
Vỏ ứng dụng ống trong các giếng khí ở nhiệt độ cao
Tháng một 4, 2019
Làm thế nào là trọng lượng lý thuyết của ống thép xoắn ốc tính?
Tháng một 8, 2019
TRỪU TƯỢNG
Các sự ăn mòn điện trở của men-Ống thép bọc bảo vệ ở 3.5 wt% dung dịch NaCl được đánh giá và so sánh với những ống tráng epoxy sử dụng tiềm năng mở mạch, tuyến tính po- kháng larization, và spectros trở kháng điện hóa- kiểm tra bản sao. T-001c men bùn và men bột GP2118 được phun vào ống thép trong quá trình ẩm ướt và tĩnh điện, tương ứng. Thành phần pha và vi cấu trúc của hai loại men được đặc trưng với nhiễu xạ tia X và kính hiển vi điện tử quét (SEM). Độ nhám bề mặt men và sức mạnh trái phiếu của họ với nền thép đã quanti fi ed để hiểu chất lượng lớp phủ. hình ảnh SEM tiết lộ rằng cả hai loại lớp phủ men có một cấu trúc vững chắc với bong bóng bị cô lập. kiểm tra điện hóa cho thấy một sức đề kháng ăn mòn cao của lớp phủ men như veri fi ed trong kiểm tra trực quan trên các mẫu thử nghiệm. Đặc biệt, các GP2118 mẫu men tráng luôn vượt trội so với các mẫu epoxy phủ.
Từ khóa: sự ăn mòn, quang phổ trở kháng điện hóa, sơn men, đường ống dẫn Thép, kính hiển vi điện tử quét
GIỚI THIỆU
khí thiên nhiên, dầu, và đường ống truyền tải và thu thập chất lỏng độc hại đã đạt 484,000 dặm đường ống U.S.1 lão hóa đang phải đối mặt với giảm
tuổi thọ và độ tin cậy như là kết quả của sự ăn mòn. Họ có thể được bảo vệ khỏi sự ăn mòn của lớp phủ bảo vệ, cathodic bảo vệ, và sử dụng các chất ức chế ăn mòn. Coating như một rào cản vật lý để điện penetra- tion là một trong những phương pháp fi cient hiệu quả và ef nhất trong việc giảm thiểu sự ăn mòn.
Khi nội bộ áp dụng cho đường ống thép, áo- ing có nhiều ưu điểm. Đầu tiên, lớp phủ bên trong có thể ngăn chặn fl uid hoặc khí từ tương tác và phản ứng với thép cơ bản. Thứ hai, ống thép mạ làm giảm tiền gửi vi sinh và vi khuẩn sinh học fi lm forma- tions vì độ nhám bề mặt cao hơn ống tráng giúp bảo vệ các vi khuẩn và cung cấp điều kiện tăng trưởng cho colonies.2 khuẩn thứ ba và cuối cùng, Các
sơn nội bộ có thể giảm sụt áp trên một khoảng cách dài của một cường quốc đường ống và do đó cần thiết để truyền tải dầu khí. Sự sụt giảm áp lực trong đường ống tráng đã được thực nghiệm chứng minh là 35% thấp hơn so với ống thép trần tại một số Reynolds của
1 × 107.3
Hôm nay, hai phần dung môi sơn phủ epoxy dựa, dung môi sơn phủ tự do và phản ứng tổng hợp ngoại quan, và chất phủ polyamide được sử dụng rộng rãi trong dầu thô và khí đốt tự nhiên pipelines.4-6 Lớp sơn phủ này đang yếu ngoại quan với
bề mặt thép của họ và do đó dễ bị under- fi lm corrosion.7
Sứ tráng men, như một vật liệu vô cơ, được liên kết hóa học với chất nền kim loại ở nhiệt độ 750 ° C đến ~850 ° C. Nó có thể không chỉ là fi thúc với một bề mặt nhẵn và thẩm mỹ, mà còn cung cấp cũ- ổn định hóa học cellent, chống ăn mòn tốt, và độ bền trong environments.8 khắc nghiệt khác nhau Không giống như
sơn epoxy, lớp phủ men không có under- ăn mòn fi lm khi địa phương vi phạm vì liên kết hóa học với substrates.9 kim loại Nó đã được sử dụng rộng rãi để bảo vệ đồ dùng nấu ăn gia đình hoặc bảo vệ thùng chứa thép trong các ngành công nghiệp. Nó ăn mòn lại- sistance như một lớp phủ bảo vệ cho cốt thép trong kết cấu bê tông đã được nghiên cứu trong trước- nghiên cứu vious và chứng minh được khả quan trong general.10-11
Trong nghiên cứu này, hành vi ăn mòn của ống thép nội bọc bằng hai loại men (T-001 bùn và GP2118 bột) đã được kiểm tra trong 3.5 wt% dung dịch NaCl. Thành phần pha và vi của men được đặc trưng với nhiễu xạ X-quang
(XRD) và kính hiển vi điện tử quét (SEM), tương ứng. Độ nhám bề mặt của lớp phủ men và sức mạnh trái phiếu của mình trên nền ống thép được xác định. Các hành vi điện hóa đã được nghiên cứu với tiềm năng mở mạch (OCP), tuyến tính cực- kháng ization (LPR), và imped điện hóa- ance quang phổ (EIS) kiểm tra. Điều tra quan sát đã được thực hiện trên các mẫu thử nghiệm đối với bất kỳ dấu hiệu rõ ràng của sự ăn mòn. Việc chống ăn mòn của thép men tráng được so với thép tráng epoxy.
