

25Tuyau en acier inoxydable résistant à la chaleur en alliage CR-20ni (310S)
Peut 23, 2025
Fabrication de bobines de pipe | Fabrication de bobines de tuyauterie| Systèmes de tuyauterie préfabriqué
Peut 31, 2025Tuyau de flexion à induction pour les systèmes de tuyauterie

Les virages d'induction sont disponibles sous des angles de virage standard (par exemple. 45°, 90°, etc.) ou peut être fabriqué sur mesure sur des angles de pliage spécifiques. Couronnes composées (hors du plan) Les virages dans un seul joint de tuyau peuvent également être produits. Le rayon de pliage est spécifié en fonction du diamètre. Par exemple, Les rayons de virage communs pour les virages d'induction sont 3D, 5D et 7D, où d est le diamètre du tuyau nominal.
Tuyau de flexion à induction pour les systèmes de tuyauterie
introduction
La flexion à induction est un processus de flexion sophistiqué et hautement contrôlé qui est devenu une pierre angulaire dans les systèmes de tuyauterie modernes à travers des industries telles que le pétrole et le gaz, pétrochimie, production d’électricité, et infrastructure. Cette technologie permet une formation précise de plis de tuyaux avec des rayons variables, y compris la 3D, 5D, et configurations 7D, Tout en maintenant l'intégrité structurelle et les propriétés mécaniques du matériau. Notre entreprise est l'un des principaux fabricants de tuyaux de flexion à induction, Adhérer à des normes strictes telles que ASME B16.49, Et nous sommes fiers de livrer de haute qualité, Solutions fiables adaptées aux besoins de nos clients.
Cet article fournit une exploration approfondie des tuyaux de flexion à induction, y compris les principes scientifiques derrière le processus, les avantages des virages d'induction, Le processus de fabrication sous ASME B16.49, les avantages spécifiques de la 3D, 5D, et 7D Bends, Notre équipement de pointe, services d'inspection intégrés, et les services complets liés à la flexion à induction que nous offrons. En combinant une analyse technique avec des informations pratiques, Nous visons à montrer pourquoi la flexion à l'induction est un choix préféré pour les systèmes de tuyauterie moderne et comment notre entreprise mène l'industrie dans ce domaine.
La science de la flexion à induction
Principes de flexion d'induction
La flexion à induction est un processus de formation à chaud qui utilise un chauffage localisé et une force mécanique contrôlée pour façonner les tuyaux en virages précis. Le processus implique les étapes clés suivantes:
- Chauffage localisé: Une bobine d'induction, Propulsé par le courant électrique à haute fréquence, est placé autour d'une section spécifique du tuyau. Cette bobine génère un champ électromagnétique qui induit des courants de Foucault dans le tuyau, Chauffage d'une bande circonférentielle étroite à des températures généralement entre 850 ° C et 1100 ° C, Selon le matériau (par exemple., acier au carbone, en acier inoxydable, ou acier en alliage).
- Flexion contrôlée: Une fois la température souhaitée atteinte, Le tuyau est lentement poussé à travers la bobine d'induction tandis qu'un bras de flexion applique une force contrôlée pour former le virage. La section chauffée devient malléable, lui permettant de se déformer sans se fissurer ou compromettre l'intégrité du tuyau.
- Refroidissement: Immédiatement après la flexion, La section chauffée est refroidie à l'aide d'un pulvérisation d'eau ou d'un air pour stabiliser la forme nouvellement formée et empêcher la distorsion. Ce refroidissement rapide influence également la structure métallurgique du matériau, nécessitant souvent un traitement thermique post-plis pour restaurer les propriétés mécaniques souhaitées.
Considérations métallurgiques et mécaniques
Le processus de flexion à induction induit des contraintes thermiques et mécaniques dans le tuyau, qui doit être soigneusement géré pour maintenir les propriétés des matériaux. Les aspects métallurgiques et mécaniques clés comprennent:
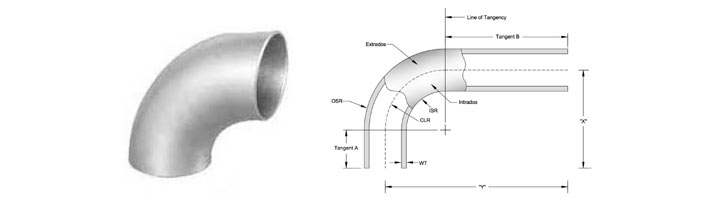
- Éclairage et épaississement de la paroi: Pendant la flexion, le rayon extérieur (extrados) du tuyau subit un amincissement mural dû aux contraintes de traction, tandis que le rayon intérieur (intrados) subit un épaississement de la paroi en raison des contraintes de compression. ASME B16.49 Spécifie que l'épaisseur minimale de la paroi des extrados doit répondre aux exigences de pression de conception, généralement pas moins que le minimum requis pour le tuyau droit.
