

EN 10216-1 Ống thép liền mạch P195
tháng tư 4, 2026
Ống thép ERW mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng (HDG) Điện kháng hàn (MÌN) ống thép đại diện cho tiêu chuẩn vận chuyển chất lỏng chống ăn mòn và giàn giáo kết cấu trong xây dựng hiện đại. Bằng cách kết hợp hiệu quả hàn tần số cao của công nghệ ERW với liên kết kẽm luyện kim toàn diện, những đường ống này đạt được tuổi thọ sử dụng vượt quá 50 năm trong điều kiện khí quyển đa dạng.
Là một thành phần công nghiệp hàng đầu, Mạ kẽm nhúng nóng MÌN thép ống được sản xuất theo tiêu chuẩn toàn cầu bao gồm ASTM A53, BS 1387, và EN 39, cung cấp mật độ mạ kẽm lên tới $600g/m^2$. Hướng dẫn này đóng vai trò là tài liệu tham khảo kỹ thuật chính xác cho các cán bộ mua sắm, kỹ sư kết cấu, và người quản lý dự án.
1. Thông số kỹ thuật & Phạm vi cung cấp
Việc sản xuất ống HDG ERW bao gồm cổng chất lượng hai giai đoạn: Đầu tiên, hàn chính xác của cuộn dây thép carbon cơ bản, và thứ hai, sự đắm chìm trong $450^{\vòng tròn}Bể kẽm nóng chảy C$. Dưới đây là tóm tắt kỹ thuật tổng thể.
| Tham số | Chi tiết kỹ thuật / Khả năng |
|---|---|
| Đường kính ngoài (TỪ) | 1/2″ – 12″ (21.3mm đến 323,9mm) |
| Bức tường dày (WT) | 0.8mm – 10,0mm (Lên đến 17,5mm cho dòng tùy chỉnh) |
| Trọng lượng mạ kẽm | Trung bình $200g/m^2$ đến $600g/m^2$ ($30\mu m$ to $70\mu m$) |
| Tài liệu lớp | Q235, Q345, S235GT, S355, STK400, STK500 |
| Tuân thủ tiêu chuẩn | ASTM A53, API 5L, EN39, BS1139, JIS3444, GB / T3091 |
| Chiều dài ống | 1.0m – 12,0m (Độ dài cố định hoặc ngẫu nhiên) |
| Năng suất | 5,000 Số tấn mỗi ngày |
2. năng lực sản xuất & Phân loại sản phẩm
Để đảm bảo nguồn cung ổn định cho các dự án hạ tầng cấp 1, cơ sở của chúng tôi hoạt động 18 dây chuyền mạ kẽm nhúng nóng chuyên dụng có công suất hàng năm vượt quá 1.5 triệu tấn. Thang đo này cho phép sản xuất đồng thời nhiều hình dạng khác nhau bao gồm cả hình tròn, quảng trường, và các phần hình chữ nhật.
| Dòng sản phẩm chính | Kích thước tầm (mm) | WT (mm) | Số dòng | Dung tích (Tấn/năm) |
|---|---|---|---|---|
| Ống ERW đen | 21.3 – 219.1 | 1.5 – 10.0 | 13 | 1,000,000 |
| Galv nhúng nóng. Ống | 21.3 – 219.1 | 1.5 – 10.0 | 18 | 1,500,000 |
| New thép ống | 219 – 2020 | 5.0 – 28.0 | 5 | 150,000 |
| Ống vuông / chữ nhật | 20×20 – 400×600 | 1.3 – 20.0 | 10 | 800,000 |
| Ống vuông HDG | 20×20 – 250×150 | 1.5 – 7.5 | 3 | 250,000 |
| Phức Hợp Thép-Nhựa | 1/2″ – 12″ | 1.5 – 10.0 | 9 | 100,000 |
3. Kích thước chính & Ma trận độ dày của tường
Bảng sau đây cung cấp các kích thước tiêu chuẩn cho Ống tròn mạ kẽm. Các số liệu này rất quan trọng để tính toán tốc độ dòng chất lỏng và tải trọng kết cấu trong các ứng dụng giàn giáo.
