

25Tubería de acero inoxidable resistente al calor de aleación CR-20NI (310S)
Mayo 23, 2025
Fabricación de carreras de tuberías | Fabricación de carreras de tuberías| Sistemas de tuberías prefabricados
Mayo 31, 2025Tubería de flexión de inducción para sistemas de tuberías

Las curvas de inducción vienen en ángulos de curvatura estándar (por ejemplo. 45°, 90°, etc.) o se puede hacer a medida a ángulos de curvatura específicos. Flexiones compuestas (fuera de lugar) Las curvas en una sola junta de tubería también se pueden producir. El radio de curvatura se especifica como una función del diámetro. Por ejemplo, Los radios de Bend Común para las curvas de inducción son 3D, 5D y 7d, donde d es el diámetro nominal de la tubería.
Tubería de flexión de inducción para sistemas de tuberías
Introducción
La flexión de la inducción es un proceso de flexión de tuberías sofisticado y altamente controlado que se ha convertido en una piedra angular en los sistemas de tuberías modernas en todas las industrias como el petróleo y el gas., Petroquímica, la generación de energía, e infraestructura. Esta tecnología permite la formación precisa de las curvas de tuberías con radios variables, incluyendo 3D, 5D, y configuraciones 7D, mientras mantiene la integridad estructural y las propiedades mecánicas del material. Nuestra empresa es un fabricante líder de tuberías de flexión de inducción, adheriéndose a estándares estrictos como ASME B16.49, y nos enorgullecemos de ofrecer de alta calidad, Soluciones confiables adaptadas a las necesidades de nuestros clientes.
Este artículo proporciona una exploración en profundidad de las tuberías de flexión de inducción, incluyendo los principios científicos detrás del proceso, Las ventajas de las curvas de inducción, El proceso de fabricación bajo ASME B16.49, los beneficios específicos de 3D, 5D, y curvas 7d, Nuestro equipo de vanguardia, Servicios de inspección integrados, y los servicios integrales relacionados con la inducción relacionados con la flexión que ofrecemos. Combinando análisis técnico con ideas prácticas, Nuestro objetivo es mostrar por qué la flexión de inducción es una opción preferida para los sistemas de tuberías modernas y cómo nuestra empresa lidera la industria en este dominio.
La ciencia de la inclinación de la inducción
Principios de flexión de inducción
La flexión de la inducción es un proceso de formación en caliente que utiliza calefacción localizada y fuerza mecánica controlada para dar forma a las tuberías en curvas precisas. El proceso implica los siguientes pasos clave:
- Calefacción localizada: Una bobina de inducción, Impulsado por corriente eléctrica de alta frecuencia, se coloca alrededor de una sección específica de la tubería. Esta bobina genera un campo electromagnético que induce corrientes remolinos dentro de la tubería, Calentamiento de una banda circunferencial estrecha a temperaturas típicamente entre 850 ° C y 1100 ° C, Dependiendo del material (p.ej., acero al carbono, acero inoxidable, o acero de aleación).
- Flexión controlada: Una vez que se alcanza la temperatura deseada, La tubería se empuja lentamente a través de la bobina de inducción, mientras que un brazo de flexión aplica una fuerza controlada para formar la curva. La sección calentada se vuelve maleable., permitiendo que se deforma sin agrietarse o comprometer la integridad de la tubería.
- Enfriamiento: Inmediatamente después de doblar, La sección calentada se enfría con un spray de agua o aire para estabilizar la forma recién formada y evitar la distorsión. Este enfriamiento rápido también influye en la estructura metalúrgica del material., a menudo requiere el tratamiento térmico posterior a la devolución para restaurar las propiedades mecánicas deseadas.