- Contrôle de l'ovalité: ovalisation, ou la déviation d'une section transversale circulaire parfaite, est un paramètre critique dans la flexion d'induction. ASME B16.49 et ISO 15590-1 exiger que l'ovalité ne devrait pas dépasser 3% du diamètre nominal dans le corps de pliage et 1% dans les parties tangentes. Le contrôle précis des paramètres de flexion assure le respect de ces tolérances.
- Changements microstructuraux: Les températures élevées impliquées dans la flexion d'induction peuvent modifier la microstructure du matériau du tuyau, affectant potentiellement sa force et sa ténacité. Traitements thermiques après, comme la normalisation, trempe, et la température, sont souvent appliqués pour restaurer ou améliorer les propriétés du matériau. Par exemple, Les virages en acier au carbone peuvent être normalisés en chauffant au-dessus de la température de transformation et du refroidissement dans l'air immobile pour obtenir une microstructure uniforme.
Compatibilité des matériaux
La flexion à induction est polyvalente et compatible avec une large gamme de matériaux, y compris:
- Aciers au carbone (par exemple., API 5L Gr. B, ASTM A106 GR. B)
- Aciers à haut rendement (par exemple., API 5L x42 à x80)
- Aciers inoxydables (par exemple., ASTM A312 304L, 316L)
- Aciers alliés (par exemple., ASTM A335 P11, P22, P91)
- Alliages nickel (par exemple., Inconel, Monel, Hastelloy)
- Aciers inoxydables duplex et super-duplex
- Alliages en titane et en cuivre-nickel
Cette polyvalence rend la flexion à induction adaptée à diverses applications, des environnements corrosifs dans les plantes pétrochimiques aux pipelines à haute pression dans la transmission de pétrole et de gaz.
Fabrication de virages d'induction ASME B16.49
Aperçu de l'ASME B16.49
L'ASME B16.49 est la spécification standard de la fabrication d'usine, acier forgé, Coupages à induction des fesses utilisées dans les systèmes de tuyauterie de transport et de distribution, comme ceux régis par ASME B31.4 (transport liquide), B31.8 (transmission de gaz), et B31.11 (transport de lisier). Le standard décrit les exigences pour la conception, sélection des matériaux, fabrication, test, marquage, et inspection pour assurer la fiabilité et la sécurité des virages d'induction.
Procédé de fabrication
Notre entreprise adhère strictement à ASME B16.49 dans la production de coudes à induction, Assurer le respect de toutes les exigences spécifiées. Le processus de fabrication implique les étapes suivantes:
- Le choix des matériaux: Les tuyaux sont sélectionnés en fonction des spécifications du client, en acier au carbone généralement transparent ou soudé, en acier inoxydable, ou acier en alliage. La composition chimique est contrôlée pour assurer un équivalent en carbone (C.E.) ne dépassant pas 0.45% Pour minimiser les problèmes de soudabilité.
- Pliage par induction: Le tuyau est placé dans une machine à flexion à induction à mi-fréquence, où la bobine d'induction chauffe une bande étroite du tuyau. Le rayon de flexion (par exemple., 3D, 5D, 7D) est déterminé par le rayon central (R) par rapport au diamètre nominal du tuyau (D). Par exemple, Un virage 5D de 6 pouces a un rayon de ligne médiane de r = 5 × 6 ”= 30” (762 mm).
- Traitement thermique après: Après la flexion, Le tuyau subit un traitement thermique pour soulager les contraintes résiduelles et restaurer les propriétés mécaniques. Les méthodes courantes incluent:
- Stress soulageant ou trempant: Chauffage à 480 ° C - 675 ° C pour au moins 30 minutes par 25 mm d'épaisseur.
- Normalisant: Chauffage au-dessus de la température de transformation et refroidissement dans l'air immobile.
- Trempe et trempe: Chauffage au-dessus de la température de transformation, trempage dans l'eau ou l'huile, et tremper pour atteindre la dureté et la ténacité souhaitées.
- Préparation de la soudure: Les extrémités du virage sont biseautées conformément à l'ASME B16.25 pour assurer la compatibilité avec le soudage des fesses dans les systèmes de tuyauterie.
