لاستبداله.
أريد أن أكرر هذا: يمكن الوقاية من التآكل. إنه ليس حظًا سيئًا. إنه فشل في التخطيط للبيئة التي يعمل فيها نظامك الهيدروليكي. محطة توليد الكهرباء في فلوريدا, مصنع تكساس للكيماويات, مزرعة أيوا - كان من الممكن تجنب كل حالات التآكل الخاصة بها مع القليل من التخطيط والصيانة المنتظمة.
نصيحة أخيرة: لا تبخل على مثبطات التآكل. لقد حاول بعض العملاء توفير المال باستخدام مثبط رخيص الثمن, فقط لفشل التآكل بعد بضعة أشهر. يكلف مثبط التآكل الجيد مبلغًا أكبر قليلاً مقدمًا, ولكنه يوفر عليك الآلاف من تكاليف استبدال الأنابيب ووقت التوقف عن العمل. ثق بي, إنه يستحق ذلك.
2.4 التثبيت غير السليم: حتى أفضل الأنابيب تفشل إذا تم تركيبها بشكل خاطئ
لقد تحدثنا عن عدم تطابق المواد, نوعية شحذ سيئة, والتآكل - ولكن هناك سببًا شائعًا آخر لفشل الأنابيب المصقول والذي غالبًا ما يتم تجاهله: تثبيت غير لائق. لقد رأيت العلامة التجارية الجديدة, تفشل الأنابيب المصقولة عالية الجودة خلال أيام بسبب تركيبها بشكل غير صحيح. إنه أمر محبط, لأنه يمكن تجنبه تماما.
ال 2025 تقرير الصناعة الهيدروليكية يضع التثبيت غير السليم في 12% من فشل الأنابيب شحذ, وهذا العدد آخذ في الازدياد. تسارع الكثير من فرق الصيانة خلال عملية التثبيت للوفاء بالمواعيد النهائية, قطع الزوايا التي في نهاية المطاف تكلفهم غاليا. لا يقتصر التثبيت على توصيل الأنبوب بالأسطوانة أو التركيب فحسب، بل يتعلق أيضًا بالتأكد من محاذاة الأنبوب بشكل صحيح, تشديد بشكل صحيح, ومحمي من التلف أثناء التثبيت.
لنبدأ بالاختلال. الأنابيب الفولاذية المصقولة هي مكونات دقيقة, ويجب أن تكون متوافقة تمامًا مع الأسطوانة الهيدروليكية وتركيباتها. إذا كان الأنبوب منحرفًا ولو قليلاً (فقط 0.5 درجات), فهو يخلق ضغطًا على جدار الأنبوب. متأخر , بعد فوات الوقت, يؤدي هذا الضغط إلى ثني الأنبوب, كسر, أو تسرب. لقد رأيت أنابيب غير محاذية لأن فريق التركيب استخدم مطرقة "لضبط" الأنبوب في مكانه - لا تفعل ذلك أبدًا. يطرق أنبوبًا مصقولًا ويثنيه, يضر السطح الداخلي, ويفسد دقة الأبعاد.
لقد عملت على رافعة هيدروليكية في المملكة العربية السعودية منذ بضع سنوات. قام فريق التثبيت بمحاذاة الأنبوب المصقول بشكل خاطئ بحوالي 0.7 درجة عند توصيله بالاسطوانة. فشل الأنبوب بعد فقط 300 ساعات من التشغيل - متشققة عند نقطة الاتصال مباشرة. السبب? أدى عدم المحاذاة إلى خلق ضغط على جدار الأنبوب في كل مرة تتحرك فيها الرافعة, حتى لم يعد الأنبوب قادرًا على تحمله بعد الآن. كان الإصلاح هو إعادة محاذاة الأنبوب باستخدام أداة محاذاة الليزر (ليس مطرقة) واستبدال الأنبوب المتصدع. قمنا أيضًا بتدريب فريق التثبيت على تقنيات المحاذاة المناسبة, وركضت الرافعة لأكثر من ذلك 2,000 ساعات دون أي مشاكل.
بالإضافة إلى ذلك, الإفراط في تشديد أو تشديد التركيبات. يتم توصيل الأنابيب الفولاذية المصقولة بالتجهيزات باستخدام وصلات ملولبة أو فلنجات. إذا قمت بإفراط في تشديد المناسب, حيث يمكنك إتلاف خيوط الأنبوب أو سحق جدار الأنبوب, خلق نقطة ضعف من شأنها أن تتسرب أو تنفجر. إذا قمت بتشديد التركيب, سوف يتسرب السائل الهيدروليكي, تقليل كفاءة النظام والسماح للملوثات بالدخول إلى الأنبوب (مما يسبب التآكل والتآكل).
أستخدم مفتاح عزم الدوران في كل مرة أقوم فيها بتثبيت أحد التركيبات - بدون استثناءات. تتطلب أحجام الأنابيب والمواد المختلفة إعدادات عزم دوران مختلفة. فمثلا, أ 50 مم إيسي 1045 تتطلب الأنابيب المصقولة ذات التركيبات الملولبة عزم دوران يتراوح بين 80-90 نيوتن متر. إذا شددت عليه 100 ن · م, سوف تلحق الضرر بالخيوط. إذا شددت عليه 70 ن · م, سوف يتسرب. أحتفظ بمخطط إعدادات عزم الدوران في صندوق الأدوات الخاص بي (تمامًا مثل مخطط التسامح الأبعاد) والرجوع إليه في كل مرة.
خطأ تثبيت آخر هو إتلاف الأنبوب أثناء التثبيت. تتميز الأنابيب الفولاذية المصقولة بسطح داخلي أملس يسهل خدشه. إذا قمت بسحب الأنبوب عبر الأرض, ضربها بالأدوات, أو أسقطه, يمكنك خدش السطح الداخلي (حتى لو لم تتمكن من رؤية الخدش من الخارج). ستؤدي هذه الخدوش إلى تآكل الأختام وتسبب اضطرابًا في السوائل, مما يؤدي إلى الفشل.
لقد رأيت فرق التركيب تسحب الأنابيب المصقولة عبر الأرضيات الخرسانية لتوفير الوقت. خدش الخرسانة السطح الداخلي, زيادة قيمة Ra والتسبب في تآكل الختم. الإصلاح هو حمل الأنابيب (أو استخدم عربة) وحماية الأطراف بأغطية بلاستيكية أثناء التثبيت. تمنع الأغطية الأوساخ والحطام من دخول الأنبوب وتحمي السطح الداخلي من الخدوش.
دراسة الحالة: موقع البناء في دبي فشل التثبيت غير السليم (2023)
كان أحد مواقع البناء في دبي يقوم بتركيب أسطوانات هيدروليكية لناطحة سحاب جديدة. كان الفريق يستخدم AISI عالي الجودة 4140 أنابيب شحذ (الصحيحة ل 50 نظام ميجا باسكال) مع جودة شحذ مناسبة وحماية من التآكل. ولكن في غضون أسبوع من التثبيت, فشلت ثلاثة أنابيب، وتسرب اثنان منها, واحد متصدع.
عندما تم استدعائي, لقد قمت بفحص الأنابيب الفاشلة ورأيت المشكلة على الفور. ارتكب فريق التثبيت ثلاثة أخطاء: أولاً, لقد قاموا بمحاذاة الأنابيب بشكل خاطئ 0.6 درجات (باستخدام مطرقة لضبطها); ثانيا, لقد قاموا بإفراط في تشديد التركيبات (باستخدام مفتاح الربط بدلاً من مفتاح عزم الدوران), إتلاف الخيوط; الثالث, لقد قاموا بسحب الأنابيب عبر الأرضية الخرسانية, خدش السطح الداخلي.
تسبب المحاذاة غير الصحيحة في الضغط على جدران الأنابيب, أدت التركيبات المفرطة في التشديد إلى خلق نقاط ضعف, وزادت الخدوش من تآكل الختم. أدى الجمع بين هذه الأخطاء الثلاثة إلى الفشل السريع.
كان الإصلاح هو استبدال الأنابيب الفاشلة, إعادة محاذاة النظام باستخدام أداة محاذاة الليزر, تدريب الفريق على استخدام مفاتيح عزم الدوران (مع الإعدادات الصحيحة), ويطلب منهم حمل الأنابيب واستخدام الأغطية البلاستيكية أثناء التركيب. قمنا أيضًا بفحص جميع الأنابيب التي تم تركيبها واستبدال ما بها من خدوش أو تلف في الخيوط. بعد ذلك, عملت الأسطوانات الهيدروليكية بسلاسة طوال مشروع البناء بأكمله 12 أشهر - دون فشل أنبوب واحد.

حتى, ما هو مفتاح التثبيت السليم? ابطئ. خذ وقتك. لا تتعجل للوفاء بالموعد النهائي إذا كان ذلك يعني اختصار الأمور. ها هي عملية التثبيت خطوة بخطوة:
-
فحص الأنابيب قبل التثبيت. تحقق من وجود خدوش, الخدوش, أو أي أضرار أخرى. قم بقياس قيمة Ra وتسامح المعرف للمرة الأخيرة للتأكد من أنها ضمن المواصفات.
-
تنظيف الأنبوب. اغسل الأنبوب بالزيت الهيدروليكي النظيف لإزالة أي بقايا كاشطة (تحدثنا عن هذا في وقت سابق). قم بتنظيف الخيوط أو أسطح الحافة لإزالة الأوساخ والحطام.
-
قم بمحاذاة الأنبوب بشكل مثالي. استخدم أداة محاذاة الليزر لضمان محاذاة الأنبوب مع الاسطوانة والتجهيزات. لا تستخدم أبدًا مطرقة لضبط الأنبوب، إذا كانت محاذاته بشكل غير صحيح, قم بتغيير موضع الأسطوانة أو التركيب بدلاً من ذلك.
-
تشديد التركيبات بشكل صحيح. استخدم مفتاح عزم الدوران المضبوط على عزم الدوران الصحيح لحجم الأنبوب والمواد. لا تبالغ في تشديد أو تشديد.
-
حماية الأنبوب أثناء التثبيت. احمل الأنبوب (لا تسحبه) واستخدمي الأغطية البلاستيكية لحماية الأطراف. تجنب ضرب الأنبوب بالأدوات أو إسقاطه.
-
اختبر النظام قبل تشغيله بكامل طاقته. قم بتشغيل النظام عند ضغط منخفض لمدة 30-60 دقيقة, التحقق من وجود تسربات, أصوات غير عادية, أو ارتفاع درجة الحرارة. إذا كان كل شيء يبدو جيدًا, قم بزيادة الضغط تدريجيًا إلى الحد الأقصى لضغط التشغيل ثم قم بالاختبار مرة أخرى.
التثبيت غير الصحيح هو خطأ يمكن لأي شخص أن يرتكبه، لكنه خطأ لا ينبغي لأحد أن يرتكبه. أفضل أنبوب مصقول في العالم سوف يفشل إذا تم تركيبه بشكل خاطئ. خذ الوقت الكافي للقيام بذلك بشكل صحيح, وستوفر على نفسك الكثير من الصداع (والمال) أسفل الطريق.
2.5 عوامل الفشل الأخرى: تلوث, درجة الحرارة المفرطة, والتعب
لقد قمنا بتغطية الأسباب الأربعة الرئيسية لفشل الأنابيب المصقولة، وهي عدم تطابق المواد, نوعية شحذ سيئة, تآكل, والتركيب غير السليم، وهذا ما يفسر 93% من كل الإخفاقات, وفقا ل 2025 تقرير الصناعة الهيدروليكية. ولكن هذا يترك 7% من الإخفاقات الناجمة عن عوامل أخرى - عوامل من السهل التغاضي عنها ولكنها مدمرة بنفس القدر. في مسيرتي, وقد تسببت هذه العوامل "الأخرى" في بعض حالات الفشل الأكثر إحباطا, لأنها ليست واضحة دائمًا. دعونا نحلل الاثنين الأكثر شيوعًا: التلوث ودرجة الحرارة الزائدة. سأتطرق أيضًا إلى التعب المادي, وضع فشل أقل شيوعًا ولكنه خطير يؤثر على الأنابيب في الأنظمة الهيدروليكية عالية الدورة.
