

Ống uốn cho hệ thống đường ống
có thể 26, 2025
Đường ống 5L bằng thép carbon được lót bên trong
tháng sáu 4, 2025
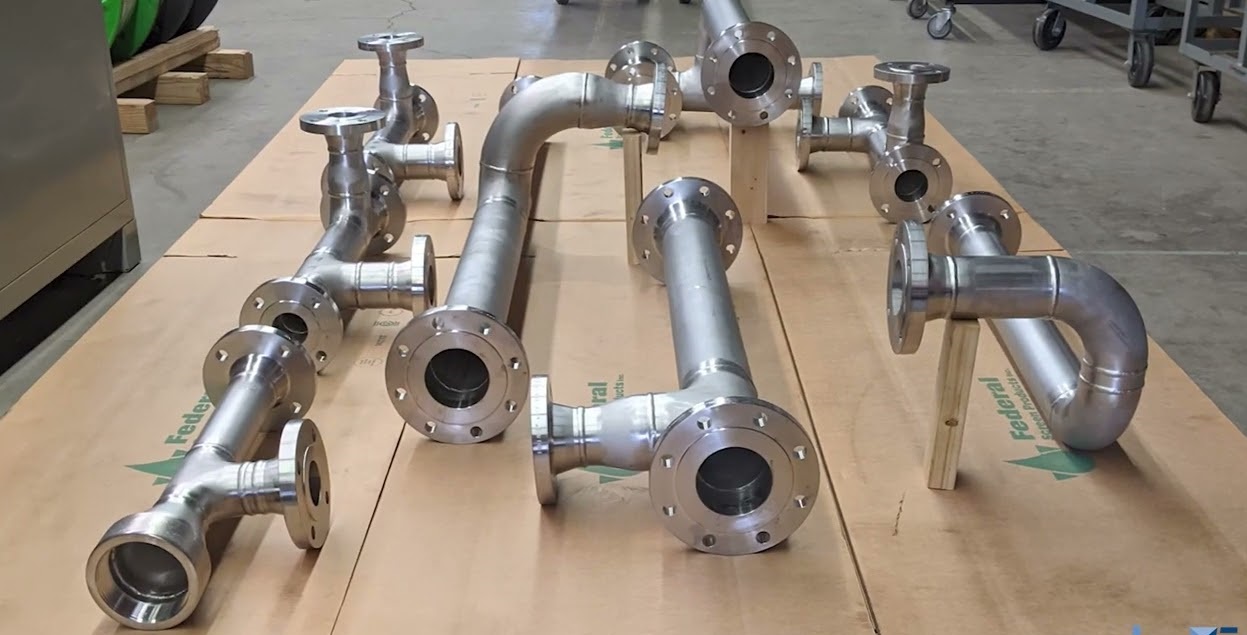
Chế tạo ống ống: Một phân tích khoa học chi tiết
Chế tạo ống ống là một quá trình quan trọng trong các ngành công nghiệp như dầu khí, hóa dầu, Máy phát điện, xử lý nước, và dược phẩm, Trường hợp các hệ thống đường ống được lắp ráp sẵn được yêu cầu để lắp đặt hiệu quả tại các công trường xây dựng. Một ống ống là một phần đúc sẵn của hệ thống đường ống, thường bao gồm các đường ống, phụ kiện (khuỷu tay, lắp đường ống, lắp đường ống), mặt bích, van, và các thành phần khác, được tập hợp trong một môi trường được kiểm soát (hội thảo hoặc nhà máy) Trước khi được chuyển đến trang web để cài đặt. Phương pháp này tăng cường hiệu quả, Giảm lao động tại chỗ, và đảm bảo các tiêu chuẩn chất lượng cao thông qua các quy trình chế tạo được kiểm soát.