- Essais et inspection: Chaque virage subit des tests rigoureux pour vérifier la conformité avec ASME B16.49, y compris:
- Contrôle dimensionnel: Vérification de l'angle de coude, rayon, ovalisation, et des longueurs de tangente.
- Examen visuel: Vérification des défauts de surface tels que des fissures ou des stratifications.
- Essais mécaniques: Effectuer des tests de traction, Tests à charpie en V en V, et des tests de dureté.
- Contrôle non destructif (ESSAI NON DESTRUCTIF): Effectuer des tests à ultrasons (OUT) et tests radiographiques (RT) pour détecter les défauts internes.
- Marquage et documentation: Chaque virage est marqué de détails tels que le grade de matériau, rayon de courbure, angle, et l'état de traitement thermique. Rapport de données d'un fabricant (MDR) est fourni pour documenter la conformité avec ASME B16.49.
3D, 5D, et 7D Bends
Les virages d'induction sont classés en fonction de leur rayon de ligne centrale par rapport au diamètre du tuyau nominal (D). Les configurations les plus courantes sont:
- 3D plies: Le rayon de ligne centrale est trois fois le diamètre nominal (R = 3d). Pour un tuyau de 6 pouces, R = 18 pouces (457.2 mm). Ces virages sont utilisés dans les applications nécessitant des virages plus serrés, comme dans les dispositions de tuyauterie compactes.
- 5D plies: Le rayon de ligne centrale est cinq fois le diamètre nominal (R = 5d). Pour un tuyau de 6 pouces, R = 30 pouces (762 mm). Ces virages offrent un débit plus lisse et une perte de pression réduite, les rendre idéaux pour les pipelines longue distance.
- 7D plies: Le rayon de ligne centrale est sept fois le diamètre nominal (R = 7d). Pour un tuyau de 6 pouces, R = 42 pouces (1066.8 mm). Ces virages sont utilisés dans les applications nécessitant une résistance à l'écoulement minimale, comme les lignes de transmission de gaz à haute pression.
Chaque type de pliage est sélectionné en fonction des exigences spécifiques du système de tuyauterie, y compris les caractéristiques d'écoulement, contraintes d'espace, et pressions nominales.
Dimensions de Buttweld Long Radius 3D / 5D Bend
| Nominal Taille de pipe |
À l'extérieur Diamètre |
À l'intérieur Diamètre |
Mur Épaisseur |
Centre Pour terminer |
Tuyau Annexe |
Poids Livres |
| 1/2 | 0.84 | 0.622 | 0.109 | 1.5 | 40 | 0.16 |
| 3/4 | 1.05 | 0.824 | 0.113 | 1.5 | 40 | 0.17 |
| 1 | 1.32 | 1.049 | 0.133 | 1.5 | 40 | 0.4 |
| 1 1/4 | 1.66 | 1.38 | 0.14 | 1.88 | 40 | 0.55 |
| 1 1/2 | 1.9 | 1.61 | 0.145 | 2.25 | 40 | 0.8 |
| 2 | 2.38 | 2.07 | 0.154 | 3 | 40 | 1.6 |
| 2 1/2 | 2.88 | 2.47 | 0.203 | 3.75 | 40 | 3.2 |
| 3 | 3.5 | 3.07 | 0.216 | 4.5 | 40 | 4.8 |
| 3 1/2 | 4 | 3.55 | 0.226 | 5.25 | 40 | 6.6 |
| 4 | 4.5 | 4.03 | 0.237 | 6 | 40 | 8.9 |
| 5 | 5.56 | 5.05 | 0.258 | 7.5 | 40 | 15.1 |
| 6 | 6.62 | 6.07 | 0.28 | 9 | 40 | 24 |
| 8 | 8.62 | 7.98 | 0.322 | 12 | 40 | 47.8 |
| 10 | 10.75 | 10.02 | 0.365 | 15 | 40 | 83.4 |
| 12 | 12.75 | 12 | 0.375 | 18 | * | 123 |
| 14 | 14 | 13.25 | 0.375 | 21 | 30 | 155 |
| 16 | 16 | 15.25 | 0.375 | 24 | 30 | 206 |
| 18 | 18 | 17.25 | 0.375 | 27 | * | 262 |
| 20 | 20 | 19.25 | 0.375 | 30 | 20 | 324 |
| 24 | 24 | 23.25 | 0.375 | 36 | 20 | 466 |
| 30 | 30 | 29.25 | 0.375 | 45 | * | 720 |
| 36 | 36 | 35.25 | 0.375 | 54 | * | 1,039 |
| 42 | 42 | 41.25 | 0.375 | 63 | * | 1,420 |
| 48 | 48 | 47.25 | 0.375 | 72 | * | 2,000 |
Avantages des virages d'induction
Les virages d'induction offrent de nombreux avantages par rapport aux méthodes traditionnelles de flexion des tuyaux (par exemple., coude à froid ou coudes soudés), En faire un choix préféré pour les systèmes de tuyauterie critiques. Vous trouverez ci-dessous les principaux avantages:
- Caractéristiques d'écoulement améliorées: Plies à grand rayon (par exemple., 5D, 7D) réduire les turbulences et la perte de pression par rapport aux coudes standard, Amélioration de l'efficacité du transport de liquide ou de gaz. Ceci est particulièrement important dans les pipelines longue distance où les coûts énergétiques sont une considération significative.
