

IT 10216-1 Tubo in acciaio senza saldatura P195
aprile 4, 2026
Tubo in acciaio ERW zincato a caldo
Zincato a caldo (HDG) Resistenza elettrica saldati (ERW) i tubi in acciaio rappresentano lo standard per il trasporto di fluidi resistenti alla corrosione e per le impalcature strutturali nelle costruzioni moderne. Combinando l'efficienza della saldatura ad alta frequenza della tecnologia ERW con un legame metallurgico completo di zinco, questi tubi raggiungono una durata di servizio superiore 50 anni in diverse condizioni atmosferiche.
Come componente industriale di primo livello, Zincato a caldo Tubo in acciaio ERW è prodotto in conformità con gli standard globali tra cui ASTM A53, BS 1387, e IT 39, offrendo una densità di rivestimento di zinco fino a $ 600 g/m ^ 2 $. Questa guida funge da riferimento tecnico definitivo per i responsabili degli appalti, ingegneri strutturali, e project manager.
1. Specifiche tecniche & Ambito di fornitura
La produzione dei tubi HDG ERW prevede un passaggio di qualità a due stadi: Primo, la saldatura di precisione della bobina base in acciaio al carbonio, e secondo, l'immersione in un $ 450 ^{\circ}Bagno di zinco fuso C$. Di seguito è riportato il riepilogo tecnico principale.
| Parametro | Dettagli tecnici / Capacità |
|---|---|
| Diametro esterno (OD) | 1/2″ – 12″ (21.3mm a 323,9 mm) |
| Spessore della parete (WT) | 0.8mm – 10,0 mm (Fino a 17,5 mm per le serie personalizzate) |
| Peso del rivestimento in zinco | Media da $ 200 g/m ^ 2 $ a $ 600 g / m ^ 2 $ ($30\mu m$ to $70\mu m$) |
| Tipi di materiali | Q235, Q345, S235GT, S355, STK400, STK500 |
| Conformità agli standard | ASTM A53, API 5L, EN39, BS1139, JIS3444, GB/T3091 |
| Lunghezza del tubo | 1.0m – 12,0 m (Lunghezze fisse o casuali) |
| Produttività | 5,000 Tonnellate metriche al giorno |
2. Capacità produttiva & Classificazione del prodotto
Garantire una fornitura coerente per i progetti infrastrutturali di livello 1, la nostra struttura è operativa 18 linee di zincatura a caldo dedicate con una capacità annua superiore 1.5 milioni di tonnellate. Questa scala consente la produzione simultanea di varie geometrie compreso il tondo, Piazza, e sezioni rettangolari.
| Linea di prodotti principale | Intervallo di grandezza (mm) | WT (mm) | Conteggio righe | Capacità (Tonnellate/anno) |
|---|---|---|---|---|
| Tubo ERW nero | 21.3 – 219.1 | 1.5 – 10.0 | 13 | 1,000,000 |
| Galv. a caldo. Tubo | 21.3 – 219.1 | 1.5 – 10.0 | 18 | 1,500,000 |
| Tubo d'acciaio di SSAW | 219 – 2020 | 5.0 – 28.0 | 5 | 150,000 |
| Tubo quadrato/rettangolare | 20×20 – 400×600 | 1.3 – 20.0 | 10 | 800,000 |
| Tubo quadrato HDG | 20×20 – 250×150 | 1.5 – 7.5 | 3 | 250,000 |
| Complesso Acciaio-Plastica | 1/2″ – 12″ | 1.5 – 10.0 | 9 | 100,000 |
3. Dimensioni principali & Matrice dello spessore della parete
La tabella seguente fornisce le dimensioni standardizzate per Tubo tondo zincato. Questi parametri sono fondamentali per il calcolo delle portate dei fluidi e dei carichi strutturali dei cuscinetti nelle applicazioni di impalcature.