Phân tích này sẽ bao gồm các lĩnh vực chính sau:
- Tổng quan về chế tạo ống ống ống
- Các thông số chính trong chế tạo ống ống ống (với bảng)
- Phân tích khoa học và kỹ thuật của quá trình
- Lựa chọn vật liệu và tác động của chúng
- Kỹ thuật và thiết bị chế tạo
- Kiểm soát chất lượng và tiêu chuẩn
- Tối ưu hóa và xem xét hiệu quả
- Nghiên cứu trường hợp và ứng dụng thực tế
- Phần kết luận
1. Tổng quan về chế tạo ống ống ống
Chế tạo ống ống liên quan đến việc lắp ráp các thành phần đường ống thành các đơn vị mô -đun có thể dễ dàng vận chuyển và cài đặt. Quá trình này được sử dụng rộng rãi trong các ngành công nghiệp yêu cầu hệ thống đường ống phức tạp, Khi nó giảm thiểu hàn trường, Giảm thời gian dự án, và cải thiện sự an toàn bằng cách giới hạn công việc tại chỗ trong môi trường nguy hiểm. Quá trình chế tạo thường bao gồm cắt, vát, sự hàn, vừa vặn, kiểm tra, và thử nghiệm, tất cả được thực hiện trong các điều kiện được kiểm soát.
Ưu điểm của chế tạo ống ống ống
- Cải thiện kiểm soát chất lượng: Chế tạo trong môi trường được kiểm soát đảm bảo độ chính xác và tuân thủ các tiêu chuẩn.
- Hiệu quả chi phí: Giảm chi phí lao động tại chỗ và giảm thiểu lỗi trong quá trình cài đặt.
- Tiết kiệm thời gian: Việc chế tạo trước cho phép các luồng công việc song song, rút ngắn lịch trình dự án.
- Sự an toàn: Giới hạn hàn tại chỗ và xử lý các thành phần nặng, giảm rủi ro.
- Mô -đun: Tạo điều kiện cho việc vận chuyển và lắp đặt các hệ thống phức tạp dễ dàng hơn.
Thử thách
- Logistics: Vận chuyển các cuộn lớn đòi hỏi phải có kế hoạch cẩn thận để tránh thiệt hại.
- Khả năng tương thích vật liệu: Đảm bảo tất cả các thành phần tương thích với chất lỏng và điều kiện vận hành quá trình.
- Độ chính xác kích thước: Các phép đo chính xác là rất quan trọng để tránh sự không phù hợp trong quá trình cài đặt hiện trường.

2. Các thông số chính trong chế tạo ống ống ống
Để đảm bảo sự thành công của chế tạo ống ống ống, Một số tham số phải được kiểm soát cẩn thận. Những thông số này ảnh hưởng đến chất lượng, Độ bền, và chức năng của ống chỉ cuối cùng. Dưới đây là bảng chi tiết tóm tắt các tham số quan trọng, tiếp theo là giải thích về ý nghĩa của chúng.
Bàn 1: Các thông số chính trong chế tạo ống ống ống
| Tham số | Sự miêu tả | Giá trị/tiêu chuẩn điển hình | Tác động đến chế tạo |
|---|---|---|---|
| Đường kính ống | Đường kính danh nghĩa của đường ống (NPS hoặc DN) | 1/2"Đến 48" (NPS), DN15 đến DN1200 | Xác định kích thước ống, cân nặng, và yêu cầu hàn. |
| Bức tường dày | Độ dày của thành ống (Lịch trình hoặc mm) | SCH 10, 40, 80, 160; 250 mm | Ảnh hưởng đến đánh giá áp lực, Khó hàn, và chi phí vật chất. |
| Loại vật chất | Vật liệu của đường ống và các thành phần | Thép carbon, thép không gỉ, thép hợp kim, vv. | Tác động đến kháng ăn mòn, sức mạnh, và khả năng hàn. |
| Tiêu chí không hoàn hảo hàn | Giới hạn chấp nhận được đối với sự không hoàn hảo của mối hàn (ví dụ., độ xốp, vết nứt) | ASME B31.3, API 1104, TIÊU CHUẨN ISO 5817 | Đảm bảo tính toàn vẹn về cấu trúc và tuân thủ các tiêu chuẩn. |
| Góc vát | Góc chuẩn bị kết thúc ống để hàn | 30° 3537,5 ° (Thông thường 37,5 ° đối với V-Groove) | Ảnh hưởng đến sự thâm nhập và sức mạnh hàn. |
