
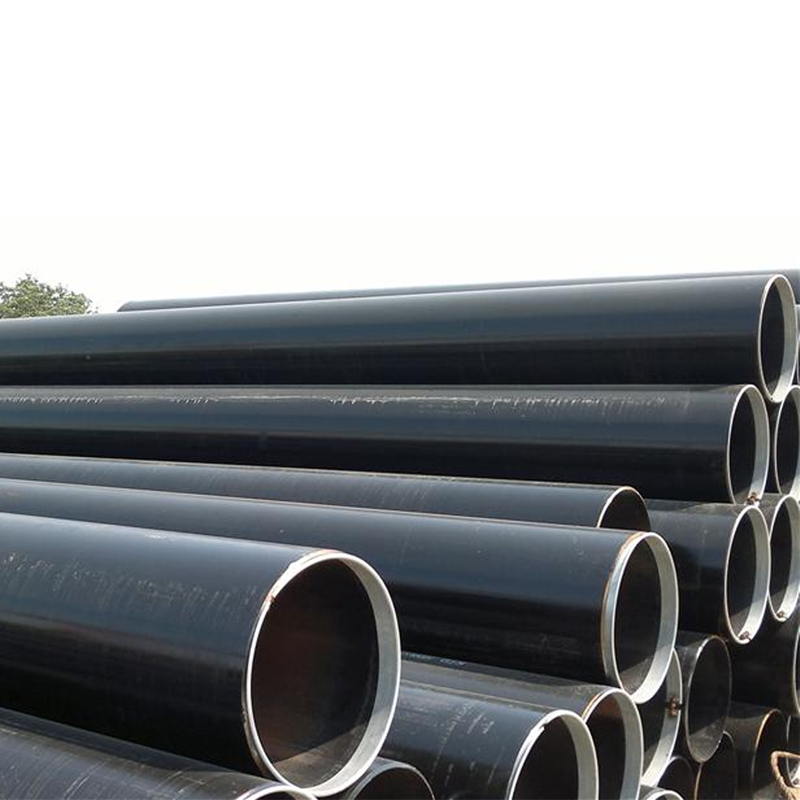
45# Ống thép liền mạch
Tháng mười 26, 2021Kiến thức cơ bản về đường ống dẫn dầu
Tháng mười một 8, 2021Các phương pháp sản xuất ống thép liền mạch được chia thành phương pháp cán chéo (Phương pháp Mennesmann) và phương pháp đùn. Phương pháp cuộn chéo (Phương pháp Mennesmann) đầu tiên là chọc thủng ống trống bằng con lăn lăn chéo, và sau đó kéo dài nó bằng máy cán. Phương pháp này có tốc độ sản xuất nhanh, nhưng có yêu cầu cao về khả năng gia công của ống trống, và chủ yếu phù hợp để sản xuất thép cacbon và ống thép hợp kim thấp.
Phương pháp đùn là sử dụng máy xuyên thủng để đục lỗ ống hoặc phôi thép, và sau đó sử dụng máy đùn để đùn thành ống thép. Phương pháp này kém hiệu quả hơn phương pháp cán chéo và thích hợp để sản xuất ống thép hợp kim cường độ cao.
Cả phương pháp cán chéo và phương pháp đùn trước tiên đều phải làm nóng phôi ống hoặc phôi thép, và ống thép được sản xuất được gọi là ống cán nóng. Ống thép được sản xuất bằng cách gia công nóng đôi khi có thể được gia công nguội khi cần thiết. Có hai phương pháp làm việc nguội: một là phương pháp vẽ nguội, là kéo ống thép qua khuôn kéo ống để làm cho ống thép mỏng dần và dài ra; phương pháp khác là phương pháp cán nguội, là phát minh của anh em nhà Mennesmann Máy cán nóng được sử dụng trong các phương pháp gia công nguội. Quá trình gia công nguội của ống thép liền mạch có thể cải thiện độ chính xác về kích thước và kết thúc quá trình xử lý của ống thép, và cải thiện các tính chất cơ học của vật liệu.