| Pollici (nel) | Diametro nominale (mm) | Gamma WT (mm) | Lunghezza standard (m) |
|---|---|---|---|
| 1/2″ | 21.3 | 0.5 – 2.75 | 5.8m / 6.0m |
| 3/4″ | 26.9 | 0.5 – 2.75 | 5.8m / 6.0m |
| 1″ | 33.7 | 0.5 – 3.75 | 5.8m / 6.0m |
| 1-1/4″ | 42.4 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 1-1/2″ | 48.3 | 0.5 – 5.0 | 1.0m – 12,0 m |
| 2″ | 60.3 | 0.5 – 5.0+ | 1.0m – 12,0 m |
| 2-1/2″ | 76.1 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 3″ | 88.9 | 0.8 – 5.0+ | 5.8m / 6.0m |
| 4″ | 114.3 | 0.8 – 4.0 | 5.8m / 6.0m |
| 6″ | 168.3 | 1.1 – 6.0+ | 6.0m / 12.0m |
| 8″ | 219.1 | 1.2 – 6.5+ | 6.0m / 12.0m |
| 10″ | 273.0 | 2.75 – 5.0+ | 6.0m / 12.0m |
| 12″ | 323.9 | 3.0 – 10.0 | 6.0m / 12.0m |
Nota: Tutti gli spessori delle pareti sopra elencati includono il substrato base del tubo ERW. The added zinc coating typically contributes an additional $30\mu m$ to $70\mu m$ per side, a seconda della massa di rivestimento specificata ($g/m^2$).
“
4. Composizione chimica & Standard di qualità dei materiali
Le prestazioni di un tubo zincato sono determinate dalla chimica del substrato. Per Tubi in acciaio zincato ERW, l'acciaio deve possedere ottima saldabilità e basso contenuto di silicio per garantire una superficie liscia, finitura zincata uniforme. Utilizziamo qualità di acciaio al carbonio di prima qualità che soddisfano o superano gli standard internazionali per la costruzione e la fornitura di pressione.
tavolo 3: Limiti dei componenti chimici (%)
| Grado d'acciaio | C (Max) | Si (Max) | MN (Max) | P (Max) | S (Max) |
|---|---|---|---|---|---|
| Q235 (GB/T 3091) | 0.22 | 0.35 | 1.40 | 0.045 | 0.045 |
| S235GT (IT 10219) | 0.20 | – | 1.40 | 0.040 | 0.040 |
| ASTM A53 Grado B | 0.30 | – | 1.20 | 0.050 | 0.045 |
| STK400 (JIS G3444) | 0.25 | – | – | 0.040 | 0.040 |
Requisiti di proprietà meccanica
| Metrico | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) | Allungamento (min %) |
|---|---|---|---|
| Q235 / Serie S235 | 370 – 500 | P92 ASME SA335 235 | P92 ASME SA335 26 |
| Q345 / Serie S355 | 470 – 630 | P92 ASME SA335 345 | P92 ASME SA335 20 |
| ASTM A53 Gr. B | P92 ASME SA335 415 | P92 ASME SA335 240 | Formula standard |
5. La filiera produttiva della Zincatura a Caldo ERW
La durabilità dei nostri tubi è il risultato di un ciclo di produzione in 16 fasi. Ogni ERW Zincato Steel Pipe subisce una pulizia rigorosa (decapaggio e lavaggio alcalino) prima di entrare nel bollitore di zinco per garantire che il legame metallurgico sia impeccabile.
A differenza dei tubi prezincati (dove il nastro viene zincato prima della saldatura), Nostro Hot-Dip galvanizzato il processo avviene dopo la formazione del tubo. Ciò garantisce che il cordone di saldatura sia completamente protetto dallo stesso spessore di zinco del resto del corpo del tubo, prevenendo la corrosione prematura delle cuciture.
6. Verifica del rivestimento in zinco di alta qualità
Presso la nostra struttura, “La qualità prima di tutto” non è solo uno slogan. Ogni lotto di Tubo in acciaio per impalcature zincato a caldo è sottoposto a tre test di verifica primari per garantire la conformità globale.
Integrità della superficie
Ispezione visiva della consistenza delle superfici interne ed esterne. Eliminazione dei picchi di zinco, vesciche, e “macchie nere.”
Precisione dimensionale
Misurazione precisa di OD e WT utilizzando micrometri calibrati prima e dopo il processo di zincatura.
Uniformità dello strato di zinco
I tubi dei campioni devono resistere cinque tuffi consecutivi in una soluzione di solfato di rame senza mostrare rosso metallico (Il test di previsione).
