

Tuyau de flexion à induction pour les systèmes de tuyauterie
Peut 26, 2025
Pipelines API en acier en carbone à doublure en interne
juin 4, 2025
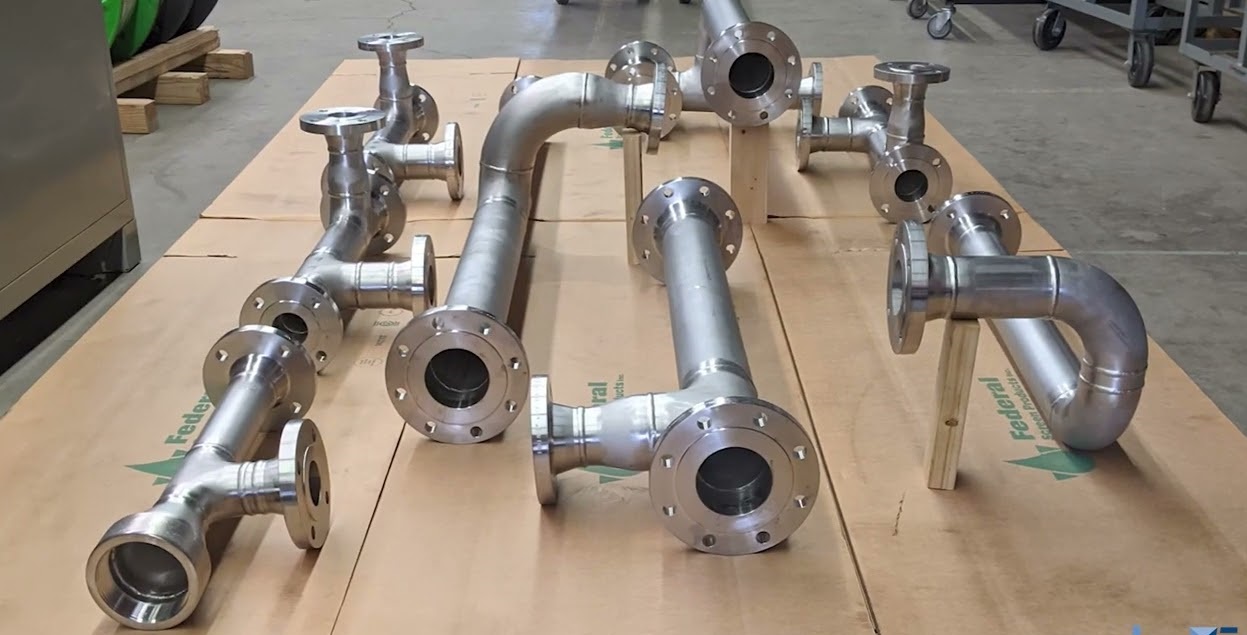
Fabrication de bobines de pipe: Une analyse scientifique détaillée
La fabrication de bobines de tuyaux est un processus critique dans des industries telles que le pétrole et le gaz, pétrochimie, production d’électricité, traitement de l'eau, et produits pharmaceutiques, où des systèmes de tuyauterie pré-assemblés sont nécessaires pour une installation efficace sur les chantiers de construction. Une bobine de tuyau est une section préfabriquée d'un système de tuyauterie, Composé généralement de tuyaux, Tuyau ASTM A106 (coudes, fonderie, réducteurs), brides, vannes, et d'autres composants, assemblé dans un environnement contrôlé (atelier ou usine) Avant d'être expédié sur le site pour l'installation. Cette méthode améliore l'efficacité, réduit le travail sur place, et assure des normes de haute qualité grâce à des processus de fabrication contrôlés.