Ống thép truyền động có thể được chia thành ống thép liền mạch (SML) theo các quy trình làm ống khác nhau. Chúng chủ yếu được sử dụng làm đường ống thu gom bên trong và đường ống dẫn khí tự nhiên áp suất cao đường kính nhỏ trong các mỏ dầu. Số lượng đường ống dẫn dầu khí đường dài rất ít, và hầu hết chúng là đường ống dài. Nó thông qua ba loại: MÌN, NEW, và LSAW. Bảng sau đây cho thấy các đặc điểm quy trình và so sánh hiệu suất chất lượng của một số ống thép:
Đường nối thẳng ống hàn tần số cao (MÌN) được chia thành hàn cảm ứng và hàn tiếp xúc theo các phương pháp hàn khác nhau. Nó sử dụng thép cuộn dải rộng được cán nóng làm nguyên liệu thô, và trải qua quá trình uốn trước, liên tục hình thành, sự hàn, xử lý nhiệt, kích thước, thẳng, và So với ống hàn xoắn ốc, cắt và các quy trình khác có lợi thế là đường hàn ngắn, độ chính xác kích thước cao, độ dày thành ống bằng nhau, chất lượng bề mặt tốt, và khả năng chịu áp suất cao. Tuy nhiên, nhược điểm là chỉ có thể sản xuất ống thành mỏng cỡ vừa và nhỏ., và mối hàn dễ bị đốm xám. , Không sử dụng, giống như rãnh sự ăn mòn khuyết tật. Hiện tại, các khu vực được sử dụng rộng rãi hơn là ga thành phố, vận chuyển dầu thô và dầu tinh luyện, vv.
Ống hàn hồ quang chìm xoắn ốc (NEW) là một ống thép cuộn dạng dải mà hướng tiến của nó có góc tạo hình (điều chỉnh) với đường tâm của đường ống hình thành. Nó được hàn trong khi hình thành, và mối hàn của nó là xoắn ốc. Ưu điểm là có thể sản xuất cùng một đặc điểm kỹ thuật của thép dải. Ống thép có đường kính khác nhau có nhiều loại nguyên liệu thô. Đường hàn có thể tránh được ứng suất chính và ứng suất tốt hơn. Nhược điểm là kích thước hình học kém. Chiều dài của mối hàn Các khuyết tật hàn như lẫn xỉ và sai lệch hàn, ứng suất hàn ở trạng thái ứng suất kéo. Quy chuẩn thiết kế chung cho đường ống dẫn dầu và khí đốt đường dài quy định rằng ống hàn hồ quang chìm xoắn ốc chỉ có thể được sử dụng trong Hạng mục 3 và Danh mục 4 khu vực. Ở nước ngoài, quá trình này được cải thiện và vật liệu thô được thay đổi thành thép tấm để tách hình thành và hàn. Sau khi hàn trước và chính xác, và giãn nở lạnh sau khi hàn, chất lượng hàn gần với ống UOE. Hiện tại, không có quá trình như vậy ở Trung Quốc. Đó là một ống xoắn ốc ở Trung Quốc. Các hướng cải thiện nhà máy. Đường ống xoắn ốc được sử dụng trong “West-East Gas đường ống” vẫn được sản xuất theo công nghệ truyền thống, nhưng đầu ống đã được mở rộng đường kính. Mỹ, Nhật Bản, và Đức thường bác bỏ SSAW và cho rằng không nên sử dụng SSAW trên đường trục chính; Canada và Ý sử dụng SSAW trong một số trường hợp, và Nga sử dụng SSAW với số lượng nhỏ, và họ đã xây dựng các điều kiện bổ sung rất nghiêm ngặt. Vì lý do lịch sử, hầu hết các đường trục trong nước vẫn sử dụng SSAW. .
Ống hàn hồ quang chìm theo chiều dọc (LSAW) được sản xuất bằng cách sử dụng một tấm vừa và dày làm nguyên liệu thô, bức xúc (cán) tấm thép trong khuôn hoặc máy tạo hình thành một ống trống, sử dụng hàn hồ quang chìm hai mặt và mở rộng đường kính. Sản phẩm hoàn chỉnh có nhiều loại thông số kỹ thuật, và mối hàn có độ bền tốt, tính nắn được, đồng nhất và nhỏ gọn. Nó có ưu điểm là đường kính ống lớn, độ dày thành ống, kháng áp lực cao, kháng nhiệt độ thấp và khả năng chống ăn mòn mạnh. Khi thi công cường độ cao, -Dẻo dai cao, và đường ống dẫn dầu và khí đốt đường dài chất lượng cao, hầu hết các ống thép được yêu cầu là ống LSAW thành dày có đường kính lớn. Theo tiêu chuẩn API, trong các đường ống dẫn dầu và khí đốt quy mô lớn, khi đi qua Lớp 1 và Lớp 2 các khu vực như khu vực núi cao, đáy biển, và đông dân cư khu đô thị, Ống LSAW là loại ống áp dụng được chỉ định duy nhất. Theo phương pháp đúc khác nhau, nó có thể được chia thành:
Ống hàn UOE: Sau khi tấm thép đơn được uốn trước ở mép, nó có hình chữ U, Hình chữ O, nội bộ Hàn, ngoài Hàn, mở rộng lạnh cơ khí và các quá trình khác;
Ống hàn JCOE: Pre-hàn, hình thành, và lạnh mở rộng sau khi hàn theo “J-C-O-E”;
Ống hàn HME: Nó được hình thành bằng phương pháp cán trục theo “C-C-O”, và sau khi hàn, nó được mở rộng lạnh và các quá trình khác














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}