| Inch (ở) | Đường kính danh nghĩa (mm) | Phạm vi WT (mm) | Chiều dài tiêu chuẩn (m) |
|---|---|---|---|
| 1/2″ | 21.3 | 0.5 – 2.75 | 5.8m / 6.0m |
| 3/4″ | 26.9 | 0.5 – 2.75 | 5.8m / 6.0m |
| 1″ | 33.7 | 0.5 – 3.75 | 5.8m / 6.0m |
| 1-1/4″ | 42.4 | 0.5 – 5.0 | 1.0m – 12,0m |
| 1-1/2″ | 48.3 | 0.5 – 5.0 | 1.0m – 12,0m |
| 2″ | 60.3 | 0.5 – 5.0+ | 1.0m – 12,0m |
| 2-1/2″ | 76.1 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 3″ | 88.9 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 4″ | 114.3 | 0.8 – 4.0 | 5.8m / 6.0m |
| 6″ | 168.3 | 1.1 – 6.0+ | 6.0m / 12.0m |
| 8″ | 219.1 | 1.2 – 6.5+ | 6.0m / 12.0m |
| 10″ | 273.0 | 2.75 – 5.0+ | 6.0m / 12.0m |
| 12″ | 323.9 | 3.0 – 10.0 | 6.0m / 12.0m |
chú thích: Tất cả các độ dày thành được liệt kê ở trên bao gồm nền ống ERW cơ bản. The added zinc coating typically contributes an additional $30\mu m$ to $70\mu m$ per side, tùy thuộc vào khối lượng lớp phủ quy định ($g/m^2$).
“
4. Thành phần hóa học & Tiêu chuẩn cấp vật liệu
Hiệu suất của ống mạ kẽm được xác định bởi tính chất hóa học của chất nền. Cho Ống thép mạ kẽm ERW, thép phải có khả năng hàn tuyệt vời và hàm lượng silic thấp để đảm bảo độ mịn, kết thúc kẽm đồng nhất. Chúng tôi sử dụng các loại thép carbon cao cấp đáp ứng hoặc vượt tiêu chuẩn quốc tế cho kết cấu và phân phối áp lực.
Bàn 3: Giới hạn thành phần hóa học (%)
| Lớp thép | C (tối đa) | Si (tối đa) | Mn (tối đa) | P (tối đa) | S (tối đa) |
|---|---|---|---|---|---|
| Q235 (GB / T 3091) | 0.22 | 0.35 | 1.40 | 0.045 | 0.045 |
| S235GT (EN 10219) | 0.20 | – | 1.40 | 0.040 | 0.040 |
| ASTM A53 hạng B | 0.30 | – | 1.20 | 0.050 | 0.045 |
| STK400 (JIS G3444) | 0.25 | – | – | 0.040 | 0.040 |
Yêu cầu về đặc tính cơ học
| Hệ mét | Độ bền kéo (MPa) | Mang lại sức mạnh (MPa) | Kéo dài (tôi %) |
|---|---|---|---|
| Q235 / Dòng S235 | 370 – 500 | ≥ 235 | ≥ 26 |
| Q345 / Dòng S355 | 470 – 630 | ≥ 345 | ≥ 20 |
| ASTM A53 Gr. B | ≥ 415 | ≥ 240 | Công thức chuẩn |
5. Dây chuyền sản xuất mạ kẽm nhúng nóng ERW
Độ bền của ống của chúng tôi là kết quả của chu trình sản xuất 16 giai đoạn. Mọi MÌN Ống thép mạ kẽm trải qua quá trình làm sạch nghiêm ngặt (tẩy chua và rửa kiềm) trước khi vào ấm kẽm để đảm bảo liên kết luyện kim hoàn hảo.
Không giống như ống mạ kẽm trước (nơi dải được mạ kẽm trước khi hàn), của chúng tôi Hot-Dip mạ kẽm quá trình xảy ra sau khi đường ống được hình thành. Điều này đảm bảo đường hàn được bảo vệ hoàn toàn bởi độ dày kẽm tương đương với phần còn lại của thân ống., ngăn chặn sự ăn mòn đường may sớm.