Cette analyse couvrira les domaines clés suivants:
- Aperçu de la fabrication de bobines de pipe
- Paramètres clés dans la fabrication de bobines de tuyaux (avec des tables)
- Analyse scientifique et technique du processus
- Sélection des matériaux et leur impact
- Techniques de fabrication et équipement
- Contrôle de la qualité et normes
- Considérations d'optimisation et d'efficacité
- Études de cas et applications pratiques
- Conclusion
1. Aperçu de la fabrication de bobines de pipe
La fabrication de bobines de tuyaux implique l'assemblage de composants de tuyauterie en unités modulaires qui peuvent être facilement transportées et installées. Le processus est largement utilisé dans les industries nécessitant des systèmes de tuyauterie complexes, Comme il minimise le soudage sur le terrain, réduit les délais du projet, et améliore la sécurité en limitant les travaux sur place dans des environnements dangereux. Le processus de fabrication comprend généralement la coupe, biseautage, soudage, raccord, inspection, et tester, tous effectués dans des conditions contrôlées.
Avantages de la fabrication de bobines de tuyaux
- Amélioration du contrôle de la qualité: La fabrication dans un environnement contrôlé garantit la précision et l'adhésion aux normes.
- Rentabilité: Réduit les coûts de main-d'œuvre sur place et minimise les erreurs pendant l'installation.
- Économies de temps: La préfabrication permet des flux de travail parallèles, Raccourcir les horaires du projet.
- Sécurité: Limite le soudage et la manipulation sur place des composants lourds, Réduire les risques.
- Modularité: Facilite le transport et l'installation plus faciles de systèmes complexes.
Défis
- Logistique: Le transport de grosses bobines nécessite une planification minutieuse pour éviter les dommages.
- Compatibilité des matériaux: S'assurer que tous les composants sont compatibles avec le fluide de processus et les conditions de fonctionnement.
- Précision dimensionnelle: Des mesures précises sont essentielles pour éviter les décalages pendant l'installation sur le terrain.

2. Paramètres clés dans la fabrication de bobines de tuyaux
Pour assurer le succès de la fabrication de bobines de pipe, Plusieurs paramètres doivent être soigneusement contrôlés. Ces paramètres influencent la qualité, durabilité, et les fonctionnalités de la bobine finale. Vous trouverez ci-dessous un tableau détaillé résumant les paramètres critiques, suivi d'explications de leur signification.
Table 1: Paramètres clés dans la fabrication de bobines de tuyaux
| Paramètre | La description | Valeurs / normes typiques | Impact sur la fabrication |
|---|---|---|---|
| Diamètre du tuyau | Diamètre nominal du tuyau (NPS ou DN) | 1/2"À 48" (NPS), DN15 à DN1200 | Détermine la taille de la bobine, poids, et les exigences de soudage. |
| Épaisseur de paroi | Épaisseur de la paroi du tuyau (Horaire ou mm) | SCH 10, 40, 80, 160; 2–50 mm | Affecte le taux de pression, difficulté de soudage, et les coûts des matériaux. |
| Type de matériau | Matériau du tuyau et des composants | Acier au carbone, en acier inoxydable, acier allié, etc. | Impact la résistance à la corrosion, Force, et soudabilité. |
| Critères d'imperfection de soudure | Limites acceptables pour les imperfections de soudure (par exemple., porosité, fissures) | ASME B31.3, API 1104, ISO 5817 | Assure l'intégrité structurelle et la conformité aux normes. |
| Angle de biseau | Angle de préparation finale du tuyau pour le soudage | 30° –37,5 ° (Typiquement 37,5 ° pour V-Groove) | Affecte la pénétration et la résistance de la soudure. |
| Processus de soudage | Type de soudage utilisé (par exemple., GTAW, SMAW, GMAW) | TIG, MOI, Bâton, Arc submergé | Détermine la qualité de soudure, vitesse, et le coût. |
| Tolérance à la mise en forme | Précision d'alignement des composants avant le soudage | ± 1 à 2 mm (Selon la norme) | Assure un bon alignement articulaire et minimise les contraintes. |
| Pression de test hydrostatique | Pression appliquée lors des tests pour assurer l'intégrité | 1.5x Pression de conception (ASME B31.3) | Vérifie l'intégrité de la bobine dans des conditions de fonctionnement. |