Consideraciones metalúrgicas y mecánicas
El proceso de flexión de inducción induce tensiones térmicas y mecánicas en la tubería, que debe manejarse cuidadosamente para mantener las propiedades del material. Los aspectos metalúrgicos y mecánicos clave incluyen:
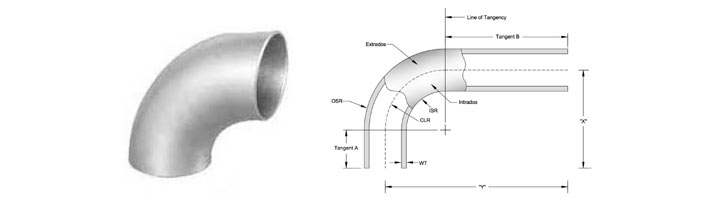
- Adelgazamiento de la pared y engrosamiento: Durante la flexión, el radio exterior (extrado) de la tubería experimenta el adelgazamiento de la pared debido a tensiones de tracción, Mientras que el radio interno (intruda) sufre engrosamiento de la pared debido a tensiones de compresión. ASME B16.49 especifica que el grosor mínimo de la pared en los extrados debe cumplir con los requisitos de presión de diseño, Por lo general, no menos que el mínimo requerido para la tubería recta.
- Control de ovalidad: ovalidad, o la desviación de una sección transversal circular perfecta, es un parámetro crítico en la flexión de la inducción. ASME B16.49 e ISO 15590-1 mandato que la ovalidad no debe exceder 3% del diámetro nominal en el cuerpo de la curva y 1% en las porciones tangentes. El control preciso de los parámetros de flexión garantiza el cumplimiento de estas tolerancias.
- Cambios microestructurales: Las altas temperaturas involucradas en la flexión de la inducción pueden alterar la microestructura del material de la tubería, potencialmente afectando su fuerza y dureza. Tratamientos térmicos posteriores a la devolución, como normalizar, amortiguamiento de, y templado, a menudo se aplican para restaurar o mejorar las propiedades del material. Por ejemplo, Las curvas de acero al carbono se pueden normalizar calentando por encima de la temperatura de transformación y enfriamiento en aire fijo para lograr una microestructura uniforme.
Compatibilidad de materiales
La flexión de inducción es versátil y compatible con una amplia gama de materiales, incluyendo:
- Aceros al carbono (p.ej., API 5L Gr. B, ASTM A106 Gr. B)
- Aceros de alto rendimiento (p.ej., API 5L X42 a X80)
- Aceros inoxidables (p.ej., ASTM A312 304L, 316L)
- Aceros aleados (p.ej., ASTM A335 P11, P22, P91)
- Aleaciones de níquel (p.ej., Inconel, Monel, Hastelloy)
- Aceros inoxidables dúplex y súper dúplex
- Aleaciones de titanio y cobre-níquel
Esta versatilidad hace que la flexión de la inducción sea adecuada para diversas aplicaciones, Desde entornos corrosivos en plantas petroquímicas hasta tuberías de alta presión en la transmisión de petróleo y gas.
Fabricación de ASME B16.49 Formas de inducción
Descripción general de ASME B16.49
ASME B16.49 es la especificación estándar para la fábrica, acero forjado, curvas de inducción de soporte trasero utilizadas en los sistemas de tuberías de transporte y distribución, como los gobernados por ASME B31.4 (transporte líquido), B31.8 (transmisión de gas), y B31.11 (transporte de lodo). Los requisitos estándar de los requisitos para el diseño, selección de materiales, fabricación, pruebas, calificación, e inspección para garantizar la fiabilidad y la seguridad de las curvas de inducción.
Proceso de fabricación
Nuestra empresa se adhiere estrictamente a ASME B16.49 en la producción de curvas de inducción, Asegurar el cumplimiento de todos los requisitos especificados. El proceso de fabricación implica las siguientes etapas:
- Selección de materiales: Las tuberías se seleccionan en función de las especificaciones del cliente, Acero de carbono típicamente sin costuras o soldado, acero inoxidable, o acero de aleación. La composición química se controla para garantizar un equivalente de carbono (C.E.) no excediendo 0.45% Para minimizar los problemas de soldadura.