أول, تلوث اشعاعى. التلوث هو أي مادة غريبة تدخل إلى النظام الهيدروليكي – الأوساخ, نشارة معدنية, تراب, حطام, حتى الماء أو الهواء. قد يبدو الأمر غير ضار, ولكن حتى جسيم صغير (صغيرة مثل 5 ميكرومتر) يمكن أن يسبب ضررًا كبيرًا للسطح الداخلي للأنبوب المصقول. إليكم السبب: يتدفق السائل الهيدروليكي عبر الأنبوب بسرعات عالية, وتعمل الملوثات مثل المواد الكاشطة, خدش الجدار الداخلي الأملس, زيادة قيمة Ra, وارتداء الأختام. متأخر , بعد فوات الوقت, تتعمق هذه الخدوش, خلق نقاط ضعف يمكن أن تؤدي إلى حدوث تسربات أو انفجار. يؤدي التلوث أيضًا إلى انسداد الصمامات والأسطوانات, زيادة ضغط النظام ووضع ضغط إضافي على الأنبوب.
أرى فشل التلوث في أغلب الأحيان في بيئات البناء والتعدين – القذرة, الأماكن المتربة حيث يصعب الحفاظ على نظافة النظام. لكنني رأيت ذلك أيضًا في إعدادات المصنع النظيفة, حيث تدخل كمية صغيرة من الحطام الناتج عن المضخة أو التركيبات البالية إلى السائل وتدور عبر الأنبوب. واحدة من أكثر حالات التلوث التي لا تنسى والتي قمت بإصلاحها كانت في موقع تعدين في أستراليا.
دراسة الحالة: فشل تلوث موقع التعدين الأسترالي (2022)
كانت إحدى شركات التعدين في غرب أستراليا تستخدم الأنظمة الهيدروليكية لتشغيل كسارات الخام لديها. استخدمت الأنظمة AISI عالي الجودة 4140 أنابيب شحذ, مثبتة بشكل صحيح, مع الحماية المناسبة من التآكل. ولكن في غضون ثلاثة أشهر من العملية, بدأت عدة أنابيب تتسرب, واستمرت الكسارات في الإغلاق. قام فريق الصيانة بفحص المواد, شحذ الجودة, والتثبيت — كلها كانت في المواصفات. لقد كانوا في حيرة من أمرهم.
عندما وصلت, أخذت عينة من الزيت الهيدروليكي وأرسلتها إلى المختبر لتحليلها. وكانت النتائج صادمة: احتوى الزيت على 100 جزيئات لكل ملليلتر أكبر من 10 ميكرومتر - في الغالب نشارة معدنية وأوساخ. المصدر? مضخة بالية كانت تطرح جزيئات معدنية في السائل. تم تداول هذه الجزيئات عبر الأنابيب المصقولة, خدش الجدران الداخلية وتآكل الأختام. كانت الخدوش صغيرة, لكنها كانت عميقة بما يكفي لتسبب تسربات عندما يرتفع ضغط النظام.
وكان الإصلاح ثلاثة أضعاف: أولاً, قمنا باستبدال المضخة البالية لوقف التلوث عند المصدر. ثانيا, قمنا بغسل النظام الهيدروليكي بالكامل بالزيت النظيف لإزالة جميع الملوثات الموجودة. ثالث, قمنا بترقية نظام الترشيح إلى أ 3 مرشح ميكرومتر (من الأصل 10 مرشح ميكرومتر) لالتقاط الجزيئات الصغيرة قبل أن تتمكن من الوصول إلى الأنابيب. بدأنا أيضًا في اختبار الزيت الهيدروليكي كل أسبوعين للتأكد من عدم وجود أي تلوث، وهو أمر لم يفعله الفريق من قبل.
بعد الإصلاح, ركضت الأنابيب لأكثر من ذلك 1,800 ساعات دون أي فشل. أنقذت شركة التعدين $120,000 في فترات التوقف واستبدال الأنابيب. الدرس هنا? التلوث قاتل صامت، لا يمكنك رؤيته دائمًا, ولكن هناك. اختبار الزيت المنتظم والترشيح المناسب غير قابل للتفاوض, مهما كانت بيئتك نظيفة.
العامل "الآخر" الشائع الثاني هو درجة الحرارة المفرطة. تم تصميم الأنابيب الفولاذية المصقولة لتعمل ضمن نطاق درجة حرارة محدد - عادةً -20 درجة مئوية إلى 120 درجة مئوية لمعظم أنواع الفولاذ الكربوني والسبائك. إذا تجاوزت درجة الحرارة هذا النطاق, تتغير خصائص المواد للأنبوب, مما يؤدي إلى الفشل. درجات الحرارة المرتفعة تضعف الفولاذ, مما يقلل من قوة الشد ويجعلها أكثر عرضة للانحناء, تكسير, أو انفجار. درجات الحرارة المنخفضة تجعل الفولاذ هشًا, زيادة خطر الكسر عند تعرض النظام للضغط.
لقد رأيت فشلًا مفرطًا في درجات الحرارة في سيناريوهين رئيسيين: أفران صناعية (حرارة عالية) ومرافق التخزين البارد (حرارة منخفضة). لنبدأ بدرجات الحرارة المرتفعة. قبل بضع سنوات, عملت على نظام هيدروليكي في مصنع للصلب في بيتسبرغ. يقع النظام بالقرب من الفرن, وغالبًا ما تصل درجة حرارة التشغيل إلى 140 درجة مئوية، وهي أعلى بكثير من الحد المسموح به لـ AISI وهو 120 درجة مئوية 4140 يتم استخدام الأنابيب شحذ.
في غضون ستة أشهر, بدأت الأنابيب تتشقق. ال درجة حرارة عالية قد أضعفت الصلب, وتسبب الضغط المستمر من النظام الهيدروليكي في انتشار الشقوق. كان الإصلاح هو استبدال AISI 4140 الأنابيب مع أنابيب الصلب سبائك مقاومة للحرارة (مثل 4340, خفف للتعامل مع ما يصل إلى 180 درجة مئوية) وتركيب نظام تبريد لتقليل درجة حرارة التشغيل. بعد ذلك, عملت الأنابيب لأكثر من أربع سنوات دون أي مشاكل.
درجات الحرارة المنخفضة هي مجرد مشكلة. لقد عملت على نظام هيدروليكي في منشأة للتخزين البارد في ولاية مينيسوتا, حيث تنخفض درجة الحرارة غالبًا إلى -30 درجة مئوية. يستخدم النظام AISI 1045 الأنابيب المصنوعة من الصلب الكربوني, والتي تصبح هشة تحت -20 درجة مئوية. ذات صباح شتوي, أنبوب مكسور عند تشغيل النظام - بدون تحذير, مجرد صدع عالٍ وتسرب زيت. كان الإصلاح هو استبدال AISI 1045 أنابيب مع أنابيب الصلب الكربوني ذات درجة الحرارة المنخفضة (مثل 1020, تم تعديله للتعامل مع -40 درجة مئوية) وعزل الأنابيب لحمايتها من البرودة الشديدة.
الوجبات الجاهزة الرئيسية مع درجة الحرارة: تحقق دائمًا من درجة حرارة تشغيل نظامك, واختر مادة الأنابيب التي يمكنها التعامل معها. لا تفترض أن الأنبوب القياسي سيعمل في درجات الحرارة المرتفعة أو البرودة الشديدة، فهو لن يفعل ذلك. وإذا كنت لا تستطيع تجنب درجات الحرارة القصوى, تركيب أنظمة التدفئة أو التبريد للحفاظ على الأنابيب ضمن نطاقها الآمن.
أخيرا, التعب المادي. يحدث فشل الكلال عندما يتعرض الأنبوب المصقول لدورات متكررة من الضغط والإجهاد، كما هو الحال في الأسطوانات الهيدروليكية التي تتحرك ذهابًا وإيابًا مئات أو آلاف المرات يوميًا. متأخر , بعد فوات الوقت, تؤدي هذه الدورات المتكررة إلى حدوث شقوق صغيرة في جدار الأنبوب, والتي تنمو بشكل أكبر حتى يفشل الأنبوب. من الصعب التنبؤ بفشل التعب, ولكنه شائع في الأنظمة عالية الدورة مثل السيور الناقلة, الأسلحة الروبوتية, والمكابس الهيدروليكية.
كان لدي عميل في ديترويت كان يستخدم المكابس الهيدروليكية لختم الأجزاء المعدنية - كل مكبس يتم تدويره 500 مرات في اليوم. يستخدم النظام AISI 4140 أنابيب شحذ, التي تقاوم التعب, ولكن بعد عامين, بدأت الأنابيب تتشقق. السبب? أدت دورات الضغط المتكررة إلى حدوث تشققات في جدران الأنابيب, مما أدى في النهاية إلى الفشل. كان الإصلاح هو استبدال الأنابيب بـ AISI 4340 أنابيب من الفولاذ الدمج (التي لديها مقاومة أفضل للتعب) وتقليل سرعة الدورة قليلاً لتقليل الضغط على الأنابيب. بدأنا أيضًا بفحص الأنابيب كل ستة أشهر بحثًا عن شقوق الإجهاد باستخدام جهاز اختبار الجسيمات المغناطيسية - تكتشف هذه الأداة الشقوق الصغيرة غير المرئية بالعين المجردة.
حتى, كيف يمكنك منع عوامل الفشل "الأخرى" هذه؟? ها هي قائمة المراجعة السريعة الخاصة بي:
-
منع التلوث: تثبيت مرشحات عالية الجودة (3-5 ميكرومتر) لالتقاط الجزيئات الصغيرة, اختبر الزيت الهيدروليكي كل 2-4 أسابيع بحثًا عن التلوث, واستبدال المكونات البالية (مضخات, توصيلات) قبل أن يلقيوا الحطام.
-
التحكم في درجة الحرارة: اختر مادة الأنابيب التي تتوافق مع نطاق درجة حرارة التشغيل لنظامك, تركيب أنظمة التدفئة/التبريد لدرجات الحرارة القصوى, وعزل الأنابيب للحفاظ على درجة حرارة ثابتة.
-
إدارة التعب: استخدم مواد مقاومة للتعب (مثل 4140, مثل 4340) لأنظمة الدورة العالية, تقليل سرعة الدورة إن أمكن, وفحص الأنابيب بانتظام بحثًا عن شقوق الكلال باستخدام اختبار الجسيمات المغناطيسية أو اختبار الموجات فوق الصوتية.
2.6 وضع كل ذلك معا: كيفية تشخيص وإصلاح أعطال الأنابيب المصقولة بسرعة
الآن, أنت تعرف الأسباب الرئيسية لفشل الأنابيب المصقولة وكيفية الوقاية منها. ولكن ماذا تفعل عندما يفشل الأنبوب? المفتاح هو تشخيص السبب الجذري بسرعة، حتى تتمكن من إصلاحه ومنع حدوثه مرة أخرى. لقد قمت بتطوير عملية تشخيص خطوة بخطوة على مر السنين مما ساعدني في تحديد سبب الفشل خلال ساعات, ليس أيام. دعونا نسير من خلال ذلك.
خطوة 1: افحص الأنبوب الفاشل بصريًا. ابدأ بالنظر إلى الجزء الخارجي من الأنبوب، هل توجد علامات تآكل, الخدوش, أو الانحناء? ثم, استخدم المنظار للنظر داخل الأنبوب، هل هناك خدوش, عدد معين من المنتجات المصنعة في ظل نفس شروط الخصائص المراد فحصها, أو الأخاديد? تحقق من الكسر أو نقطة التسرب: نظيفة, عادة ما يشير الكسر الناعم إلى فشل التعب أو الضغط الزائد. خشنة, عادة ما يشير الكسر المسنن إلى التآكل أو عدم تطابق المواد. عادة ما يشير التسرب بالقرب من التركيب إلى التثبيت غير الصحيح (اختلال أو الإفراط في تشديد).