| Quá trình hàn | Loại hàn được sử dụng (ví dụ., GTAW, SMAW, GMAW) | TIG, TÔI, Dán, Vòng cung ngập nước | Xác định chất lượng mối hàn, tốc độ, và chi phí. |
| Khả năng chịu đựng phù hợp | Độ chính xác của các thành phần trước khi hàn | ± 1 trận2 mm (Tùy thuộc vào tiêu chuẩn) | Đảm bảo căn chỉnh khớp thích hợp và giảm thiểu ứng suất. |
| Áp suất kiểm tra thủy tĩnh | Áp lực áp dụng trong quá trình thử nghiệm để đảm bảo tính toàn vẹn | 1.5X Áp lực thiết kế (ASME B31.3) | Xác minh tính toàn vẹn của ống trong điều kiện hoạt động. |
| Hoàn thiện bề mặt | Xử lý bề mặt (ví dụ., ngâm chua, thụ động, lớp áo) | RA 0,8-3,2 (Đối với thép không gỉ) | Tác động đến khả năng chống ăn mòn và đặc điểm dòng chất lỏng. |
| Dung sai kích thước | Độ lệch cho phép trong kích thước ống | ± 3 mm cho chiều dài, ± 1,5 mm để liên kết | Đảm bảo khả năng tương thích với cài đặt trường. |
| Xử lý nhiệt | Xử lý nhiệt sau hàn (PWHT) yêu cầu | 600Mạnh700 ° C đối với thép carbon (nếu được yêu cầu) | Giảm ứng suất dư và cải thiện độ bền hàn. |
| Kiểm tra không phá hủy (NDT) | Phương pháp phát hiện các khiếm khuyết (ví dụ., RT, OUT, PT, MT) | X quang, siêu âm, Thuốc nhuộm thâm nhập, Hạt từ tính | Đảm bảo hàn và tính toàn vẹn vật chất mà không làm hỏng ống chỉ. |
| Trọng lượng ống chỉ | Tổng trọng lượng của ống chỉ được chế tạo | 10 kg đến vài tấn | Ảnh hưởng đến các yêu cầu vận chuyển và nâng. |
Giải thích các thông số chính
- Đường kính ống và độ dày thành: Đường kính ống và độ dày tường rất quan trọng để xác định khả năng của ống chỉ để xử lý áp suất, Tốc độ dòng chảy, và tải cấu trúc. Ví dụ, Lịch trình 80 Ống có tường dày hơn lịch trình 40, Làm cho chúng phù hợp cho các ứng dụng áp suất cao hơn nhưng tăng chi phí vật liệu và chế tạo.
- Xem xét khoa học: Các ứng suất hoop (p) trong một đường ống dưới áp suất được tính toán bằng cách sử dụng công thức:
S = (P · d) / (2t)
Ở đâu
Plà áp lực bên trong,Dlà đường kính ngoài, vàtlà độ dày của tường. Chọn độ dày thích hợp đảm bảo có thể chịu được các ứng suất hoạt động mà không bị hỏng. - Loại vật chất: Vật liệu phổ biến bao gồm thép cacbon (ví dụ., ASTM A106), thép không gỉ (ví dụ., 304/316), và thép hợp kim (ví dụ., P91 cho các ứng dụng nhiệt độ cao). Lựa chọn vật liệu phụ thuộc vào chất lỏng quá trình, nhiệt độ, và môi trường ăn mòn.
- Xem xét khoa học: Các tính chất vật chất như sức mạnh năng suất, Mở rộng nhiệt, và khả năng chống ăn mòn phải được phân tích. Ví dụ:, Thép không gỉ được ưa thích trong môi trường ăn mòn do hàm lượng crom cao, tạo thành một lớp oxit thụ động.
- Tiêu chí không hoàn hảo hàn: Sự không hoàn hảo hàn (ví dụ., độ xốp, Thiếu hợp nhất) được đánh giá bằng cách sử dụng các tiêu chuẩn như ASME B31.3 hoặc ISO 5817. Sự không hoàn hảo phải trong giới hạn chấp nhận được để đảm bảo tính toàn vẹn về cấu trúc.
- Xem xét khoa học: Sự không hoàn hảo của mối hàn có thể đóng vai trò là bộ tập trung căng thẳng, Giảm tuổi thọ mệt mỏi của ống. Kiểm tra không phá hủy (NDT) Các phương pháp như X quang và xét nghiệm siêu âm được sử dụng để phát hiện các khuyết tật dưới bề mặt.