| Finition de surface | Traitement de surface (par exemple., décapage, passivation, enrobage) | RA 0,8 à 3,2 µm (pour l'acier inoxydable) | Impact les caractéristiques de la résistance à la corrosion et de l'écoulement des fluides. |
| Tolérance dimensionnelle | Déviation autorisée dans les dimensions de la bobine | ± 3 mm pour la longueur, ± 1,5 mm pour l'alignement | Assure la compatibilité avec l'installation sur le terrain. |
| Traitement thermique | Traitement thermique après soudage (PWHT) exigences en matière | 600–700 ° C pour l'acier au carbone (si nécessaire) | Réduit les contraintes résiduelles et améliore la durabilité de la soudure. |
| Contrôle non destructif (ESSAI NON DESTRUCTIF) | Méthodes pour détecter les défauts (par exemple., RT, OUT, TP, MT) | Radiographie, Ultrasonique, Colorant pénétrant, Particule magnétique | Assure la soudure et l'intégrité des matériaux sans endommager la bobine. |
| Poids de bobine | Poids total de la bobine fabriquée | 10 kg à plusieurs tonnes | Affecte les exigences de transport et de levage. |
Explication des paramètres clés
- Diamètre du tuyau et épaisseur de paroi: Le diamètre du tuyau et l'épaisseur de la paroi sont essentiels pour déterminer la capacité de la bobine à manipuler la pression, débit, et charges structurelles. Par exemple, Annexe 80 Les tuyaux ont des murs plus épais que le calendrier 40, Les rendre adaptés aux applications à haute pression mais à l'augmentation des coûts de matériaux et de fabrication.
- Considération scientifique: Le stress du cerceau (p) dans un tuyau sous pression est calculé à l'aide de la formule:
S = (P · D) / (2t)
montre les conditions expérimentales de fluage
Pest la pression interne,Dest le diamètre extérieur, ettest l'épaisseur du mur. La sélection de l'épaisseur appropriée garantit que la bobine peut résister aux contraintes opérationnelles sans échec. - Type de matériau: Les matériaux courants incluent l'acier au carbone (par exemple., ASTM A106), en acier inoxydable (par exemple., 304/316), Et les aciers en alliage (par exemple., P91 pour les applications à haute température). La sélection des matériaux dépend du fluide de processus, Température, et environnement de corrosion.
- Considération scientifique: Propriétés des matériaux tels que la limite d'élasticité, extension thermique, et la résistance à la corrosion doit être analysée. Par exemple, L'acier inoxydable est préféré dans des environnements corrosifs en raison de sa teneur élevée en chrome, qui forme une couche d'oxyde passive.
- Critères d'imperfection de soudure: Imperfections de soudure (par exemple., porosité, manque de fusion) sont évalués à l'aide de normes comme ASME B31.3 ou ISO 5817. Les imperfections doivent être dans des limites acceptables pour assurer l'intégrité structurelle.
- Considération scientifique: Les imperfections de soudure peuvent agir comme des concentrateurs de stress, Réduire la vie de fatigue de la bobine. Contrôle non destructif (ESSAI NON DESTRUCTIF) Des méthodes comme la radiographie et les tests à ultrasons sont utilisés pour détecter les défauts souterrains.
- Angle de biseau et tolérance à la mise en forme: Le biseauté approprié garantit une pénétration adéquate de la soudure, tandis que les tolérances d'ajustement serrées réduisent le désalignement et les contraintes résiduelles. Les articulations mal alignées peuvent entraîner des concentrations de stress et une défaillance prématurée.
- Considération scientifique: L'angle de biseau affecte la dynamique de la piscine de soudure et la zone touchée par la chaleur (FAIS). Une g-goove en V de 37,5 ° est standard pour les soudures à bout, Équilibrage de la pénétration et de l'utilisation des matériaux de remplissage.
- Processus de soudage: Les processus de soudage communs comprennent le soudage à l'arc au tungstène à gaz (Gtaw / tour) pour les soudures de haute précision, Soudage à l'arc en métal à gaz (GMAW / MIG) pour une production plus rapide, et soudage à l'arc métallique blindé (Smaw / Stick) pour les réparations sur le terrain.
- Considération scientifique: Le choix du processus de soudage affecte l'entrée de chaleur, qui influence la microstructure du HAZ. Par exemple, Gtaw produit un haz plus petit, Réduire le risque de fissuration dans des matériaux à haut alliage.