- Doblado por inducción: La tubería se coloca en una máquina de flexión de inducción de frecuencia media, donde la bobina de inducción calienta una banda estrecha de la tubería. El radio de flexión (p.ej., 3D, 5D, 7D) está determinado por el radio de la línea central (R) en relación con el diámetro nominal de la tubería (D). Por ejemplo, Una curva 5D de 6 pulgadas tiene un radio de línea central de R = 5 × 6 "= 30" (762 mm).
- Tratamiento térmico posterior a la devolución: Después de doblar, La tubería sufre un tratamiento térmico para aliviar las tensiones residuales y restaurar las propiedades mecánicas. Los métodos comunes incluyen:
- Alivio del estrés o templado: Calentamiento a 480 ° C - 675 ° C para al menos 30 minutos por 25 mm de grosor.
- La normalización de: Calentamiento por encima de la temperatura de transformación y enfriamiento en aire fijo.
- Temple y revenido: Calentamiento por encima de la temperatura de transformación, apagado en agua o aceite, y templar para lograr la dureza y la dureza deseadas.
- Preparación de extremo de soldadura: Los extremos de la curva se biselan de acuerdo con ASME B16.25 para garantizar la compatibilidad con la liderazgo en los sistemas de tuberías.
- Pruebas e Inspección: Cada curva se somete a pruebas rigurosas para verificar el cumplimiento de ASME B16.49, incluyendo:
- Inspección dimensional: Verificación del ángulo de curvatura, radio, ovalidad, y longitudes tangentes.
- Examen visual: Verificar defectos superficiales como grietas o laminaciones.
- Pruebas mecánicas: Realización de pruebas de tracción, Pruebas de muesca en V charpy, y pruebas de dureza.
- Pruebas no destructivas (END): Realización de pruebas ultrasónicas (UT) y pruebas radiográficas (RT) para detectar defectos internos.
- Marcado y documentación: Cada curva está marcada con detalles como grado de material, Radio de doblaje, ángulo, y estado de tratamiento térmico. Informe de datos de un fabricante (MDR) se proporciona para documentar el cumplimiento de ASME B16.49.
3D, 5D, y curvas 7d
Las curvas de inducción se clasifican en función de su radio de línea central en relación con el diámetro nominal de la tubería (D). Las configuraciones más comunes son:
- 3D dobladas: El radio de la línea central es tres veces el diámetro nominal (R = 3D). Para una tubería de 6 pulgadas, R = 18 longitud (457.2 mm). Estas curvas se utilizan en aplicaciones que requieren giros más estrictos, como en los diseños de tuberías compactas.
- 5D dobladas: El radio de la línea central es cinco veces el diámetro nominal (R = 5D). Para una tubería de 6 pulgadas, R = 30 longitud (762 mm). Estas curvas ofrecen un flujo más suave y pérdida de presión reducida, haciéndolos ideales para tuberías de larga distancia.
- 7D dobladas: El radio de la línea central es siete veces el diámetro nominal (R = 7d). Para una tubería de 6 pulgadas, R = 42 longitud (1066.8 mm). Estas curvas se utilizan en aplicaciones que requieren una resistencia mínima al flujo, tales como líneas de transmisión de gas de alta presión.
Cada tipo de curvatura se selecciona en función de los requisitos específicos del sistema de tuberías, incluyendo características de flujo, Limitaciones de espacio, y clasificaciones de presión.
