

Boru Sistemi Muayenesi
Haziran 29, 2022
Düz iç yivli çelik boruların soğuk çekiminin sayısal simülasyonu
Haziran 29, 2022
Doğal gaz borusu esas olarak metan adı verilen bir gaz karışımı içerir.. Doğal gaz, milyonlarca yıl önce var olan ve zaman içinde ısı ve basıncın etkisiyle yerkabuğunun derinliklerinde kalan bitki ve hayvan kalıntılarındaki kimyasal değişimlerle oluşur.. Doğal gaz borusu genellikle petrol içeren veya petrol içermeyen rezervuarlarda bulunur..

Bugün, doğal gaz, evlerin ve işyerlerinin ısıtılması için önemli bir enerji kaynağı olarak kullanılmaktadır., ve doğal gazın yarattığı riskler göz önüne alındığında, gaz boru sistemi kurulum kontrollerinin yetkili kuruluşlar tarafından yapılması bu açıdan önemlidir..
Doğalgaz tesisatları konut ısıtması için kullanılmaktadır., sıcak su üretimi ve mutfak ocakları. Ticari işletmelerde, aynı zamanda üretken faaliyetlerde de kullanılırlar.
Doğalgaz iç tesisatı gaz dağıtım noktasından itibaren tüm sistemi kapsamaktadır. (servis kutusu) bacaya, egzoz gazı boru sistemini havaya boşaltan. Temel olarak üç bölümden oluşur: bina bağlantı hattı (bu hat servis kutusundan bina girişindeki ana kapama vanasına kadar olan hattır.), sütunlu çizgi (hat, ana kapatma vanasından ölçüm vanasına giden hattır) ve uçak kurulumu (ölçüm vanasından fırına giden hat).
Doğalgaz boru sistemi tesisatlarında kullanılan çelik borular TS'ye uygundur 6047, TR 10208 veya ISO 3183 standartlarına uygun olmalıdır. Bakır borular TS'ye uygun olmalıdır. 9872 TR 1057 Standart. Kaynaklı bağlantı parçaları ve flanşlar TS'ye uygun olmalıdır 2649, TS 11 TR 10242 ve TS ISO 7005-1 standartlar, ve küresel vanalar TS EN'ye uygun olmalıdır 331 ve TS 9809 standartlar.
Ek olarak, doğal gaz tesislerinin muayenesini içerir, yeraltı boruları, katodik koruma uygulamaları, sızdırmazlık testi, boruların yerleştirilmesi, bağlantı boruları, doğal gaz sayaçları, gaz tüketicileri, bacalar, kazan dairesi havalandırması, elektrik tesisatı, Brülör ve gaz kontrol hatlarının muayenesi ve muayenesi.
Kuruluşumuz mekanik tesisat muayene hizmetleri kapsamında gaz boru sistemi tesisat muayene hizmetleri de verilmektedir..
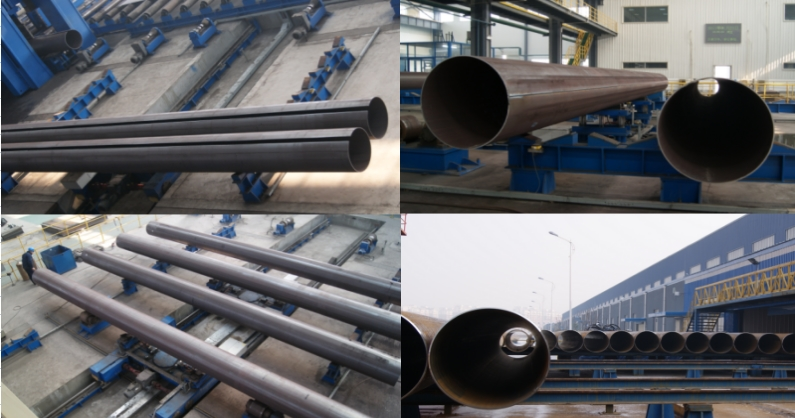
Gaz Boru Sistemi İçin Hat Borusu
Hat boruları çoğunlukla gazın taşınmasında kullanılır, Su, petrolün içindeki yağ,ve doğal gaz endüstrisi.
API SPEC 5L (boru hattı spesifikasyonu), Amerikan Petrol Enstitüsü tarafından hazırlanan ve tüm dünyada yayınlanan.
Petrol, Yerden çıkarılan gaz veya su, boru hatlarıyla petrol ve gaz endüstrisi şirketlerine ulaştırılıyor. Dikişsiz ve kaynaklı boru içerir, ve sade, dişli ve soket ucu; uç kaynağına bağlanır, kaplin bağlantısı, soket bağlantıları. Hat borularının çelik kalitesi çoğunlukla GR.B'dir., X42, X46, X56, X65, X70, X80, vb.
Dikişsiz GAZ Borusu
Çelik sınıf: B, X42, X52, X60, X65, X70
Boyut: 1″/2″—24″
İşlem: SICAK HADDELEME, Sıcak Genişleyen, SSAW
Çelik sınıf: B, X42, X52, X60, X65, X70, X80
Boyut: 5″ — 48″
İşlem: SSAW
Kaynak Gaz Borusu
Çelik sınıf: B, X42, X52, X60, X65, X70, X80
Boyut: 2“–30”
İşlem: ERW, SAWL, HFW, JCOE
Ve, Anson ayrıca anti-korozyon Hat boruları için proses, DIN30670'e göre, AWWA210 standardı, FBE süreci gibi, 3PE, 3PP olarak da adlandırılabilir, 3SAYFA.