7. Elaborazione personalizzata & Modifica strutturale
Per fornire a “Pronto per l'installazione” soluzione per progetti ingegneristici complessi, Nostro Tubo in acciaio ERW zincato a caldo La struttura offre una suite completa di servizi di elaborazione secondaria. Queste modifiche vengono eseguite dopo la zincatura utilizzando tecniche di lavorazione a freddo per preservare l'integrità dello strato di lega di zinco-ferro.
| Tipo di elaborazione | Specifica tecnica | Applicazione industriale |
|---|---|---|
| Timbratura & Goffratura | Numero di calore permanente / Marcatura del grado | Tracciabilità per sistemi ad alta pressione |
| Filettato & Accoppiato | NPT, BSP, o ISO 7-1 Discussioni standard | Linee del gas, Impianto idraulico a bassa pressione |
| Estremità scanalate | Scanalatura per rullatura standard per giunti meccanici | Lotta agli incendi & Sistemi di irrigazione |
| Piegatura & Ad arco | Arco freddo (Min. 3Raggio D) | Cornici di serra & Archi strutturali |
| Fine del limite | Tappi in plastica/antipolvere interni | Protezione delle esportazioni marittime |
8. Applicazioni industriali primarie
La versatilità di Tubi in acciaio zincato a caldo ERW consente l'impiego in ambienti in cui lo stress meccanico e l'umidità atmosferica sono elevati. I nostri tubi vengono utilizzati principalmente nei seguenti tre settori:
A. Ponteggi da costruzione
Conforme a IT 39 e BS 1139, i nostri tubi per ponteggi ($48.3mm$ diametro esterno) fornire la rigidità essenziale per i puntellamenti di grattacieli e le torri di accesso. Il rivestimento di zinco previene l'indebolimento strutturale causato dal “corrosione per vaiolatura” nei climi costieri umidi.
B. Sistemi antincendio
Certificato sotto ASTM A795, questi tubi sono progettati per resistere all'intasamento interno causato da scaglie di ruggine. Il processo di immersione a caldo garantisce che sia la superficie interna che quella esterna della cucitura ERW siano immuni all'ossidazione indotta dall'ossigeno.
Ulteriori applicazioni includono Tubazioni per serra (resistenza ai fertilizzanti), Guardrail autostradali (resistenza all'impatto), e Tubi della cassa dell'olio (Conformità API 5L) per il trasporto energetico a media pressione.

9. Logistica globale delle esportazioni & Imballaggio protettivo
Come uno dei principali esportatori cinesi con una produttività giornaliera di 5.000 tonnellate, In acciaio gestisce la logistica complessa per il Medio Oriente, Africa, Sud-est asiatico, e Australia. Prevenire “Ruggine Bianca” (macchia di conservazione bagnata) durante il transito marittimo è la nostra massima priorità.
Standard di imballaggio per l'esportazione
| Elemento di imballaggio | abter Steel Professional Standard |
|---|---|
| Raggruppamento | Fasci esagonali fissati con 8-10 punti di reggetta in acciaio per la stabilità. |
| Protezione OD piccola | Confezionato in fasci; Tubi con diametro esterno di grandi dimensioni spediti sfusi. |
| Protezione in tessuto | Tessuto impermeabile con 7 lamelle per evitare attriti e infiltrazioni di nebbia salina. |
| Rivestimento interno | Estremità filettate dotate di tappi in plastica; estremità scoperte oliate su richiesta. |
Termini commerciali strategici
- Condizioni commerciali: FOB, CFR, CIF, DDP, EXW
- Metodi di pagamento: T/T (Trasferimento telegrafico), L/C irrevocabile
- Ordine minimo: 2 Tonnellate metriche
- Tempi di consegna: Spedizione rapida entro o prima 20 giorni
Il tuo partner di fiducia per l'acciaio zincato a caldo
Se hai bisogno ASTM A53 tubi antincendio o BS 1139 soluzioni per ponteggi, Nostro 18 le linee di produzione sono pronte a soddisfare le vostre esigenze tecniche con precisione e velocità.
Parole chiave chiave: Tubo ERW zincato a caldo, Tubo d'acciaio per impalcature, Rivestimento in zinco $ 600 g/m ^ 2 $, ASTM A53 Grado B, BS 1387 Tubo d'acciaio, Tubo in acciaio Youfa, dopo Steel China.
10. La prova idrostatica & Verifica elettrica non distruttiva
Per garantire l'integrità strutturale di Tubi in acciaio ERW zincati a caldo in condizioni ad alta pressione, ogni unità deve essere sottoposta a rigorosi test di sicurezza. Secondo la norma ASTM A53, i test idrostatici garantiscono che non vi siano perdite o cedimenti strutturali nel cordone di saldatura o nel corpo del tubo.