6. Xác minh lớp phủ kẽm chất lượng cao
Tại cơ sở của chúng tôi, “Chất lượng đầu tiên” không chỉ là một khẩu hiệu. Mỗi lô Ống thép giàn giáo mạ kẽm nhúng nóng phải trải qua ba cuộc kiểm tra xác minh chính để đảm bảo tuân thủ toàn cầu.
Tính toàn vẹn bề mặt
Kiểm tra trực quan về độ đồng nhất của bề mặt bên trong và bên ngoài. Loại bỏ gai kẽm, vỉ, và “đốm đen.”
Độ chính xác kích thước
Đo chính xác OD và WT bằng micromet đã hiệu chuẩn trước và sau quá trình mạ.
Tính đồng nhất của lớp kẽm
Ống lấy mẫu phải chịu được năm lần giảm liên tiếp trong dung dịch đồng sunfat không có màu đỏ kim loại (Bài kiểm tra Preece).
7. Xử lý tùy chỉnh & Sửa đổi cấu trúc
Để cung cấp một “Sẵn sàng để cài đặt” giải pháp cho các dự án kỹ thuật phức tạp, của chúng tôi Ống thép ERW mạ kẽm nhúng nóng cơ sở cung cấp một bộ đầy đủ các dịch vụ xử lý thứ cấp. Những sửa đổi này được thực hiện sau mạ điện bằng kỹ thuật gia công nguội để bảo toàn tính toàn vẹn của lớp hợp kim kẽm-sắt.
| Loại xử lý | Thông số kỹ thuật | Ứng dụng công nghiệp |
|---|---|---|
| Dập & Dập nổi | Số nhiệt vĩnh viễn / Đánh dấu lớp | Truy xuất nguồn gốc cho hệ thống áp suất cao |
| Ren & kết hợp | NPT, BSP, hoặc ISO 7-1 Chủ đề tiêu chuẩn | Đường dẫn khí, Hệ thống nước áp suất thấp |
| Kết thúc có rãnh | Rãnh cuộn tiêu chuẩn cho mối nối cơ khí | chữa cháy & Hệ thống phun nước |
| Uốn & hình vòm | Vòm lạnh (Min. 3Bán kính D) | Khung nhà kính & Vòm kết cấu |
| Giới hạn kết thúc | Phích cắm chống bụi/bằng nhựa bên trong | Bảo vệ xuất khẩu hàng hải |
8. Ứng dụng công nghiệp cơ bản
Tính linh hoạt của Ống thép mạ kẽm nhúng nóng ERW cho phép triển khai trong môi trường có ứng suất cơ học và độ ẩm không khí cao. Ống của chúng tôi chủ yếu được sử dụng trong ba lĩnh vực sau:
A. Giàn giáo xây dựng
Tuân thủ EN 39 và BS 1139, ống giàn giáo của chúng tôi ($48.3mm$ OD) cung cấp độ cứng cần thiết cho các tháp chống và tháp tiếp cận cao tầng. Lớp phủ kẽm ngăn ngừa sự suy yếu cấu trúc do “ăn mòn rỗ” ở vùng khí hậu ven biển ẩm ướt.
B. Hệ thống phun nước chữa cháy
Được chứng nhận theo ASTM A795, những đường ống này được thiết kế để chống tắc nghẽn bên trong do các mảnh rỉ sét. Quá trình nhúng nóng đảm bảo rằng cả bề mặt bên trong và bên ngoài của đường nối ERW đều không bị oxy hóa do oxy gây ra.
Các ứng dụng bổ sung bao gồm Đường ống nhà kính (khả năng kháng phân bón), Lan can đường cao tốc (chống va đập), và Ống vỏ dầu (Tuân thủ API 5L) để vận chuyển năng lượng trung áp.

9. Hậu cần xuất khẩu toàn cầu & Bao bì bảo vệ
Là nhà xuất khẩu hàng đầu Trung Quốc với năng suất 5.000 tấn mỗi ngày, Thép quản lý hậu cần phức tạp cho Trung Đông, Africa, Đông Nam Á, và Úc. Phòng ngừa “rỉ sét trắng” (vết bẩn bảo quản ướt) trong quá trình vận chuyển đường biển là ưu tiên hàng đầu của chúng tôi.