- Soules réduites: Les virages à induction éliminent le besoin de coudes soudés multiples, Réduire le nombre de soudures dans le système. Moins de soudures se traduisent par des coûts de fabrication inférieurs, Exigences d'inspection réduites, et amélioration de l'intégrité du système, Comme les soudures sont des points de défaillance potentiels.
- Rentabilité: Le matériau de tuyau droit est généralement moins cher que les coudes préfabriqués, et la flexion à induction permet une production rapide de virages sans avoir besoin de mandrins internes ou de remplissage de sable. Cela réduit le temps de production et les coûts par rapport à la flexion des incendies ou à la fabrication de soudure.
- Flexibilité dans la conception: Les virages à induction peuvent être produits avec des angles personnalisés (par exemple., 30°, 60°, 90°) et rayons (par exemple., 3D à 10D), offrant une plus grande flexibilité dans la conception de la tuyauterie. Couronnes composées (virages hors plan) peut également être créé dans un seul joint de tuyau, Accueil des exigences de routage complexes.
- Intégrité du matériau supérieur: Le processus de chauffage et de refroidissement contrôlé minimise les défauts tels que les fissures ou les boucles, Assurer le coude conserve les propriétés mécaniques du tuyau parent. Le traitement thermique post-plis améliore encore les performances des matériaux, Faire des virages d'induction adaptés aux applications à haute pression et à haute température.
- Polyvalence entre les industries: Les virages d'induction sont utilisés dans diverses applications, y compris:
- Pétrole et Gaz: Pour les pipelines transportant du pétrole brut, gaz naturel, ou produits raffinés.
- Pétrochimique: Pour la tuyauterie de procédé dans les raffineries et les usines chimiques.
- Production d’électricité: Pour les systèmes de vapeur et d'eau de refroidissement dans les centrales électriques.
- Infrastructure: Pour l'approvisionnement en eau et les systèmes d'eaux usées.
- Avantages environnementaux: En réduisant le besoin de soudures et en minimisant les déchets de matériaux, La flexion à induction est une option plus durable par rapport aux méthodes de fabrication traditionnelles. aditionellement, La nature économe en énergie du chauffage à induction abaisse l'empreinte carbone du processus de fabrication.
Nos services liés à la flexion à induction
En tant que fabricant leader de tuyaux de flexion à induction, Notre entreprise propose une suite complète de services pour répondre aux divers besoins de nos clients. Ces services sont conçus pour fournir de haute qualité, Solutions personnalisées tout en garantissant le respect des normes de l'industrie.
- Conception et ingénierie de coude personnalisés: Notre équipe d'ingénieurs expérimentés collabore avec les clients pour concevoir des virages d'induction adaptés à des exigences de projet spécifiques. Nous fournissons:
- Rayon de pliage et personnalisation de l'angle: Produisant des virages avec des rayons de 2,5D à 10D et des angles de 1 ° à 180 °.
- Conseils de sélection des matériaux: Recommander des matériaux en fonction des conditions de fonctionnement, tel que corrosion résistance ou performance à haute température.
- Analyse par éléments finis (FEA): Simulation de la contrainte et de la déformation pour optimiser la conception de coude et assurer l'intégrité structurelle.
- Fabrication et fabrication: Notre usine de fabrication de pointe est équipée pour produire des virages d'induction dans un large éventail de tailles (1/2”À 38” Diamètre extérieur) et épaisseurs de paroi (SCH 5 à xxs). Nous offrons:
- Bends sans couture et soudés: Répondant aux exigences de tuyaux sans couture et soudés.