- Góc vát và dung sai vừa vặn: Vát đúng cách đảm bảo sự thâm nhập hàn đầy đủ, Trong khi dung sai phù hợp chặt chẽ với nhau làm giảm sai lệch và ứng suất dư. Các khớp bị lệch có thể dẫn đến nồng độ căng thẳng và lỗi sớm.
- Xem xét khoa học: Góc vát ảnh hưởng đến động lực học bể hàn và vùng bị ảnh hưởng bởi nhiệt (MAKE). Một rãnh V 37,5 ° là tiêu chuẩn cho các mối hàn mông, Cân bằng sự thâm nhập và sử dụng vật liệu phụ.
- Quá trình hàn: Các quy trình hàn phổ biến bao gồm hàn hồ quang vonfram khí (GTAW / TURN) Đối với các mối hàn có độ chính xác cao, Hàn hồ quang kim loại khí (GMAW/MIG) để sản xuất nhanh hơn, và hàn hồ quang kim loại được bảo vệ (Smaw/Stick) Để sửa chữa hiện trường.
- Xem xét khoa học: Việc lựa chọn quy trình hàn ảnh hưởng đến đầu vào nhiệt, ảnh hưởng đến cấu trúc vi mô của haz. Ví dụ, GTAW tạo ra một hạt nhỏ hơn, Giảm nguy cơ nứt trong vật liệu hợp kim cao.
- Kiểm tra thủy tĩnh: Thử nghiệm thủy tĩnh xác minh khả năng của bộ đệm để chịu được áp lực thiết kế. Áp suất kiểm tra thường là 1.5 lần áp lực thiết kế, Theo ASME B31.3.
- Xem xét khoa học: Bài kiểm tra đảm bảo không bị rò rỉ hoặc biến dạng xảy ra dưới áp lực, xác nhận tính toàn vẹn của các mối hàn và vật liệu.
- Bề mặt hoàn thiện và xử lý nhiệt: Bề mặt hoàn thiện là rất quan trọng trong các ngành công nghiệp như dược phẩm, nơi bề mặt mịn (Giá trị RA thấp) ngăn chặn sự phát triển của vi khuẩn. Xử lý nhiệt sau hàn (PWHT) Giảm ứng suất dư trong các mối hàn, đặc biệt đối với các ống có thành dày hoặc hợp kim.
- Xem xét khoa học: PWHT làm thay đổi cấu trúc vi mô của mối hàn và haz, Cải thiện độ bền và giảm nguy cơ nứt nẻ căng thẳng.
3. Phân tích khoa học và kỹ thuật của quá trình
Chế tạo ống ống là một quy trình đa ngành tích hợp khoa học vật liệu, Kỹ thuật cơ khí, và kiểm soát chất lượng. Dưới đây là một phân tích chi tiết về các nguyên tắc khoa học và các cân nhắc kỹ thuật liên quan.
3.1 Cân nhắc khoa học vật chất
Việc lựa chọn vật liệu được điều khiển bởi các điều kiện hoạt động của hệ thống đường ống, bao gồm cả nhiệt độ, áp lực, và sự ăn mòn của chất lỏng. Thuộc tính vật liệu chính bao gồm:
- Năng suất sức mạnh và độ bền kéo: Xác định khả năng của đường ống để chịu được áp lực bên trong và tải trọng bên ngoài.
- Độ dẫn nhiệt và mở rộng: Quan trọng cho các ứng dụng nhiệt độ cao, Trường hợp giãn nở nhiệt có thể gây ra sai lệch hoặc căng thẳng.
- Chống ăn mòn: Cần thiết cho chất lỏng như nước biển, axit, hoặc hydrocarbon. Ví dụ, Thép không gỉ 316L được sử dụng trong môi trường biển do hàm lượng molypden của nó, giúp tăng cường sức đề kháng.
Ví dụ tính toán
Cho a đường ống thép carbon (ASTM A106 Gr. B) có đường kính của 12 inch (304.8 mm), Độ dày tường của 10 mm, và áp lực bên trong của 50 quán ba (5 MPa), Căng thẳng hoop là:
Sức mạnh năng suất của A106 GR. B xấp xỉ 240 MPa, cung cấp một yếu tố an toàn của:
Điều này cho thấy đường ống phù hợp cho ứng dụng, Là một yếu tố an toàn > 2 thường được yêu cầu.