Tiêu chuẩn đóng gói xuất khẩu
| Yếu tố đóng gói | Tiêu chuẩn chuyên nghiệp abter Steel |
|---|---|
| Gói | Các bó lục giác được bảo đảm bằng 8-10 điểm đóng đai thép cho sự ổn định. |
| Bảo vệ OD nhỏ | Đóng gói theo bó; Ống OD lớn vận chuyển với số lượng lớn. |
| Bảo vệ dệt | Vải dệt không thấm nước với 7 những thanh ngăn ngừa ma sát và sự xâm nhập của muối phun. |
| Coating nội | Đầu ren được gắn với nắp nhựa; đầu trần được bôi dầu theo yêu cầu. |
Điều khoản thương mại chiến lược
- Điều khoản thương mại: FOB, CFR, CIF, DDP, EXW
- Phương thức thanh toán: T/T (Chuyển điện), L/C không thể hủy ngang
- Đơn hàng tối thiểu: 2 tấn số liệu
- Thời gian dẫn: Giao hàng nhanh chóng vào hoặc trước 20 Ngày
Đối tác đáng tin cậy của bạn về thép mạ kẽm nhúng nóng
Cho dù bạn yêu cầu ASTM A53 ống chống cháy hoặc BS 1139 giải pháp giàn giáo, của chúng tôi 18 dây chuyền sản xuất sẵn sàng đáp ứng nhu cầu kỹ thuật của bạn với độ chính xác và tốc độ.
Từ khóa chính: Ống ERW mạ kẽm nhúng nóng, Ống thép giàn giáo, Lớp phủ kẽm $600g/m^2$, ASTM A53 hạng B, BS 1387 Ống thép, Ống thép Youfa, thép abter Trung Quốc.
10. Kiểm tra thủy tĩnh & Xác minh điện không phá hủy
Để đảm bảo tính toàn vẹn về cấu trúc của Ống thép ERW mạ kẽm nhúng nóng trong điều kiện áp suất cao, mỗi đơn vị phải trải qua kiểm tra an toàn nghiêm ngặt. Theo tiêu chuẩn ASTM A53, kiểm tra thủy tĩnh đảm bảo không có rò rỉ hoặc hư hỏng cấu trúc ở mối hàn hoặc thân ống.
Giao thức thử nghiệm thủy tĩnh ASTM A53:
- Thời lượng thử nghiệm: Ống cấp B phải duy trì áp suất quy định trong thời gian tối thiểu là 5 giây.
- Ngưỡng áp suất:
- Đối với NPS 3 (DN 80) và nhỏ hơn, áp suất thủy tĩnh tối thiểu không được vượt quá 2500 psi [17,200 Ống dẫn dầu].
- Đối với NPS 3 (DN 80) và lớn hơn, áp suất không được vượt quá 2800 psi [19,300 Ống dẫn dầu].
Kiểm tra điện không phá hủy (Nde)
Đối với loại E (MÌN) Ống thép, NDE là chất thay thế hoặc bổ sung bắt buộc cho thử nghiệm thủy lực. Mối hàn ống cấp A, B được kiểm tra toàn bộ bằng dòng điện xoáy (E213, E273) hoặc siêu âm (E309, E570) các phương pháp phát hiện các khuyết tật dưới bề mặt mà kiểm tra trực quan có thể bỏ sót.