Protocolli di prova idrostatica ASTM A53:
- Durata della prova: I tubi di grado B devono mantenere la pressione specificata per un minimo di 5 secondi.
- Soglie di pressione:
- Per NPS 3 (DN 80) e più piccoli, la pressione idrostatica minima non deve superare 2500 PSI [17,200 kPa].
- Per NPS 3 (DN 80) e più grandi, la pressione non deve superare 2800 PSI [19,300 kPa].
Prove elettriche non distruttive (Nde)
Per il tipo E (ERW) tubi d'acciaio, La NDE è un sostituto o un supplemento obbligatorio per le prove idrauliche. Il cordone di saldatura dei tubi di grado A e B viene ispezionato nella sua interezza utilizzando correnti parassite (E213, E273) o ultrasonico (E309, E570) metodi per rilevare difetti del sottosuolo che l'ispezione visiva potrebbe non rilevare.

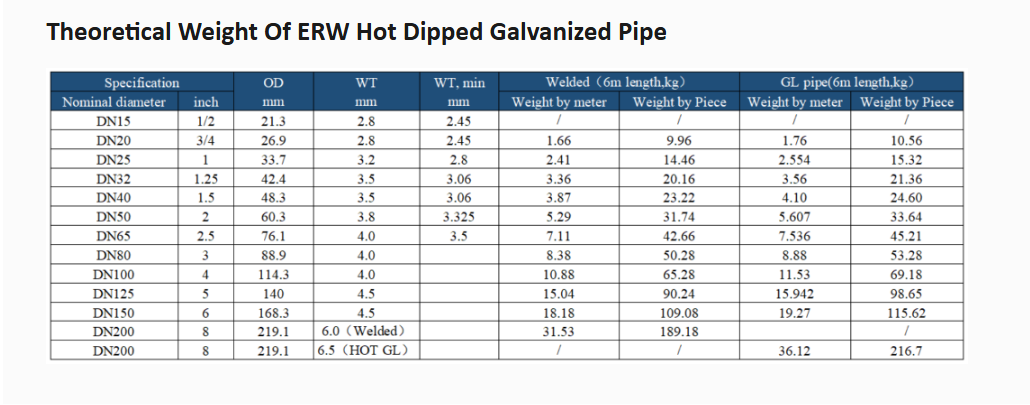
11. Confronto del peso teorico esteso: Saldato vs. Zincato
Comprendere l'aumento di peso dopo la zincatura è essenziale per i calcoli logistici e di portata strutturale. La tabella qui sotto, derivato da dati di lotti industriali, confronta il peso standard di 6 m di lunghezza dei tubi saldati neri con Zincato a caldo (GL) tubi.
| Diametro nominale | OD (mm) | WT (mm) | tubo saldato (6m/kg) | GL (Zincato) Tubo (6m/kg) | ||
|---|---|---|---|---|---|---|
| Peso/metro | Peso/pezzo | Peso/metro | Peso/pezzo | |||
| DN20 (3/4″) | 26.9 | 2.8 | 1.66 | 9.96 | 1.76 | 10.56 |
| DN25 (1″) | 33.7 | 3.2 | 2.41 | 14.46 | 2.554 | 15.32 |
| DN32 (1.25″) | 42.4 | 3.5 | 3.36 | 20.16 | 3.56 | 21.36 |
| DN40 (1.5″) | 48.3 | 3.5 | 3.87 | 23.22 | 4.10 | 24.60 |
| DN50 (2″) | 60.3 | 3.8 | 5.29 | 31.74 | 5.607 | 33.64 |
| DN100 (4″) | 114.3 | 4.0 | 10.88 | 65.28 | 11.53 | 69.18 |