Dimensiones de Buttweld Long Radius 3D/5D Bend
| Nominal Tamaño de la pipa |
Exterior Diámetro |
Adentro Diámetro |
pared Grosor |
Centro Para terminar |
Tubo Horario |
Peso Libras |
| 1/2 | 0.84 | 0.622 | 0.109 | 1.5 | 40 | 0.16 |
| 3/4 | 1.05 | 0.824 | 0.113 | 1.5 | 40 | 0.17 |
| 1 | 1.32 | 1.049 | 0.133 | 1.5 | 40 | 0.4 |
| 1 1/4 | 1.66 | 1.38 | 0.14 | 1.88 | 40 | 0.55 |
| 1 1/2 | 1.9 | 1.61 | 0.145 | 2.25 | 40 | 0.8 |
| 2 | 2.38 | 2.07 | 0.154 | 3 | 40 | 1.6 |
| 2 1/2 | 2.88 | 2.47 | 0.203 | 3.75 | 40 | 3.2 |
| 3 | 3.5 | 3.07 | 0.216 | 4.5 | 40 | 4.8 |
| 3 1/2 | 4 | 3.55 | 0.226 | 5.25 | 40 | 6.6 |
| 4 | 4.5 | 4.03 | 0.237 | 6 | 40 | 8.9 |
| 5 | 5.56 | 5.05 | 0.258 | 7.5 | 40 | 15.1 |
| 6 | 6.62 | 6.07 | 0.28 | 9 | 40 | 24 |
| 8 | 8.62 | 7.98 | 0.322 | 12 | 40 | 47.8 |
| 10 | 10.75 | 10.02 | 0.365 | 15 | 40 | 83.4 |
| 12 | 12.75 | 12 | 0.375 | 18 | * | 123 |
| 14 | 14 | 13.25 | 0.375 | 21 | 30 | 155 |
| 16 | 16 | 15.25 | 0.375 | 24 | 30 | 206 |
| 18 | 18 | 17.25 | 0.375 | 27 | * | 262 |
| 20 | 20 | 19.25 | 0.375 | 30 | 20 | 324 |
| 24 | 24 | 23.25 | 0.375 | 36 | 20 | 466 |
| 30 | 30 | 29.25 | 0.375 | 45 | * | 720 |
| 36 | 36 | 35.25 | 0.375 | 54 | * | 1,039 |
| 42 | 42 | 41.25 | 0.375 | 63 | * | 1,420 |
| 48 | 48 | 47.25 | 0.375 | 72 | * | 2,000 |
Beneficios de las curvas de inducción
Las curvas de inducción ofrecen numerosas ventajas sobre los métodos tradicionales de flexión de tuberías (p.ej., doblado en frío o codos soldados), haciéndolos una opción preferida para sistemas de tuberías críticas. A continuación se presentan los beneficios clave:
- Características de flujo mejoradas: Curvas de radio grande (p.ej., 5D, 7D) Reducir la turbulencia y la pérdida de presión en comparación con los codos estándar, Mejora de la eficiencia del transporte de fluidos o gas. Esto es particularmente importante en las tuberías de larga distancia donde los costos de energía son una consideración significativa.
- Soldaduras reducidas: Las curvas de inducción eliminan la necesidad de múltiples codos soldados, Reducción del número de soldaduras en el sistema. Menos soldaduras se traducen en costos de fabricación más bajos, Requisitos de inspección reducidos, e integridad mejorada del sistema, Como las soldaduras son puntos potenciales de falla.
- Eficiencia de rentabilidad: El material de la tubería recta es generalmente menos costoso que los codos prefabricados, y la flexión de inducción permite una producción rápida de curvas sin la necesidad de mandreles internos o llenado de arena. Esto reduce el tiempo de producción y los costos en comparación con la flexión de incendios o la fabricación de soldadura..
- Flexibilidad en el diseño: Las curvas de inducción se pueden producir con ángulos personalizados (p.ej., 30°, 60°, 90°) y radios (p.ej., 3D a 10d), ofreciendo una mayor flexibilidad en el diseño de tuberías. Flexiones compuestas (curvas fuera del plano) También se puede crear en una sola junta de tubería, acomodar requisitos de enrutamiento complejos.
- Integridad de material superior: El proceso controlado de calefacción y enfriamiento minimiza defectos como grietas o hebillas., Asegurar que la curva retiene las propiedades mecánicas de la tubería principal. El tratamiento térmico posterior a la devolución mejora aún más el rendimiento del material, Hacer curvas de inducción adecuadas para aplicaciones de alta presión y alta temperatura.