THỦ TỤC THỰC NGHIỆM
Tráng men và Mẫu
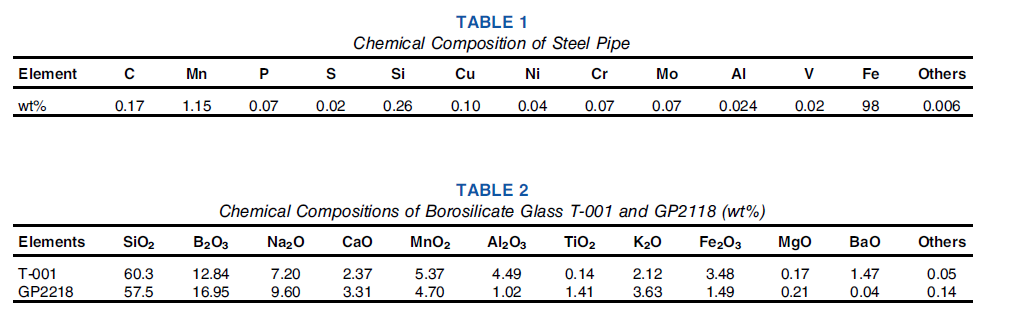
Một API 5L X65 ống thép (MRC toàn cầu) với 323.85 mm đường kính ngoài và 9.53 mm độ dày tường được sử dụng như chất nền kim loại trong nghiên cứu này. Thành phần hóa học của thép được cung cấp bởi các nhà cung cấp được trình bày trong Bảng 1. Các ống thép được fi đầu tiên cắt thành 18 25 mm × 50 mẫu phiếu mm. Các mẫu cắt sau đó được thổi thép cho 1 phút để thoát khỏi quy mô nhà máy và gỉ sắt, và fi nally sạch với
một dung môi làm sạch thương mại có sẵn.
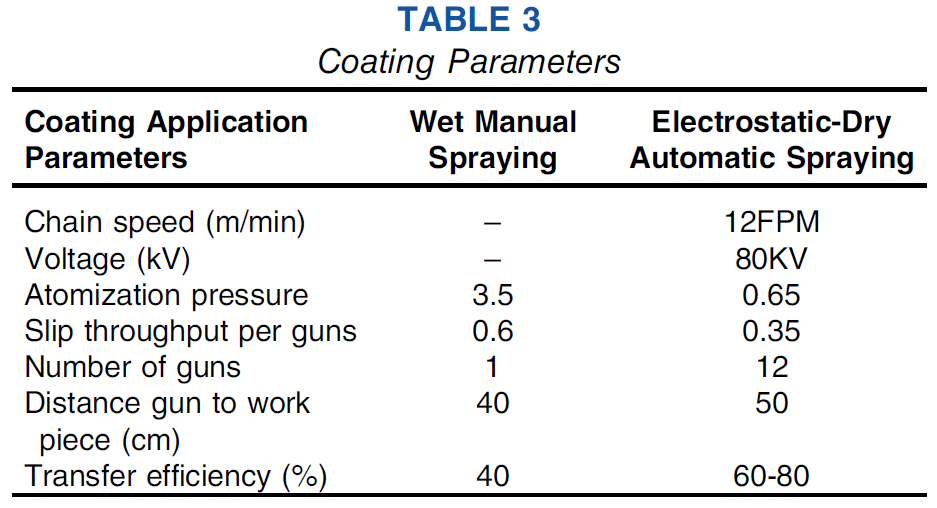
Hai loại men được áp dụng trên các phiếu giảm giá thép: T-001 bùn và GP2118 bột. Các thành phần hóa học của T-001 Frits kính và bột GP2118 men được xác định bởi x-ray fl uorescence (XRF) như đã trình bày trong Bảng 2. Bùn men đã được chuẩn bị bởi Frits kính fi đầu tiên phay, đất sét, và chất điện nhất định, và sau đó trộn chúng với nước cho đến khi hỗn hợp đã trong tình trạng ổn định hệ thống treo. Bùn men được tự phun lên mẫu phiếu giảm giá sử dụng một khẩu súng phun, được cung cấp bởi một máy bay phản lực của không khí nén như ed fi Speci trong Bảng 3. Các mẫu được gia nhiệt ở 150 ° C trong vòng 10 phút để lái xe đi độ ẩm, fi đỏ ở 815 ° C trong vòng 10 tôi, và fi nally làm lạnh đến nhiệt độ phòng. Phun tĩnh điện, bột GP2118 men với kích thước hạt trung bình 32.8 mm được sử dụng. Một fi lĩnh điện được hình thành giữa một điện cực vòi phun và mẫu. hạt men, đẩy ra khỏi súng phun bởi một dòng không khí, trở nên tích điện âm, di cư về phía mẫu (điện cực dương) và được khử- ấn định. Sau khi phun điện, các phiếu giảm giá thép đã được chuyển thành một lò và fi đỏ ở 843 ° C trong vòng 10 tôi, và sau đó di chuyển ra ngoài và làm lạnh đến nhiệt độ phòng. Độ dày của T-001 lớp phủ được điều khiển bởi thời gian phun, trong khi độ dày của lớp phủ GP2118 được điều khiển bởi số lượng súng phun. Để