3.2 Khoa học hàn
Hàn là xương sống của chế tạo ống ống ống, và chất lượng của nó ảnh hưởng trực tiếp đến hiệu suất của ống chỉ. Những cân nhắc khoa học chính bao gồm:
- Đầu vào nhiệt: Đầu vào nhiệt quá mức có thể gây ra sự tăng trưởng hạt trong HAZ, giảm độ dẻo dai. Đầu vào nhiệt (Q) được tính toán là:
Q = (Điện áp · hiện tại · 60) / Tốc độ hàn (mm/phút)
- Sự không hoàn hảo hàn: Độ xốp, bao gồm, và các vết nứt có thể thỏa hiệp tính toàn vẹn của mối hàn. Chúng được giảm thiểu thông qua lựa chọn khí bảo vệ thích hợp, Lựa chọn điện cực, và kỹ năng thợ hàn.
- Ứng suất dư: Hàn gây ra ứng suất dư do sự giãn nở và co thắt nhiệt. PWHT hoặc làm mát được kiểm soát có thể giảm thiểu những căng thẳng này.
3.3 Động lực học chất lỏng và thiết kế ống
Các đặc điểm dòng chảy bên trong của ống chỉ ảnh hưởng đến hiệu suất của nó trong dịch vụ. Những cân nhắc chính bao gồm:
- Áp lực giảm: Được xác định bởi đường kính ống, chiều dài, và độ nhám bề mặt. Phương trình Darcy-Weisbach được sử dụng để tính toán giảm áp suất:
P = F · (L / D) · (P V² / 2)
Ở đâu
flà yếu tố ma sát,Llà chiều dài ống,Dlà đường kính,ρlà mật độ chất lỏng, vàVlà vận tốc. - Chế độ dòng chảy: Dòng chảy của lớp hoặc hỗn loạn ảnh hưởng đến tốc độ giảm áp lực và xói mòn. Cho chất lỏng vận tốc cao, bề mặt mượt mà hơn (ví dụ., Thép không gỉ điện) được ưa thích để giảm nhiễu loạn.
3.4 Tính toàn vẹn về cấu trúc
Bức đệm phải chịu được áp lực bên trong, tải bên ngoài (ví dụ., gió, địa chấn), và giãn nở nhiệt. Phân tích phần tử hữu hạn (FEA) thường được sử dụng để mô phỏng các ứng suất và đảm bảo ống chỉ đáp ứng các yêu cầu thiết kế. Ví dụ, ASME B31.3 cung cấp các hướng dẫn tính toán các ứng suất cho phép dựa trên các tính chất vật liệu và điều kiện vận hành.
4. Lựa chọn vật liệu và tác động của chúng
Lựa chọn vật chất là một khía cạnh quan trọng của việc chế tạo ống ống, Vì nó ảnh hưởng đến chi phí, Độ bền, và hiệu suất. Dưới đây là bảng tóm tắt các tài liệu phổ biến và các ứng dụng của chúng.
Bàn 2: Các vật liệu phổ biến để chế tạo ống ống
| Tài liệu | Tiêu chuẩn | Ứng dụng | ưu điểm | Hạn chế |
|---|---|---|---|---|
| Thép carbon (A106 gr. B) | ASTM A106 | Dầu và khí, nước, hơi nước | Hiệu quả chi phí, cường độ cao | Dễ bị ăn mòn |
| Thép không gỉ (304/316) | ASTM A312 | Hóa chất, dược phẩm, thủy | Chống ăn mòn, bền chặt | Giá cao hơn, sức mạnh thấp hơn thép carbon |
| Thép hợp kim (P91, P22) | ASTM A335 | Cây điện nhiệt độ cao | Cường độ nhiệt độ cao, sức đề kháng leo | Đắt, Yêu cầu PWHT |
| Thép không gỉ Duplex | ASTM A790 | Dầu ngoài khơi, môi trường ăn mòn | Cường độ cao, khả năng chống ăn mòn tuyệt vời | Hàn phức tạp, Chi phí cao |
| PVC/CPVC | ASTM D1785 | Xử lý nước, Hệ thống áp suất thấp | Trọng lượng nhẹ, chống ăn mòn | Giới hạn ở nhiệt độ và áp suất thấp |
Cân nhắc khoa học
- sự ăn mòn: Tốc độ ăn mòn phụ thuộc vào hóa học chất lỏng và tính chất vật liệu. Ví dụ, Thép không gỉ 316L có tốc độ ăn mòn là <0.1 mm/năm trong nước biển, so với >1 mm/năm cho thép carbon.