- Versatilidad en todas las industrias: Las curvas de inducción se utilizan en diversas aplicaciones, incluyendo:
- Petróleo y gas: Para tuberías que transportan petróleo crudo, gas natural, o productos refinados.
- Petroquímico: Para tuberías de procesos en refinerías y plantas químicas.
- Generación de energía: Para sistemas de agua de vapor y enfriamiento en centrales eléctricas.
- Infraestructura: Para el suministro de agua y los sistemas de aguas residuales.
- Beneficios ambientales: Al reducir la necesidad de soldaduras y minimizar los desechos del material, La flexión de inducción es una opción más sostenible en comparación con los métodos de fabricación tradicionales. Adicionalmente, La naturaleza energética de la calefacción de inducción reduce la huella de carbono del proceso de fabricación.
Nuestros servicios relacionados con la inducción relacionados con la flexión
Como fabricante líder de tuberías de flexión de inducción, Nuestra empresa ofrece un conjunto integral de servicios para satisfacer las diversas necesidades de nuestros clientes.. Estos servicios están diseñados para ofrecer de alta calidad, Soluciones personalizadas al tiempo que garantiza el cumplimiento de los estándares de la industria.
- Diseño e ingeniería de curva personalizada: Nuestro equipo de ingenieros experimentados colabora con los clientes para diseñar la inducción dobladas a requisitos específicos del proyecto. Proporcionamos:
- Radio de curvatura y personalización de ángulo: Producción de curvas con radios de 2.5D a 10D y ángulos de 1 ° a 180 °.
- Guía de selección de materiales: Recomendar materiales basados en condiciones de funcionamiento, tales como corrosión Resistencia o rendimiento de alta temperatura.
- Análisis de elementos finitos (FEA): Simulando el estrés y la deformación para optimizar el diseño de la flexión y garantizar la integridad estructural.
- Manufactura y Fabricación: Nuestra instalación de fabricación de vanguardia está equipada para producir curvas de inducción en una amplia gama de tamaños (1/2Diámetro exterior de "a 38") y grosores de pared (SCH 5 a xxs). Ofrecemos:
- Curvas sin costuras y soldadas: Atender a los requisitos de tubería sin costuras y soldados.
- Opciones de longitud tangente: Proporcionar curvas con o sin longitudes tangentes para soldadura de campo fácil.
- Curvas especializadas: Producción de curvas compuestas y curvas de plano múltiple para diseños de tuberías complejas.
- Tratamiento térmico posterior a la devolución: Ofrecemos una gama de opciones de tratamiento térmico para cumplir con los requisitos de ASME B16.49, incluyendo alivio del estrés, la normalización de, y apagado y templado. Nuestros procesos de tratamiento térmico se controlan con precisión para garantizar propiedades de material consistentes en todas las curvas..
- Pruebas e Inspección: Nuestros servicios de inspección integrados, detallado a continuación, Asegúrese de que cada curva cumpla con los más altos estándares de calidad. Realizamos cheques dimensionales, pruebas mecanicas, y NDT para verificar el cumplimiento de ASME B16.49 y las especificaciones del cliente.
- Recubrimiento y acabado: Para mejorar la durabilidad y la resistencia a la corrosión, Proporcionamos servicios de valor agregado como:
- Galvanización de hot dip
- Epoxi y fbe (epoxi unido por fusión) revestimiento
- Sandblasting y electro-pulido
Análisis científico
Las ventajas de las tuberías de flexión de inducción se basan en la ingeniería y los principios de ciencias de los materiales. El proceso garantiza una distorsión mínima y mantiene la integridad estructural de la tubería a través de ciclos de calentamiento y enfriamiento controlados. Análisis de elementos finitos (FEA) se usa a menudo para simular el proceso de flexión, Predecir la distribución del estrés, adelgazamiento de la pared, y ovalidad. Este enfoque científico permite un control preciso sobre los parámetros de flexión, Asegurar el cumplimiento de estándares como ASME B16.49.