so sánh, mẫu thép tráng epoxy được trước- pared và thử nghiệm. Trong trường hợp này, 3M Scotchkote 323 † epoxy, được áp dụng trong ngành công nghiệp đường ống, được sử dụng để phủ lên mẫu. phiếu giảm giá thép được phủ bằng cách đánh răng epoxy ở nhiệt độ phòng và sau đó sấy khô trong không khí cho 3 d trước khi kiểm tra điện.
Đặc tính của men Coatings
Độ dày lớp phủ và độ nhám được đo bằng một máy đo độ dày lớp phủ MiniTest 6008 † và kính hiển vi quang học Hirox †, tương ứng.
Sức mạnh liên kết giữa các lớp phủ và thép bề mặt của nó được xác định bằng PosiTest † ASTM sau D4541-09.12 Tăng cường liên kết của nó với các lớp phủ, một 20 mm đường kính dolly tại căn cứ đã được nhám với giấy tờ mài mòn, và làm sạch với rượu để loại bỏ quá trình oxy hóa và chất gây ô nhiễm. Các cơ sở của con búp bê được tôn trọng với một lớp đồng phục của keo lên bề mặt lớp phủ kiểm tra. Sau khi chữa cho 24 h, lớp phủ xung quanh con búp bê đã được gỡ bỏ bằng cách sử dụng 20 mm cắt công cụ để cô lập các dolly trên một khu vực thử nghiệm c Speci fi. Con búp bê được fi nally kéo ra khỏi bề mặt mẫu vuông góc với một tốc độ căng thẳng của 0.4 MPa / s. Sức mạnh tối đa của mỗi mẫu bọc được ghi nhận.
Sau khi hoàn tất kiểm tra ăn mòn, các giai đoạn trong sơn đã được kiểm tra trực tiếp trên bề mặt của mẫu thép tráng bằng XRD (Philip X'Pert †) với góc nhiễu xạ (2tôi) đa dạng từ 10 ° đến 55 °. mặt cắt ngang của mẫu men tráng đã được chuẩn bị để phân tích vi với SEM (Hitachi S4700 †). Mỗi mẫu men tráng được rst fi lạnh gắn trong nhựa epoxy (EpoxyMount †, Allied Tech Sản phẩm cao, Inc.) và cắt thành một 10 mm mặt cắt ngang dày bằng một cái cưa kim cương. Sau đó, mặt cắt ngang đã được mài mòn với giấy tờ cacbua để 1200 cát, rửa sạch với nước cất, và fi nally khô trong không khí ở nhiệt độ phòng trước khi kiểm tra. hình ảnh SEM được phân tích với phần mềm ImageJ † để đánh giá độ xốp.