- Essais hydrostatiques: Les tests hydrostatiques vérifient la capacité de la bobine à résister à la pression de conception. La pression de test est généralement 1.5 fois la pression de conception, Selon ASME B31.3.
- Considération scientifique: Le test garantit qu'aucune fuite ou déformation ne se produit sous pression, valider l'intégrité des soudures et des matériaux.
- Finition de surface et traitement thermique: La finition de surface est essentielle dans des industries comme les produits pharmaceutiques, où des surfaces lisses (Valeurs RA faibles) Prévenir la croissance bactérienne. Traitement thermique après soudage (PWHT) réduit les contraintes résiduelles dans les soudures, en particulier pour les bobines à parois épaisses ou aux alliages hauts.
- Considération scientifique: Pwht modifie la microstructure de la soudure et, Amélioration de la ténacité et réduisant le risque de fissuration de corrosion du stress.
3. Analyse scientifique et technique du processus
La fabrication de bobines de tuyaux est un processus multidisciplinaire qui intègre la science des matériaux, génie mécanique, et contrôle qualité. Vous trouverez ci-dessous une analyse détaillée des principes scientifiques et des considérations techniques impliquées.
3.1 Considérations de la science matérielle
La sélection des matériaux est entraînée par les conditions de fonctionnement du système de tuyauterie, y compris la température, pression, et corrosivité du fluide. Les propriétés clés du matériau comprennent:
- Limite d'élasticité et résistance à la traction: Détermine la capacité du tuyau à résister à la pression interne et aux charges externes.
- Conductivité et expansion thermique: Critique pour les applications à haute température, où l'expansion thermique peut provoquer un désalignement ou un stress.
- Résistance à la corrosion: Essentiel pour les liquides comme l'eau de mer, acides, ou hydrocarbures. Par exemple, L'acier inoxydable 316L est utilisé dans des environnements marins en raison de sa teneur en molybdène, ce qui améliore la résistance aux piqûres.
Exemple de calcul
Pour un tubes en acier au carbone (ASTM A106 Gr. B) avec un diamètre de 12 pouces (304.8 mm), épaisseur de paroi de 10 mm, et la pression interne de 50 bar (5 MPa), La contrainte de cerceau est:
La limite d'élasticité de A106 GR. B est approximativement 240 MPa, fournir un facteur de sécurité de:
Cela indique que le tuyau convient à l'application, comme facteur de sécurité > 2 est généralement requis.
3.2 Science de soudage
Le soudage est l'épine dorsale de la fabrication de bobines de pipe, Et sa qualité affecte directement les performances de la bobine. Les considérations scientifiques clés comprennent:
- Apport de chaleur: Un apport de chaleur excessif peut provoquer une croissance des grains dans le HAZ, réduire la ténacité. Apport de chaleur (Q) est calculé comme:
Q = (Tension · Courant · 60) / Vitesse de soudage (mm/min)
- Imperfections de soudure: Porosité, inclusions, et les fissures peuvent compromettre l'intégrité de la soudure. Ceux-ci sont minimisés grâce à une sélection de gaz de blindage appropriée, choix d'électrode, et compétence de soudeur.
- Contraintes résiduelles: Le soudage induit des contraintes résiduelles dues à une expansion thermique et à une contraction. Pwht ou refroidissement contrôlé peut atténuer ces contraintes.
3.3 Dynamique des fluides et conception de tuyaux
Les caractéristiques d'écoulement internes de la bobine affectent ses performances en service. Les principales considérations comprennent:
- Chute de pression: Déterminé par le diamètre du tuyau, longueur, et rugosité de surface. L'équation de Darcy-Weisbach est utilisée pour calculer la chute de pression:
Δp = f · (L / D) · (P v² / 2)
montre les conditions expérimentales de fluage
fest le facteur de frottement,LLa longueur du tuyau est-elle,Dest le diamètre,ρest la densité fluide, etVest la vitesse. - Régime de flux: Le flux laminaire ou turbulent affecte la chute de pression et les taux d'érosion. Pour les liquides à grande vitesse, surfaces plus lisses (par exemple., acier inoxydable électropolié) sont préférés pour réduire les turbulences.