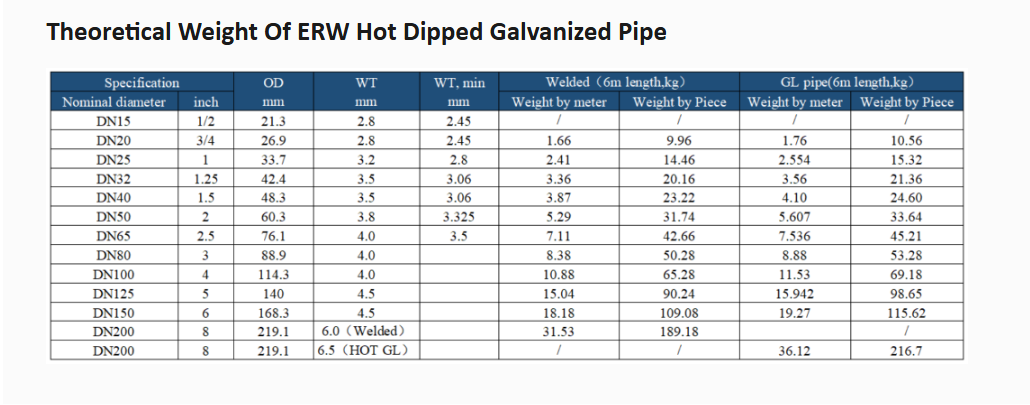
11. So sánh trọng lượng lý thuyết mở rộng: Hàn vs. Mạ kẽm
Hiểu được sự gia tăng trọng lượng sau mạ điện là điều cần thiết cho việc tính toán khả năng chịu tải của kết cấu và hậu cần. Bảng dưới đây, bắt nguồn từ dữ liệu lô công nghiệp, so sánh trọng lượng tiêu chuẩn dài 6m của ống hàn đen với Mạ kẽm nhúng nóng (GL) ống.
| Đường kính danh nghĩa | TỪ (mm) | WT (mm) | Ống hàn (6m/kg) | GL (Mạ kẽm) Ống (6m/kg) | ||
|---|---|---|---|---|---|---|
| Trọng lượng/Mét | Trọng lượng/Mảnh | Trọng lượng/Mét | Trọng lượng/Mảnh | |||
| DN20 (3/4″) | 26.9 | 2.8 | 1.66 | 9.96 | 1.76 | 10.56 |
| DN25 (1″) | 33.7 | 3.2 | 2.41 | 14.46 | 2.554 | 15.32 |
| DN32 (1.25″) | 42.4 | 3.5 | 3.36 | 20.16 | 3.56 | 21.36 |
| DN40 (1.5″) | 48.3 | 3.5 | 3.87 | 23.22 | 4.10 | 24.60 |
| DN50 (2″) | 60.3 | 3.8 | 5.29 | 31.74 | 5.607 | 33.64 |
| DN100 (4″) | 114.3 | 4.0 | 10.88 | 65.28 | 11.53 | 69.18 |
| DN150 (6″) | 168.3 | 4.5 | 18.18 | 109.08 | 19.27 | 115.62 |
| DN200 (8″) | 219.1 | 6.5 | / | / | 36.12 | 216.7 |
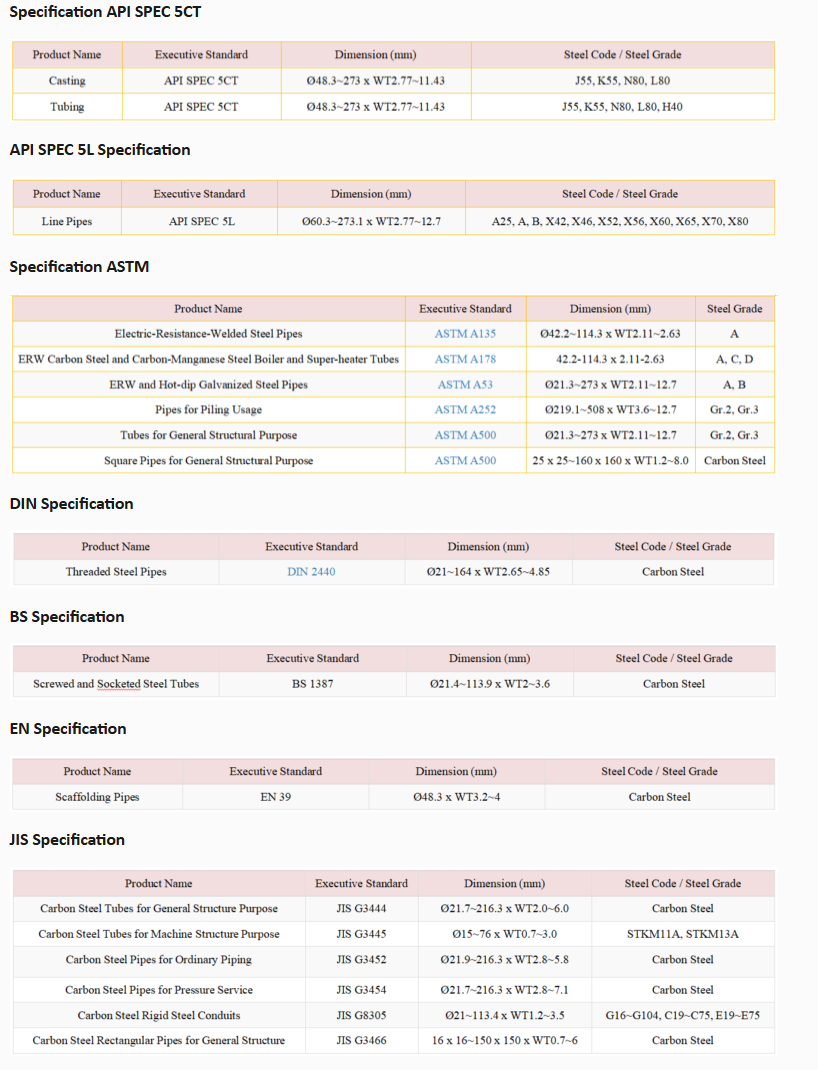
12. Tham chiếu chéo đặc điểm kỹ thuật toàn cầu
Các nhóm mua sắm thường cần điều hướng nhiều tiêu chuẩn quốc tế. Các Ống thép ERW mạ kẽm nhúng nóng được sản xuất để đáp ứng các điều kiện giao hàng cụ thể của EN, ASTM, JIS, và tiêu chuẩn GB.
| Khu vực/Tiêu chuẩn | chuẩn điều hành | Lớp thép / Một sự gián đoạn yêu cầu giải thích để xác định ý nghĩa của nó | Kích thước điển hình (mm) |
|---|---|---|---|
| API (Đường ống) | API SPEC 5L | A25, B, X42 - X 80 | $\sơn dầu 60.3 – 273.1$ |