Các xét nghiệm điện hóa
Mỗi mẫu được hàn với một dây đồng cho phép đo điện hóa như minh họa trong hình 1. Tất cả các bên của mẫu ngoại trừ men- hoặc mặt epoxy bọc được che phủ bằng epoxy Marine.
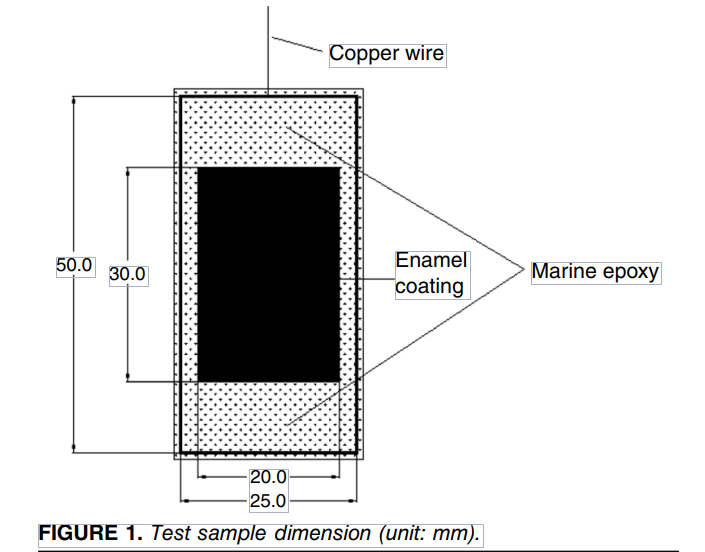
Các men hoặc epoxy diện tích tiếp xúc là 30 mm × 20 mm trong kích thước.
Tất cả các mẫu đã được đắm mình trong 3.5 wt% dung dịch NaCl với độ pH của 7 và thử nghiệm tại tempera phòng- ture cho 69 d. Các giải pháp đã được chuẩn bị bằng cách thêm puri fi ed natri clorua (Fisher khoa học fi c, Inc.) vào nước cất.
Tại thời điểm 1, 3, 6, 13, 27, 41, 55, và 69 d, OCP, LPR, và kiểm tra EIS được thực hiện theo dõi diễn biến sự ăn mòn của men- và mẫu thép tráng epoxy. Một hệ thống ba điện cực tiêu chuẩn được sử dụng để thử nghiệm điện hóa, Bao gồm một 25.4 mm × 25.4 mm × 0.254 mm bạch kim tấm như một điện cực truy cập, bão hòa điện cực calomel (SCE) như một điện cực tham chiếu, và mẫu tráng như một điện cực làm việc. Cả ba điện cực được kết nối với một Gamry 1000E Potentiostat / Galvanostat † cho thu thập dữ liệu.
Sau mỗi OCP ổn định (lâu dài cho 1 h) được ghi nhận, một thử nghiệm EIS được thực hiện với một làn sóng hình sin tiềm năng của 10 mV trong biên độ xung quanh OCP và một tần số 100 kHz đến 5 mHz. Các thử nghiệm được tiến hành LPR bằng cách quét một loạt các ± 15 mV quanh OCP với tốc độ quét của 0.167 mV / s. Các đường cong LPR được sử dụng để xác định Rp kháng phân cực, tương đương với độ dốc của vùng tuyến tính của một đường cong phân cực xung quanh zero hiện tại:13
Rp = ΔE = Δi
nơi ΔE và Δi đại diện cho gia số điện áp và dòng điện, tương ứng, trong phần tuyến tính của một đường cong phân cực tại i = 0. đo LPR đã được sử dụng để tính toán mật độ ăn mòn hiện bằng phương trình Stern-Geary:13
icorr = vavc = ½2.303dva + βcÞRp (2)
nơi βa và βc đại diện hằng anốt Tafel (0.12) và Tafel liên tục catot (0.12), tương ứng, và icorr là ăn mòn hiện tại.