خطوة 2: قياس أبعاد الأنبوب وتشطيب السطح. استخدم الفرجار لقياس المعرف, التطوير التنظيمي, وسمك الجدار - هل هم ضمن التسامح المطلوب? استخدم مقياس الملف الشخصي لقياس قيمة Ra، هل كانت مرتفعة جدًا؟, منخفض جدًا, أو غير متناسقة? تحقق من زاوية الفتحة المتقاطعة، هل كانت ضمن نطاق 30-45 درجة? إذا كانت الأبعاد أو تشطيب السطح خارج المواصفات, من المحتمل أن يكون الفشل بسبب سوء جودة الشحذ أو عدم تطابق المواد.
خطوة 3: تحليل السائل الهيدروليكي. أرسل عينة من الزيت الهيدروليكي إلى المختبر لتحليلها، هل هناك مستويات عالية من التلوث, رُطُوبَة, أو المواد الكيميائية? هل لزوجة الزيت مناسبة لدرجة حرارة التشغيل؟? إذا كان الزيت ملوثًا أو ذو لزوجة خاطئة, من المحتمل أن يكون الفشل بسبب التلوث أو درجة الحرارة الزائدة.
خطوة 4: تحقق من التثبيت. افحص وصلات التركيب - هل كانت مشدودة بشكل زائد أم غير مشدودة? استخدم أداة محاذاة الليزر للتحقق من محاذاة الأنبوب والأسطوانة - هل كانت محاذاة بشكل غير صحيح? تحقق من المكونات المحيطة - هل كانت هناك أي علامات تلف أثناء التثبيت (الخدوش, الخدوش)? إذا كان التثبيت خاطئا, من المحتمل أن يكون هذا هو السبب الجذري.
خطوة 5: التحقق من المادة. تحقق من MTC بحثًا عن الأنبوب الفاشل - هل كانت المادة صحيحة بالنسبة لضغط النظام, درجة الحرارة, والبيئة? استخدم مطيافًا محمولًا للتحقق من تركيبة المادة - هل أرسل المورد المادة الصحيحة? إذا كانت المادة خاطئة, كان الفشل بسبب عدم تطابق المواد.
خطوة 6: مراجعة ظروف تشغيل النظام. تحدث إلى فريق الصيانة - هل كان النظام يعمل عند ضغط أو درجة حرارة أعلى من المعتاد? هل كان هناك أي توقف أو استبدال للمكونات مؤخرًا? إذا كان النظام يعمل خارج حدود التصميم الخاصة به, من المحتمل أن يكون الفشل بسبب الضغط المفرط, درجة الحرارة المفرطة, أو التعب.
بمجرد تحديد السبب الجذري, الإصلاح عادة ما يكون واضحا. لكن تذكر: إصلاح الأنبوب الفاشل ليس كافيًا، بل تحتاج إلى إصلاح السبب الجذري. فمثلا, إذا كان الفشل بسبب التلوث, إن استبدال الأنبوب وعدم إصلاح نظام الترشيح لن يؤدي إلا إلى فشل آخر. إذا كان الفشل بسبب التثبيت غير السليم, سيؤدي استبدال الأنبوب وعدم تدريب الفريق على تقنيات التثبيت المناسبة إلى المزيد من الأعطال.
سأترككم مع قصة أخيرة تقودكم إلى هذا المنزل. قبل بضع سنوات, كان مصنع لتجهيز الأغذية في ولاية ويسكونسن يعاني من أعطال متكررة في الأنابيب كل شهر, قد يتسرب الأنبوب أو يتشقق. استمر فريق الصيانة في استبدال الأنابيب, لكن الإخفاقات استمرت في الحدوث. عندما تم استدعائي, لقد تابعت عملية التشخيص ووجدت السبب الجذري: كان المصنع يستخدم AISI 1045 أنابيب الصلب الكربوني في بيئة رطبة (بالقرب من محطة غسيل), وكان الزيت الهيدروليكي يحتوي على مستويات عالية من الرطوبة. وكانت الأعطال ناجمة عن التآكل، ولم يكن الفريق يستخدم مثبطات التآكل أو الترشيح المناسب.
لقد استبدلنا AISI 1045 الأنابيب مع AISI 316 أنابيب الفولاذ المقاوم للصدأ, إضافة مانع التآكل إلى الزيت الهيدروليكي, وقمت بتركيب مجفف لإزالة الرطوبة. وقمنا أيضًا بتدريب فريق الصيانة للتحقق من محتوى الرطوبة في الزيت كل شهر. بعد ذلك, لم يكن لدى المصنع أي أعطال في الأنابيب لأكثر من عامين. كان الفريق يعمل على إصلاح الأعراض (الأنبوب الفاشل) بدلا من السبب الجذري (التآكل من الرطوبة والمواد غير المناسبة).
خلاصة القول: من الممكن دائمًا الوقاية من أعطال الأنابيب المصقولة. تحدث عندما نقطع الزوايا, تخطي عمليات التفتيش, أو تجاهل المتطلبات الفريدة لأنظمتنا الهيدروليكية. من خلال فهم الأسباب الرئيسية للفشل, باتباع ممارسات الاختيار والتركيب المناسبة, وتشخيص الأعطال بسرعة, يمكنك الحفاظ على تشغيل النظام الهيدروليكي بسلاسة، مما يوفر الوقت, مال, والصداع.
3. خطوات عملية لاختيار الأنابيب الفولاذية المصقولة: عملية مجربة ميدانيًا
الآن بعد أن فهمت أساسيات الأنابيب الفولاذية المصقولة, المواصفات الرئيسية التي تهم, ولماذا تفشل الأنابيب, دعنا نصل إلى الجزء الأكثر أهمية: كيفية اختيار الأنبوب المناسب لنظامك الهيدروليكي. على مدى 18 سنوات في الميدان, لقد قمت بتحسين عملية مكونة من 7 خطوات تقضي على التخمين, يقلل من خطر الفشل, ويضمن حصولك على أنبوب مصمم خصيصًا لتطبيقك - بدون مصطلحات خيالية, لا تعقيد الأمور, مجرد واضحة, طريقة خطوة بخطوة تناسب كل نظام هيدروليكي, من مشغلات المصانع الصغيرة إلى منصات الحفر البحرية الثقيلة.
لا تعتمد هذه العملية على نظرية الكتب المدرسية، بل تعتمد على ما استخدمته لاختيار الأنابيب لمئات العملاء, مما يوفر لهم الآلاف من فترات التوقف والاستبدال. لقد استخدمته في مواقع البناء شديدة الحرارة في دبي, تجميد المصانع الألمانية, ومحطات توليد الطاقة المسببة للتآكل في فلوريدا, ولم يخذلني أبدًا. الهدف هنا بسيط: لتحويل "ماذا لو" إلى "نحن نعرف".,"حتى تتمكن من اختيار الأنبوب بثقة, مع العلم أنه سوف يلبي متطلبات النظام الخاص بك.
قبل أن نغوص, دعونا نضع قاعدة أساسية واحدة: لا تقم أبدًا باختيار أنبوب فولاذي مصقول بناءً على السعر أو التوفر فقط. من المغري اختيار الأنبوب الأرخص أو الأنبوب الموجود فيه مخزون اليوم, ولكن كما رأينا في دراسات حالة الفشل, سيكلفك هذا الاختصار أكثر بكثير على المدى الطويل. تم تصميم كل خطوة في هذه العملية للحفاظ على تركيزك على ما يهم: مطابقة الأنبوب لضغط النظام الخاص بك, درجة الحرارة, بيئة, واحتياجات الأداء.
أريد أيضًا التأكيد على أن هذه العملية متكررة، فقد تحتاج إلى الرجوع خطوة أو خطوتين إلى الوراء أثناء جمع المزيد من المعلومات, وهذا جيد. فمثلا, إذا قمت بحساب سمك الجدار المطلوب وأدركت أن المادة التي اخترتها في البداية ليست كافية, يمكنك تعديل اختيارك للمواد وإعادة الحساب. المرونة هي المفتاح هنا; لا يوجد أنبوب "مقاس واحد يناسب الجميع"., ولا يوجد ترتيب "مثالي" للعمليات - مجرد عملية تضمن عدم تفويت التفاصيل المهمة.
لنبدأ بالخطوة 1: جمع كل المعلومات الهامة حول النظام الهيدروليكي الخاص بك. لا يمكنك اختيار الأنبوب المناسب إذا كنت لا تعرف ما يواجهه.
3.1 خطوة 1: قم بتوثيق المعلمات الرئيسية للنظام الهيدروليكي لديك
الخطوة الأولى هي جمع كل التفاصيل الأساسية حول النظام الهيدروليكي الخاص بك - وهذا هو الأساس لاختيار الأنابيب الخاصة بك. أحمل معي دفترًا صغيرًا لكل وظيفة, وأملأ هذه المعلومات حتى قبل أن أنظر إلى الأنبوب. إنه يبقيني منظمًا ويضمن عدم تفويت أي شيء. إليك بالضبط ما تحتاج إلى توثيقه, بالإضافة إلى سبب أهمية كل التفاصيل:
-
الحد الأقصى لضغط التشغيل (الآلام والكروب الذهنية): هذه هي المعلمة الأكثر أهمية، وكل شيء آخر يتوقف على هذا. لا تستخدم الضغط الاسمي للنظام; استخدم الحد الأقصى من الضغط الذي ستصل إليه على الإطلاق, بما في ذلك ارتفاع الضغط. طفرات الضغط شائعة في الأنظمة الهيدروليكية (على سبيل المثال, عندما تصطدم الاسطوانة بالتوقف) ويمكن أن يكون أعلى بنسبة 20-30% من الضغط الاسمي. فمثلا, إذا كان الضغط الاسمي للنظام الخاص بك 35 الآلام والكروب الذهنية, الحد الأقصى للضغط قد يكون 45 MPa - وتحتاج إلى أنبوب يمكنه التعامل معه 45 الآلام والكروب الذهنية, لا 35. أستخدم مقياس الضغط لقياس الحد الأقصى للضغط على مدار 24 ساعة للحصول على قراءة دقيقة; لا تخمن هذا الرقم أبدًا.
-
نطاق درجة حرارة التشغيل (° C): قم بتوثيق الحد الأدنى والحد الأقصى لدرجات الحرارة التي سيتعرض لها الأنبوب, بما في ذلك درجة الحرارة المحيطة ودرجة حرارة السوائل. فمثلا, يمكن أن تكون درجة حرارة السائل في أنبوب في مصنع للصلب 130 درجة مئوية ودرجة الحرارة المحيطة 80 درجة مئوية, في حين أن الأنبوب الموجود في منشأة التخزين البارد قد تكون درجة حرارة السائل فيه 20 درجة مئوية ودرجة الحرارة المحيطة -30 درجة مئوية. يجب أن تكون مادة الأنبوب قادرة على التعامل مع هذا النطاق الكامل، تذكر, درجات الحرارة المرتفعة تضعف الفولاذ, ودرجات الحرارة المنخفضة تجعلها هشة.
-
نوع السائل الهيدروليكي: يؤثر نوع الزيت الهيدروليكي الذي تستخدمه على مادة الأنبوب ومقاومته للتآكل. فمثلا, تعتبر الزيوت الهيدروليكية الاصطناعية أكثر عدوانية من الزيوت المعدنية ويمكن أن تؤدي إلى تدهور بعض الطلاءات أو مواد الختم (أيّ, وفي المقابل, يؤثر على السطح الداخلي للأنبوب). السوائل الهيدروليكية جليكول الماء (المستخدمة في البيئات المعرضة للحرائق) تسبب تآكل الفولاذ الكربوني, لذلك ستحتاج إلى مادة مقاومة للتآكل مثل AISI 316 الفولاذ المقاوم للصدأ. توثيق لزوجة السائل, أيضًا، فالسوائل ذات اللزوجة العالية تخلق المزيد من الاحتكاك, والتي يمكن أن تزيد من التآكل على السطح الداخلي للأنبوب.