| DN150 (6″) | 168.3 | 4.5 | 18.18 | 109.08 | 19.27 | 115.62 |
| DN200 (8″) | 219.1 | 6.5 | / | / | 36.12 | 216.7 |
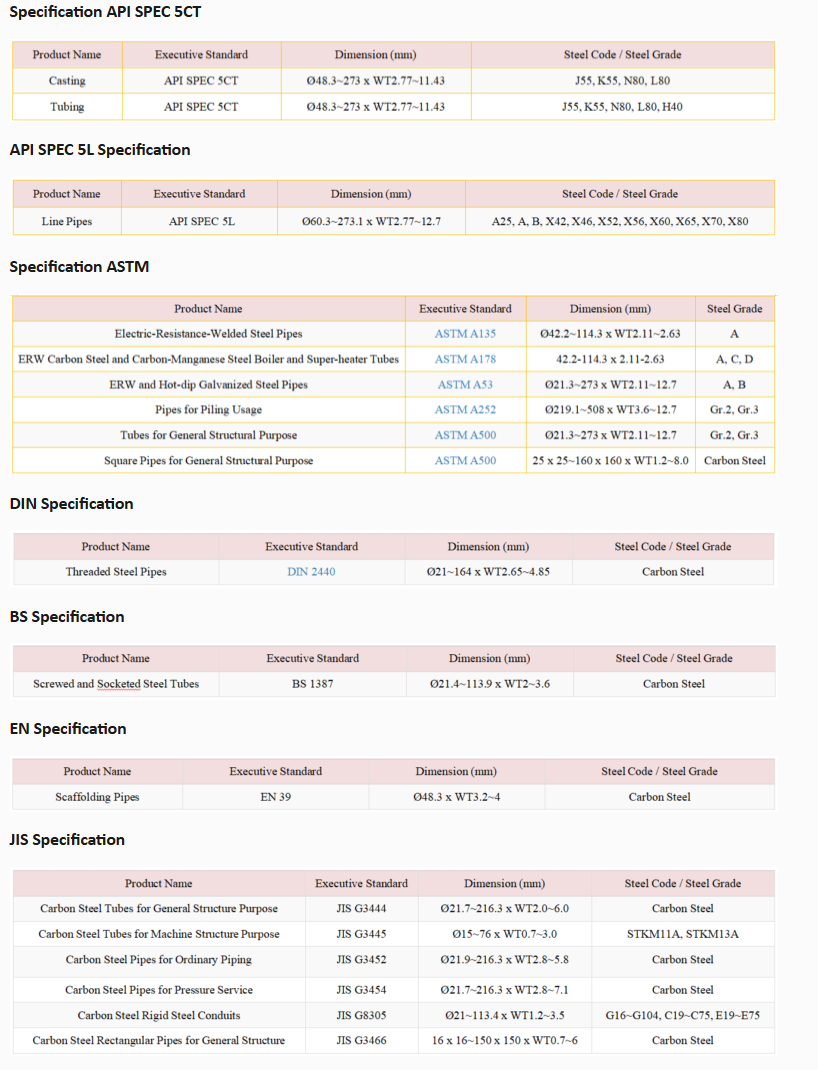
12. Riferimento incrociato alle specifiche globali
I team di procurement spesso devono confrontarsi con più standard internazionali. Il Tubo in acciaio ERW zincato a caldo è prodotto per soddisfare le condizioni di consegna specifiche della EN, ASMA, IT, e gli standard GB.
| Regione/Standard | Campione esecutivo | Grado d'acciaio / Una discontinuità che richiede una spiegazione per determinarne il significato | Dimensioni tipiche (mm) |
|---|---|---|---|
| API (Linea tubo) | API 5L | A25, B, X42 - X80 | $\niente 60.3 – 273.1$ |
| ASMA (Generale) | ASTM A53 | Gr. A, Gr. B | $\niente 21.3 – 273$ |
| BS (Avvitato) | BS 1387 | Acciaio al carbonio | $\niente 21.4 – 113.9$ |
| IT (Impalcatura) | IT 39 | Acciaio al carbonio | $\niente 48.3 \volte PESO 3.2-4$ |
| IT (Struttura) | JIS G3444 | STK400, STK500 | $\niente 21.7 – 216.3$ |
13. Tolleranze dimensionali & Prove meccaniche
Oltre i test chimici e di pressione, i test di deformazione fisica garantiscono la duttilità del tubo e la resistenza della saldatura.
Prova di piegatura (NPS 2 e più piccolo)
I tubi dovranno essere piegati $90^{\circ}$ attorno ad un mandrino cilindrico (12x diametro del tubo) senza sviluppare crepe.
Prova di spianatura (NPS 2 e più grande)
Applicato ai tubi saldati per verificare la capacità della saldatura di resistere alla fessurazione sotto compressione trasversale estrema.
Precisione dimensionale:
- Tolleranza di massa: Il peso specificato deve essere compreso $\pm 10\%$ del calcolo teorico.