- Giãn nở nhiệt: Các vật liệu như thép không gỉ có hệ số giãn nở nhiệt cao hơn (ví dụ., 16 Mạnhm/m · k cho 316 SS vs. 12 Mạnhm/m · k cho thép carbon), Yêu cầu các khớp mở rộng hoặc hỗ trợ linh hoạt trong các hệ thống nhiệt độ cao.
- Tính hàn: Các vật liệu hợp kim cao như thép không gỉ song công đòi hỏi phải kiểm soát chính xác các thông số hàn để tránh mất cân bằng pha (ví dụ., Tỷ lệ Ferrite-Austenite).
5. Kỹ thuật và thiết bị chế tạo
Quá trình chế tạo liên quan đến một số bước, Mỗi yêu cầu các thiết bị và kỹ thuật chuyên dụng. Dưới đây là tổng quan về các giai đoạn và công cụ chính.
5.1 Cắt và vát
- Quá trình: Ống được cắt theo chiều dài và vát để chuẩn bị cho hàn. Các phương pháp phổ biến bao gồm cắt huyết tương, Cắt nhiên liệu oxy, và cắt cơ học.
- Thiết bị: Máy cắt ống CNC, Máy móc.
- Xem xét khoa học: Cắt chính xác đảm bảo độ chính xác chiều, Trong khi vát đúng cách tạo điều kiện cho sự thâm nhập hàn. Ví dụ, góc vát 37,5 ° là tiêu chuẩn cho các mối hàn V-Groove để cân bằng sự thâm nhập và sử dụng vật liệu phụ.
5.2 sự hàn
- Quá trình: Các thành phần được tham gia bằng các quy trình hàn như GTAW, GMAW, hoặc SMAW. Hệ thống hàn tự động ngày càng được sử dụng để thống nhất.
- Thiết bị: Máy hàn quỹ đạo, TIG/MIG WELDERS, Người định vị hàn.
- Xem xét khoa học: Chất lượng mối hàn phụ thuộc vào các tham số như hiện tại, điện áp, và tốc độ di chuyển. Ví dụ, GTAW với đầu vào nhiệt thấp được ưa thích cho thép không gỉ để giảm thiểu biến dạng.
5.3 Lắp ráp và vừa vặn
- Quá trình: Các thành phần được căn chỉnh và kẹp trước khi hàn để đảm bảo phù hợp.
- Thiết bị: Kẹp căn chỉnh ống, Jigs, và đồ đạc.
- Xem xét khoa học: Sự sai lệch có thể gây ra ứng suất dư, Giảm cuộc sống mệt mỏi. Dung sai ± 1 trận2 mm thường được yêu cầu.
5.4 Kiểm tra và thử nghiệm
- Quá trình: Kiểm tra không phá hủy (NDT) Phương pháp như X quang (RT), Kiểm tra siêu âm (OUT), và thuốc nhuộm kiểm tra thâm nhập (PT) được sử dụng để xác minh chất lượng mối hàn. Thử nghiệm thủy tĩnh hoặc khí nén đảm bảo bị rò rỉ.
- Thiết bị: Máy X-quang, Máy dò lỗ hổng siêu âm, giàn kiểm tra áp lực.
- Xem xét khoa học: Phương pháp NDT phát hiện các khuyết tật như vết nứt hoặc độ xốp, có thể đóng vai trò là bộ tập trung căng thẳng. Thử nghiệm thủy tĩnh xác nhận khả năng của bộ đệm để chịu được áp lực thiết kế.