- Options de longueur tangente: Fournir des virages avec ou sans longueurs de tangente pour un soudage sur le terrain facile.
- Virages spécialisés: Produire des plies composées et des virages multi-plans pour les dispositions de tuyauterie complexes.
- Traitement thermique après: Nous proposons une gamme d'options de traitement thermique pour répondre aux exigences ASME B16.49, y compris le soulagement du stress, normalisant, et tremper et tempérer. Nos processus de traitement thermique sont contrôlés avec précision pour garantir des propriétés de matériaux cohérents dans tous les virages.
- Essais et inspection: Nos services d'inspection intégrés, détaillé ci-dessous, Assurez-vous que chaque virage répond aux normes de qualité la plus élevée. Nous effectuons des contrôles dimensionnels, essais mécaniques, et NDT pour vérifier la conformité avec l'ASME B16.49 et les spécifications du client.
- Revêtement et finition: Pour améliorer la durabilité et la résistance à la corrosion, Nous fournissons des services à valeur ajoutée tels que:
- Galvanisation à chaud
- Époxy et FBE (époxy lié par fusion) enrobage
- Sable et électro-polissage
Analyse scientifique
Les avantages des tuyaux de flexion à induction sont ancrés à la fois dans les principes d'ingénierie et de science des matériaux. Le processus garantit une distorsion minimale et maintient l'intégrité structurelle du tuyau à travers des cycles de chauffage et de refroidissement contrôlés. Analyse par éléments finis (FEA) est souvent utilisé pour simuler le processus de flexion, Prédire la distribution de stress, amincissement par mur, et ovalité. Cette approche scientifique permet un contrôle précis sur les paramètres de flexion, Assurer le respect des normes comme ASME B16.49.
Du point de vue de la dynamique fluide, Bradus plus gros (par exemple., 5D et 7D) réduire les turbulences et la chute de pression, comme décrit par l'équation de Darcy-Websbach pour les pertes de friction dans les tuyaux:
tube en acier à chaud:
- \(h_f ): Perte de tête due à la friction
- \(f\): Facteur de friction
- \(L\): Longueur de tuyau
- \(D\): Diamètre du tube
- \(v\): Vitesse fluide
- \(g\): Accélération gravitationnelle
Les virages de rayon plus gros diminuent la longueur effective (\(L\)) du virage, réduction \(h_f ) et améliorer l'efficacité du débit. Ceci est particulièrement essentiel dans les applications à haut débit telles que les pipelines pétrolières et gaziers.
Équipement de pointe pour la flexion des tuyaux
Notre entreprise investit dans un équipement de flexion à induction de pointe pour fournir une précision, Efficacité, et fiabilité. Notre équipement clé comprend:
- Machines à plis à induction à mi-fréquence:
- Capable de plisser des tuyaux de ½ ”à 38” de diamètre avec des épaisseurs de paroi jusqu'à 2.5 pouces.
- Équipé de systèmes de contrôle avancés pour une régulation précise de la température et de la vitesse de flexion.
- Caractéristiques IGBT (Transistor bipolaire de porte isolée) Technologie d'inversion pour un chauffage économe en énergie.
- Systèmes de refroidissement automatisés:
- Systèmes intégrés de refroidissement d'eau et de refroidissement pour assurer un refroidissement rapide et uniforme après la flexion.
- Minimise la distorsion thermique et assure la stabilité dimensionnelle.
- Outils de mesure de précision:
- Systèmes d'inspection dimensionnelle basés sur le laser pour vérifier les angles de pliage, rayons, et ovalité avec une grande précision.
- Garges d'épaisseur à ultrasons pour mesurer l'amincissement de la paroi et l'épaississement.
- Fours de traitement thermique post:
- Fours à contrôler l'ordinateur pour soulager le stress, normalisant, et tremper et tempérer.
- Capable de manipuler des plis de grand diamètre avec une distribution de température uniforme.
Notre équipement est régulièrement entretenu et calibré pour garantir des performances et une conformité cohérentes avec les normes de l'industrie. Nous investissons également dans la recherche et le développement pour intégrer les dernières avancées dans la technologie de flexion à induction, comme les systèmes de surveillance et de maintenance prédictive en temps réel.
Notre service d'inspection intégré: Un signe de qualité
L'assurance qualité est au cœur de nos opérations de flexion à induction. Nos services d'inspection intégrés sont conçus pour garantir que chaque virage répond aux exigences strictes de l'ASME B16.49 et des spécifications du client. Notre processus d'inspection comprend:
- Contrôle dimensionnel:
- Mesurer les angles de pliage, rayons, longueurs de tangente, et ovalité à l'aide d'outils au laser.