3.4 Intégrité structurelle
La bobine doit résister à la pression interne, charges externes (par exemple., vent, sismique), et dilatation thermique. Analyse par éléments finis (FEA) est souvent utilisé pour simuler les contraintes et garantir que la bobine répond aux exigences de conception. Par exemple, ASME B31.3 fournit des lignes directrices pour calculer les contraintes admissibles en fonction des propriétés des matériaux et des conditions de fonctionnement.
4. Sélection des matériaux et leur impact
La sélection des matériaux est un aspect essentiel de la fabrication de bobines de tuyaux, Comme cela affecte le coût, durabilité, et performances. Vous trouverez ci-dessous un tableau résumant les matériaux communs et leurs applications.
Table 2: Matériaux communs pour la fabrication de bobines de tuyaux
| Matériel | Norme | Applications | avantages | Limites |
|---|---|---|---|---|
| Acier au carbone (A106 GR. B) | ASTM A106 | Pétrole et gaz, eau, vapeur | Rentable, haute résistance | Sensible à la corrosion |
| En acier inoxydable (304/316) | ASTM A312 | Chimique, pharmaceutique, Marine | Résistant à la corrosion, durable | Coût plus élevé, Force plus faible que l'acier au carbone |
| Acier allié (P91, P22) | ASTM A335 | Centrales électriques à haute température | Résistance à haute température, résistance au fluage | Cher, nécessite pwht |
| Acier inoxydable duplex | ASTM A790 | Pétrole offshore et gaz, environnements corrosifs | Haute résistance, excellente résistance à la corrosion | Soudage complexe, coût élevé |
| PVC / CPVC | ASTM D1785 | Traitement de l'eau, systèmes à basse pression | Poids léger, résistant à la corrosion | Limité aux basses températures et pressions |
Considérations scientifiques
- Corrosion: Le taux de corrosion dépend de la chimie des fluides et des propriétés des matériaux. Par exemple, L'acier inoxydable 316l a un taux de corrosion de <0.1 mm / an dans l'eau de mer, par rapport à >1 mm / an pour l'acier au carbone.
- Dilatation thermique: Les matériaux comme l'acier inoxydable ont des coefficients de dilatation thermique plus élevés (par exemple., 16 µm / m · k pour 316 SS VS. 12 µm / m · k pour l'acier au carbone), nécessitant des joints d'expansion ou des supports flexibles dans les systèmes à haute température.
- Soudabilité: Les matériaux à haut alliage comme l'acier inoxydable duplex nécessitent un contrôle précis des paramètres de soudage pour éviter les déséquilibres de phase (par exemple., Ratio de ferrite-austénite).
5. Techniques de fabrication et équipement
Le processus de fabrication implique plusieurs étapes, chacun nécessitant des équipements et des techniques spécialisés. Vous trouverez ci-dessous un aperçu des étapes et des outils clés.
5.1 Coupure et biseau
- Processus de: Les tuyaux sont coupés sur la longueur et biseautés pour se préparer au soudage. Les méthodes courantes incluent la coupe du plasma, coupure de combustible oxy, et coupe mécanique.
- Équipement: Machines de coupe de tuyaux CNC, Machines.
- Considération scientifique: Une coupe précise garantit une précision dimensionnelle, tandis que le bonbon facilite la pénétration de la soudure. Par exemple, Un angle de biseau de 37,5 ° est standard pour les soudures en V-Groove pour équilibrer la pénétration et l'utilisation du matériau de remplissage.
5.2 Soudage
- Processus de: Les composants sont joints à l'aide de processus de soudage comme GTAW, GMAW, ou SMAW. Les systèmes de soudage automatisés sont de plus en plus utilisés pour la cohérence.
- Équipement: Machines de soudage orbital, Soudeurs TIG / MIG, Positionneurs de soudage.
- Considération scientifique: La qualité de la soudure dépend des paramètres comme le courant, tension, et la vitesse de déplacement. Par exemple, GTAW à faible teneur en chaleur est préféré pour l'acier inoxydable afin de minimiser la distorsion.
5.3 Assemblage et installation
- Processus de: Les composants sont alignés et serrés avant le soudage pour assurer une approche appropriée.
- Équipement: Pinces d'alignement des tuyaux, gabarits, et les luminaires.