-
الظروف البيئية: قم بوصف البيئة التي سيتم تركيب الأنبوب فيها - فهذا يحدد متطلبات مقاومة التآكل. اسأل نفسك: هل هناك مياه مالحة (البيئة البحرية)? المواد الكيميائية (مصنع كيميائي)? رطوبة عالية (مستودع, المنطقة الساحلية)? الغبار أو الأوساخ (البناء, التعدين)? أشعة الشمس الشديدة (المنشآت الخارجية)? يؤثر كل عامل من هذه العوامل على المادة التي تختارها (على سبيل المثال, المياه المالحة = AISI 316, الغبار = الترشيح المناسب لمنع التلوث).
-
أبعاد الأنابيب (معرف, التطوير التنظيمي, طول): تحديد القطر الداخلي المطلوب (معرف), القطر الخارجي (التطوير التنظيمي), وطول الأنبوب. يتم تحديد المعرف حسب حجم الأسطوانة ومعدل تدفق السائل - فالمعرف الصغير جدًا سيسبب اضطرابًا في السوائل وارتفاعًا في الضغط, سيؤدي المعرف الكبير جدًا إلى إهدار الأموال وتقليل كفاءة النظام. غالبًا ما يتم تحديد OD من خلال التركيبات التي تستخدمها (يتم توحيد معظم التركيبات لتتناسب مع أحجام OD محددة). يجب قياس الطول بدقة - فإضافة طول إضافي قد يؤدي إلى اختلال المحاذاة, في حين أن الطول غير الكافي يمكن أن يسبب ضغطًا على الأنابيب والتجهيزات. أستخدم شريط القياس والفرجار للحصول على قياسات دقيقة; دائما قياس مرتين, قطع مرة واحدة (أو في هذه الحالة, اختر مرة واحدة).
-
معدل دورة النظام: إذا كان النظام الهيدروليكي الخاص بك عبارة عن نظام عالي الدورة (على سبيل المثال, مكبس هيدروليكي يدور 500 مرات في اليوم, أو الحزام الناقل الذي يعمل 24/7), ستحتاج إلى أنبوب يتمتع بمقاومة جيدة للتعب. أنظمة الدورة المنخفضة (على سبيل المثال, صمام يفتح ويغلق مرة واحدة في اليوم) يمكن استخدام المواد القياسية, لكن الأنظمة عالية الدورة تتطلب سبائك فولاذية مثل AISI 4140 أو إيسي 4340 لمنع فشل التعب.
-
نوع الختم: يحدد نوع الختم المستخدم في الأسطوانة قيمة Ra المطلوبة (الانتهاء من السطح) من الأنبوب. كما ناقشنا سابقا, البولي يوريثين (بو) تعمل الأختام بشكل أفضل مع Ra 0.2–0.4 ميكرومتر, بينما النتريل (NBR) يمكن للأختام التعامل مع Ra 0.4-0.8 ميكرومتر. إذا لم تطابق قيمة Ra مع نوع الختم, سوف تلبس الأختام بسرعة, مما يؤدي إلى حدوث تسربات وتلف الأنابيب. قم بتوثيق مواد الختم وتوصيات الشركة المصنعة لقيمة Ra.
دراسة الحالة: تجنب الأخطاء المكلفة من خلال التوثيق المناسب للمعلمات (2023)
شركة بناء في دالاس, تكساس, تم استبدال الأنابيب المصقولة في النظام الهيدروليكي للحفارة. الأنابيب السابقة قد فشلت بعد ذلك 6 الشهور, وأرادوا اختيار أنبوب أفضل. خطط فريق الصيانة في البداية لشراء نفس AISI 1045 أنابيب الصلب الكربوني التي استخدموها من قبل, لكنهم اتصلوا بي للتحقق مرة أخرى.
عندما سألت عن معلمات النظام الخاصة بهم, لقد أدركوا أنهم لم يوثقوها بشكل صحيح أبدًا. لقد خمنوا أن الحد الأقصى للضغط كان 35 الآلام والكروب الذهنية (الضغط الاسمي), ولكن عندما قمنا بقياسه, لقد وجدنا أقصى ضغط (بما في ذلك المسامير) كنت 50 الآلام والكروب الذهنية. كما أنهم لم يدركوا أن درجة حرارة السائل وصلت إلى 125 درجة مئوية (أعلى من حد 120 درجة مئوية لـ AISI 1045) وأن الحفارة تعمل في بيئة متربة ذات رطوبة عالية.
إذا ذهبوا مع AISI 1045 مرة أخرى, كان من الممكن أن تفشل الأنابيب في وقت أقل - على الأرجح 3-4 أشهر. في حين أن, استخدمنا المعلمات الموثقة لتحديد AISI 4140 أنابيب من الفولاذ الدمج (معالج بالحرارة ليتحمل درجة حرارة 130 درجة مئوية) مع 3 نظام الترشيح ميكرومتر (لمنع تلوث الغبار) ومثبط للتآكل (للرطوبة العالية). ركضت الأنابيب الجديدة لأكثر من ذلك 1,500 ساعات دون أي إخفاقات، مما أدى إلى إنقاذ الشركة $80,000 في فترات التوقف والاستبدال.
الدرس هنا: لا تخطي هذه الخطوة. يستغرق توثيق معلمات نظامك ساعة أو ساعتين, ولكنه يمكن أن يوفر عليك مئات الآلاف من الدولارات من الأخطاء المكلفة. أحتفظ بقالب من هذه المعلمات في دفتر الملاحظات الخاص بي, وأنا أملأها لكل عميل، ويجب عليك ذلك أيضًا.
3.2 خطوة 2: احسب الحد الأدنى المطلوب لسماكة الجدار
بمجرد توثيق معلمات النظام الخاص بك, والخطوة التالية هي حساب الحد الأدنى المطلوب لسمك الجدار للأنبوب المصقول. تضمن هذه الخطوة أن الأنبوب يمكنه التعامل مع أقصى ضغط تشغيل للنظام دون أن ينفجر - وهذا أمر غير قابل للتفاوض. كما ناقشنا في الفصل 2, صيغة الحد الأدنى لسماكة الجدار (مستمدة من معيار ASME B31.1) هو:
$$t = \\frac{P \\times D}{2 \\times S \\times E}$$
أين:
-
t = الحد الأدنى المطلوب لسمك الجدار (مم)
-
P = الحد الأقصى لضغط التشغيل (الآلام والكروب الذهنية) (من الخطوة 1)
-
D = القطر الخارجي للأنبوب (مم) (من الخطوة 1)
-
S = الإجهاد المسموح به لمادة الأنابيب (الآلام والكروب الذهنية) - عادة 1/4 من قوة الشد للمادة (راجع جدول خصائص المواد في الفصل 1.3)
-
E = الكفاءة المشتركة (للأنابيب شحذ سلس, ه = 1.0; للأنابيب الملحومة شحذ, ه = 0.85) – أوصي دائمًا باستخدام الأنابيب غير الملحومة للأنظمة الهيدروليكية, لأن الأنابيب الملحومة لها وصلات أضعف وأكثر عرضة للفشل.
دعونا نستعرض مثالًا حقيقيًا لإظهار كيفية عمل ذلك. لنفترض أن لديك نظامًا هيدروليكيًا يحتوي على المعلمات التالية (من الخطوة 1):
-
الحد الأقصى لضغط التشغيل (ص) = 50 الآلام والكروب الذهنية
-
القطر الخارجي المطلوب (د) = 80 مم
-
المواد المخططة = AISI 4140 خليط معدني (قوة الشد = 900 الآلام والكروب الذهنية, الإجهاد المسموح به S = 900 / 4 = 225 الآلام والكروب الذهنية)
-
نوع الأنبوب = سلس (ه = 1.0)
توصيل هذه الأرقام في الصيغة:
$$t = \\frac{50 \\مرات 80}{2 \\مرات 225 \\مرات 1.0} = \\frac{4000}{450} \\تقريبا 8.89 \\نص{ مم}$$
وهذا يعني أن الحد الأدنى المطلوب لسمك الجدار هو تقريبًا 8.89 مم. أنا دائما أقوم بالتقريب إلى الأقرب 0.5 ملم للسلامة – هكذا في هذه الحالة, سأختار أنبوبًا به 9.0 سمك الجدار مم. لا تقرب أبدًا; حتى أ 0.1 فرق ملم يمكن أن يجعل الأنبوب غير قادر على التعامل مع الضغط الأقصى.
مثال آخر: إذا كنت تستخدم AISI 1045 الكربون الصلب (قوة الشد = 650 الآلام والكروب الذهنية, س = 162.5 الآلام والكروب الذهنية) لنفس النظام (ف = 50 الآلام والكروب الذهنية, د = 80 مم, ه = 1.0):
$$t = \\frac{50 \\مرات 80}{2 \\مرات 162.5 \\مرات 1.0} = \\frac{4000}{325} \\تقريبا 12.31 \\نص{ مم}$$
هنا, الحد الأدنى لسمك الجدار هو 12.31 مم, لذلك اخترت أ 12.5 سمك الجدار مم. يوضح هذا السبب وراء كون اختيار المواد وحساب سمك الجدار يسيران جنبًا إلى جنب - فاختيار مادة أضعف يتطلب جدارًا أكثر سمكًا, وهو غالبًا ما يكون أكثر تكلفة من اختيار مادة أقوى ذات جدار أرق.
بعض النصائح الأساسية لهذه الخطوة:
-
استخدم دائمًا الحد الأقصى لضغط التشغيل, وليس الضغط الاسمي. إذا لم يكن لديك قراءة دقيقة, استأجر مقياسًا للضغط وقم بقياسه، فهذا يستحق الاستثمار.
-
استخدم الضغط الصحيح المسموح به (S) للمواد الخاصة بك. راجع جدول خصائص المواد في الفصل 1.3, أو تحقق من MTC الخاص بالشركة المصنعة لمعرفة قوة الشد الدقيقة.
-
قم بتقريب سمك الجدار إلى الأقرب 0.5 ملم للسلامة. من الأفضل أن يكون لديك جدار أكثر سمكًا قليلًا من جدار أرق قليلًا، وهذا يضيف هامشًا من الأمان في حالة ارتفاع الضغط أو التآكل غير المتوقع.
-
إذا كنت تستخدم الأنابيب الملحومة, تذكر أن تستخدم E = 0.85 (الكفاءة المشتركة). الأنابيب الملحومة أرخص, ولكنها تتطلب جدارًا أكثر سمكًا للتعامل مع نفس الضغط الذي تتعرض له الأنابيب غير الملحومة - بالنسبة لمعظم الأنظمة الهيدروليكية, سلس يستحق التكلفة الإضافية.
3.3 خطوة 3: حدد مادة الأنابيب المناسبة
الآن بعد أن حصلت على الحد الأدنى المطلوب لسماكة الجدار, حان الوقت لاختيار مادة الأنابيب. تدور هذه الخطوة حول مطابقة المادة لضغط نظامك, درجة الحرارة, بيئة, ونوع السائل - قمنا بتغطية خصائص المواد الرئيسية في الفصل 1.3, ولكن إليك كيفية تطبيق هذه المعرفة عمليًا.