KẾT QUẢ VÀ THẢO LUẬN
Coating Đặc tính
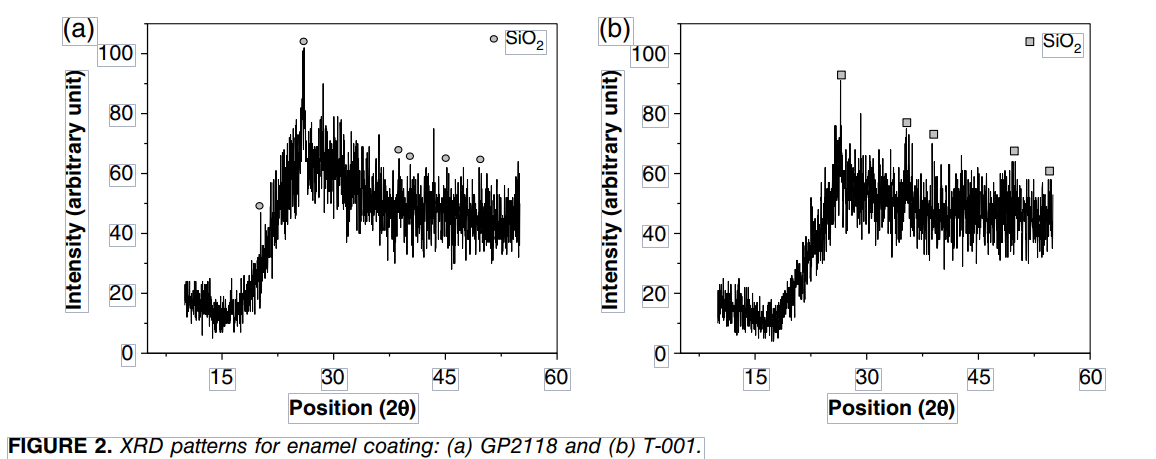
Giai đoạn trong Men - mẫu XRD trên bề mặt của GP2118 và T-001 mẫu men tráng sau khi ngâm trong 3.5 wt% dung dịch NaCl cho 69 d là identi fi ed và hiển thị trong hình 2. Thạch anh SiO2 có mặt trong cả hai loại lớp phủ men. Các đỉnh cường độ cao nhất của thạch anh SiO2 là ở 26 ° và 26,5 ° cho GP2118 và T-001 men, tương ứng.
Vi tại Men / Substrate Interface - hình ảnh SEM cắt ngang tại giao diện thép / lớp phủ với các cation fi Magni khác nhau được thể hiện trong Hình 3. Các lớp phủ men có một cấu trúc vững chắc với không khí bị ngắt kết nối bong bóng qua độ dày lớp phủ (Số liệu 3[a1] và [b1]). Các bong bóng khí được hình thành trong quá trình hóa học ở nhiệt độ cao

Phản ứng của frit men kính với thép trong vòng fi process.14-15 Các lớp phủ lớp men có nhiều
cách ly lỗ nhỏ với ngoại lệ của men GP2118 rằng có một vài lỗ lớn có đường kính xấp xỉ 105 Μm. Nội dung độ xốp của T-001 men đã đo được 4.26%, thấp hơn 12.72% cho men GP2118. Số liệu 3(a2) và (b2) hiển thị các giao diện fi ed men / thép Magni mà tại đó nhỏ Fe nhô ra phát triển thành lớp phủ men để tạo điểm neo khác nhau. Những hạt spinen epitaxy nâng cao liên kết giữa men và substrate.16 thép nó
Kéo-Tắt Strength - Độ dày đo được, độ nhám bề mặt, và sức mạnh trái phiếu của ba loại chất phủ được tóm tắt trong Bảng 4. Mức trung bình và độ lệch chuẩn của độ dày và độ nhám bề mặt của mỗi lớp được tính từ
27 đo lấy từ ba mẫu khác nhau đã được đánh bóng để có một fl ở bề mặt cho kỳ thi này kéo-off. Mức trung bình và độ lệch chuẩn của sức mạnh trái phiếu của mỗi lớp phủ được tính toán từ ba bài kiểm tra kéo-off tiến hành. Nó có thể được trình bày ở Bảng 4 rằng lớp phủ epoxy là dày (396 Μm) và T-001 men là mỏng nhất (230 Μm). Các
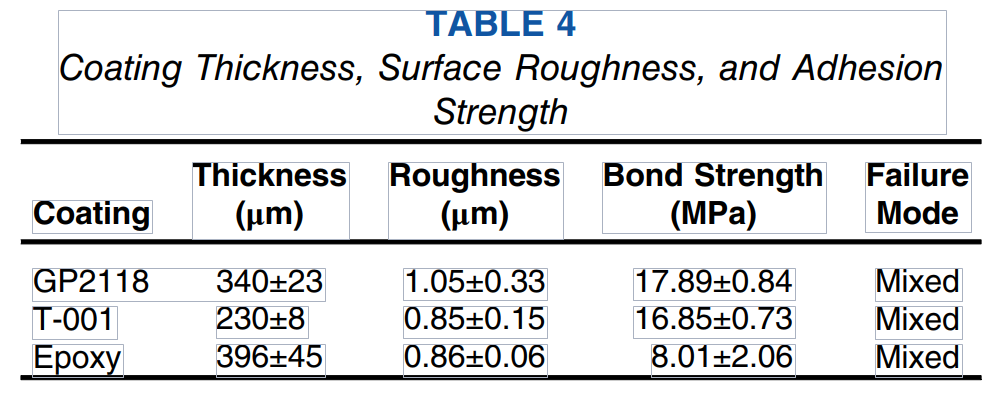
độ nhám của ba lớp phủ là khoảng 1 Μm, cho thấy bề mặt mịn trong tất cả các mẫu.