- Assurer le respect des tolérances ASME B16.49 (par exemple., ovalité ≤ 3% dans Bend Body, ≤ 1% en tangentes).
- Examen visuel:
- Inspecter les surfaces intérieures et extérieures pour les fissures, laminations, Une discontinuité qui nécessite une explication pour en déterminer le sens, ou encoche.
- Toutes les imperfections sont traitées par broyage, sans réparations de soudure autorisées par ASME B16.49.
- Essais mécaniques:
- Essais de traction: Vérification de la résistance et de la ductilité du matériau de pliage.
- Test de charpy en V en V: Évaluation de la ténacité à l'impact, Surtout pour les applications à basse température.
- Test de dureté: Assurer le respect des exigences de dureté matérielle après le traitement.
- Contrôle non destructif (ESSAI NON DESTRUCTIF):
- Tests par ultrasons (OUT): Détecter les défauts internes tels que les vides ou les inclusions.
- Tests radiographiques (RT): Examiner les coutures de soudure (pour tubes soudés) et plier les régions pour les défauts souterrains.
- Test de particules magnétiques (Mpte) et Test de pénétration liquide (Lpt): Identification des défauts de surface et près de la surface.
- Documentation et traçabilité:
- Fournir des rapports d'inspection détaillés, y compris les certificats de test de matériel (MTC) et les résultats NDT.
- Maintenir une traçabilité complète des matériaux et des processus d'assurance qualité et de conformité réglementaire.
Nos services d'inspection sont menés par des professionnels certifiés formés aux normes internationales, comme Asnt (Société américaine pour les tests non destructifs) Niveau II et III. Nous proposons également des services d'inspection tiers sur demande de fournir une assurance supplémentaire à nos clients.
Études de cas: Applications du monde réel
Pour illustrer la valeur de nos solutions de flexion à induction, Voici deux études de cas présentant notre expertise:
Projet de gazoducs de pétrole et de gaz
Défi: Un client a nécessité des plis 5D et 7D pour un diamètre de 24 pouces, API 5L X65 pipeline Pour minimiser la perte de pression sur un tronçon de 100 km.
Solution: Nous avons fabriqué des virages 5D et 7D sans couture avec un contrôle dimensionnel précis et effectué un traitement thermique normalisant pour améliorer la ténacité. Nos services d'inspection intégrés, y compris UT et RT, assuré zéro défauts.
Résultat: La baisse de la pression réduite 15% par rapport aux coudes standard, Améliorer l'efficacité du pipeline et réduire les coûts opérationnels.
Expansion de la plante pétrochimique
Défi: Une raffinerie nécessaire aux virages 3D et 5D personnalisés en acier inoxydable duplex (ASTM A815 UNS S31803) pour un système de tuyauterie de processus corrosif avec des contraintes d'espace serrées.
Solution: Nous avons conçu et produit des plis 3D composés avec des angles personnalisés (45° et 60 °) et revêtement FBE appliqué pour la résistance à la corrosion. Nos simulations FEA ont optimisé la conception de coude pour résister aux conditions à haute pression.
Résultat: Les virages ont été installés avec succès, Répondre à toutes les exigences ASME B16.49 et réduisant le temps d'installation par 20% En raison de moins de soudures.
Conclusion
Les tuyaux de flexion à induction sont un élément essentiel des systèmes de tuyauterie modernes, Offrir une flexibilité inégalée, Efficacité, et fiabilité. L'expertise de notre entreprise dans la fabrication de plies d'induction compatible ASME B16.49, combiné avec notre équipement de pointe, services complets, et des processus d'inspection rigoureux, nous positionne comme un leader dans l'industrie. Si vous avez besoin de 3D, 5D, ou plies 7D pour le pétrole et le gaz, pétrochimie, ou applications de production d'électricité, Nous livrons des solutions sur mesure qui répondent aux normes les plus élevées de qualité et de performance.
En tirant parti des principes scientifiques du chauffage à induction, Techniques de fabrication précises, et méthodes d'inspection avancées, Nous nous assurons que nos virages d'induction dépassent les attentes des clients. Notre engagement envers l'innovation, durabilité, Et la satisfaction du client nous pousse à améliorer en permanence nos processus et à apporter de la valeur aux projets dans le monde entier. Pour plus d'informations sur nos services de flexion à induction, Contactez-nous dès aujourd'hui pour discuter des exigences de votre projet.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}