أستخدم شجرة القرار لاختيار المادة المناسبة، فالأمر بسيط, من السهل المتابعة, ويضمن عدم تفويت أي عوامل حاسمة. وإليك كيف يعمل:
-
ابدأ بالضغط: استخدم الحد الأقصى لضغط التشغيل والحد الأدنى لسمك الجدار لتضييق نطاق خيارات المواد لديك. لأنظمة الضغط المنخفض (<16 الآلام والكروب الذهنية), مثل 1045 عادة ما يكون الفولاذ الكربوني كافيًا. لأنظمة الضغط المتوسط (16-35 ميجا باسكال), مثل 1045 (مع سمك الجدار المناسب) أو إيسي 4140 أعمال سبائك الصلب. لأنظمة الضغط العالي (35-70 ميجا باسكال), مثل 4140 مثالي. لأنظمة الضغط العالي للغاية (>70 الآلام والكروب الذهنية), استخدم AISI 4340 خليط معدني.
-
ضبط لدرجة الحرارة: إذا تجاوزت درجة حرارة تشغيل نظامك 120 درجة مئوية, ستحتاج إلى سبيكة مقاومة للحرارة (على سبيل المثال, مثل 4140 خفف للتعامل مع 130-150 درجة مئوية, أو إيسي 4340 لدرجات حرارة تصل إلى 180 درجة مئوية). إذا انخفضت درجة الحرارة إلى أقل من -20 درجة مئوية, استخدام مادة ذات درجة حرارة منخفضة (على سبيل المثال, مثل 1020 تعديل للبيئات الباردة, أو إيسي 316 الفولاذ المقاوم للصدأ, الذي يتعامل مع درجات الحرارة المنخفضة بشكل جيد).
-
حساب للتآكل: تقييم البيئة ونوع السائل لتحديد احتياجات مقاومة التآكل. إذا كنت في البحرية, المواد الكيميائية, أو بيئة عالية الرطوبة, أو باستخدام سائل أكال (على سبيل المثال, ماء جلايكول), اختر AISI 316 الفولاذ المقاوم للصدأ. إذا كنت في حالة جافة, بيئة معتدلة, الكربون الصلب (مثل 1045) أو سبيكة الصلب (مثل 4140) جيد، ولكن أضف الحماية من التآكل (مثبطات, طلاء).
-
النظر في معدل الدورة: للأنظمة ذات الدورة العالية (≥100 دورة في اليوم), اختر مادة ذات مقاومة جيدة للتعب (مثل 4140 أو إيسي 4340). يمكن للأنظمة ذات الدورة المنخفضة استخدام AISI 1045 أو إيسي 316 (إذا كان التآكل مصدر قلق).
-
تحقيق التوازن بين التكلفة والأداء: ستانلس ستيل (مثل 316) أغلى من الكربون أو سبائك الصلب, لكن الأمر يستحق ذلك إذا كان التآكل يشكل خطراً. خليط معدني (مثل 4140) أغلى من AISI 1045, ولكنه يتطلب جدارًا أرق لأنظمة الضغط العالي, والتي يمكن أن تعوض التكلفة. لا تختر مادة أرخص إذا كان ذلك يعني زيادة مخاطر الفشل - تذكر دراسة الحالة الخاصة بمصنع السيارات الألماني, حيث الادخار $200 تكلفة الأنبوب الواحد $576,000 في فترة التوقف.
دعونا نطبق شجرة القرار هذه على مثال حقيقي. لنفترض أن لديك نظامًا هيدروليكيًا يحتوي على المعلمات التالية:
-
أقصى ضغط = 40 الآلام والكروب الذهنية (الضغط العالي)
-
نطاق درجة الحرارة = -10 درجة مئوية إلى 110 درجة مئوية (نطاق معتدل)
-
البيئة = المنطقة الساحلية (ضباب المياه المالحة, رطوبة عالية)
-
السائل = الزيت الهيدروليكي المعدني (غير التآكل)
-
معدل الدورة = 50 دورات في اليوم الواحد (دورة منخفضة)
-
الحد الأدنى لسماكة الجدار (محسوب) = 10 مم (في حالة استخدام AISI 1045) أو 7 مم (في حالة استخدام AISI 4140) أو 12 مم (في حالة استخدام AISI 316)
عملية اتخاذ القرار:
-
الضغط: 40 الآلام والكروب الذهنية (الضغط العالي) → إيسي 4140 هو مرشح; مثل 1045 ممكن ولكنه يتطلب جدارًا أكثر سمكًا; مثل 316 ممكن ولكنه ليس ضروريًا للضغط وحده.
-
درجة حرارة: -10درجة مئوية إلى 110 درجة مئوية → جميع المواد الثلاث (مثل 1045, مثل 4140, مثل 316) يمكن التعامل مع هذا النطاق.
-
تآكل: المنطقة الساحلية (ضباب المياه المالحة, رطوبة عالية) → إيسي 1045 لديه مقاومة منخفضة للتآكل (سوف الصدأ بسرعة); مثل 4140 لديه مقاومة متوسطة للتآكل (سوف الصدأ مع مرور الوقت); مثل 316 لديه مقاومة عالية للتآكل (مثالية للمياه المالحة).
-
معدل الدورة: 50 دورات في اليوم الواحد (دورة منخفضة) → مقاومة التعب ليست مصدر قلق كبير.
-
التكلفة مقابل. أداء: مثل 316 أكثر تكلفة, لكنه سيمنع فشل التآكل. مثل 4140 مع مثبطات التآكل والطلاء أرخص من AISI 316 ولكنه يتطلب صيانة دورية (عمليات التفتيش, استبدال المانع). مثل 1045 أرخص ولكنه سيفشل بسرعة بسبب التآكل.
الاختيار النهائي: مثل 316 الفولاذ المقاوم للصدأ مع أ 12 سمك الجدار مم. في حين أنها أكثر تكلفة مقدما, فهو يزيل مخاطر التآكل ويتطلب صيانة أقل, توفير المال على المدى الطويل. بدلاً عن ذلك, إذا كانت الميزانية ضيقة, مثل 4140 مع طلاء مقاوم للتآكل, المانع للتآكل, وقد تنجح عمليات التفتيش الشهرية باستخدام المنظار، لكنها أكثر خطورة.
مثال آخر: نظام هيدروليكي في المناطق الجافة, مصنع داخلي بأقصى قدر من الضغط 25 الآلام والكروب الذهنية, درجة الحرارة 20-80 درجة مئوية, نوع السائل الزيوت المعدنية, معدل الدورة 200 دورات في اليوم الواحد.
عملية اتخاذ القرار:
-
الضغط: 25 الآلام والكروب الذهنية (الضغط المتوسط) → إيسي 1045 أو إيسي 4140.
-
درجة حرارة: 20-80 درجة مئوية ← كلتا المادتين تعملان.
-
تآكل: جاف, داخلي → لا يوجد خطر للتآكل; مثل 1045 على ما يرام.
-
معدل الدورة: 200 دورات في اليوم الواحد (دورة عالية) → إيسي 4140 لديه مقاومة أفضل للتعب من AISI 1045.
-
التكلفة مقابل. أداء: مثل 4140 أغلى قليلاً ولكنه يمنع فشل التعب.
الاختيار النهائي: مثل 4140 سبائك الصلب مع الحد الأدنى المحسوب لسمك الجدار (≈8 ملم, تقريب ما يصل إلى 8.5 مم).
نصيحة رئيسية لاختيار المواد: تحقق دائمًا من MTC (شهادة اختبار المواد) من المورد. يؤكد MTC التركيب الكيميائي للمادة وخواصها الميكانيكية - لا تقبل أبدًا أنبوبًا بدون MTC. لقد طلبت من الموردين إرسال AISI 1020 (أضعف) بدلا من AISI 1045, وكشفت MTC عن الاحتيال. إذا لم تكن متأكدًا من المادة, استخدم مطيافًا محمولًا للتحقق من التركيبة، وهو استثمار صغير يمنع حدوث حالات فشل كبيرة.
3.4 خطوة 4: حدد تشطيب السطح الصحيح (قيمة را) وزاوية الفتحة المتقاطعة
مع تحديد سمك المادة والجدار, والخطوة التالية هي تحديد الانتهاء من السطح (قيمة را) وزاوية الفتحة المتقاطعة - وهي ضرورية لأداء الختم وتدفق السوائل. كما غطينا في الفصل 1.1, يجب أن تتطابق قيمة Ra وزاوية الفتحة المتقاطعة مع نوع الختم ومتطلبات النظام.
إليك كيفية تحديد هذه المعلمات بشكل صحيح:
-
تحديد قيمة Ra المطلوبة بناءً على نوع الختم:البولي يوريثان (بو) الأختام (الأكثر شيوعا): را 0.2-0.4 ميكرومتر
-
النتريل (NBR) الأختام: را 0.4-0.8 ميكرومتر
-
الفلوروكربون (FKM) الأختام (درجة حرارة عالية, مقاومة للمواد الكيميائية): را 0.3-0.6 ميكرومتر
-
الأختام PTFE (منخفضة الاحتكاك): را 0.1-0.3 ميكرومتر
-
حدد زاوية الفتحة المتقاطعة: لمعظم التطبيقات الهيدروليكية, زاوية الفتحة المتقاطعة المثالية هي 30-45 درجة بالنسبة لمحور الأنبوب. تحتفظ هذه الزاوية بالزيت الهيدروليكي, تشحيم الختم وتقليل الاحتكاك. إذا كانت الزاوية شديدة الانحدار (>45 درجات), لا يحتفظ بكمية كافية من الزيت; إذا كانت ضحلة جدًا (<30 درجات), يمكن أن يمسك الختم بالحواف, تسبب التآكل. أحدد 35-40 درجة لمعظم الأنظمة، وهي منطقة وسطى آمنة.
-
تتطلب الاتساق: يجب أن تكون قيمة Ra متسقة عبر طول الأنبوب بالكامل، ويجب ألا يزيد الاختلاف عن ±0.1 ميكرومتر. فمثلا, إذا قمت بتحديد رع 0.3 ميكرومتر, يجب أن يقيس الأنبوب 0.2-0.4 ميكرومتر عند كل نقطة (بالقرب من كلا الطرفين والوسط). تؤدي قيم Ra غير المتسقة إلى تآكل وتسربات غير متساوية للختم.
-
تحديد حجم شحذ الحصى: لضمان قيمة Ra الصحيحة ونمط التظليل المتقاطع, تحديد حجم حصى أحجار الشحذ. لـ Ra 0.2–0.4 ميكرومتر, استخدم أحجارًا ذات 240 حبيبة رملية لشحذها (120-حصى لشحذ الخام). لـ Ra 0.4–0.8 ميكرومتر, استخدم أحجارًا ذات 180 حبيبة رملية لشحذها. وهذا يضمن أن يستخدم المورد الأدوات المناسبة لتحقيق اللمسة النهائية للسطح المطلوب.
دراسة الحالة: تؤدي قيمة Ra غير الصحيحة إلى فشل الختم (2022)
كان مصنع لتجهيز الأغذية في شيكاغو يستخدم أسطوانات هيدروليكية مع أختام PU لتشغيل آلات التعبئة والتغليف الخاصة به. لقد اختاروا AISI 316 أنابيب الفولاذ المقاوم للصدأ (الصحيح للرطب, بيئة تآكل) مع سمك الجدار الصحيح (10 مم) لهم 20 نظام ميجا باسكال. ولكن في غضون شهر, بدأت الأختام تتسرب كل أسبوع, كان عليهم استبدال 5-6 أختام, تكلف الآلاف في فترات التوقف وقطع الغيار.
عندما فتشت الأنابيب, لقد وجدت أن قيمة Ra كانت 0.1 ميكرومتر - ناعم للغاية بالنسبة لأختام PU. استخدم المورد أحجار شحذ ذات 320 حصى (بدلا من 240 حصى), إنشاء سطح أملس جدًا بحيث لا يمكن للأختام الإمساك به. لا يمكن للأختام الاحتفاظ بالزيت الهيدروليكي, مما يؤدي إلى التسرب والتآكل السريع.