6. Kiểm soát chất lượng và tiêu chuẩn
Kiểm soát chất lượng là tối quan trọng trong chế tạo ống ống để đảm bảo tuân thủ các tiêu chuẩn và thông số kỹ thuật của dự án. Các tiêu chuẩn chính bao gồm:
- ASME B31.3: Quá trình dẫn nước, Thiết kế quản lý, sự bịa đặt, và thử nghiệm.
- API 1104: Hàn đường ống và các cơ sở liên quan.
- TIÊU CHUẨN ISO 5817: Mức chất lượng cho sự không hoàn hảo của mối hàn.
- Tiêu chuẩn ASTM: Thông số kỹ thuật vật chất (ví dụ., A106, A312).
Các biện pháp kiểm soát chất lượng
- Kiểm tra vật liệu: Xác minh chứng chỉ vật liệu và thực hiện phân tích hóa học để đảm bảo tuân thủ các thông số kỹ thuật.
- Đánh giá không hoàn hảo hàn: Sử dụng NDT để phát hiện các lỗi và đảm bảo các mối hàn đáp ứng các tiêu chí chấp nhận.
- Kiểm tra kích thước: Đo kích thước ống chỉ để đảm bảo tuân thủ dung sai.
- Kiểm tra áp suất: Tiến hành các xét nghiệm thủy tĩnh hoặc khí nén để xác minh tính toàn vẹn.
- Tài liệu hướng dẫn: Duy trì hồ sơ chứng chỉ tài liệu, Bản đồ hàn, và các báo cáo kiểm tra về truy xuất nguồn gốc.
Xem xét khoa học: Kiểm soát quá trình thống kê (SPC) có thể được sử dụng để theo dõi chất lượng chế tạo. Ví dụ, Biểu đồ kiểm soát có thể theo dõi tỷ lệ không hoàn hảo hàn, đảm bảo chúng vẫn ở trong giới hạn chấp nhận được.
7. Tối ưu hóa và xem xét hiệu quả
Để tối đa hóa hiệu quả của chế tạo ống ống ống, Một số chiến lược có thể được sử dụng:
- Tự động hóa: Sử dụng máy cắt CNC và hệ thống hàn tự động để cải thiện độ chính xác và giảm chi phí lao động.
- Sản xuất nạc: Thực hiện các nguyên tắc nạc để giảm thiểu chất thải, chẳng hạn như tối ưu hóa việc sử dụng vật liệu và giảm làm lại.
- Thiết kế mô -đun: Thiết kế các cuộn để giảm thiểu các mối hàn trường, giảm lao động tại chỗ và chi phí.
- Công cụ kỹ thuật số: Sử dụng mô hình thông tin xây dựng (Bim) và phần mềm CAD 3D để lập kế hoạch và trực quan hóa các thiết kế ống, Đảm bảo khả năng tương thích với các điều kiện hiện trường.
- Quản lý chuỗi cung ứng: Đảm bảo cung cấp tài liệu kịp thời để tránh sự chậm trễ sản xuất.
Xem xét khoa học: Tối ưu hóa có thể được mô hình hóa bằng cách sử dụng các kỹ thuật nghiên cứu hoạt động, chẳng hạn như lập trình tuyến tính, Để giảm thiểu chi phí trong khi đáp ứng các hạn chế của dự án. Ví dụ, Hàm mục tiêu có thể giảm thiểu tổng chi phí chế tạo:
Ở đâu Cm là chi phí vật chất, Cl là chi phí lao động, và Ct là chi phí vận chuyển, Tùy thuộc vào các ràng buộc như thời hạn giao hàng và tiêu chuẩn chất lượng.
8. Nghiên cứu trường hợp và ứng dụng thực tế
Nghiên cứu điển hình 1: Nhà máy lọc dầu và khí đốt
Một dự án nhà máy lọc dầu cần 500 Ống ống cho một đơn vị chế biến dầu thô. Các ống được chế tạo bằng thép carbon (A106 gr. B) với đường kính từ 4 đến 24 đến 24 và Lịch trình có độ dày tường 408080. Những thách thức chính bao gồm:
- sự ăn mòn: Dầu thô chứa các hợp chất lưu huỳnh, Yêu cầu lớp phủ bên trong.
- Dung sai chặt chẽ: Các bộ đệm phải phù hợp với các thiết bị hiện có, yêu cầu độ chính xác kích thước ± 1 mm.