Sau khi hoàn tất thử nghiệm kéo-off, con búp bê và bề mặt đứt gãy bề mặt được thể hiện trong hình 4. Trong một thử nghiệm trái phiếu pull-off, bốn chế độ thất bại có thể bao gồm: (1) phá vỡ kết dính giữa lớp phủ và bề mặt thép của nó, (2) phá vỡ sự gắn kết trong lớp sơn, (3) phá vỡ keo, và (4) phá vỡ hỗn hợp hoặc một combi- quốc gia của các vi phạm nêu trên ở nhiều locations.17
lớp phủ men có một chế độ thất bại trong hỗn hợp- volving nghỉ ngơi bên trong lớp phủ (phá vỡ liên kết chặt chẽ) và nghỉ ngơi trong keo sử dụng để liên kết các búp bê với mẫu. sơn epoxy cũng có một chế độ thất bại hỗn hợp liên quan đến một đột phá bên trong lớp phủ (phá vỡ liên kết chặt chẽ), khoảng trống giữa vùng sơn và thép chất nền (phá vỡ chất kết dính), và nghỉ ngơi keo. Hiện tại không có phá vỡ chất kết dính cho lớp phủ men vì các điểm neo trên giao diện tăng kết dính giữa một lớp phủ men và thép bề mặt của nó như trong hình 3. cally fi Speci, GP2118 sơn men có sức mạnh trái phiếu cao nhất với giá trị trung bình của 17.89 MPa, sơn epoxy có sức mạnh trái phiếu thấp nhất 8.01 MPa, và T-001 sơn men có một sức mạnh trái phiếu của 16.85 MPa.
Số liệu 5(một) và (b) đại diện cho hình thái bề mặt fi ed gãy Magni như thể hiện trong hình 4(a2) và (b2), tương ứng. Khi con búp bê đã được kéo ra khỏi mẫu tráng tại góc bên phải, một vết nứt khởi xướng và quảng bá qua lớn bong bóng khí trong áo khoác- ING theo tải trọng ngày càng tăng. Số liệu 6(một) và (b) Hiện SEM hình ảnh cho mặt cắt ngang của SPE thử nghiệm- cIMEnS Trong vùng hình chữ nhật số liệu 4(a2) và (b2), tương ứng. Bề mặt gãy của mẫu thường được trơn tru với mức tối thiểu vẫn Coating độ dày xấp xỉ 70 mM và
40 mM Đối với GP2118 và T-001 Men, tương ứng. So với con số 3, Số liệu 6(một) và (b) Chỉ ra rằng các bề mặt gãy cách xa họ lớp liên kết tương ứng tại các giao diện men / chất nền và đi qua các lớp yếu nhất kết nối các bong bóng khí lớn trong các lớp phủ vì tuân thủ men trên bề mặt thép về mặt hóa học được củng cố với sự phát triển của các hạt epitaxy Spinel trong men trong hóa học phản ứng trong ProcESS.16 fi Ring












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}