كان الإصلاح بسيطًا: لقد طلبنا من المورد إعادة صقل الأنابيب بأحجار 240 حبيبة رملية, تحقيق قيمة Ra ثابتة لـ 0.3 ميكرومتر وزاوية فتحة متقاطعة قدرها 35 درجة. قمنا أيضًا باستبدال الأختام البالية بأختام PU جديدة. بعد ذلك, زادت مدة حياة الختم من أسبوع واحد إلى ستة أشهر، مما أدى إلى إنقاذ النبات $80,000 عام في استبدال الختم ووقت التوقف عن العمل.
الدرس هنا: لا تفترض أن المورد سيحصل على قيمة Ra بشكل صحيح - حددها بوضوح في طلبك, جنبا إلى جنب مع زاوية الفتحة المتقاطعة وحجم الحصى. قم دائمًا بقياس قيمة Ra باستخدام مقياس التعريف قبل تركيب الأنابيب; إذا كان خارج المواصفات, إعادتهم.
3.5 خطوة 5: تأكيد دقة الأبعاد (التحمل)
حتى لو قمت باختيار المادة المناسبة, سمك الجدار, والانتهاء من السطح, سوف يفشل الأنبوب ذو دقة الأبعاد الضعيفة. الأنابيب الفولاذية المصقولة هي مكونات دقيقة, وهويتهم, التطوير التنظيمي, سمك الجدار, ويجب أن يفي الاستقامة بالتفاوتات الصارمة لضمان التوافق مع الأسطوانة والتجهيزات.
إليك كيفية التأكد من دقة الأبعاد, باستخدام التفاوتات التي تناولناها في الفصل 1.2 (على أساس ISO 286-1:2025):
-
القطر الداخلي (معرف) تفاوت:الضغط المنخفض (<16 الآلام والكروب الذهنية): ± 0.03 ملم
-
الضغط المتوسط (16-35 ميجا باسكال): ± 0.02 ملم
-
ارتفاع الضغط (35-70 ميجا باسكال): ± 0.01 ملم
-
الضغط العالي جدًا (>70 الآلام والكروب الذهنية): ± 0.005 ملم
-
التسامح سمك الجدار:الضغط المنخفض (<16 الآلام والكروب الذهنية): ± 0.08 ملم
-
الضغط المتوسط (16-35 ميجا باسكال): ± 0.05 ملم
-
ارتفاع الضغط (35-70 ميجا باسكال): ± 0.03 ملم
-
الضغط العالي جدًا (>70 الآلام والكروب الذهنية): ± 0.02 ملم
-
التسامح الاستقامة: أقصى 0.1 مم/م لأنظمة الضغط العالي, 0.15 مم/م للضغط المتوسط, و 0.2 مم/م للضغط المنخفض. لقياس الاستقامة, ضع الأنبوب على سطح مستو واستخدم أداة محاذاة المسطرة أو الليزر للتحقق من الانحناء. أنبوب مثني فقط 0.2 مم/م سيؤدي إلى توقف المكبس بشكل متكرر.
-
القطر الخارجي (التطوير التنظيمي) تفاوت: عادةً ±0.05 مم لمعظم التطبيقات الهيدروليكية. يجب أن يتطابق القطر الخارجي مع التركيبات التي تستخدمها — إذا كان القطر الخارجي كبيرًا جدًا, التركيب لن ينزلق; إذا كان صغيرًا جدًا, لن يختم بشكل صحيح.
أحمل الفرجار المحمولة, ميكرومتر, وأداة محاذاة الليزر معي في كل وظيفة, وأتحقق من هذه التفاوتات لكل أنبوب قبل التثبيت. يستغرق الأمر من 5 إلى 10 دقائق لكل أنبوب, ولكنه يمنع الفشل الناجم عن ضعف دقة الأبعاد.
و الماء: نظام هيدروليكي عالي الضغط (50 الآلام والكروب الذهنية) يستخدم أنبوبًا مصقولًا بمعرف 100 مم, التطوير التنظيمي 120 مم, الطول 2 متر. يجب أن تكون التسامح:
-
معرف: ± 0.01 ملم, تفتق .010.01 مم
-
سمك الجدار: ± 0.03 ملم (الحد الأدنى المحسوب 8.89 مم, لذلك يجب أن يكون السُمك الفعلي 8.86-8.92 ملم)
-
الاستقامة: .20.2 ملم (0.1 مم/م × 2 م)
-
التطوير التنظيمي: ± 0.05 ملم (119.95-120.05 ملم)
إذا كان معرف الأنبوب يقيس 100.02 مم في الأعلى و 99.98 مم في الأسفل (تفاوت 0.04 مم), إنه خارج المواصفات ويجب رفضه. على الرغم من أن المعرف المتوسط صحيح, سيؤدي الاستدقاق إلى ربط المكبس.
3.6 خطوة 6: حدد موردًا حسن السمعة وتحقق من مراقبة الجودة
يمكنك أن تفعل كل شيء بشكل صحيح — معلمات المستند, حساب سمك الجدار, حدد المادة المناسبة وتشطيب السطح - ولكن إذا اخترت موردًا سيئًا, ستظل تحصل على أنبوب معيب. مراقبة الجودة للمورد (QC) تعد هذه العملية أمرًا بالغ الأهمية لضمان تلبية الأنبوب للمواصفات الخاصة بك.
فيما يلي كيفية اختيار مورد حسن السمعة والتحقق من مراقبة الجودة الخاصة به:
-
اسأل عن المراجع: لن يواجه المورد الجيد أي مشكلة في تقديم المراجع من العملاء في مجال عملك. اتصل بهذه المراجع واسأل عن تجربتهم: هل الأنابيب مطابقة للمواصفات؟? هل كانت هناك أي إخفاقات? ما مدى استجابة المورد للقضايا? لقد قمت ذات مرة بالاتصال بمرجع لأحد الموردين واكتشفت أنه يقوم دائمًا بتسليم الأنابيب ذات قيم Ra غير الصحيحة - مما أنقذني من خطأ مكلف.
-
التحقق من عملية مراقبة الجودة الخاصة بهم: اطلب من المورد شرح عملية مراقبة الجودة الخاصة به. هل يقيسون قيمة Ra وتفاوتات الأبعاد لكل أنبوب? هل يختبرون تكوين المواد (على سبيل المثال, باستخدام مطياف)? هل يوفرون MTC لكل دفعة? سيكون لدى المورد ذو السمعة الطيبة عملية موثقة لمراقبة الجودة وسيكون سعيدًا بمشاركتها معك. تجنب الموردين الذين لا يستطيعون شرح عملية مراقبة الجودة الخاصة بهم - فهم يختصرون الأمور.
-
طلب عينة: قبل أن يأمر دفعة كبيرة, اطلب عينة من الأنابيب. اختبار تكوين المواد في العينة, دقة الأبعاد, الانتهاء من السطح, وزاوية الفتحة المتقاطعة. إذا كانت العينة لا تلبي المواصفات الخاصة بك, لا تطلب من هذا المورد. من الأفضل أن تدفع مقابل العينة بدلاً من الحصول على مجموعة من الأنابيب المعيبة.
-
التحقق من شركات تحويل الأموال (MTCs).: لكل دفعة من الأنابيب, اطلب شهادة اختبار المواد (MTC) الذي يطابق رقم الدفعة على الأنابيب. ينبغي أن تشمل MTC: التركيب الكيميائي, قوة الشد, مقاومة الخضوع, وأي معالجة حرارية مطبقة. قم بالتحقق من MTC من خلال اختباراتك الخاصة (على سبيل المثال, باستخدام مطياف للتحقق من تركيب المواد) إذا كان لديك أي شكوك.
-
التحقق من المهل الزمنية وخدمة العملاء: سيكون للمورد الجيد فترات زمنية معقولة (2– 4 أسابيع للأنابيب القياسية, 4-6 أسابيع للأنابيب المخصصة) وخدمة العملاء سريعة الاستجابة. إذا كان لديك مشكلة مع الأنابيب, يجب عليهم حلها بسرعة (على سبيل المثال, استبدال الأنابيب المعيبة مجانا). تجنب الموردين الذين لديهم مهل زمنية طويلة أو خدمة العملاء غير المستجيبة - فأنت لا تريد الانتظار لأسابيع حتى يتم استبدال الأنبوب عندما يكون نظامك معطلاً.
دراسة الحالة: يؤدي اختيار المورد الخطأ إلى تأخيرات مكلفة (2021)
مطلوب شركة تعدين في أستراليا 50 شحذ الأنابيب لأنظمتها الهيدروليكية ذات الضغط العالي (60 الآلام والكروب الذهنية). لقد اختاروا موردًا رخيصًا بدون مراجع, معتقدين أنهم سيوفرون المال. وعد المورد بمهلة مدتها أسبوعين, لكن الأنابيب وصلت 4 متأخرا بأسابيع - وعندما قامت شركة التعدين بتفتيشهم, وجدوا:
-
المواد: مثل 1045 بدلا من AISI المطلوبة 4140 (التحقق منها عن طريق مطياف)
-
قيمة را: 0.8 μm بدلاً من المحدد 0.3 ميكرومتر
-
التسامح معرف: ±0.02 مم بدلاً من ±0.01 مم
واضطرت شركة التعدين إلى إعادة الأنابيب, ورفض المورد رد أمواله، وكان عليهم الطلب من مورد حسن السمعة, الذي أخذ آخر 4 أسابيع. إجمالي وقت التوقف عن العمل: 8 أسابيع. التكلفة الإجمالية: $400,000 (الإنتاج المفقود, إعادة ترتيب التكاليف, الشحن السريع).
إذا كانوا قد أخذوا الوقت الكافي للتحقق من المراجع, التحقق من عملية مراقبة الجودة للمورد, وطلب عينة, وكان بإمكانهم تجنب هذه الكارثة. الدرس: لا تختار موردًا يعتمد فقط على السعر، بل اختر موردًا يتمتع بسجل حافل من الجودة والموثوقية.
3.7 خطوة 7: التفتيش والتحضير قبل التثبيت
لقد حددت الأنبوب الصحيح, استلمتها من مورد حسن السمعة, وتحققت من جميع المواصفات، لكن مهمتك لم تنته بعد. الخطوة الأخيرة قبل التثبيت هي فحص الأنبوب للمرة الأخيرة وإعداده للتثبيت. تضمن هذه الخطوة اكتشاف أي ضرر قد يحدث أثناء الشحن وإعداد الأنبوب لتحقيق الأداء الأمثل.
إليك قائمة التحقق الخاصة بالتثبيت المسبق:
-
الفحص البصري: افحص الأنبوب بحثًا عن أي ضرر واضح — خدوش, الخدوش, الانحناء, أو الصدأ. حتى الانبعاج الصغير يمكن أن يضعف جدار الأنبوب, وقد يؤدي وجود خدش على السطح الداخلي إلى تآكل الختم. إذا تم شحن الأنبوب بأغطية بلاستيكية على الأطراف, قم بإزالتها وتحقق من وجود أوساخ أو حطام داخل الأنبوب.
-
إعادة التحقق من المواصفات الرئيسية: قياس قيمة Ra, معرف, سمك الجدار, والاستقامة مرة أخيرة. قد يؤدي الشحن في بعض الأحيان إلى إتلاف الأنبوب (على سبيل المثال, الانحناء, خدش), لذلك من المهم التأكد من أن المواصفات لا تزال سليمة.
-
تنظيف الأنابيب: اغسل الأنبوب بالزيت الهيدروليكي النظيف (مطابقة الزيت في نظامك) عند الضغط المنخفض (5-10 ميجا باسكال) لمدة 5-10 دقائق. يؤدي هذا إلى إزالة أي بقايا كاشطة من عملية الشحذ أو حطام من الشحن. حتى كمية صغيرة من البقايا يمكن أن تخدش الأختام والسطح الداخلي للأنبوب. أستخدم أداة تنظيف محمولة لهذا الغرض، فهي سريعة وفعالة.
-
تنظيف المواضيع / التجهيزات: إذا كان الأنبوب يحتوي على نهايات أو حواف ملولبة, قم بتنظيفها باستخدام فرشاة سلكية أو قطعة قماش لإزالة الأوساخ, حطام, أو الصدأ. يمكن أن تتسبب الخيوط المتسخة في حدوث تسربات أو تلف التركيب أثناء التثبيت.