| ASTM (Chung) | ASTM A53 | GR. A, GR. B | $\sơn dầu 21.3 – 273$ |
| BS (Hơi say) | BS 1387 | Thép carbon | $\sơn dầu 21.4 – 113.9$ |
| EN (Đoạn đầu đài) | EN 39 | Thép carbon | $\sơn dầu 48.3 \lần WT 3.2-4$ |
| JIS (Cấu trúc) | JIS G3444 | STK400, STK500 | $\sơn dầu 21.7 – 216.3$ |
13. Dung sai kích thước & Bài kiểm tra cơ học
Ngoài các thử nghiệm hóa học và áp suất, kiểm tra biến dạng vật lý đảm bảo độ dẻo và độ bền của mối hàn.
Kiểm tra uốn cong (NPS 2 và nhỏ hơn)
Ống phải uốn cong $90^{\vòng tròn}$ xung quanh một trục hình trụ (12đường kính ống x) không phát triển vết nứt.
Dẹt thử nghiệm (NPS 2 và lớn hơn)
Áp dụng cho các ống hàn để kiểm tra khả năng chống nứt của mối hàn dưới lực nén ngang cực lớn.
Độ chính xác kích thước:
- Dung sai khối lượng: Trọng lượng quy định phải nằm trong $\buổi chiều 10\%$ tính toán lý thuyết.
- Đường kính khoan dung: Dành cho DN 40 (NPS 1-1/2) hoặc nhỏ hơn, tolerance is within $\pm 1/64$ inch ($0.4mm$).
- Dung sai độ dày: Độ dày thành tối thiểu tại bất kỳ điểm nào không được nhỏ hơn 87.5% có độ dày danh nghĩa quy định.
14. EN 10216-1 Kích thước ưa thích & Bức tường dày (Loạt 1, 2, 3)
Dành cho mục đích kỹ thuật và áp suất có độ chính xác cao, Các EN 10216-1 tiêu chuẩn xác định một ma trận nghiêm ngặt về các kích thước ưu tiên. Không giống như ống thương mại tiêu chuẩn, các ống liền mạch và ERW này được phân loại thành ba dòng để xác định sự sẵn có của các phụ kiện được tiêu chuẩn hóa.
Định nghĩa chuỗi:
- Loạt 1: Đường kính mà tất cả các phụ kiện xây dựng cần thiết đều được tiêu chuẩn hóa đầy đủ.