- Considération scientifique: Le désalignement peut induire des stress résiduels, réduire la vie de la fatigue. Des tolérances de ± 1 à 2 mm sont généralement nécessaires.
5.4 Inspection et essais
- Processus de: Contrôle non destructif (ESSAI NON DESTRUCTIF) des méthodes comme la radiographie (RT), contrôle par ultrasons (OUT), et les tests de pénétration de teinture (TP) sont utilisés pour vérifier la qualité de la soudure. Les tests hydrostatiques ou pneumatiques garantissent la fuite.
- Équipement: Machines à rayons X, détecteurs de défaut à ultrasons, plates-formes de test de pression.
- Considération scientifique: Les méthodes NDT détectent des défauts comme les fissures ou la porosité, qui peut agir comme des concentrateurs de stress. Les tests hydrostatiques valident la capacité de la bobine à résister à la pression de conception.
6. Contrôle de la qualité et normes
Le contrôle de la qualité est primordial dans la fabrication de bobines de tuyaux pour garantir la conformité aux normes de l'industrie et aux spécifications du projet. Les normes clés comprennent:
- ASME B31.3: Tuyauterie industrielle, conception gouvernante, fabrication, et tester.
- API 1104: Soudage de pipelines et d'installations connexes.
- ISO 5817: Niveaux de qualité pour les imperfections de soudure.
- Normes ASTM: Spécifications de matériau (par exemple., A106, A312).
Mesures de contrôle de la qualité
- matériel d'inspection: Vérifiez les certificats de matériel et effectuez une analyse chimique pour assurer le respect des spécifications.
- Évaluation de l'imperfection de soudure: Utiliser NDT pour détecter les défauts et assurer que les soudures répondent aux critères d'acceptation.
- Chèques dimensionnels: Mesurez les dimensions de la bobine pour assurer le respect des tolérances.
- Test de pression: Effectuer des tests hydrostatiques ou pneumatiques pour vérifier l'intégrité.
- Documentation: Maintenir des enregistrements de certificats de matériel, cartes de soudure, et les rapports de test pour la traçabilité.
Considération scientifique: Contrôle des processus statistiques (CPS) Peut être utilisé pour surveiller la qualité de la fabrication. Par exemple, Les graphiques de contrôle peuvent suivre les taux d'imperfection de soudure, s'assurer qu'ils restent dans des limites acceptables.
7. Considérations d'optimisation et d'efficacité
Pour maximiser l'efficacité de la fabrication de bobines de tuyaux, Plusieurs stratégies peuvent être utilisées:
- Automatisation: Utilisez des machines de coupe CNC et des systèmes de soudage automatisés pour améliorer la précision et réduire les coûts de main-d'œuvre.
- Fabrication maigre: Mettre en œuvre des principes Lean pour minimiser les déchets, comme l'optimisation de l'utilisation des matériaux et de la réduction des retouches.
- Conception modulaire: Concevoir des bobines pour minimiser les soudures de champ, Réduire la main-d'œuvre et les coûts sur place.
- Outils numériques: Utiliser la modélisation des informations du bâtiment (Bim) et un logiciel CAO 3D pour planifier et visualiser les conceptions de spoule, Assurer la compatibilité avec les conditions de terrain.
- Gestion de la chaîne d'approvisionnement: Assurer la livraison en temps opportun des matériaux pour éviter les retards de production.
Considération scientifique: L'optimisation peut être modélisée à l'aide de techniques de recherche opérationnelle, comme la programmation linéaire, pour minimiser les coûts tout en répondant aux contraintes du projet. Par exemple, La fonction objectif pourrait minimiser le coût de fabrication total:
montre les conditions expérimentales de fluage Cm est le coût matériel, Cl le coût de la main-d'œuvre est-il, et Ct Le coût du transport est-il, Sous réserve de contraintes comme les délais de livraison et les normes de qualité.
8. Études de cas et applications pratiques
Étude de cas 1: Raffinerie de pétrole et de gaz
Un projet de raffinerie requis 500 bobines de tuyaux pour une unité de transformation du pétrole brut. Les bobines ont été fabriquées en acier au carbone (A106 GR. B) avec des diamètres allant de 4 ”à 24” et annexe 40–80 épaisseurs de paroi. Défis clés inclus:
- Corrosion: Le pétrole brut contenait des composés de soufre, nécessitant des revêtements internes.