Desde una perspectiva de dinámica fluida, Bendencias de radio más grandes (p.ej., 5D y 7d) reducir la turbulencia y la caída de presión, Según lo descrito por la ecuación de Darcy-Weisbach para pérdidas por fricción en tuberías:
tubo de acero de inmersión en caliente:
- \(H_F ): Pérdida de la cabeza debido a la fricción
- \(f\): Factor de fricción
- \(L\): longitud de la tubería
- \(D\): la aplicación de materiales aislantes de espuma rígida de poliuretano en la industria de la construcción nacional aún se encuentra en una etapa inicial
- \(v\): Velocidad fluida
- \(g\): Aceleración gravitacional
Las doblaciones de radio más grandes disminuyen la longitud efectiva (\(L\)) de la curva, reducción de la \(H_F ) y mejorar la eficiencia del flujo. Esto es particularmente crítico en aplicaciones de alto flujo, como petróleo y tuberías de gas..
Equipo de vanguardia para flexión de tuberías
Nuestra empresa invierte en equipos de flexión de inducción de vanguardia para ofrecer precisión, eficiencia, y confiabilidad. Nuestro equipo clave incluye:
- Máquinas de flexión de inducción de frecuencia media:
- Capaz de doblar tuberías de ½ "a 38" de diámetro con espesores de pared hasta 2.5 longitud.
- Equipado con sistemas de control avanzados para una regulación precisa de temperatura y velocidad de flexión.
- Características IGBT (Transistor bipolar de puerta aislada) Tecnología de inversión para calefacción de eficiencia energética.
- Sistemas de enfriamiento automatizados:
- Sistemas integrados de agua y refrigeración por aire para garantizar el enfriamiento rápido y uniforme después de la flexión.
- Minimiza la distorsión térmica y garantiza la estabilidad dimensional.
- Herramientas de medición de precisión:
- Sistemas de inspección dimensionales basados en láser para verificar los ángulos de curvatura, radios, y ovalidad con alta precisión.
- Medidores de espesor ultrasónico para medir el adelgazamiento de la pared y el engrosamiento.
- Hornos de tratamiento térmico posterior a la devolución:
- Hornos controlados por computadora para aliviar el estrés, la normalización de, y apagado y templado.
- Capaz de manejar curvas de diámetro grande con una distribución de temperatura uniforme.
Nuestro equipo se mantiene y calibra regularmente para garantizar un rendimiento constante y el cumplimiento de los estándares de la industria.. También inventamos en investigación y desarrollo para incorporar los últimos avances en tecnología de flexión de inducción, tales como sistemas de monitoreo y mantenimiento predictivo en tiempo real.
Nuestro servicio de inspección integrado: Un signo de calidad
La garantía de calidad está en el centro de nuestras operaciones de flexión de inducción. Nuestros servicios de inspección integrados están diseñados para garantizar que cada curva cumpla con los estrictos requisitos de ASME B16.49 y las especificaciones del cliente. Nuestro proceso de inspección incluye:
- Inspección dimensional:
- Medición de ángulos de curvatura, radios, longitudes tangentes, y ovalidad utilizando herramientas basadas en láser.
- Asegurar el cumplimiento de las tolerancias ASME B16.49 (p.ej., ovalidad ≤ 3% en el cuerpo de la curva, ≤ 1% en tangentes).
- Examen visual:
- Inspeccionar las superficies internas y externas en busca de grietas, laminaciones, Una discontinuidad que requiere explicación para determinar su significado., o muescas.
- Cualquier imperfección se aborda a través de la molienda, Sin reparaciones de soldadura permitidas por ASME B16.49.
- Pruebas mecánicas:
- Pruebas de tracción: Verificar la resistencia y la ductilidad del material de curvatura.