-
تطبيق مركب مضاد للاستيلاء (إذا لزم الأمر): للاتصالات مترابطة, ضع كمية صغيرة من مركب مضاد للاستيلاء على الخيوط (تجنب الحصول عليه داخل الأنبوب). هذا يمنع الخيوط من الاستيلاء (الشائكة) أثناء التثبيت والإزالة, ويساعد على إنشاء ختم محكم. استخدم مركبًا متوافقًا مع السائل الهيدروليكي الخاص بك - اطلب من المورد الخاص بك تقديم توصيات.
-
حماية الأنابيب أثناء التثبيت: حافظ على نظافة الأنبوب وحمايته أثناء التثبيت، ولا تسحبه عبر الأرض, ضربها بالأدوات, أو أسقطه. استخدم عربة لنقل الأنابيب, وحافظ على تغطية الأطراف حتى تصبح جاهزًا لتوصيلها بالأسطوانة أو التركيب. وهذا يمنع الخدوش والحطام من دخول الأنبوب.
بمجرد الانتهاء من قائمة التحقق هذه, الأنبوب جاهز للتثبيت. تذكر أن تتبع عملية التثبيت المناسبة التي تناولناها في الفصل 2.4: محاذاة الأنبوب تماما (لا يطرق), تشديد التجهيزات مع وجع عزم الدوران, واختبار النظام قبل التشغيل الكامل.
الملاحظة النهائية: تم تصميم هذه العملية المكونة من 7 خطوات لتكون مرنة - وتكيفها مع نظامك وتطبيقك المحدد. كل نظام هيدروليكي فريد من نوعه, وستكون هناك أوقات تحتاج فيها إلى تعديل الخطوة (على سبيل المثال, اختيار مادة مخصصة لدرجات الحرارة القصوى). ولكن إذا اتبعت هذه الخطوات, عليك القضاء 99% من التخمين واختيار أنبوب فولاذي مصقول يمكن الاعتماد عليه, متين, ومصممة حسب احتياجاتك.

على مر السنين, لقد رأيت عددًا لا يحصى من المهندسين يتخطون خطوات في هذه العملية، ويختصرون الوقت لتوفير الوقت أو المال، فقط للتعامل مع حالات الفشل المكلفة. لا تكن واحدا منهم. خذ الوقت الكافي لتوثيق المعلمات الخاصة بك, حساب سمك الجدار, حدد المادة المناسبة والانتهاء من السطح, التحقق من دقة الأبعاد, اختر موردًا حسن السمعة, وإعداد الأنابيب للتثبيت. إنه استثمار صغير للوقت مقدمًا سيوفر لك الآلاف من أوقات التوقف عن العمل, البدائل, والصداع على الطريق.
4. أخطاء الاختيار الشائعة التي يجب تجنبها + نصائح الصيانة العملية
حتى مع عملية الاختيار خطوة بخطوة أعلاه, لا يزال المهندسون يقعون في الفخاخ التي يمكن تجنبها عند اختيار الأنابيب الفولاذية المصقولة، والعديد منهم يتجاهلون الصيانة المناسبة, مما يقلل من عمر خدمة الأنابيب بشكل كبير. في هذا الفصل, سأقوم بتفصيل أخطاء الاختيار الأكثر شيوعًا التي رأيتها (وثابتة) على 18 سنوات, جنبًا إلى جنب مع نصائح الصيانة المثبتة ميدانيًا للحفاظ على تشغيل الأنابيب المصقولة بسلاسة لسنوات. هذه النصائح ليست مجرد نظرية، فهي مستمدة من نفس دراسات حالة الفشل التي قمنا بتغطيتها, مصممة لمساعدتك على تجنب تكرار نفس الأخطاء المكلفة.
4.1 قمة 5 أخطاء الاختيار (وكيفية التوجيه بوضوح)
أخطاء الاختيار هي السبب الجذري 60% من حالات فشل الأنابيب الحادة التي واجهتها - والتي كان من الممكن تجنب معظمها مع القليل من الاهتمام الإضافي بالتفاصيل. دعونا نحلل الأكثر شيوعًا, لماذا يحدث ذلك, وكيفية الوقاية منها.
خطأ 1: اختيار الأنابيب على أساس السعر, ليس الأداء

وهذا هو الخطأ الأكثر شيوعاً إلى حد بعيد. غالبًا ما يختار المهندسون وفرق المشتريات أرخص الأنابيب المتاحة, تجاهل المواصفات الهامة مثل المواد, الانتهاء من السطح, والتفاوتات. كما رأينا في دراسة حالة مصنع السيارات الألماني, توفير $200 يمكن أن يكلف كل أنبوب أكثر من ذلك $500,000 في فترات التوقف والإصلاح.
لماذا هو خطير: غالبًا ما تستخدم الأنابيب الرخيصة مواد أقل جودة (على سبيل المثال, مثل 1020 بدلا من AISI 1045), نوعية شحذ سيئة (قيم Ra غير متناسقة, زوايا متقاطعة غير صحيحة), والتسامح فضفاضة. تتعطل هذه الأنابيب بسرعة — عادةً خلال 3 إلى 6 أشهر — ويمكن أن تلحق الضرر بمكونات النظام الأخرى (الأختام, اسطوانات, مضخات) في هذه العملية.
كيفية تجنب ذلك: إعطاء الأولوية للتكلفة الإجمالية للملكية (التكلفة الإجمالية للملكية), ليس السعر مقدما. سوف يستمر الأنبوب الأغلى قليلاً والذي يلبي جميع المواصفات الخاصة بك لمدة أطول من 3 إلى 5 مرات, مما يوفر لك المال في عمليات الاستبدال ووقت التوقف عن العمل. استخدم عملية الاختيار المكونة من 7 خطوات لتحديد متطلباتك أولاً, ثم قارن الموردين على أساس الجودة (ليس فقط التكلفة). اطلب من الموردين تفاصيل التكلفة الإجمالية للملكية - وسيسعد معظمهم بتقديم واحدة لتبرير أسعارهم.
خطأ 2: تجاهل طفرات الضغط عند حساب سمك الجدار
يستخدم العديد من المهندسين الضغط الاسمي للنظام (الضغط الذي يعمل به في معظم الأوقات) لحساب سمك الجدار, بدلا من الضغط الأقصى (بما في ذلك المسامير). تعتبر طفرات الضغط شائعة في الأنظمة الهيدروليكية، والتي تنتج عن التوقف المفاجئ, إغلاق الصمامات, أو تأثيرات الأسطوانة - ويمكن أن تكون أعلى بنسبة 20-30% من الضغط الاسمي.
لماذا هو خطير: سيكون الأنبوب ذو الحجم المناسب للضغط الاسمي رقيقًا جدًا بحيث لا يمكنه التعامل مع المسامير, مما يؤدي إلى التمدد, إضعاف, والانفجار في نهاية المطاف. لقد رأيت هذا يحدث في موقع بناء في دبي, حيث حجم الأنبوب ل 35 الآلام والكروب الذهنية (اسمى، صورى شكلى، بالاسم فقط) فشل عندما وصل ارتفاع الضغط 45 ميجا باسكال - فقط 2 أسابيع بعد التثبيت.
كيفية تجنب ذلك: قياس الضغط الأقصى للنظام (بما في ذلك المسامير) باستخدام مقياس الضغط على مدى 24 ساعة. إذا لم تتمكن من قياسه, أضف أ 25% هامش الأمان للضغط الاسمي عند حساب سمك الجدار. فمثلا, إذا كان الضغط الاسمي 40 الآلام والكروب الذهنية, استعمال 50 MPa لحساباتك. وهذا يضيف مخزنًا مؤقتًا مهمًا للارتفاعات.
خطأ 3: عدم تطابق الانتهاء من السطح (قيمة را) لنوع الختم
غالبًا ما يحدد المهندسون قيمة Ra عامة (على سبيل المثال, 0.5 ميكرومتر) دون التحقق مما إذا كان متوافقًا مع نوع الختم الخاص بهم. كما رأينا في دراسة الحالة الخاصة بمصنع معالجة الأغذية في شيكاغو, سطح أملس للغاية (ر < 0.2 ميكرومتر) لأختام PU تسبب تسربات, في حين أن السطح خشن للغاية (ر > 0.8 ميكرومتر) يسبب تآكل الختم السريع.
لماذا هو خطير: تؤدي قيم Ra غير المتطابقة إلى تقليل عمر الختم بنسبة 70-80%, مما يؤدي إلى تسربات متكررة وتوقف غير مخطط له. كما أنه يزيد من الاحتكاك بين الختم والأنبوب, مما قد يؤدي إلى ارتفاع درجة حرارة السائل وإتلاف الأسطوانة.
كيفية تجنب ذلك: تحقق دائمًا من توصيات الشركة المصنعة للختم الخاص بك لمعرفة قيمة Ra. احتفظ بمخطط مرجعي سريع في متناول يديك:
-
بو (البولي يوريثان) الأختام: را 0.2-0.4 ميكرومتر
-
NBR (النتريل) الأختام: را 0.4-0.8 ميكرومتر
-
FKM (الفلوروكربون) الأختام: را 0.3-0.6 ميكرومتر
-
بتف (تترافلوروإيثيلين) الأختام: را 0.1-0.3 ميكرومتر
حدد قيمة Ra هذه بوضوح للمورد الخاص بك, وقياسه باستخدام ملف التعريف قبل التثبيت.
خطأ 4: التغاضي عن مقاومة التآكل في البيئات "الخفيفة".
يفترض العديد من المهندسين أن الكربون الصلب (مثل 1045) يكفي للبيئات "المعتدلة". (على سبيل المثال, مستودعات داخلية), ولكن حتى الكميات الصغيرة من الرطوبة أو الرطوبة يمكن أن تسبب التآكل بمرور الوقت. لقد رأيت أنابيب من الصلب الكربوني تتآكل في المستودعات الجافة ذات الرطوبة العالية، وقد حدث عطل بداخلها 2 سنوات, بدلاً من المتوقع 5-7.
لماذا هو خطير: التآكل يضعف جدار الأنابيب, يخلق تأليب, ويقلل من قوة الشد. غالبًا ما يكون غير مرئي من الخارج, لذلك يمكن أن يسبب فشل مفاجئ دون سابق إنذار.
كيفية تجنب ذلك: تقييم مخاطر التآكل حتى في البيئات المعتدلة. إذا زادت الرطوبة النسبية 60%, أو إذا كان النظام يستخدم سائل الماء والجليكول, إضافة الحماية من التآكل:
-
استخدم مثبطات التآكل في الزيت الهيدروليكي (اختر واحدًا متوافقًا مع مادة الأنابيب الخاصة بك).
-
ضع طبقة مقاومة للتآكل على السطح الخارجي للأنبوب.
-
للحصول على موثوقية طويلة الأمد, النظر في AISI 4140 خليط معدني (مقاومة التآكل المتوسطة) بدلا من AISI 1045.
خطأ 5: على افتراض أن جميع الموردين متماثلون
ليس كل موردي الأنابيب المصقولة لديهم نفس معايير الجودة. يقوم العديد من الموردين "ذوي الميزانية المحدودة" بتقليص جوانب مراقبة الجودة - باستخدام أحجار الشحذ البالية, تخطي اختبار المواد, أو تزوير MTCs. لقد رأيت الموردين يمررون AISI 1020 كما AISI 1045, والأنابيب ذات قيم Ra ضعف الحد المحدد.
لماذا هو خطير: الأنابيب المعيبة من الموردين ذوي الجودة المنخفضة تفشل بسرعة ويمكن أن تلحق الضرر بمكونات النظام الأخرى. كما أنها غالبًا ما تأتي بدون ضمان, لذلك أنت عالق في تكلفة الاستبدالات ووقت التوقف عن العمل.