- Loạt 2: Đường kính mà không phải tất cả các phụ kiện đều được tiêu chuẩn hóa.
- Loạt 3: Đường kính cho các ứng dụng đặc biệt với rất ít phụ kiện được tiêu chuẩn hóa.
| Đường kính ngoài D (mm) | Tường dày T (mm) – Phạm vi đã chọn | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| trở thành. 1 | trở thành. 2 | trở thành. 3 | 2.0 | 3.2 | 4.5 | 6.3 | 8.0 | 10.0 | 12.5 | 16.0 | 20.0 | 25.0 |
| 21.3 | – | – | X | X | – | – | – | – | – | – | – | – |
| 33.7 | – | – | X | X | X | – | – | – | – | – | – | – |
| 48.3 | – | – | X | X | X | X | – | – | – | – | – | – |
| 60.3 | – | – | – | X | X | X | X | – | – | – | – | – |
| 88.9 | – | – | – | – | X | X | X | X | – | – | – | – |
| 114.3 | – | – | – | – | – | X | X | X | X | – | – | – |
| 168.3 | – | – | – | – | – | – | X | X | X | X | – | – |
| 219.1 | – | – | – | – | – | – | – | X | X | X | X | – |
| – | – | 323.9 | – | – | – | – | – | – | X | X | X | X |
chú thích: “X” cho biết các kết hợp OD/WT phổ biến nhất theo EN 10216-1 lịch trình ưa thích.
15. Kết thúc công nghiệp & Yêu cầu khớp nối
Phương thức kết nối của một Ống thép mạ kẽm nhúng nóng được xác định bởi sự kết thúc cuối cùng của nó. ASTM A53 xác định ba loại chuẩn bị cuối cơ bản để phù hợp với các công nghệ nối khác nhau.
| Loại cuối | Kích thước tầm / Đặc điểm kỹ thuật | Chi tiết yêu cầu |
|---|---|---|
| Kết thúc Plain | NPS 1-1/2 (DN 40) hoặc lớn hơn | Trọng lượng tiêu chuẩn hoặc cực mạnh; vát thành $30^{\vòng tròn}$ đến $35^{\vòng tròn}$ để hàn. |
| Kết thúc có ren | NPS 1/2 để NPS 12 | Được đo theo tiêu chuẩn ANSI B1.20.1; được bảo vệ bằng nắp nhựa. |
| khớp nối | NPS 2-1/2 (DN 65) hoặc lớn hơn | Khớp nối côn được sản xuất theo tiêu chuẩn ASTM A865. |
16. Tiêu chuẩn mạ kẽm nhúng nóng (ASTM A53)
Hiệu quả của rào cản ăn mòn được đo bằng trọng lượng của lớp mạ kẽm trên một đơn vị diện tích. Dưới ASTM A53, quá trình nhúng nóng phải đạt được liên kết luyện kim trên cả bề mặt bên trong và bên ngoài.
Trọng lượng lớp phủ & Độ dày
Trọng lượng trung bình của lớp mạ kẽm phải là không ít hơn $1.8 oz/ft^2$ ($0.55 kg/m^2$). Điều này tương đương với độ dày khoảng $3.4 triệu$ ($86 \mu m$).
Chất lượng hình ảnh Xuất hiện
Ống hoàn thiện không được có vùng không tráng phủ, Tiền gửi thông lượng, hoặc cặn nặng. A “trang trí” mẫu này là bình thường nhưng không được ảnh hưởng đến mục đích sử dụng của đường ống.
17. Tiêu chuẩn tương đương toàn cầu ASTM A53
Trong mua sắm toàn cầu, thông số kỹ thuật của dự án có thể thay đổi. Các vật liệu sau đây được coi là có chức năng tương đương với ASTM A53 hạng B cho hầu hết các ứng dụng kết cấu và áp suất thấp.
| Tiêu chuẩn API | Tiêu chuẩn ASTM | Một tiêu chuẩn | JIS tiêu chuẩn |
|---|---|---|---|
| API 5L Grade B | ASTM A106 Grade B | EN 10219 S275J2H | JIS G 3452 SGP |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}