Mekanik Özellikler:
| Standart | Sınıf | Çekme (Mpa) | Verim (Mpa) | Verim Oranı | Uzama(%) | 0° ETKİ AKV (j) | Isı tedavisi |
|---|---|---|---|---|---|---|---|
| API SPEC 5L | B | ≥415 | 245~440 | ≤0.80 | 22 | ≥40 | n |
| API SPEC 5L | X42 | ≥415 | 290~440 | ≤0.80 | 21 | ≥40 | n |
| API SPEC 5L | X52 | ≥460 | 360~510 | ≤0.85 | 20 | ≥40 | n |
| API SPEC 5L | X60 | ≥520 | 415~565 | ≤0.85 | 18 | ≥40 | n |
| API SPEC 5L | X65 | ≥535 | 450~570 | ≤0.90 | 18 | ≥40 | H+T |
| API SPEC 5L | X70 | ≥570 | 485~605 | ≤0.90 | 18 | ≥40 | H+T |
Kimyasal bileşimi:
| Standart | Sınıf | Kompozisyon(%) | Vücut (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | MN | P | S | V | NB | Ti | |||
| API SPEC 5L | B | ≤0.16 | ≤0.40 | ≤1.10 | ≤0.020 | ≤0.010 | - | - | - | ≤0.42 |
| API SPEC 5L | X42 | ≤0.17 | ≤0.40 | ≤1.20 | ≤0.020 | ≤0.010 | ≤0.05 | ≤0.05 | ≤0.04 | ≤0.42 |
| API SPEC 5L | X52 | ≤0.20 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0.10 | ≤0.05 | ≤0.04 | ≤0.45 |
| API SPEC 5L | X60 | ≤0.21 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0.15 | ≤0.05 | ≤0.04 | ≤0.45 |
| API SPEC 5L | X65 | ≤0.16 | ≤0.45 | ≤1,60 | ≤0.020 | ≤0.010 | ≤0.06 | ≤0.05 | ≤0.06 | ≤0.45 |
| API SPEC 5L | X70 | ≤0.16 | ≤0.45 | ≤1.70 | ≤0.020 | ≤0.010 | ≤0.06 | ≤0.05 | ≤0.06 | ≤0.45 |
Açıklama:
1.0,015%≤Altot<0.06%;N≤0.012%;Al / N≥2 / 1;Cu≤0.25%;Ni≤0.30%;Cr≤0.30%;Mo≤0.10%
2.V+Nb+Ti≤0,15
3.X60、X65、X70-MO SEMBLES0,35%
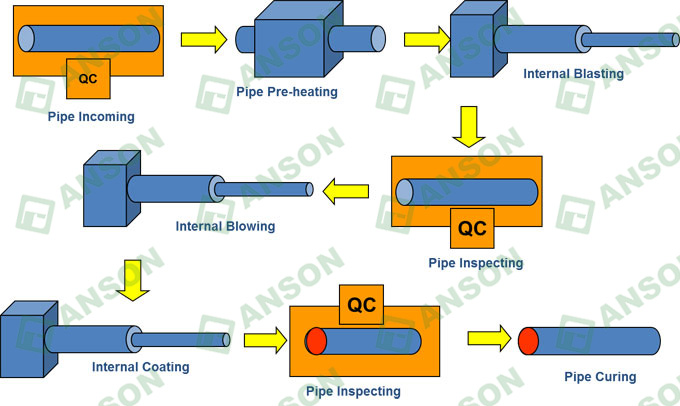
İç korozyon direnci teknolojisinin akış şeması
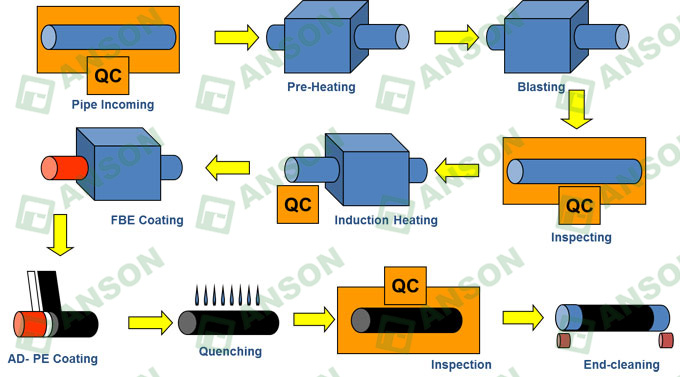
Dış korozyon direnci teknolojisinin akış şeması
Hat borusunun üretken süreci
A . Dikişsiz borular
- 1. Külçe ısıtma
- 2. Perforasyon
- 3. Haddeleme ve boyutlandırma
- 4. Soğutma
- 5. Düzleştirici
- 6. NDT, UT
- 7. Son kesme
- 8. Kaplin dişi (permium iplik mevcut)
- 9. hidrostatik test, röntgen testi.
- 10. Boyama ve iplik koruma
- 11. Ambalaj
B. Kaynak Boruları
- 1. Açık
- 2. Kesme
- 3. Kaynak
- 4. Şekillendirme
- 5. Parlatma
- 6. Düzeltiliyor
- 7. Isıl işlem
- 8. Girdap Akımı Testi, Kesme
- 9. HT
- 10. Asitleme ve muayene
- 11. Resim, Ambalaj.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}