كيفية تجنب ذلك: الموردين البيطريين بدقة (كما هو موضح في الخطوة 6 من عملية الاختيار). اسأل عن المراجع, طلب أنبوب عينة للاختبار, والتحقق من MTCs باستخدام مطياف محمول. تجنب الموردين الذين لا يستطيعون تقديم وثائق واضحة لعملية مراقبة الجودة الخاصة بهم.
4.2 نصائح عملية للصيانة لإطالة عمر خدمة الأنابيب
حتى أفضل الأنابيب الفولاذية المصقولة سوف تفشل قبل الأوان دون صيانة مناسبة. والخبر السار هو أن معظم مهام الصيانة بسيطة, منخفضة التكلفة, ويمكن دمجها في فحوصات النظام العادية. ستعمل هذه النصائح على إطالة عمر خدمة الأنبوب بمقدار 2-3 مرات, مما يوفر لك الوقت والمال.
نصيحة 1: فحص أسطح الأنابيب بانتظام (الداخل والخارج)
افحص السطح الخارجي للأنبوب شهريًا بحثًا عن علامات التآكل, الخدوش, أو الخدوش. استخدم المنظار لفحص السطح الداخلي كل 3-6 أشهر (في كثير من الأحيان في البيئات القاسية) للتأليب, الصدأ, أو الخدوش. حتى الخدوش الصغيرة (>0.5 ميكرومتر عميق) يمكن أن يسبب تآكل الختم, لذا خاطبهم مبكرًا.
كيف نفعل ذلك: للفحص الخارجي, امسح الأنبوب بقطعة قماش نظيفة، حيث سيترك الصدأ أو التآكل بقايا ذات لون بني محمر. للتفتيش الداخلي, استخدام borescope المحمولة (متاح مقابل 200-500 دولار) للتحقق من طول الأنبوب بالكامل. إذا وجدت خدوش صغيرة, اغسل الأنبوب بالزيت النظيف لإزالة الحطام; إذا كان الحفر موجودا, أضف مانع التآكل أو استبدل الأنبوب إذا كان الضرر شديدًا.
نصيحة 2: الحفاظ على السائل الهيدروليكي النظيف (حاسمة لمنع التلوث)
التلوث هو #1 سبب تآكل الأنابيب المبكر, لذا فإن الحفاظ على نظافة السائل الهيدروليكي أمر غير قابل للتفاوض. قم بتركيب مرشح عالي الجودة (3-5 ميكرومتر) لالتقاط الجزيئات الصغيرة, واستبدل الفلتر كل 6 الشهور (أو في كثير من الأحيان في البيئات القذرة مثل البناء أو التعدين).
كيف نفعل ذلك: اختبر الزيت الهيدروليكي كل 2-4 أسابيع بحثًا عن التلوث (استخدم عداد الجسيمات أو أرسل عينة إلى المختبر). إذا كان الزيت يحتوي على أكثر من 50 جزيئات لكل ملليلتر أكبر من 10 ميكرومتر, اغسل النظام واستبدل الفلتر. أيضا, احتفظ بمحتوى رطوبة الزيت أدناه 0.1% باستخدام المجففة - الرطوبة تسرع التآكل.

نصيحة 3: مراقبة درجة حرارة النظام والضغط
يؤدي ارتفاع درجة الحرارة والضغط المفرط إلى تقصير عمر الأنابيب بشكل كبير. قم بتركيب مقياس لدرجة الحرارة ومقياس للضغط لمراقبة هذه المعلمات يوميًا. إذا تجاوزت درجة الحرارة 120 درجة مئوية (لمعظم الفولاذ الكربوني/سبائك) أو إذا تجاوزت طفرات الضغط 25% من الضغط الاسمي, التحقيق في السبب على الفور.
كيف نفعل ذلك: إعداد تنبيهات لعتبات درجة الحرارة والضغط. إذا كانت درجات الحرارة مرتفعة جداً, تثبيت نظام التبريد (على سبيل المثال, مبادل حراري) أو حرك الأنبوب بعيدًا عن مصادر الحرارة (على سبيل المثال, أفران). إذا كانت طفرات الضغط متكررة, تحقق من وجود مشاكل في الصمام, تسرب الاسطوانة, أو تآكل المضخة، وهذه هي الأسباب الشائعة للطفرات.
نصيحة 4: قم بتشحيم الأختام وفحص التركيبات بانتظام
الأختام تتآكل مع مرور الوقت, مما قد يؤدي إلى حدوث تسربات وتلف السطح الداخلي للأنبوب. قم بتشحيم الأختام بالزيت الهيدروليكي كل شهر لتقليل الاحتكاك. أيضا, التحقق من التجهيزات كل 2 أسابيع للتأكد من إحكام ربطها بشكل صحيح - تتسبب التركيبات الفضفاضة في حدوث تسربات وتسمح للملوثات بدخول الأنبوب.
كيف نفعل ذلك: استخدم مفتاح عزم الدوران للتحقق من إحكام التركيب (الرجوع إلى مخطط عزم الدوران الخاص بك). ضع كمية صغيرة من المركب المضاد للالتصاق على التركيبات الملولبة كل مرة 6 أشهر لمنع الاستيلاء عليها. استبدل الأختام كل 12-18 شهرًا (أو عاجلاً إذا تم اكتشاف التسريبات) لتجنب تلف الأنابيب.
نصيحة 5: مسح النظام سنويا (أو بعد فشل كبير)
متأخر , بعد فوات الوقت, ينهار السائل الهيدروليكي, ويتراكم الحطام في النظام. يؤدي تنظيف النظام سنويًا إلى إزالة السوائل القديمة, حطام, وبقايا جلخ, مما يمنع التآكل على السطح الداخلي للأنبوب. قم بمسح النظام مباشرة بعد حدوث فشل كبير (على سبيل المثال, انفجار الأنابيب, فشل المضخة) لإزالة أي تلوث ناتج عن الفشل.
كيف نفعل ذلك: استنزاف الزيت الهيدروليكي القديم, إزالة وتنظيف الفلتر, ثم قم بمسح النظام نظيفًا, زيت هيدروليكي منخفض اللزوجة عند ضغط منخفض (5-10 ميجا باسكال) لمدة 10-15 دقيقة. استنزاف زيت التنظيف, استبدل الفلتر, وأعد ملء النظام بالزيت الطازج المطابق لمواصفات نظامك.
نصيحة 6: تخزين الأنابيب الاحتياطية بشكل صحيح
تعتبر الأنابيب المصقولة الاحتياطية ضرورية لتقليل وقت التوقف عن العمل, لكن التخزين غير المناسب يمكن أن يؤدي إلى إتلافها حتى قبل تثبيتها. تخزين الأنابيب في مكان جاف, منطقة نظيفة (الرطوبة النسبية <60%) بعيدا عن مصادر الحرارة والمواد المسببة للتآكل.
كيفية العمل:قم بتغطية طرفي الأنبوب بأغطية بلاستيكية,يحافظ على الغبار والحطام。ضع الأنابيب أفقيًا على الرفوف (لا تقم بتكديسها عموديًا,سيؤدي ذلك إلى ثني الأنبوب)。إذا تم تخزينها لأكثر من 6 أشهر,يرجى وضع طبقة رقيقة من الزيت المضاد للتآكل على السطح الخارجي للأنبوب。
4.3 قائمة مراجعة الصيانة النهائية (قم بالطباعة والاحتفاظ بها في صندوق الأدوات الخاص بك)
لتسهيل الصيانة, لقد قمت بإنشاء قائمة مرجعية سريعة يمكنك طباعتها والاحتفاظ بها في متناول يدك. استخدمه أثناء عمليات فحص النظام المنتظمة للتأكد من عدم تفويت أي شيء:
-
شهريا: افحص سطح الأنبوب الخارجي بحثًا عن التآكل/الخدوش; تليين الأختام; تحقق من ضيق المناسب.
-
كل 2-4 أسابيع: اختبار الزيت الهيدروليكي للتلوث; تحقق من أجهزة قياس درجة الحرارة / الضغط.
-
كل 3-6 أشهر: فحص سطح الأنبوب الداخلي باستخدام المنظار; استبدال الفلتر; تطبيق المضادة للاستيلاء على التجهيزات.
-
سنويا: اغسل النظام الهيدروليكي; استبدال الأختام; فحص الأنابيب الاحتياطية للضرر.
-
بعد الفشل: اغسل النظام; فحص جميع الأنابيب للتلوث / الضرر; تحقق من مواصفات المورد في حالة استبدال الأنابيب.
من خلال تجنب أخطاء الاختيار الشائعة واتباع نصائح الصيانة هذه, ستعمل على زيادة عمر خدمة الأنابيب الفولاذية المصقولة إلى أقصى حد والحفاظ على تشغيل النظام الهيدروليكي بسلاسة. يتذكر: الصيانة ليست فكرة لاحقة، بل هي استثمار يوفر لك الآلاف من أوقات التوقف عن العمل وعمليات الاستبدال. على مر السنين, لقد رأيت العملاء يقللون من أعطال الأنابيب من خلال 80% فقط من خلال تنفيذ هذه النصائح البسيطة، يمكنك فعل ذلك أيضًا.
فيما يلي حالتان من حالات الفشل المتعلقة بالصيانة في العالم الحقيقي لقيادة هذا المنزل, كلاهما من العملاء الذين عملت معهم في العام الماضي. الأول يتعلق بمصنع متوسط الحجم في ولاية أوهايو أهمل التنظيف المنتظم للزيت واستبدال المرشح. وكان النبات أ 30 النظام الهيدروليكي MPa باستخدام AISI 4140 أنابيب شحذ, وأثناء اختيارهم لمواصفات الأنابيب الصحيحة, لقد استبدلوا الفلتر الهيدروليكي مرة واحدة فقط في السنة (بدلا من كل 6 الشهور) وأبدا مسح النظام. بعد 18 الشهور, جزيئات معدنية صغيرة من المضخة البالية المتراكمة في الزيت, خدش السطح الداخلي للأنابيب المصقولة (مرئية عبر بوريسكوب) والتسبب في تسرب الختم. شهد النبات 3 أعطال الأنابيب في 2 الشهور, تقدير التكاليف $90,000 في فترات التوقف والاستبدال. بمجرد تنفيذ اختبار تلوث الزيت الشهري, تغييرات التصفية نصف السنوية, ونظام التنظيف السنوي, لم يكن لديهم أي فشل في الأنابيب خلال اليوم التالي 12 أشهر - لإثبات كيف تمنع مهام الصيانة منخفضة التكلفة الأعطال المكلفة.
الحالة الثانية هي شركة بناء في ولاية كارولينا الشمالية التي تخطت عمليات التفتيش المنتظمة على المنظار بحثًا عن تآكل الأنابيب الداخلية. وكانت حفارات الشركة تعمل في بيئة رطبة, بيئة متربة, باستخدام AISI 1045 شحذوا الأنابيب بمانع للتآكل، لكنهم كانوا يفحصون السطح الخارجي للأنابيب شهريًا فقط, الداخلية أبدا. بعد 2 سنوات, انفجار الأنابيب أثناء التشغيل, وكشف الفحص عن تآكل داخلي شديد لم يتم اكتشافه. كان سبب التآكل هو تراكم الرطوبة في الزيت الهيدروليكي (التي لم يرصدوها) والتلوث بالغبار. كان الإصلاح بسيطًا: إضافة عمليات فحص بوريسكوب ربع سنوية لأسطح الأنابيب الداخلية واختبار الرطوبة الشهرية للزيت الهيدروليكي. كما قاموا باستبدال الأنابيب البالية بـ AISI 4140 (لمقاومة أفضل للتآكل) وتعديل جدول الصيانة الخاص بها ليشمل هذه المهام. منذ ذلك الحين, انخفض معدل فشل أنابيب الحفارات من 4 سنويا إلى الصفر, انتهى الادخار $120,000 سنويا.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}