- Prueba de muesca en V charpy: Evaluar la dureza del impacto, especialmente para aplicaciones de baja temperatura.
- Pruebas de dureza: Asegurar el cumplimiento de los requisitos de dureza material después del tratamiento.
- Pruebas no destructivas (END):
- Prueba de ultrasonido (UT): Detección de defectos internos como vacíos o inclusiones.
- Pruebas radiográficas (RT): Examinando las costuras de soldadura (para tubos soldados) y doblar regiones para fallas subsuperficiales.
- Pruebas de partículas magnéticas (MPT) y Prueba de penetrante líquido (LPT): Identificar defectos superficiales y cercanos a la superficie.
- Documentación y trazabilidad:
- Proporcionar informes de inspección detallados, incluyendo certificados de prueba de material (MTCS) y resultados de NDT.
- Mantener la trazabilidad completa de los materiales y procesos para garantía de calidad y cumplimiento regulatorio.
Nuestros servicios de inspección son realizados por profesionales certificados capacitados para estándares internacionales, como ASNT (Sociedad Americana para pruebas no destructivas) Nivel II y III. También ofrecemos servicios de inspección de terceros a pedido para proporcionar garantía adicional a nuestros clientes.
Estudios de caso: Aplicaciones del mundo real
Para ilustrar el valor de nuestras soluciones de flexión de inducción, Aquí hay dos estudios de casos que muestran nuestra experiencia.:
Proyecto de tuberías de petróleo y gas
Desafío: Un cliente requirió curvas 5D y 7D para un diámetro de 24 pulgadas, API 5L X65 tubería Para minimizar la pérdida de presión en un estiramiento de 100 km.
Solución: Fabricamos curvas sin costuras 5D y 7D con control dimensional preciso y realizamos un tratamiento térmico normalizador para mejorar la tenacidad. Nuestros servicios de inspección integrados, incluyendo UT y RT, Asegurado cero defectos.
Resultado: Las curvas reducen la caída de presión por 15% en comparación con los codos estándar, Mejorar la eficiencia de la tubería y reducir los costos operativos.
Expansión de la planta petroquímica
Desafío: Una refinería necesitaba curvas 3D y 5D personalizadas en acero inoxidable dúplex (ASTM A815 UNS S31803) Para un sistema de tuberías de proceso corrosivo con limitaciones de espacio estrecho.
Solución: Diseñamos y producimos curvas 3D compuestas con ángulos personalizados (45° y 60 °) y recubrimiento FBE aplicado para resistencia a la corrosión. Nuestras simulaciones FEA optimizaron el diseño de la curva para resistir las condiciones de alta presión.
Resultado: Las curvas se instalaron con éxito, cumplir con todos los requisitos de ASME B16.49 y reducir el tiempo de instalación por 20% Debido a menos soldaduras.
Conclusión
Las tuberías de flexión de inducción son un componente crítico de los sistemas de tuberías modernas, ofreciendo flexibilidad inigualable, eficiencia, y confiabilidad. La experiencia de nuestra empresa en la fabricación de curvas de inducción que cumplen con ASME B16.49, combinado con nuestro equipo de vanguardia, servicios integrales, y rigurosos procesos de inspección, nos posiciona como líder en la industria. Si necesita 3D, 5D, o curvas 7d para petróleo y gas, Petroquímica, o aplicaciones de generación de energía, Entregamos soluciones personalizadas que cumplan con los más altos estándares de calidad y rendimiento..
Aprovechando los principios científicos del calentamiento de inducción, técnicas de fabricación precisas, y métodos de inspección avanzados, Nos aseguramos de que nuestras doblaciones de inducción excedan las expectativas del cliente. Nuestro compromiso con la innovación, sostenibilidad, y la satisfacción del cliente nos impulsa a mejorar continuamente nuestros procesos y entregar valor a los proyectos de todo el mundo. Para obtener más información sobre nuestros servicios de flexión de inducción, Contáctenos hoy para discutir los requisitos de su proyecto.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}