- Tolleranza sul diametro: Per DN 40 (NPS 1-1/2) o più piccolo, tolerance is within $\pm 1/64$ pollici ($0.4mm$).
- Tolleranza di spessore: Lo spessore minimo della parete in qualsiasi punto non deve essere inferiore a 87.5% dello spessore nominale specificato.
14. IT 10216-1 Dimensioni preferite & Spessore della parete (Serie 1, 2, 3)
Per scopi di ingegneria e pressione di alta precisione, il IT 10216-1 lo standard definisce una matrice rigorosa di dimensioni preferite. A differenza dei tubi commerciali standard, questi tubi senza saldatura ed ERW sono classificati in tre serie per definire la disponibilità di accessori standardizzati.
Definizioni di serie:
- Serie 1: Diametri per i quali tutti gli accessori necessari per la costruzione sono completamente standardizzati.
- Serie 2: Diametri per i quali non tutti gli accessori sono standardizzati.
- Serie 3: Diametri per applicazioni speciali con pochissimi accessori standardizzati.
| Diametro esterno D (mm) | Spessore parete T (mm) – Intervallo selezionato | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Essere. 1 | Essere. 2 | Essere. 3 | 2.0 | 3.2 | 4.5 | 6.3 | 8.0 | 10.0 | 12.5 | 16.0 | 20.0 | 25.0 |
| 21.3 | – | – | X | X | – | – | – | – | – | – | – | – |
| 33.7 | – | – | X | X | X | – | – | – | – | – | – | – |
| 48.3 | – | – | X | X | X | X | – | – | – | – | – | – |
| 60.3 | – | – | – | X | X | X | X | – | – | – | – | – |
| 88.9 | – | – | – | – | X | X | X | X | – | – | – | – |
| 114.3 | – | – | – | – | – | X | X | X | X | – | – | – |
| 168.3 | – | – | – | – | – | – | X | X | X | X | – | – |
| 219.1 | – | – | – | – | – | – | – | X | X | X | X | – |
| – | – | 323.9 | – | – | – | – | – | – | X | X | X | X |
Nota: “X” indica le combinazioni OD/WT più comuni secondo la norma EN 10216-1 orario preferito.
15. Finiture finali industriali & Requisiti di accoppiamento
Il metodo di connessione di a Tubo in acciaio zincato immerso a caldo è determinato dalla sua finitura finale. ASTM A53 definisce tre tipi principali di preparazioni finali per adattarsi a diverse tecnologie di giunzione.
| Tipo di estremità | Intervallo di grandezza / Specifica: | Dettaglio requisito |
|---|---|---|
| Ends plain | NPS 1-1/2 (DN 40) o più grande | Peso standard o extra forte; smussato a $ 30 ^{\circ}$ a $ 35 ^{\circ}$ per saldatura. |
| Estremità filettate | NPS 1/2 per NPS 12 | Misurato in conformità con ANSI B1.20.1; protetto da tappi di plastica. |
| Giunti | NPS 2-1/2 (DN 65) o più grande | Giunti con maschiatura conica prodotti secondo gli standard ASTM A865. |
16. Standard di rivestimento zincato a caldo (ASTM A53)
L'efficacia della barriera alla corrosione è misurata dal peso del rivestimento di zinco per unità di superficie. Sotto ASTM A53, il processo di immersione a caldo deve ottenere un legame metallurgico sia sulle superfici interne che esterne.
Peso del rivestimento & Spessore
Il peso medio del rivestimento di zinco sarà non meno di $1.8 once/piedi^2$ ($0.55 kg/m^2$). Ciò corrisponde ad uno spessore di ca $3.4 milioni$ ($86 \milioni di dollari).
Aspetto della qualità visiva
I tubi finiti devono essere privi di aree non rivestite, depositi di flusso, o scorie pesanti. A “Lustrino” il modello è normale ma non deve interferire con l’uso previsto del tubo.
17. Standard equivalenti globali ASTM A53
Negli appalti globali, le specifiche del progetto possono variare. I seguenti materiali sono considerati funzionalmente equivalenti a ASTM A53 Grado B per la maggior parte delle applicazioni strutturali e a bassa pressione.
| API Standard | Standard ASTM | Una norma | JIS standard |
|---|---|---|---|
| API 5L Grado B | ASTM A106 grado B | IT 10219 S275J2H | JIS G 3452 PSG |












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}