- Lịch trình: Dòng thời gian dự án yêu cầu chế tạo song song của nhiều bộ đệm.
Giải pháp
- Hàn GTAW tự động được sử dụng để đảm bảo các mối hàn chất lượng cao.
- Thực hiện thử nghiệm X quang (RT) Đối với tất cả các mối hàn quan trọng.
- BIM sử dụng để phối hợp thiết kế ống với điều kiện hiện trường.
kết quả
Dự án đã được hoàn thành đúng hạn, với rò rỉ bằng không trong quá trình thử nghiệm thủy tĩnh và tuân thủ đầy đủ với ASME B31.3.
Nghiên cứu điển hình 2: Nhà máy dược phẩm
Một nhà máy dược phẩm cần thép không gỉ (316L) Ống cho hệ thống nước vô trùng. Các yêu cầu chính bao gồm:
-
- Hoàn thiện bề mặt: Ra < 0.8 µM để ngăn chặn sự phát triển của vi khuẩn.
- Sạch sẽ: Không bị ô nhiễm trong quá trình chế tạo.
- Chất lượng mối hàn: 100% Kiểm tra X quang cho các mối hàn.
Giải pháp
- Hàn GTAW quỹ đạo được sử dụng để phù hợp, mối hàn chất lượng cao.
- Thực hiện điện tử để đạt được kết thúc bề mặt cần thiết.
- Tiến hành thụ động để tăng cường khả năng chống ăn mòn.
kết quả
Các bộ đệm đáp ứng các yêu cầu FDA nghiêm ngặt, Đảm bảo tuân thủ các hoạt động sản xuất tốt (GMP).
Chế tạo ống ống là một phức tạp, Quy trình đa ngành đòi hỏi phải xem xét cẩn thận các vật liệu, kỹ thuật hàn, kiểm soát chất lượng, và các chiến lược tối ưu hóa. Bằng cách tuân thủ các tiêu chuẩn ngành như ASME B31.3 và sử dụng các kỹ thuật chế tạo nâng cao, Các nhà sản xuất có thể sản xuất các cuộn chất lượng cao đáp ứng nhu cầu của các ngành công nghiệp như dầu khí, hóa dầu, và dược phẩm. Các tham số chính được nêu trong các bảng đường kính, bức tường dày, loại vật chất, chất lượng mối hàn, và các yêu cầu kiểm tra - hình thành xương sống của quy trình chế tạo, Đảm bảo tính toàn vẹn về cấu trúc và độ tin cậy hoạt động.
Từ khóa chính:
Chế tạo ống ống
Sản xuất ống ống
Hệ thống đường ống đúc sẵn
Lắp ráp ống ống
Chế tạo đường ống công nghiệp
Từ khóa kỹ thuật:
Kỹ thuật hàn ống
Kiểm tra không phá hủy (NDT) cho đường ống
Thử nghiệm thủy tĩnh cho ống ống
ASME B31.3 Tuân thủ
Tiêu chuẩn không hoàn hảo hàn
Từ khóa liên quan đến vật liệu:
Ống ống bằng thép carbon
Chế tạo đường ống bằng thép không gỉ
ống thép hợp kim Đoạn đệm
Đường ống bằng thép không gỉ
Sản xuất ống ống PVC
Từ khóa dành riêng cho ngành:
Chế tạo đường ống dầu khí
Đốt ống hóa dầu
Hệ thống đường ống dược phẩm
Chế tạo ống điện
Dung dịch đường ống xử lý nước
Từ khóa quy trình và thiết bị:
CNC Cắt ống
Hàn quỹ đạo cho ống ống
Bài viết liên quan












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Uốn cong cảm ứng có các góc uốn tiêu chuẩn (ví dụ. 45°, 90°, Vân vân.) hoặc có thể được tùy chỉnh cho các góc uốn cụ thể. Hợp chất uốn cong (ngoài mặt phẳng) uốn cong trong một khớp duy nhất của đường ống cũng có thể được sản xuất. Bán kính uốn được chỉ định là một hàm của đường kính. Ví dụ, Bán kính uốn cong thông thường cho uốn cong cảm ứng là 3D, 5D và 7d, trong đó D là đường kính ống danh nghĩa.