- Tolérances étroites: Les bobines devaient s'aligner sur l'équipement existant, nécessitant une précision dimensionnelle de ± 1 mm.
- Annexe: La chronologie du projet a nécessité une fabrication parallèle de plusieurs bobines.
Solution
- Soudage GTAW automatisé utilisé pour assurer des soudures de haute qualité.
- Test radiographique implémenté (RT) Pour toutes les soudures critiques.
- BIM utilisé pour coordonner les conceptions de bobines avec des conditions de terrain.
Résultat
Le projet a été achevé à temps, avec des fuites zéro lors des tests hydrostatiques et une pleine conformité avec ASME B31.3.
Étude de cas 2: Plante pharmaceutique
Une usine pharmaceutique nécessitait de l'acier inoxydable (316L) bobines pour un système d'eau stérile. Exigences clés incluses:
-
- Finition de surface: Rampe < 0.8 µm pour prévenir la croissance bactérienne.
- Propreté: Pas de contamination pendant la fabrication.
- Qualité de soudure: 100% inspection radiographique pour les soudures.
Solution
- Soudage GTAW orbital utilisé pour cohérent, soudures de haute qualité.
- Electropolie effectué pour obtenir la finition de surface requise.
- Passivation conduite pour améliorer la résistance à la corrosion.
Résultat
Les bobines répondaient aux exigences strictes de la FDA, Assurer le respect des bonnes pratiques de fabrication (GMP).
La fabrication de bobines de tuyaux est un complexe, processus multidisciplinaire qui nécessite un examen attentif des matériaux, techniques de soudage, contrôle de qualité, et stratégies d'optimisation. En adhérant aux normes de l'industrie comme ASME B31.3 et en utilisant des techniques de fabrication avancées, Les fabricants peuvent produire des bobines de haute qualité qui répondent aux exigences des industries telles que le pétrole et le gaz, pétrochimie, et produits pharmaceutiques. Les paramètres clés décrits dans les tables - diamètre du tuyau, épaisseur de paroi, type de matériau, qualité de soudure, et les exigences de test - forment l'épine dorsale du processus de fabrication, Assurer l'intégrité structurelle et la fiabilité opérationnelle.
Mots-clés principaux:
Fabrication de bobines de pipe
Fabrication de bobines de tuyauterie
Systèmes de tuyauterie préfabriqué
Ensemble de bobine de tuyau
Fabrication de tuyaux industriels
Mots-clés techniques:
Techniques de soudage des tuyaux
Contrôle non destructif (ESSAI NON DESTRUCTIF) pour la tuyauterie
Tests hydrostatiques pour les bobines de tuyaux
ASME B31.3 Compliance
Normes d'imperfection de soudure
Mots-clés liés aux matériaux:
Bobines de tuyaux en acier en carbone
Fabrication de tuyauterie en acier inoxydable
tuyau d'acier allié bobine
Tuyauterie en acier inoxydable duplex
Fabrication de bobine de tuyaux en PVC
Mots-clés spécifiques à l'industrie:
Fabrication de tuyaux de pétrole et de gaz
Bobines de pipe pétrochimique
Systèmes de tuyauterie pharmaceutique
Fabrication de tuyaux électriques
Solutions de tuyauterie de traitement de l'eau
Mots-clés de processus et d'équipement:
Coupe de tuyaux CNC
Soudage orbital pour les bobines à tuyaux
Articles Similaires












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Les virages d'induction sont disponibles sous des angles de virage standard (par exemple. 45°, 90°, etc.) ou peut être fabriqué sur mesure sur des angles de pliage spécifiques. Couronnes composées (hors du plan) Les virages dans un seul joint de tuyau peuvent également être produits. Le rayon de pliage est spécifié en fonction du diamètre. Par exemple, Les rayons de virage communs pour les virages d'induction sont 3D, 5D et 7D, où d est le diamètre du tuyau nominal.